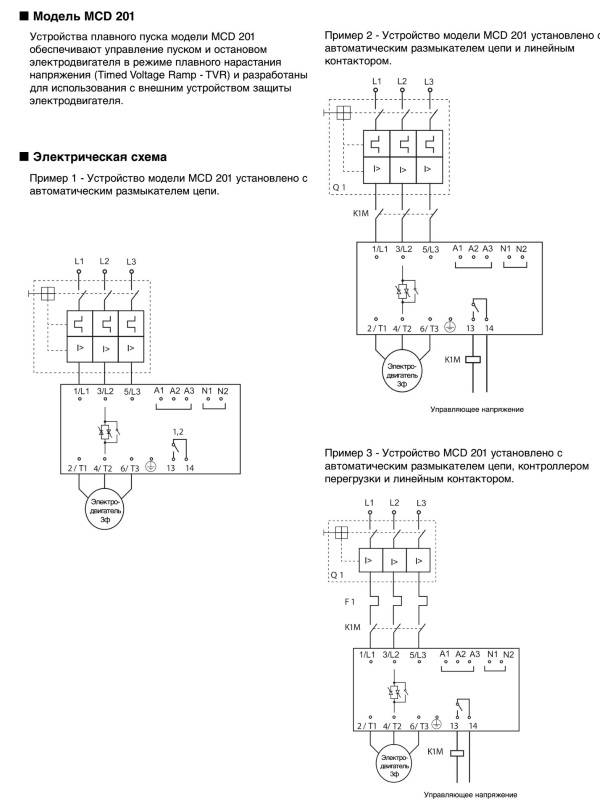
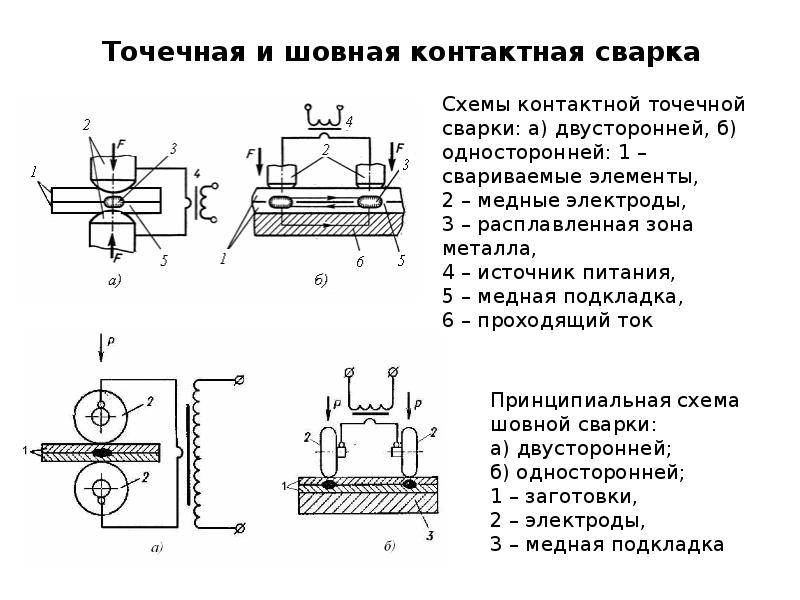
Машины контактной точечной сварки металлов переменного тока
Напряжение для точечной сварки, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров. Если первичную обмотку выполнить не из одной, а нескольких обмоток, то, подключая их в различном сочетании друг с другом, можно менять коэффициент трансформации, получая различные значения выходного напряжения и сварочного тока на вторичной обмотке.
Кроме силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменного тока имеют набор управляющего оборудования — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и пр.
Режимы выполнения сварочных работ и применяемые электроды
Основными режимами выполнения сварки является жесткий и мягкий. При выполнении сварочных работ жестким способом выполняется существенное давление на электрод. В среднем этот показатель равен 3-8 килограмм на каждый квадратный миллиметр. Также при жёсткой сварке используется ток с высокими показателями плотности — 120-300А на квадратный миллиметр. При варке жестким способом ток обычно подается в течение очень короткого времени, которое составляет 0,1-1,5 секунды. Данный режим обеспечивает высокую производительность и скорость, но имеет отдельные недостатки:
- требует использования исключительно мощных сварочных аппаратов;
- на электросети оказываются высокие нагрузки;
- при выполнении сварочных работ используется повышенная мощность.
Жёсткий способ варки отлично подходят для соединения высоколегированных сталей, элементов с различной толщиной, медных листов с алюминием.
Мягкий режим сваривания происходит дольше, но поверхность нагревается более плавно. Точечная сварка мягким способом длится в течение 0,5-3 секунд. Мягкая технология особо востребована для сварки металлов, которые склонны к закалке.
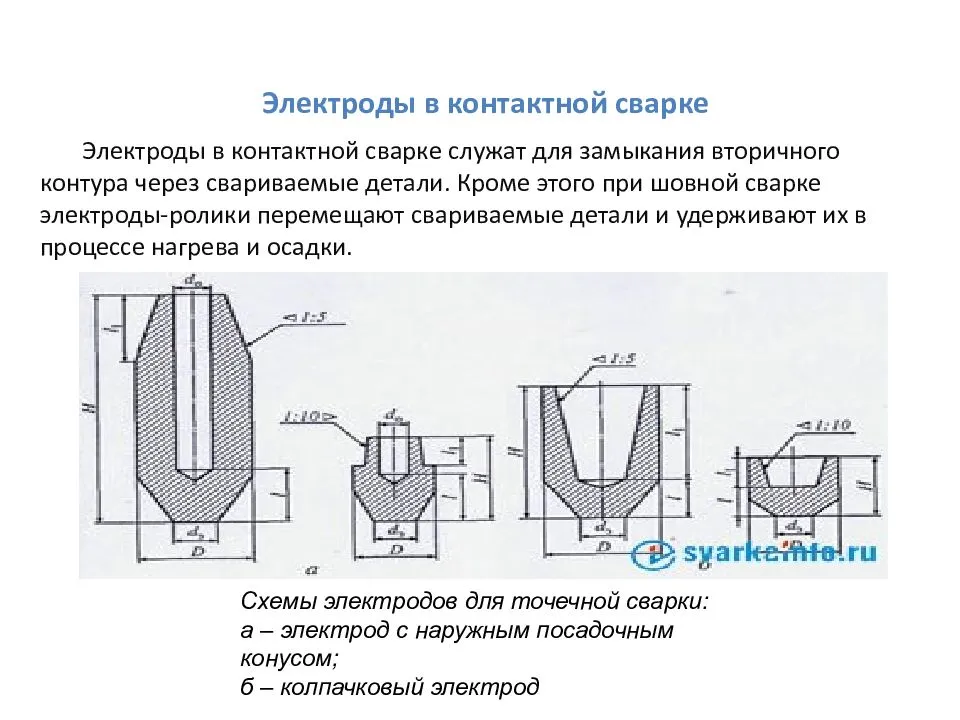
На качество сварных швов напрямую влияет качество электродов. Среди наиболее распространенных электродов выступают медные, которые имеют наиболее благоприятные характеристики для соединения стальных элементов. При сварке точечным способом в домашних условиях необходимо учитывать, что качество шва напрямую зависит от сечения электрода. Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.
Суть процесса
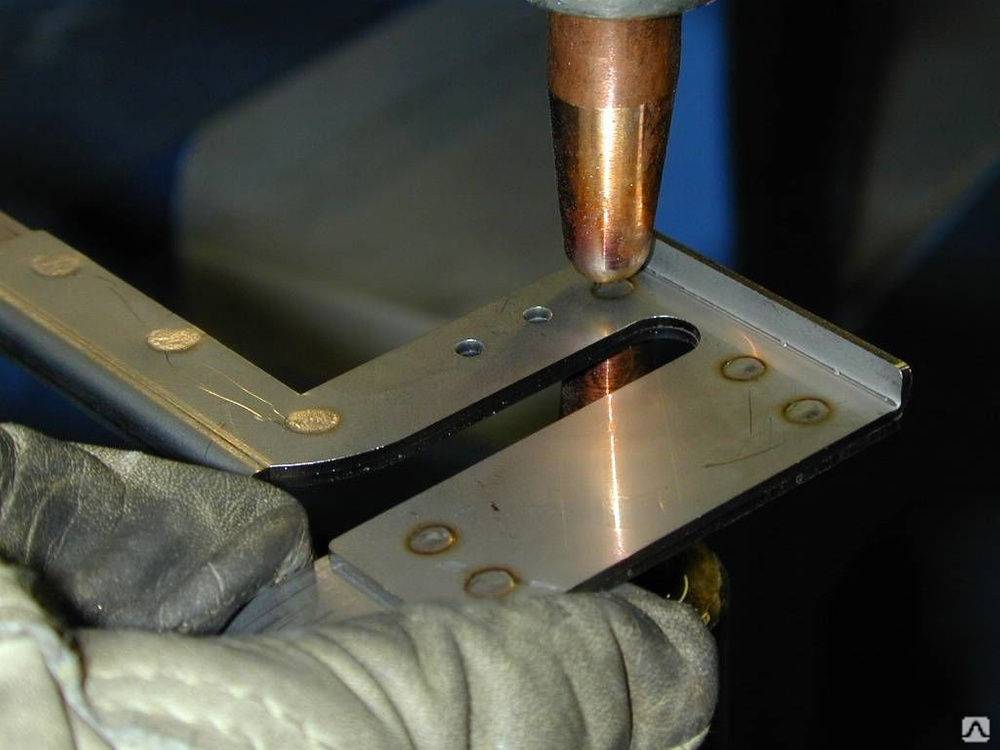
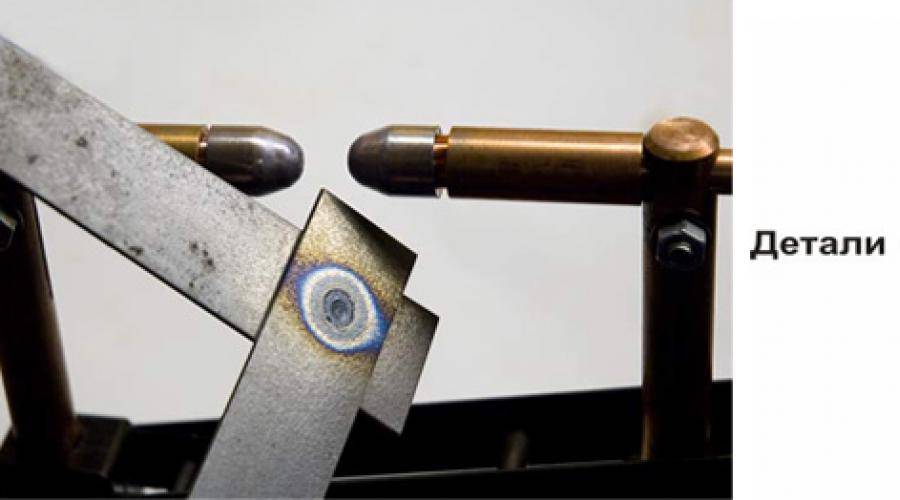
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.
Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Доступная точечная сварка из микроволновки своими руками
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Методика точечной сварки:
Принцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Это интересно: Ноль при подключении трехфазного стабилизатора напряжения
Самоделка или заводской аппарат
Станок для точечной сварки, сделанный своими руками, позволяет сэкономить на кузовном ремонте и спаивании металлических конструкций. Профессиональное оборудование достаточно дорогое. Оно окупается только при выполнении больших объемов работ, т.е. на производстве.
Но для сооружения аппарата своими руками нужно знать его конструкцию, последовательность сборки. Для этого предварительно придется изучать техническую документацию, схемы и инструкции по сборке.
Самодельный агрегат для сварки стальных деталей — это незаменимый инструмент в гараже. С его помощью при необходимости можно подварить собственный автомобиль, собирать металлические конструкции (например, стеллажи), ремонтировать радиотехническое оборудование и т.д.
Для частых работ рекомендуется приобретать заводские аппараты с регулировкой тока для соединения деталей разной толщины, из разных металлических сплавов.
Разновидности контактной стыковой сварки
Общее понятие стыковой сварки объединяет две различные технологии, которые отличаются соотношением ролей давления и температуры в формировании соединения. Они называются методами сопротивления и оплавления.
Сварка сопротивлением
При сварке сопротивлением кране важным фактором является точность подгонки кромок. Даже незначительные зазоры существенно снижают качество шва. После того как обработанные заготовки закрепляются в аппарате и соединяются с контактами трансформатора, они сжимаются друг с другом, после чего включается сварочный ток. Происходит локальный нагрев стыка, который продолжается до тех пор, пока металл не приобретет пластичность. Как только это произойдет, ток отключается, а давление нарастает. В результате происходит осадка заготовок, то есть сжатие с формированием общих кристаллических решеток.
Данный метод чаще всего применяется для сваривания относительно тонких деталей (площадь соединения до 200 кв. мм) из низкоуглеродистой стали, например, проволоки, стержней, труб. Кроме того, сваркой сопротивлением соединяют медь, латунь, бронзу, приваривают изделия из этих металлов к стальным заготовкам.
Сварка оплавлением
В отличие от сварки сопротивлением метод оплавления предполагает сближение заготовок, на которые уже подается сварочный ток. Соприкосновение поверхностей ввиду естественной шероховатости материала происходит не одновременно по всей поверхности, а в ряде хаотично расположенных точек. Это приводит к большой плотности тока и, следовательно, мгновенному оплавлению металла в зонах стыка с его последующим взрывообразным вытеснением наружу вместе с окислами и загрязнениями. Нарастание давления приводит к появлению новых точек стыка, в которых происходит то же самое. Когда стыкуемые поверхности полностью оплавятся, происходит их осадка с формированием грата.
Допуски при стыковке тоже достаточно велики – допустимо отклонение на 8-15% в зависимости от типа заготовок. Основная сфера применения – сварка крупных ответственных конструкций, например, магистральных трубопроводов или железнодорожных рельсов.
Особенности
Точечная сварка — одна из разновидностей контактной и отличается от неё тем, что соединение выполняется всего одним касанием и движением. Сварная точка имеет достаточно небольшие размеры, может использоваться для соединения даже небольших элементов. Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.








Данный вид сварочных работ используется при выполнении разнообразных задач в быту и в промышленности с 1877 года. Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях
Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему. Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой. Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Шовная (роликовая) сварка
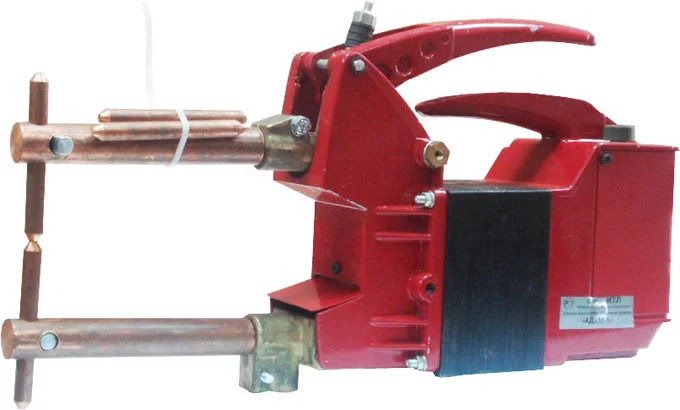
Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Аппараты роликовой сварки российского производства
Сущность процесса
Роликовая сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
Рисунок. Схема роликовой (шовной) сварки. Ролики шовной сварки
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки:
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Толщина свариваемых листов, как правило, не превышает 1 мм. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей







Важное значение при непрерывной сварке имеют тщательная зачистка свариваемых поверхностей, одинаковая толщина и однородность состава соединяемых изделий. Используется для сварки не ответственных изделий из малоуглеродистых сталей
Рисунок. Циклограмма непрерывной шовной сварки
Благодаря меньшему перегреву роликов и заготовок наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм.
Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
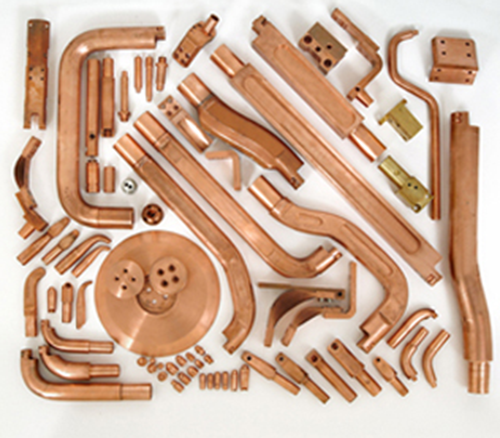
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы.
Рисунок. Циклограмма шаговой шовной сварки
источник
Необходимое оборудование
В зависимости от режима, в котором планируется вести работу, выбирается соответствующее оборудование. Сегодня в магазинах имеется большой ассортимент аппаратов для точечной сварки.
На крупных предприятиях устанавливаются дорогостоящие станки для данного типа сварки. Такой станок имеет высокую функциональность и может работать с самым разным металлом. Цена может меняться в зависимости от типа установленного на станке трансформатора.
Существуют легкие компактные аппараты для использования в быту. В их комплект входят трансформатор невысокой мощности, а также клещи.
Самым популярным аппаратом считается споттер. Он имеет самую низкую цену, но в комплекте отсутствуют специальные клещи. При этом ток передаётся через вывод, который присоединён к детали и электроду.
 Примерная стоимость споттеров на Яндекс.маркет
Примерная стоимость споттеров на Яндекс.маркет
Споттер имеет достаточно простую схему работы, а качество работы соответствует всем требованиям.
Возможные дефекты
Если вы решили в домашних условиях заниматься сваркой, тогда следует ознакомиться с возможными дефектами и их происхождением, чтобы избежать подобных ошибок. Рассмотрим самые распространенные дефекты, которые могут случиться во время точечной сварки:
полный или частичный непровар может возникнуть из-за некачественных электродов, которые стоит заменить новыми, малой силой тока, или чрезмерным сжатием. Рассмотреть данную оплошность можно двумя способами: при внешнем осмотре или при использовании специального прибора для контроля сварки (радиационного или ультразвукового;
трещины во время сварки могут возникать из-за сильного тока или некачественно зачищенных изделий, что из-за возникающего сопротивления нарушает температурный режим сварки;
разрывы у кромок при сварке внахлест чаще всего происходят из-за того, что мастер слишком близко от края детали располагает сварную точку. То есть, необходимо рассчитывать так, чтобы нахлеста хватило на качественное соединение;
внутренний выплеск – это такой дефект, при котором расплавленный металл «вылазит» за пределы ядра и создает между заготовками зазор. Основной причиной такой ошибки является длительный импульс или слишком большой ток, из-за чего ядро чрезмерно расплавляется
Чтобы этого избежать, важно ровно устанавливать электроды и контролировать силу тока. Чтобы аппарат настроить, рекомендуется несколько точек попробовать на черновом материале;
наружный выплеск – это дефект, при котором расплавленная масса «вылазит» наружу
Он возникает в результате недостаточного сжатия деталей. То есть, отсутствует момент ковки, позволяющий соединить заготовки.
вмятины от электрода остаются из-за малого диаметра электрода или чрезмерного сжатия. Из-за неправильно установленных проводников может увеличиваться зона расплавления, из-за чего возникают дефекты;
прожог – самая частая ошибка, возникающая у начинающих мастеров при любом виде сварки. Она случается по нескольким причинам: малое усилие сжатия электродов, загрязненная поверхность заготовок или кончика проводника;
смещение ядра происходит из-за неправильно установленных электродов по отношению у заготовкам;
трещины внешние и внутренние бывают от сильного тока и длительного импульса или же от несвоевременного ковочного усилия.
Особенности сварного процесса
При точечном сваривании к месту соединения металлических деталей применяется кратковременный импульс электрического тока, длительность которого меняется в пределах 0,01-0,1 секунды.
При этом в зоне наложения электродов кромки изделий расплавляются, приобретают общее ядро. После подачи тока детали остывают под давлением для кристаллизации этого ядра, а также его полного остывания.
Технические данные машин контактной сварки.
Основные способы контактной сварки:
- точечный метод;
- шовный или роликовый способ;
- стыковая контактная сварка.
Особенности такого вида сварки заключаются в том, что он не требует повышенных мер безопасности. Прижатие деталей друг к другу приводит к образованию уплотняющего пояска между ними без выплеска расплавленного металла.
Но давление с деталей стоит снимать с некоторой отсрочкой, чтобы обеспечить им лучшую кристаллизацию, проковывание и добиться устранения неоднородностей.
Достоинства точечной сварки ‒ экономичность, высокая механическая прочность швов, возможность автоматизировать рабочие процессы. Недостатки контактной сварки заключаются в отсутствии герметичности созданных сварочных швов.
Обеспечить сварные швы высоким качеством позволит предварительная подготовка. Детали очищаются от всех видов загрязнений при помощи специальных щеточек, методом опескоструивания, травления в кислотах, а также иными способами.
Сборку перед сваркой важно выполнить таким образом, чтобы она обеспечила точное и плотное прилегание металлических изделий друг к другу. В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек
В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне
В противном случае, зазор между деталями уменьшит и поглотит часть давления на них, осадочное давление снизится, появится разброс прочности сварных точек. В целом, это снизит прочностные характеристики сварного шва, сделает его уязвимым для негативных факторов извне.





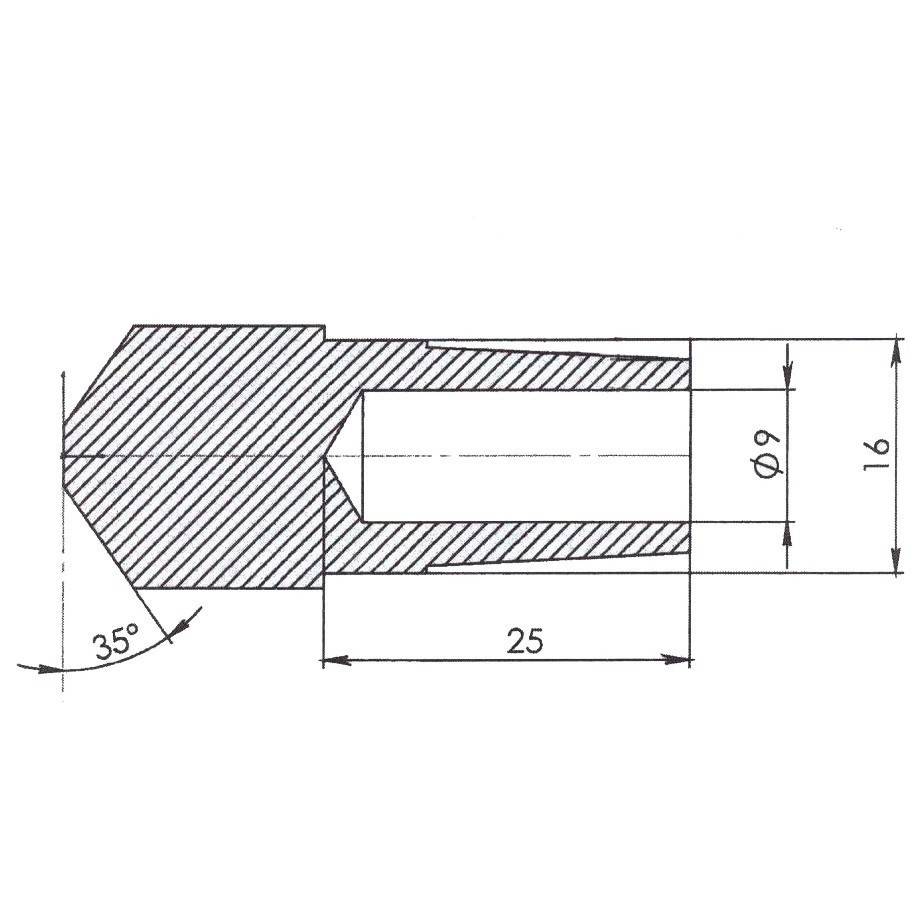
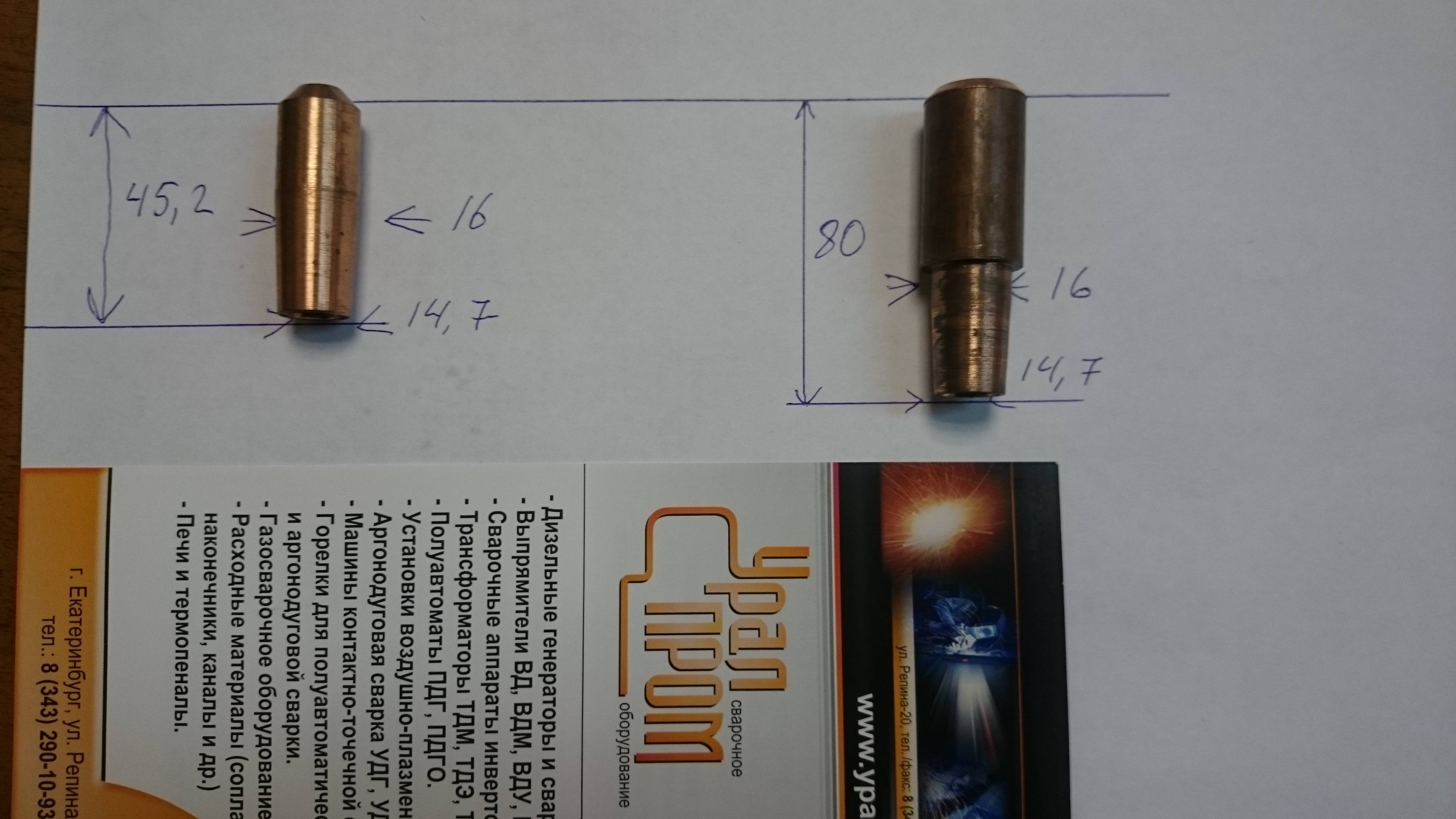
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.