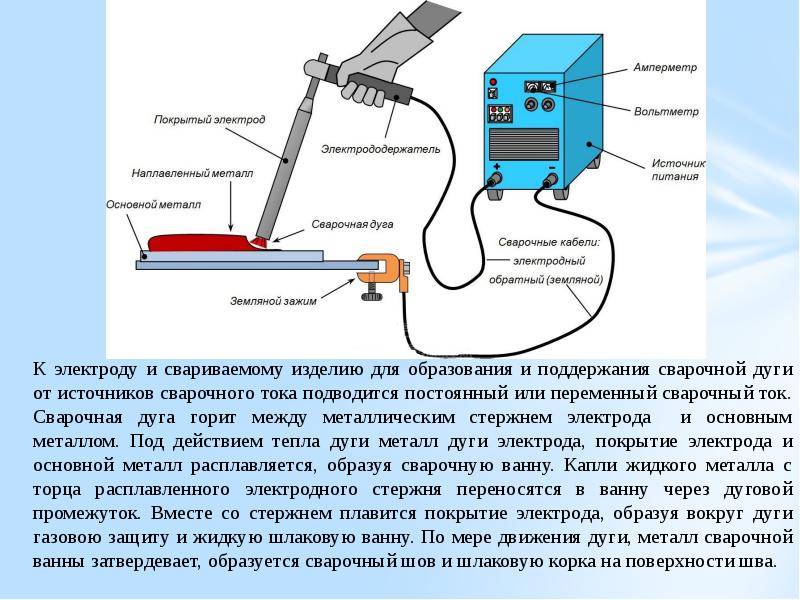
Ручной электродуговой сварочный процесс
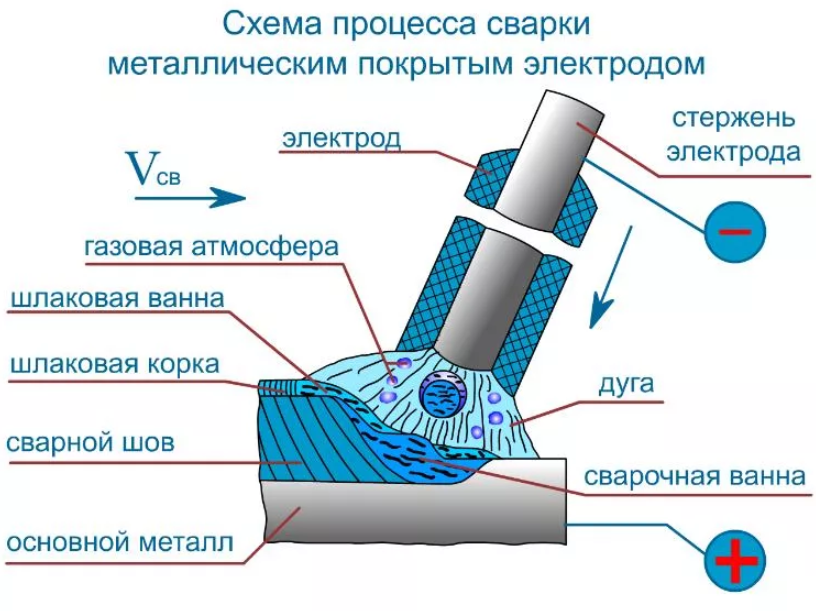
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
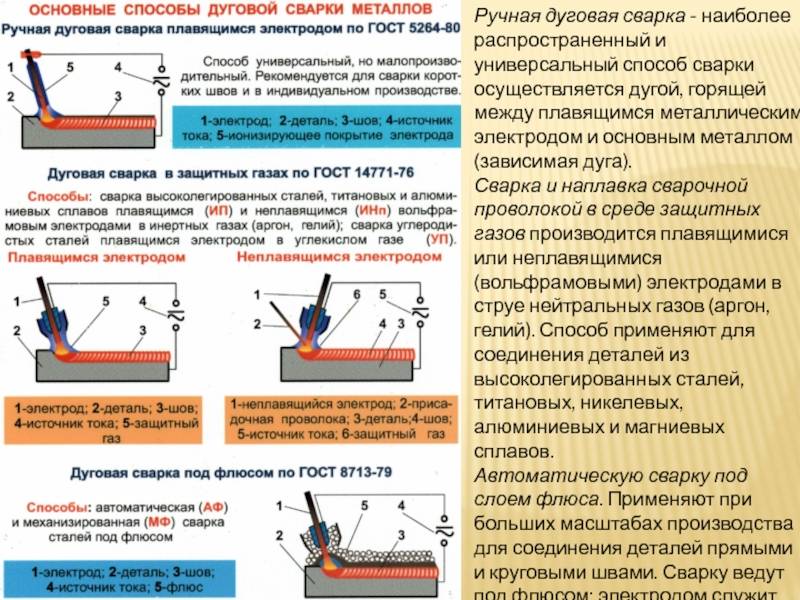
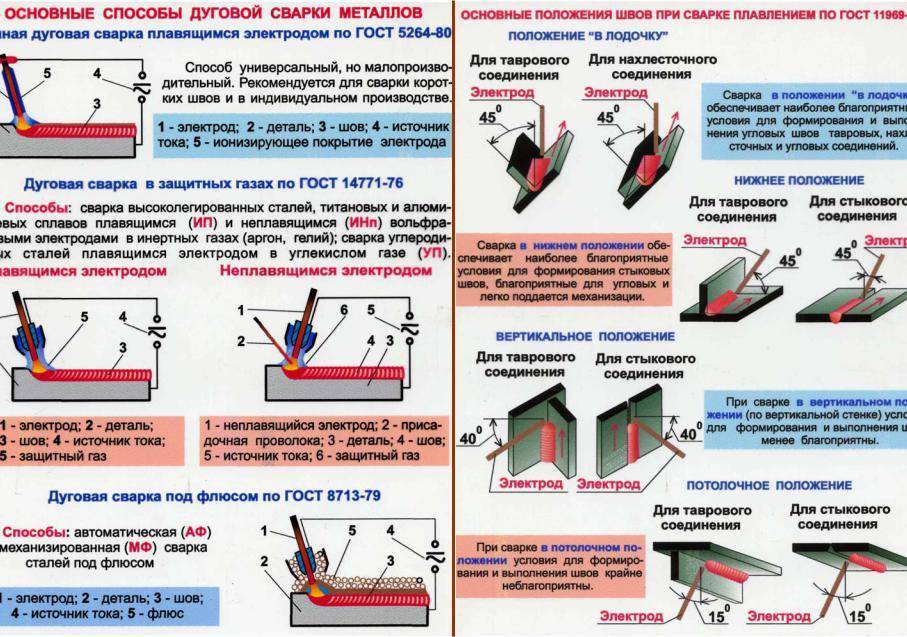
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
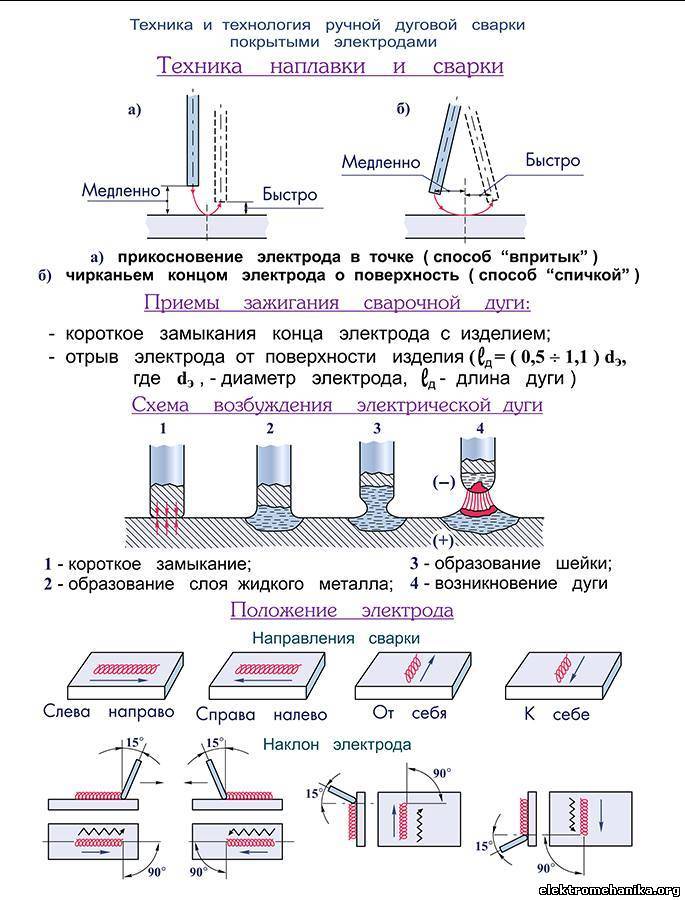
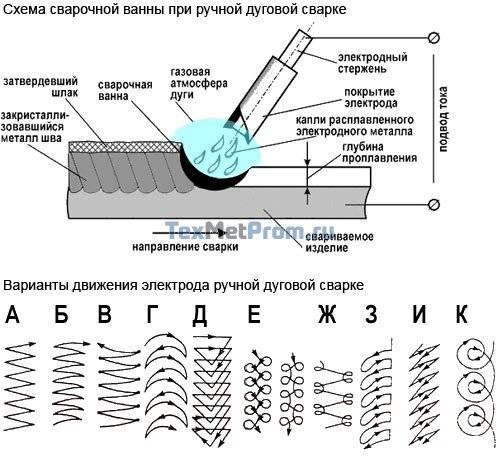
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
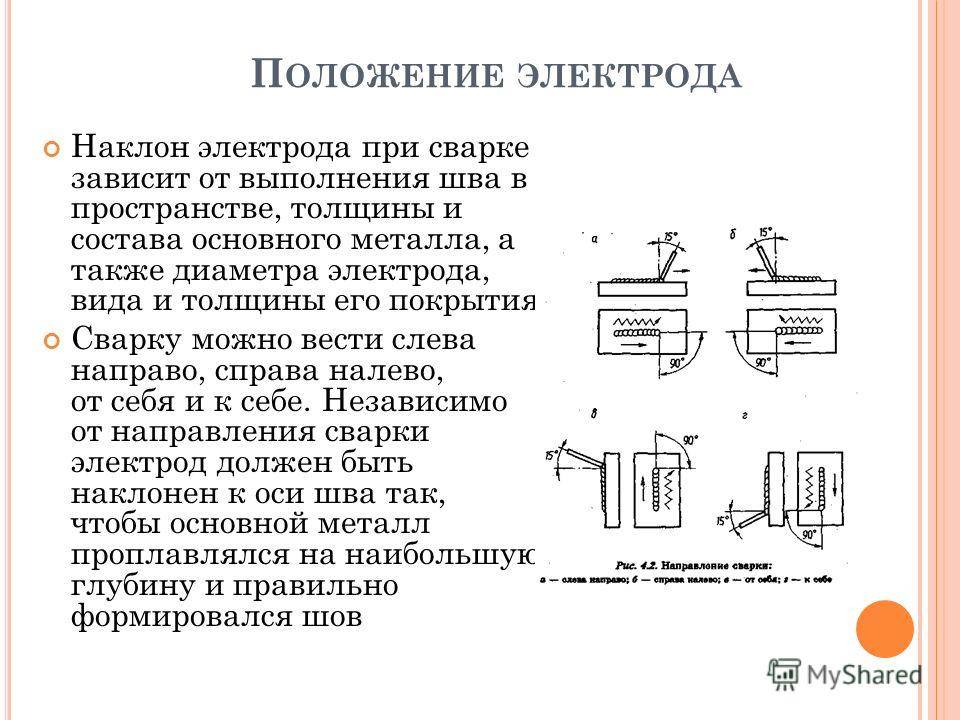
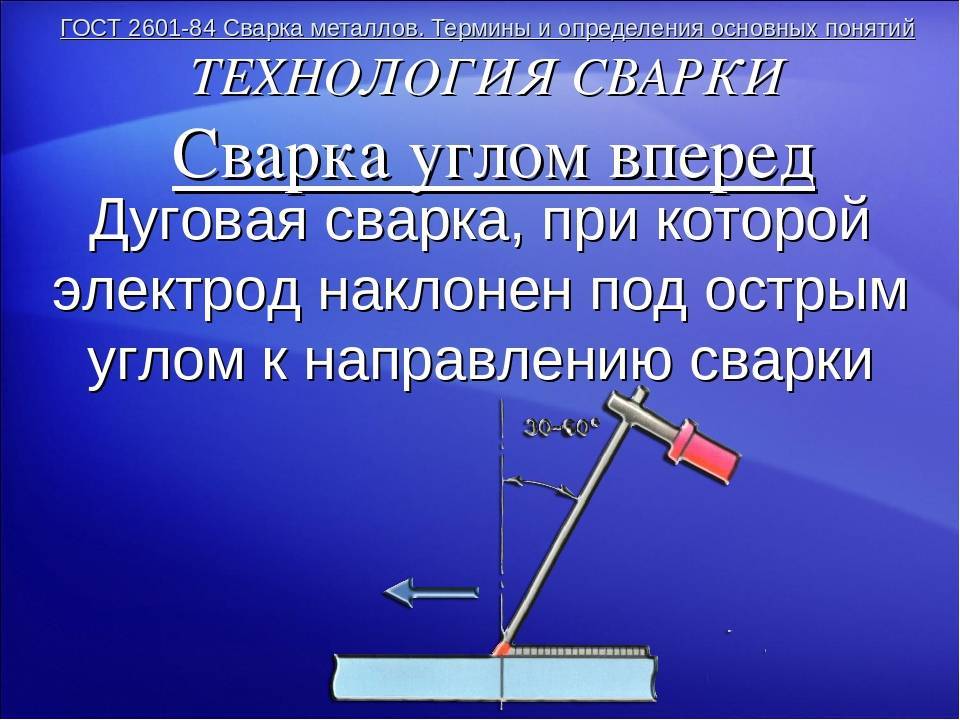
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Соединение труб при помощи электросварки
Электросварные фитинги из металла
Электросварные фитинги — это приспособления, которые помогают соединить две части заготовок. Существуют два формата: резьбовые и сварные. Концы резьбового фитинга — резьба выполнена внутри и снаружи соединительной детали. А также фитинг имеет фаску, что облегчает выполнение электросварного шва.
Многие из этих приспособлений прикрепляются к детали с помощью двух элементов: колена и приклада. В первом варианте диаметр больше, чем во втором, а второй, как правило, совпадает со свариваемой деталью.
Электрический фитиновый полиэтилен
Эти детали позволяют увеличить электрофузию соединяемых деталей. Обычно полиэтиленовые вспомогательные соединительные детали используются для полиэтиленовых водопроводных труб, которые предназначены для систем с низким давлением.
Фитинги из HDPE устанавливаются на трубах при помощи приклада или перекрытия. Элементы удерживаются специальным держателем. Устанавливают соединение и трубку, затем нагревают, вводя в фитинг.
Примечательно, что оба варианта электросварки основаны на химическом воздействии — разрушении молекулярных цепей полимеров при температуре 170 градусов Цельсия и образовании новых в процессе упрочнения пластика.
Сцепление и электроопыление
Современные электрические технологии достигли уровня, на котором легко обойтись без громоздкого, сложного в использовании и устаревшего оборудования.
Наружная оболочка и её фитинг расплавляются, а после падения температуры создаётся новая полимерная цепь. В результате гарантируется качественная электросварка полиэтиленовых труб, которую можно безопасно использовать как для домашних систем, так и для промышленных трубопроводов.
Эти фитинги характеризуются следующими преимуществами:
- они соединяют трубы диаметром от 20 до 400 мм;
- соединение установлено внутри и способно выдерживать работу при высоком давлении;
- они инертны ко всем химическим веществам и, таким образом, безопасны даже для воды;
- выдерживают любые скачки давления.
У фитингов есть большой ассортимент – от маленького до большого диаметра. Их можно использовать даже на крупных химических заводах.
Для установки арматуры вы можете использовать трансформатор.
Как приготовить электросварку труб
Подготовка: сварщик, заготовка, соединительный элемент, трансформатор в полной готовности и целостности.
Труба под прямым углом.
С фаской кромки детали, для точной резки.
Труба проходит в фитинг и фиксирует место, где ранее отмечалось.
Обезжирить части.
После подключения сварочного трансформатора к источнику питания сформируйте сварное соединение.
Сварочный аппарат выключен, и включён режим прогрева в течение 30 минут.
Важно не перемещать какое-либо соединения или держатель! После выключения ожидайте полного охлаждения.
Устройство готово для использования и дальнейшего подключения!
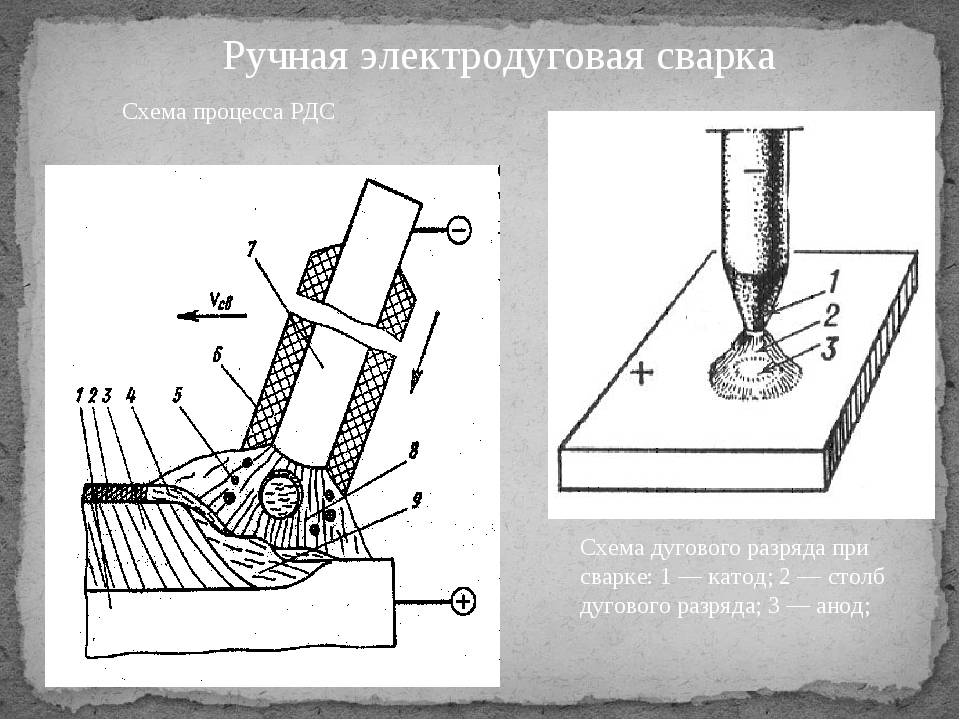
Характеристики электрической дуги
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
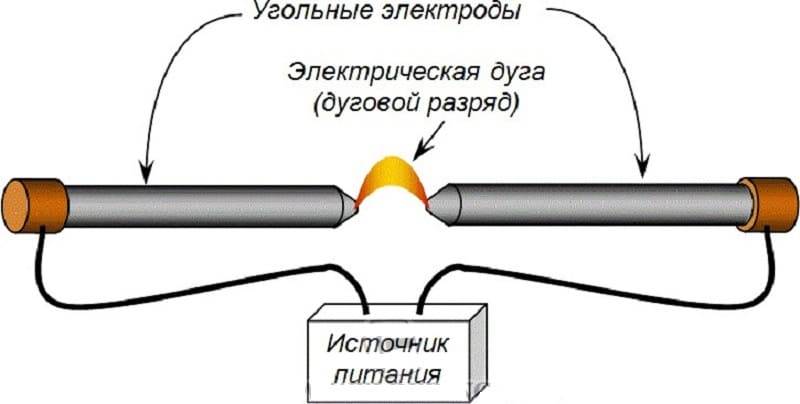
Сварочная дуга
Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Виды электродуговой сварки
По уровню автоматизации электродуговая сварка подразделяется на четыре вида:
- ручная;
- механизированная – применяются средства автоматизации, но участие сварщика обязательно;
- полуавтоматическая – процесс автоматизирован, но детали двигает рабочий;
- автоматическая – работа автоматизирована, оператор контролирует ход процесса.
Классификация и способы
Электродуговая сварка классифицируется по методу защиты сварочной ванны:
- не защищена – процесс происходит при свободном доступе воздуха;
- в вакууме – воздух откачивается;
- шов делается в защитном газе – инертном или активном;
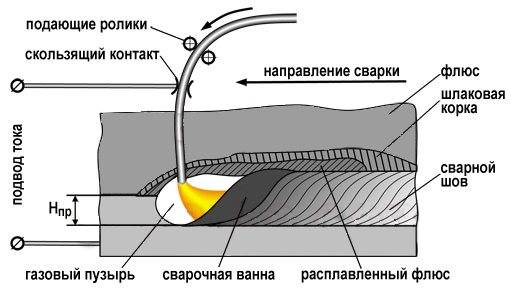
- процесс под флюсом – жидкий металл защищается от воздуха расплавленным шлаком, образующимся при плавлении флюса;
- комбинированные способы защиты.
По виду тока подразделяется на сварку:
- переменным – от трансформатора;
- постоянным – от сети с помощью выпрямителя или генератора;
- импульсно-дуговым – электричество подаётся импульсами, это позволяет контролировать дугу при условии регулирования тока.
Разновидности
Типы процессов различают по типу дуги:
- прямого действия – возникает между электродом и свариваемой деталью;
- косвенного действия – дуга горит между анодом и катодом, а металл не входит в электрическую цепь;
- дуга горит между плавящимися электродами и соединяемыми кромками, электропитание переменным трёхфазным током;
- сжатая дуга – радиус горения ограничивают подающиеся к месту сваривания струи газа.
Электроды бывают плавящимися (стальными, чугунными, алюминиевыми, медными) и неплавящимися. Первые выполняют и функцию присадочного материала. Для ручной дуговой – электроды в виде стержней круглого сечения различного диаметра. Состав материала обмазки выбирается в зависимости от металла свариваемых частей и особенностей техпроцесса.


Безопасность работ
Опасность для здоровья работника заключается в следующем:
- Поражение электрическим током. Возможно при замыкании электрической цепи на тело человека. Во избежание этого необходимо следить за изоляцией аппарата и проводов, состоянием спецодежды рабочего, влажностью в помещении.
- Поражение зрения лучистой энергией, выделяемой сварочной дугой. Для защиты глаз работать в защитных очках, в заводских условиях – в кабине.
- Отравление лёгких пылью и газами. В месте работ необходимо организовать приточно-вытяжную вентиляцию, приток свежего воздуха, использовать респиратор.
- Ожоги. Сварщик работает только в спецодежде, предусмотренной для этой профессии. В месте работ обязателен ящик с песком, вода, огнетушитель, щит с противопожарным инструментом.
Сложности сваривания цветных металлов
Возникновению затруднений во время работы способствуют особенности материалов:
- При контакте с кислородом металлы быстро окисляются. На поверхностях появляется пленка, нарушающая процесс сварки.
- При нагревании образуются тугоплавкие соединения, заполняющие сварное соединение. Это снижает прочность шва, способствует появлению дефектов.
- Соединение деталей из некоторых сплавов требует применения более мощной дуги. Жидкий металл затвердевает быстро, из-за чего варить нужно оперативно.
- Входящие в состав сплава легкие соединения могут испаряться. Это объясняется разницей в температурах плавления.
- В отличие от черных металлов, цветные способны вступать в реакцию с активными газами.
- Сварка требует ограничения доступа кислорода к рабочей зоне.
Рекомендуем ознакомиться
Способы и технология сварки высокоуглеродистых сталей различных структурных классов.
В чистом виде цветные металлы практически не встречаются. Они входят в состав сплавов.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла “стягивать” с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым. Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением. По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.
Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток . Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов
Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов
Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну. Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.
Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
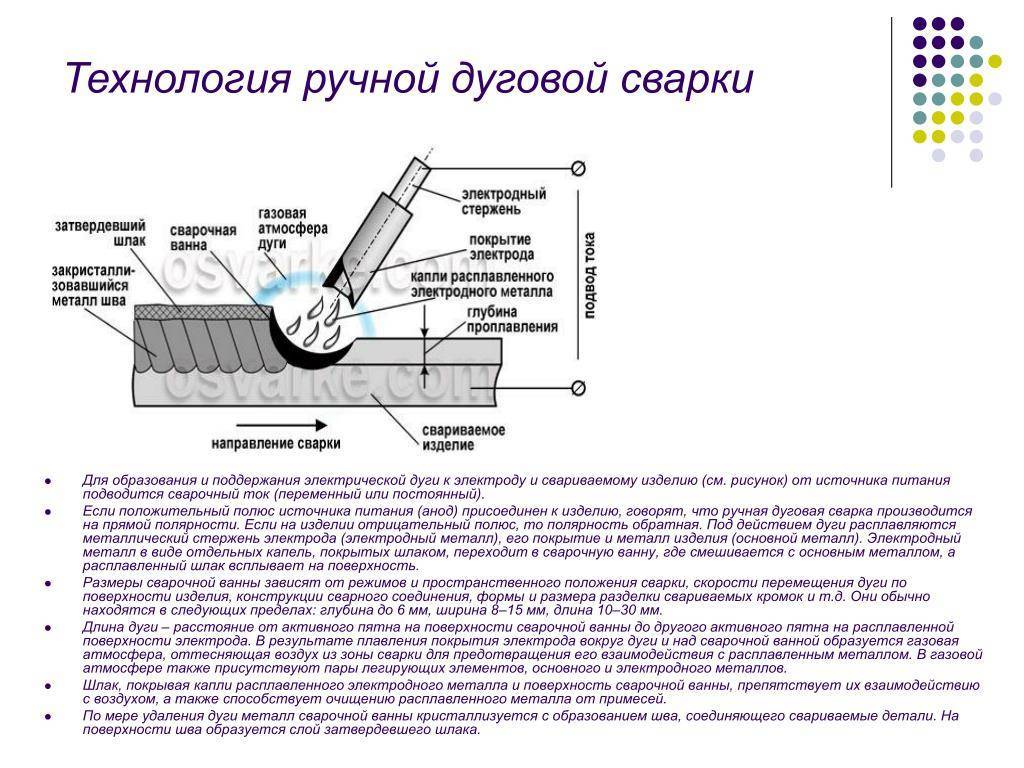
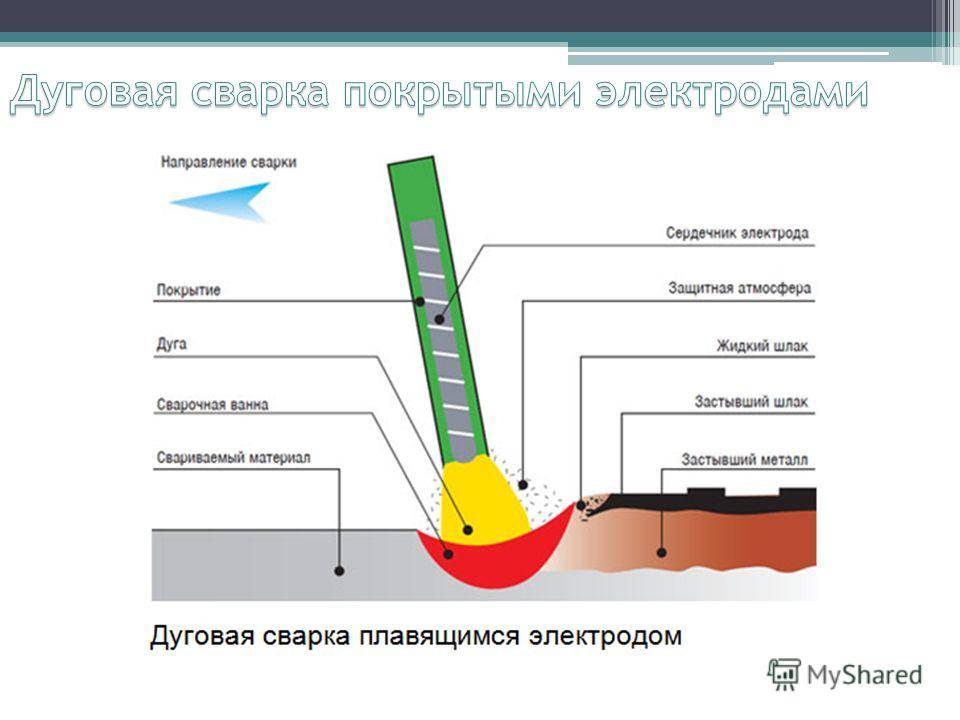
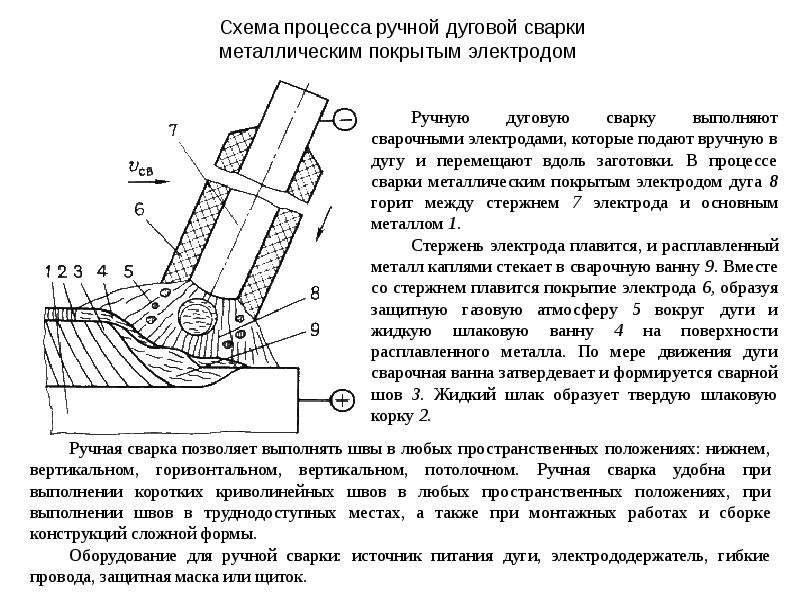
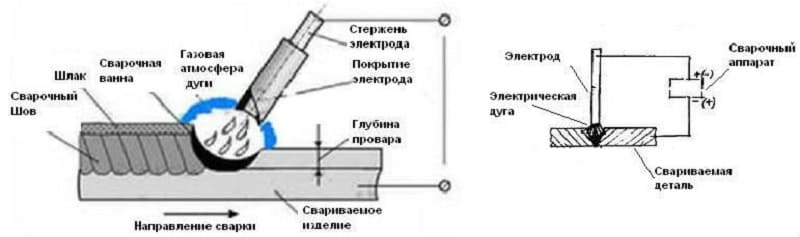
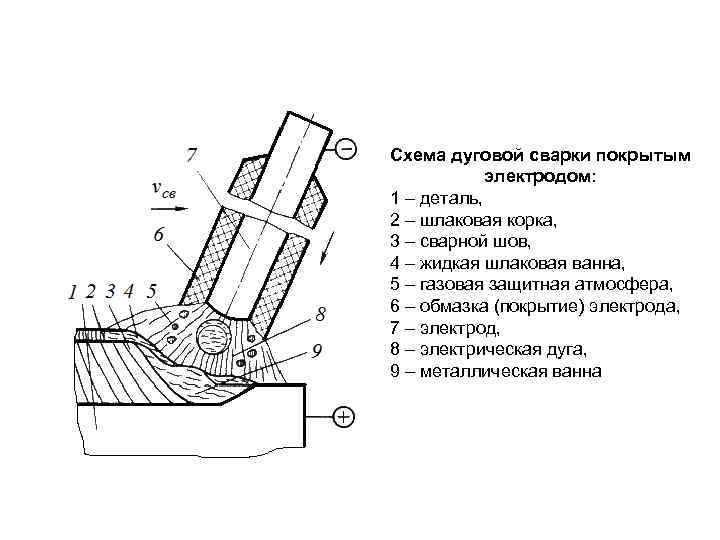
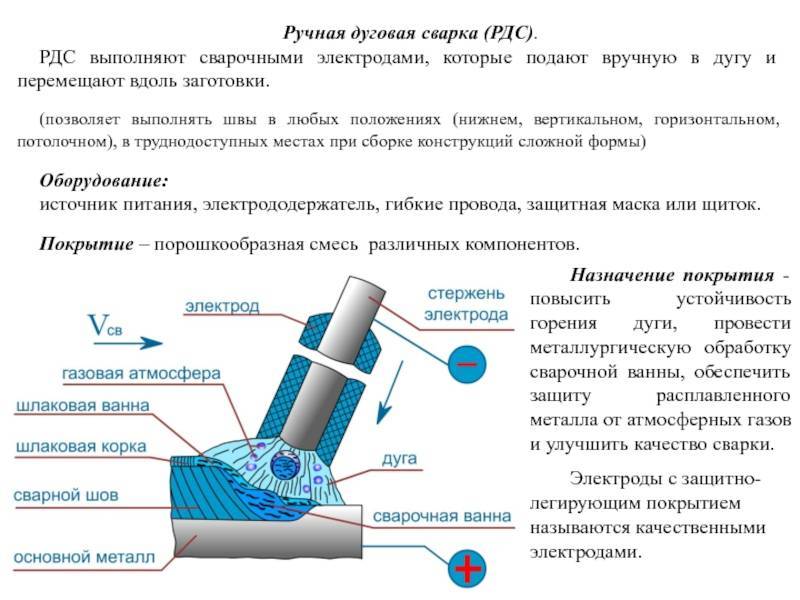
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
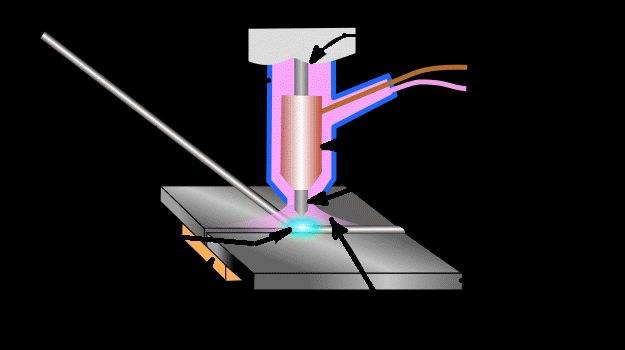
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.


Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
5.12 Требования к охране окружающей среды
При ЭШС заготовок для защиты атмосферного воздуха от загрязнений выделяемыми вредными веществами должны быть предусмотрены мероприятия в соответствии с требованиями ГОСТ 17.2.3.02.
Утилизацию отходов основных и вспомогательных сварочных материалов следует проводить в соответствии с требованиями ГОСТ 380, ГОСТ 977, ГОСТ 2246, ГОСТ 5632, ГОСТ 9087.
Для охраны окружающей среды при использовании электрошлаковой сварки необходимо:
– использовать системы автономного водоснабжения с замкнутым циклом водопользования для охлаждения водой формирующих шов устройств;
– применять вытяжные устройства (местные и общие) для улавливания и очистки воздуха от вредных веществ, образующихся при ЭШС.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.

Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Что собой представляет метод электродуговой сварки
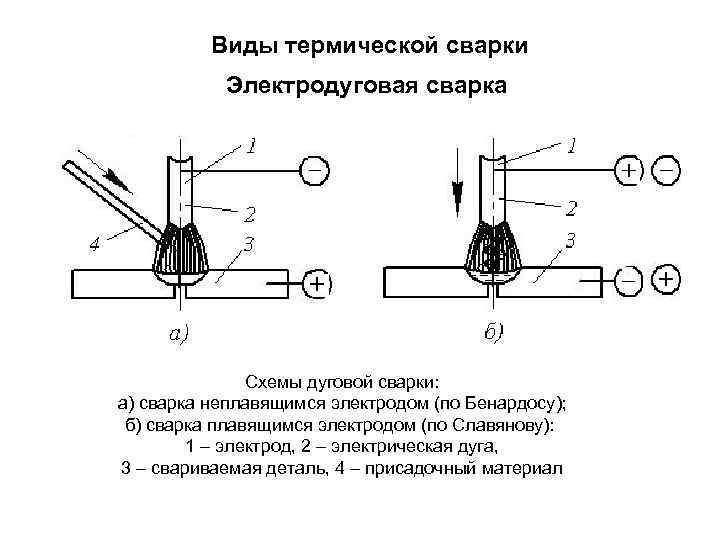
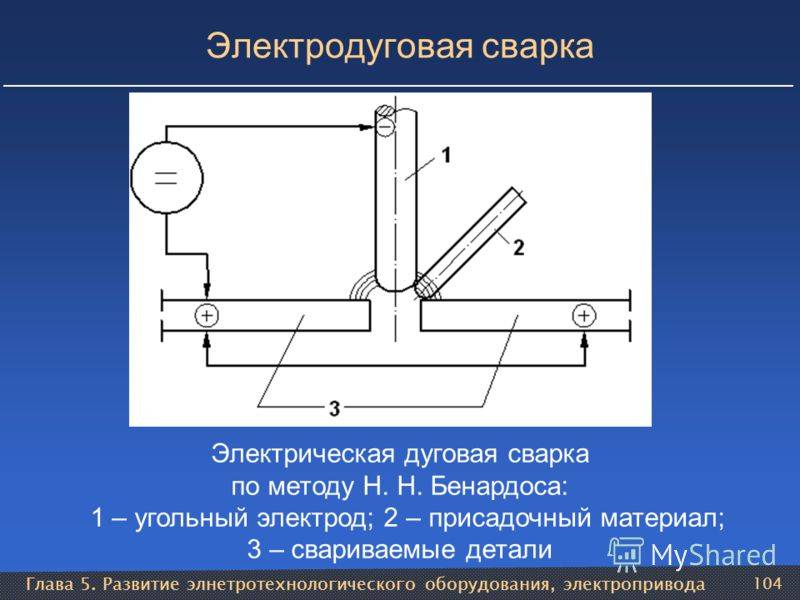
Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
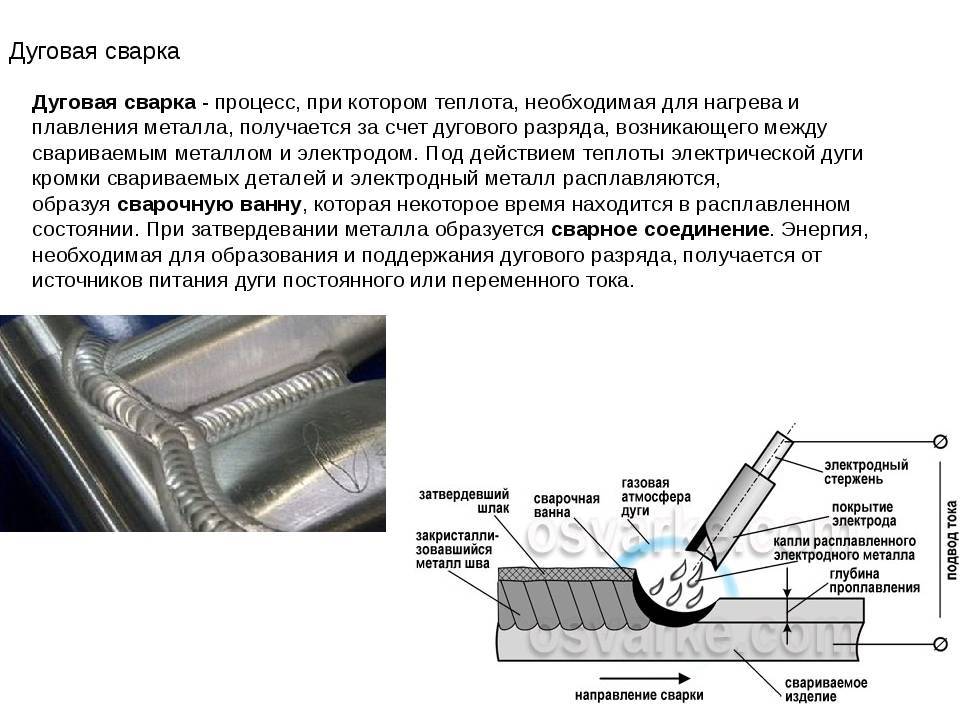
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.
Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
- аргон;
- углекислый;
- гелий и другие инертные газы.
Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.
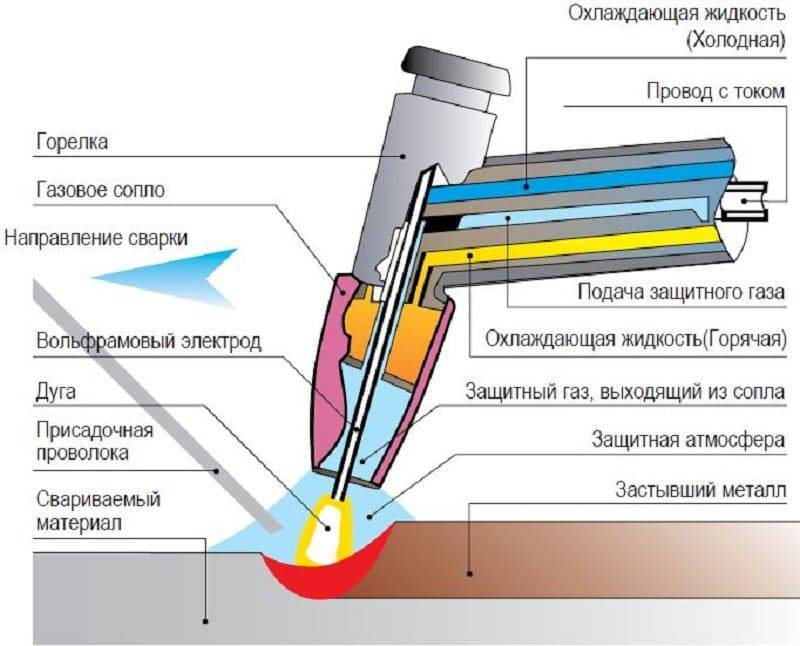
Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
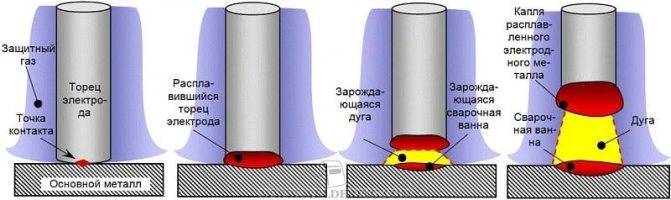
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
- крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
- мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
- струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры




ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
Виды дуговой сварки

Как было сказано ранее, дуговая электросварка предусматривает использование плавящихся и неплавящихся электродов. В процессе использования электродов последнего типа сварочный шов образуется за счет присадочной проволоки. Она плавится при попадании в зону действия электрической дуги. Сварка электродами первого типа (плавящимися) предусматривает образование сварочного шва за счет плавления самого электрода.
Электросварка электродом
На рынке РФ сегодня можно найти аппараты разных технологий сваривания. В ходе выбора аппарата требуется первым делом учесть материал, который требуется сварить. Для сварки изделий из черных или цветных металлов чаще покупают аппараты ручной сварки.
В процессе их использования электрод вставляется в специальный держатель, посоле чего он в результате контакта с поверхностью свариваемой детали сильно нагревается и плавится. Во время такого контакта замыкается электрическая цепь и возникает электрическая дуга, после чего электрод отводится от свариваемого металла примерно на 5 мм. В процессе горения дуги электроток проходит по ее телу.
Для увеличения стабильности дуги и ограждения зоны плавления металла от негативных атмосферных воздействий, электроды покрывают специальной обмазкой. Во время ее горения вокруг сварочной ванны создаются нормальные условия для формирования качественного шва.
Электросварка неплавящимся электродом
Этот способ сварки металлов становится все более популярным. Чаще всего используют вольфрамовые электроды. Варят ими в защитной газовой среде (используют аргон, гелий, диоксид углерода), которая образуется в зоне плавления за счет подачи газа из сопла аппарата. Данная технология позволяет сваривать металлоконструкций из никеля, нержавейки и алюминия.
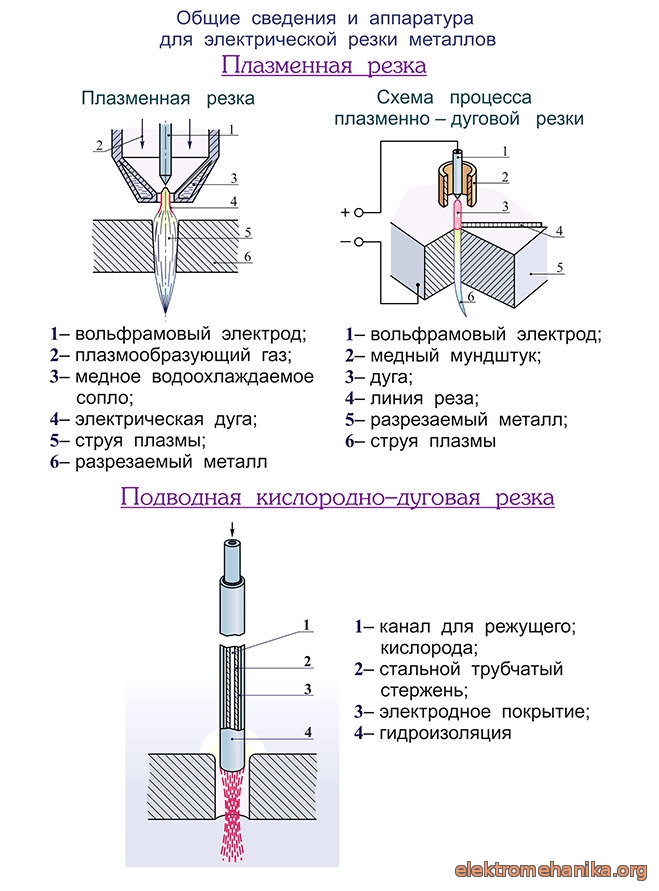
Кислородно- дуговая резка трубчатыми электродами
Этот способ рассчитан на резку металла. Он предусматривает плавление трубчатых электродов, в которых есть трубка с кислородом. В процессе сгорания электрода из этой трубки выделяется кислород, который окисляет металл и выдувает его, благодаря чему образуется необходимый разрез. Для такой резки требуется большой опыт, потому что дуга горит нестабильно из-за большого количества кислорода.
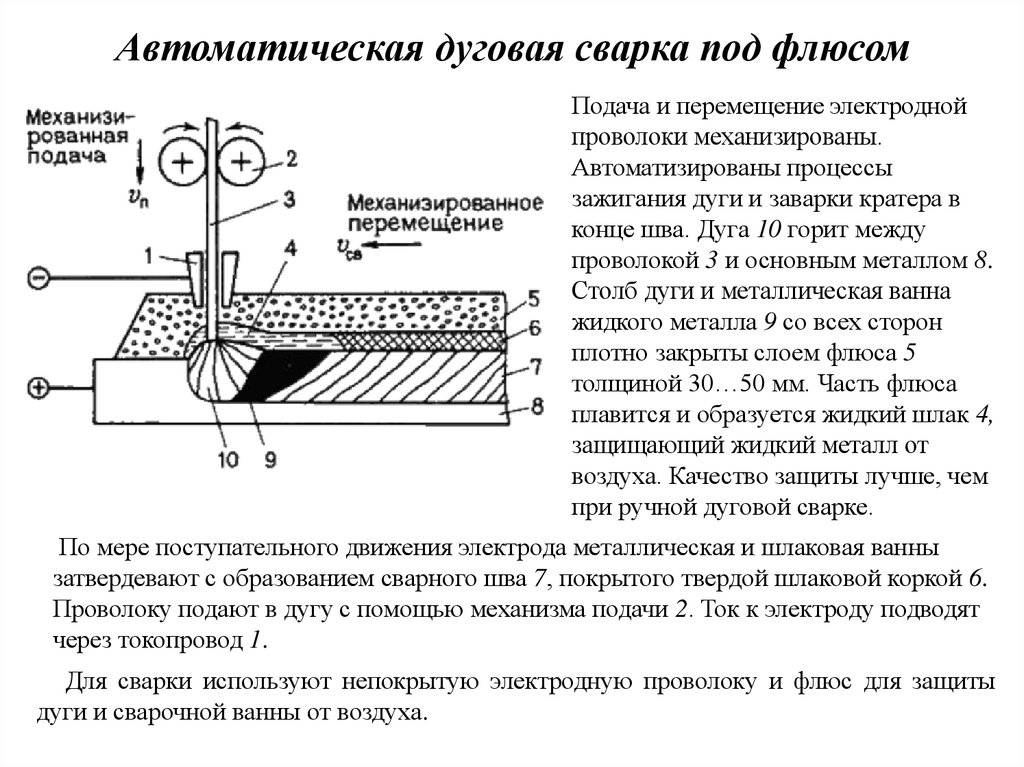
Электросварка под слоем флюса
Такую процедуру выполняют с помощью аппаратов дуговой сварки автоматического действия. В качестве электрода в них используется сварочная проволока, подающаяся с бобины к месту сварки специальным механизмом. Такой способ сварки позволяет качественно и быстро сваривать длинные детали. Перед сваркой металлоконструкции каждый отдельный элемент нужно зачистить от краски и ржавчины.
Сварка электродной проволокой
Варят в среде газа чаще всего с помощью электродной проволоки, которая быстро плавится в результате возникновения электрической дуги. Она автоматически подается к месту сварки из бухты специальным механизмом. Вместе с ней (через сопло горелки) к месту сварки поступает защитный газ. Эту технологию используют для сварки химически активных металлов и сплавов (магния, нержавейки, меди и т. д.).

Ее основные плюсы:
- возможность сваривать детали, размещенные под разными углами друг к другу;
- хороший обзор рабочей зоны;
- большая скорость плавления;
- формирование качественных швов.
Еще одно достоинство сварки электродной проволокой — возможность соединять разные по толщине детали.