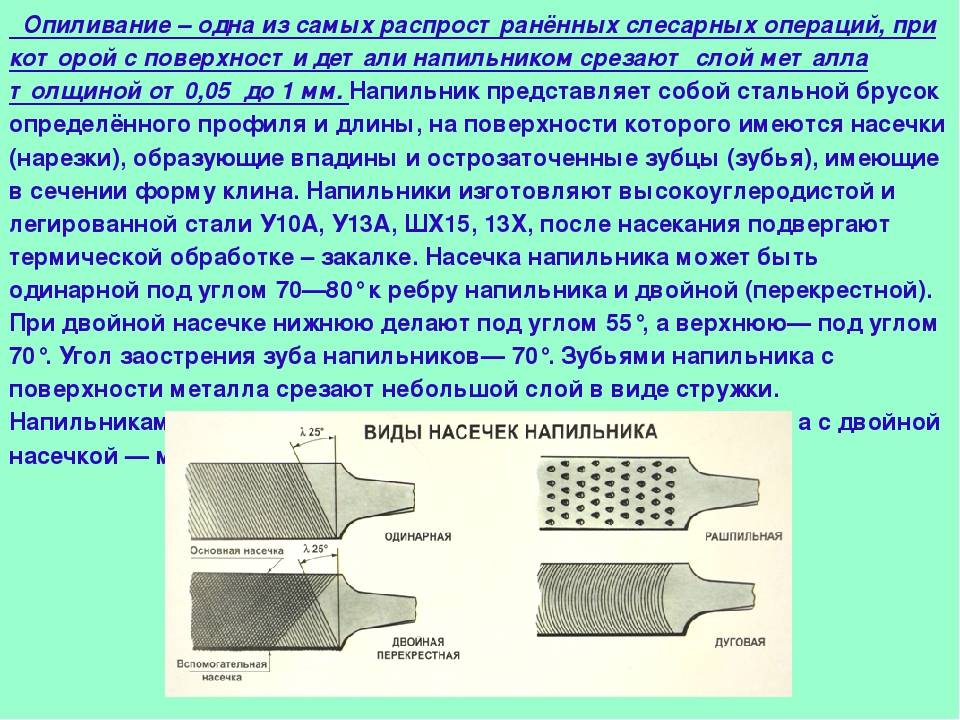
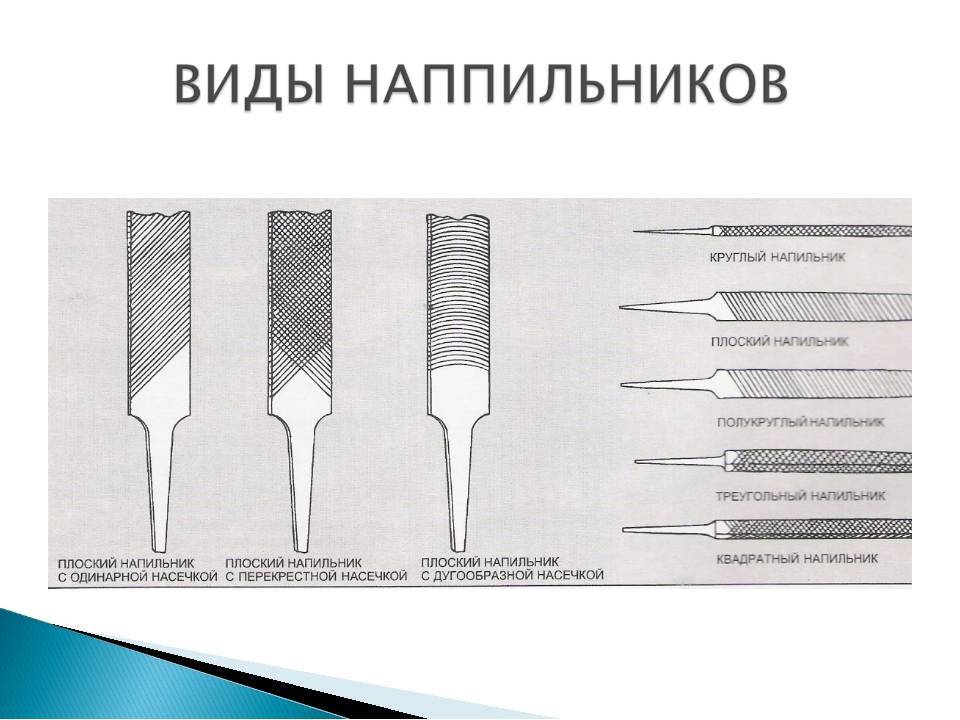
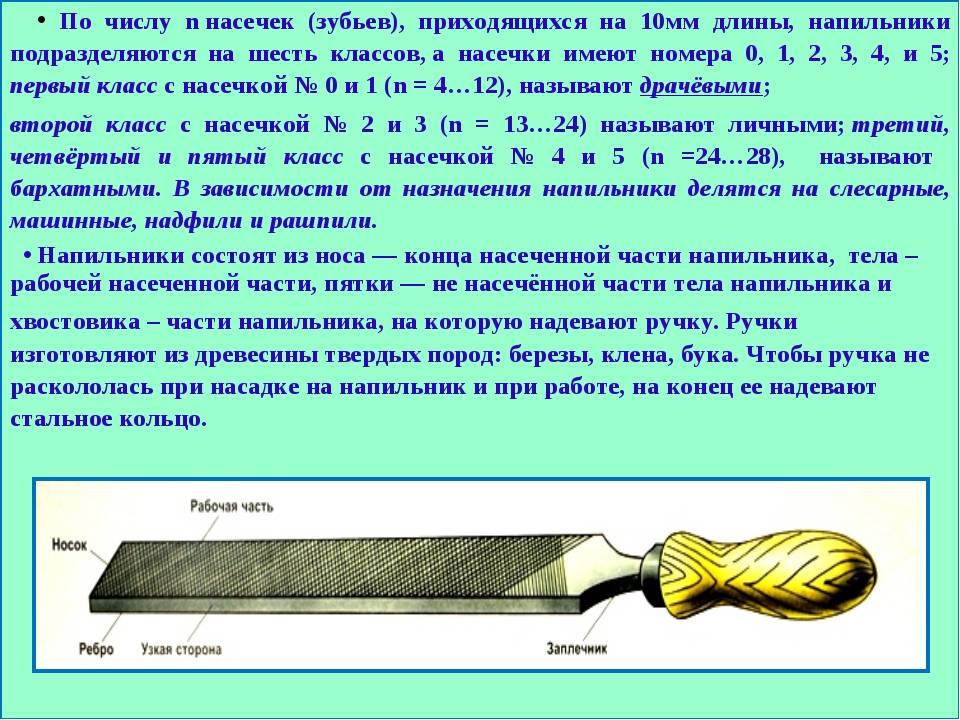
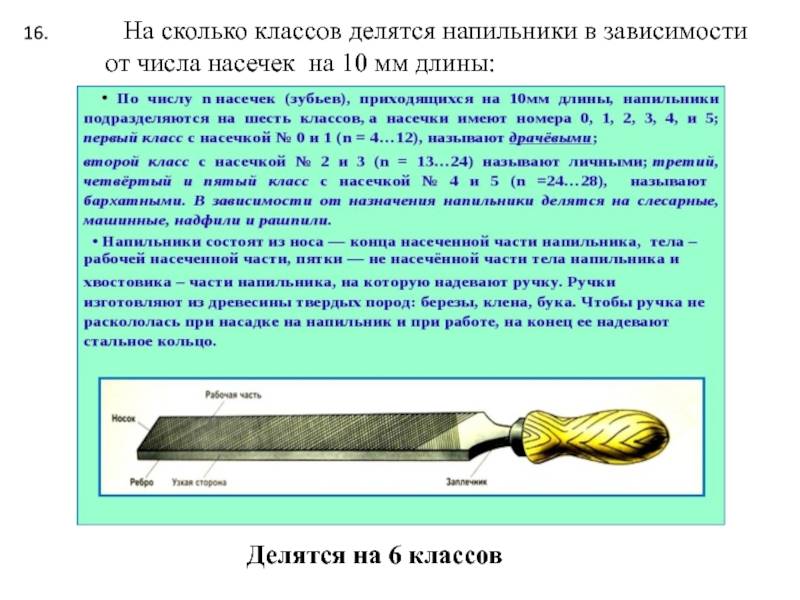
Виды насечек напильников
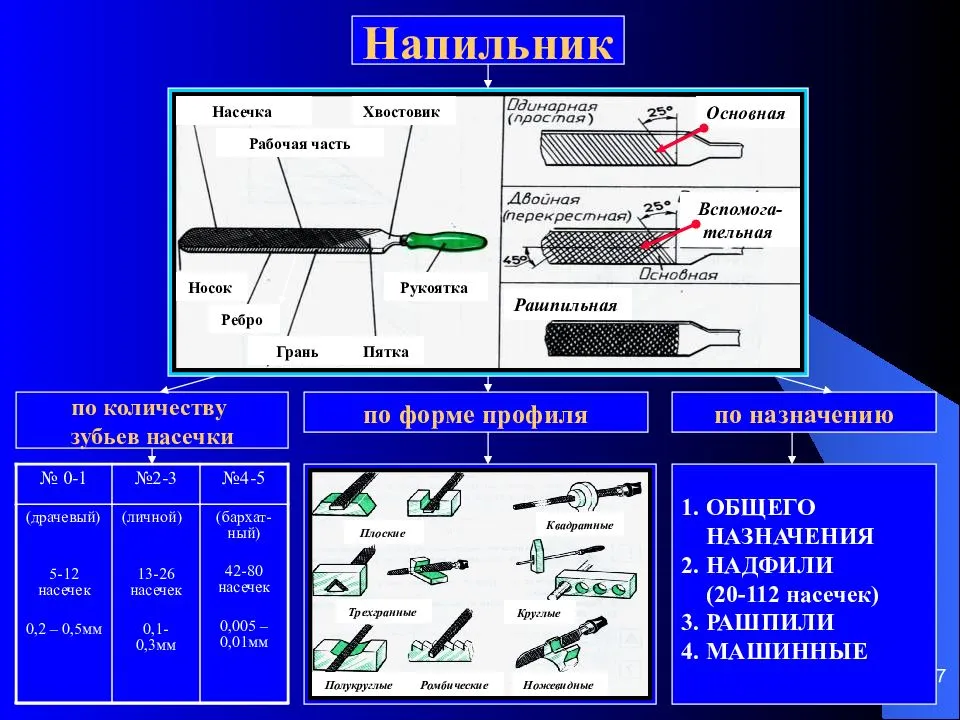
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
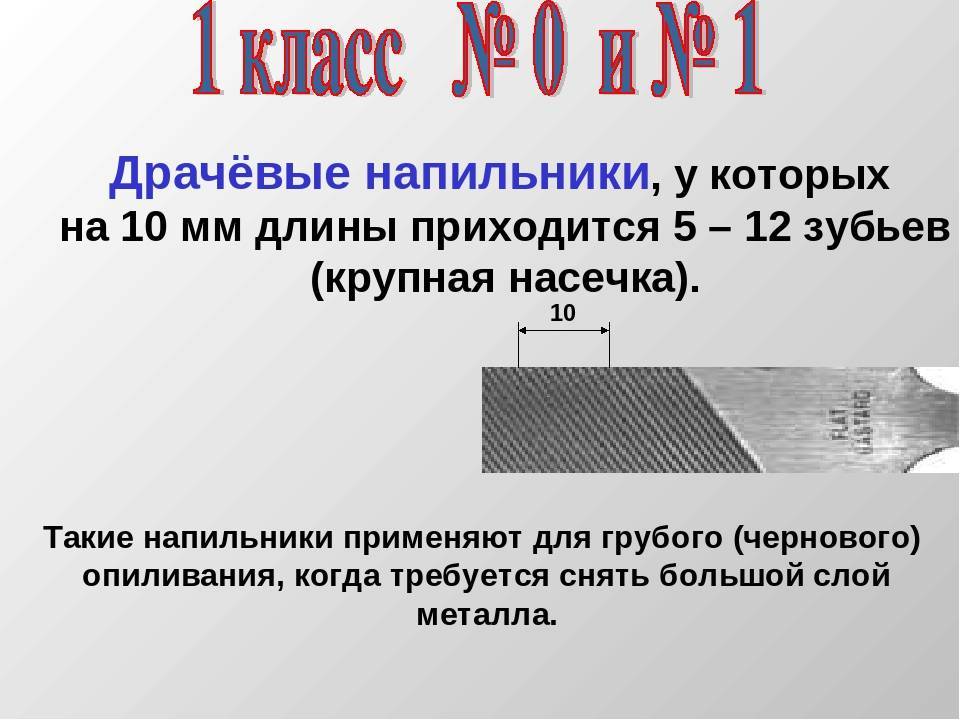
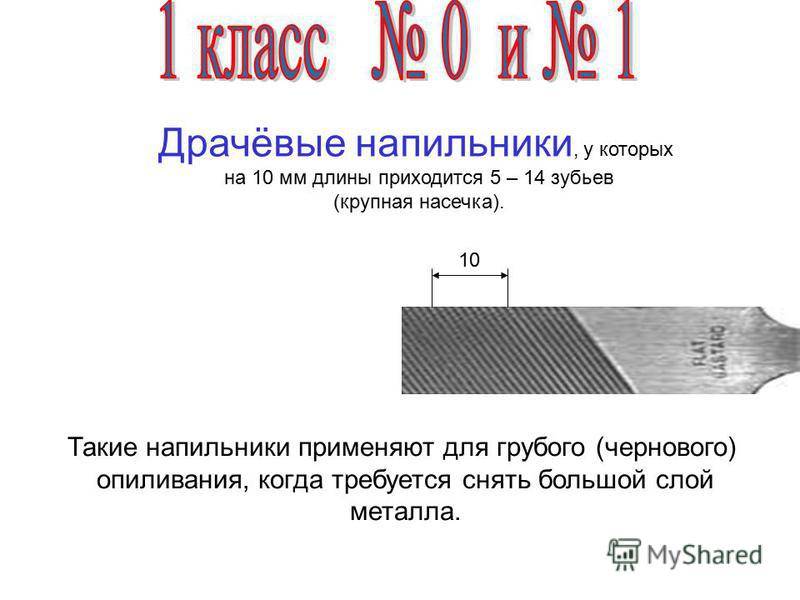
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2-0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02-0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
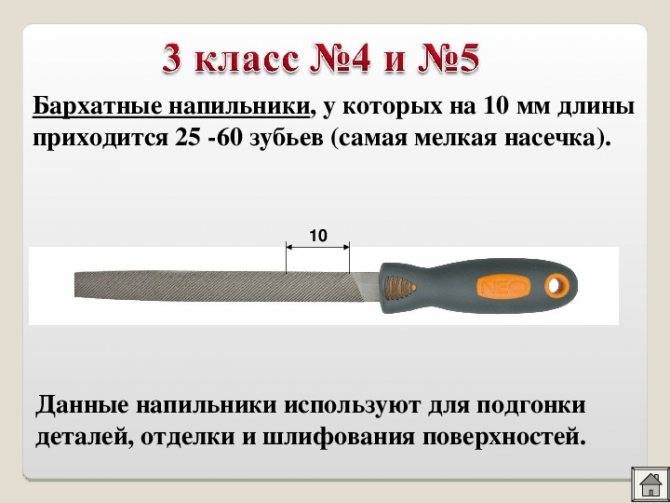
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
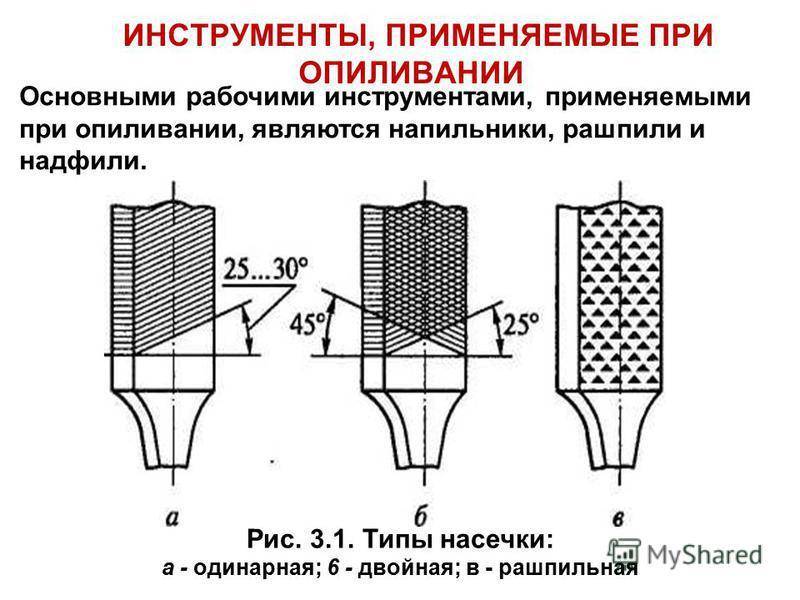
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876-54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35-40.
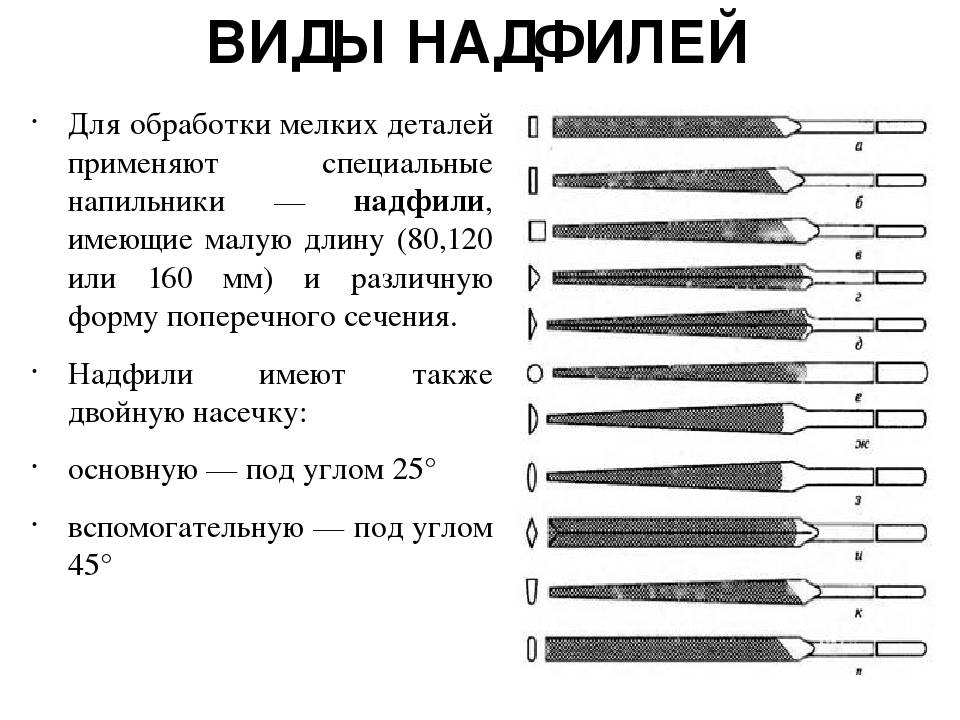
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
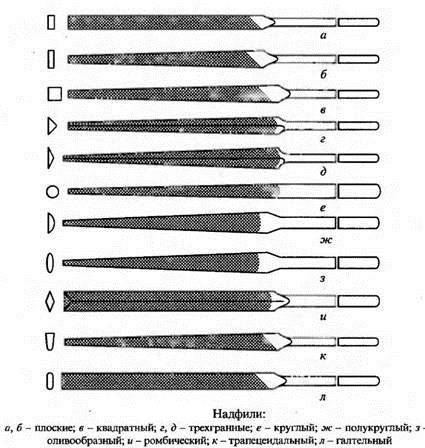
Надфили (ГОСТ 1513-67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54-60.
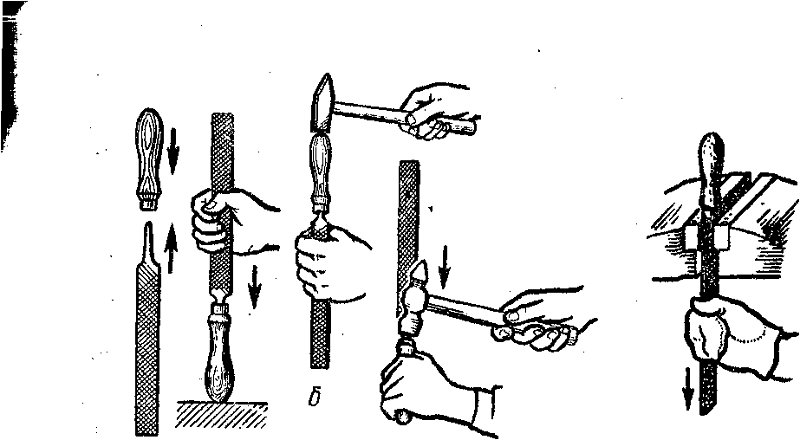
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3-3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
http://100metrov.com.ua/images/napilnikiraznue5.jpg
При этом напильники достаточно широко применяются в разных сферах. Они используются для обработки деталей из дерева, металла и других материалов. Они применяются для заточки цепей или полотен пил. Они бывают полезны при установке и сборке различных конструкций.
Таким образом, ценность и необходимость напильника как инструмента не подлежит сомнению. Именно поэтому попытаемся определиться, как выбрать подходящий экземпляр.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.
Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».
ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB
В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Варианты рубанков
По особенностям конструкции и назначению, данный инструмент бывает двух основных типов:
- кромочный;
- обдирочный.
Рассмотрим более подробно каждый из этих видов. Кромочный рубанок, как видно из названия, применяется для следующих целей:
- для обработки кромок (но не для их выравнивания);
- удаления фаски, которая осталась на гипсокартонных листах, пластмассе или мягкой древесине;
- для максимально ровной обрезки листа под заданным углом. Наиболее часто необходима обрезка под углом в 45 градусов.
Кромочный рубанок Как правило, в своей структуре имеет два ножа, которые расположены к боковой поверхности под углом. Они имеют вид трапециевидного лезвия. Положение ножей может регулироваться с помощью специальных винтиков. Благодаря им, при поломке лезвия или потери остроты, ножи легко извлекаются из инструмента. Обычно корпус таких рубанков изготавливается из стали, которая сверху покрывается порошковой окраской для предотвращения проявления коррозийных процессов. Кромочный рубанок в основном применяют там, где поверхность обработки незначительная. Обдирочный рубанок всегда применятся для обработки и выравнивания кромки гипсокартонных плит. Особенности его конструкции заключаются в том, что рабочее полотно здесь имеет форму терки. Конфигурация режущей кромки инструмента такова, что она позволяет получать идеально ровный торец нарезанного листа.
Обдирочный рубанок
При этом сам корпус инструмента позволяет быстро его закреплять и вести по рабочей поверхности, которую необходимо зачистить. Большинство моделей данного вида имеют корпус из армированного пластика или силумина. Но можно встретить и модели, чей корпус изготовлен из стали. Обдирочный рубанок всегда используют в том случае, если нужно зашкурить большой участок гипсокартонной плиты. Если область обработки незначительная, то для экономии денежных средств и времени вместо рубанка можно воспользоваться ручным рашпилем, имеющего форму, схожую с теркой для сыра.
Напильники и надфили
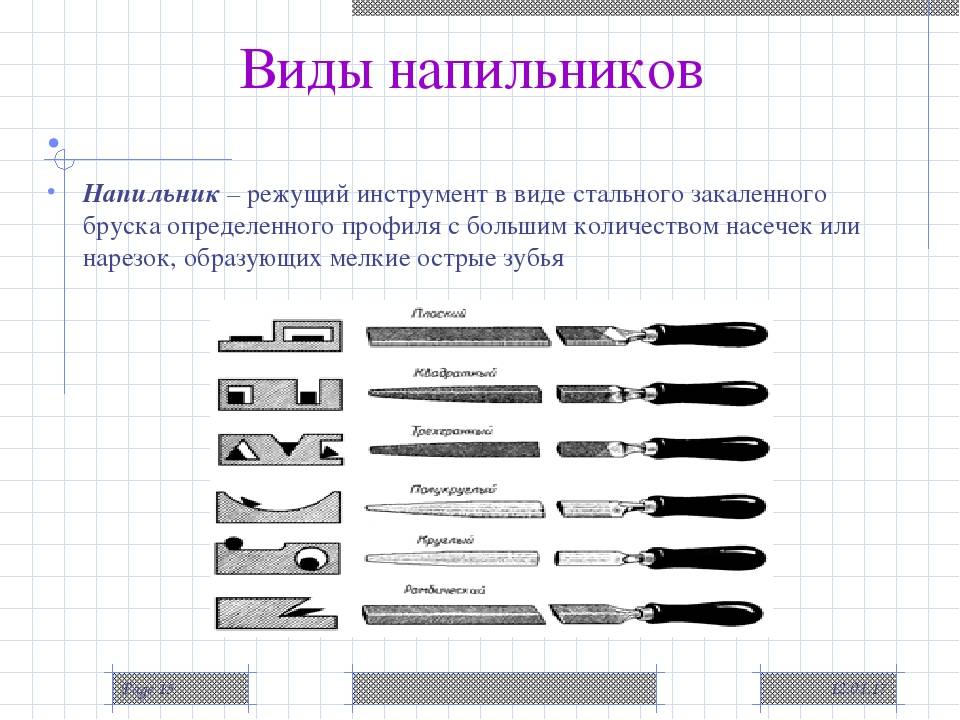
Напильники и надфили – инструменты, используемые для зачистки и шлифовки различных поверхностей. Также с помощью ряда моделей можно осуществлять заточку деталей. Классический напильник представляет собой металлический профиль с насечкой, насаженный на рукоятку. Назначение инструмента определяется формой его рабочей части и характером насечки.
Описание
Надфили являются разновидностью напильника, предназначаемой для тонких работ. Обычно их делают из стальных прутьев, на которые наносится очень мелкая насечка. Компактные размеры позволяют задействовать инструмент в самых труднодоступных местах. Для работы со стеклом, керамикой и камнем выпускаются специальные модели с алмазным напылением.
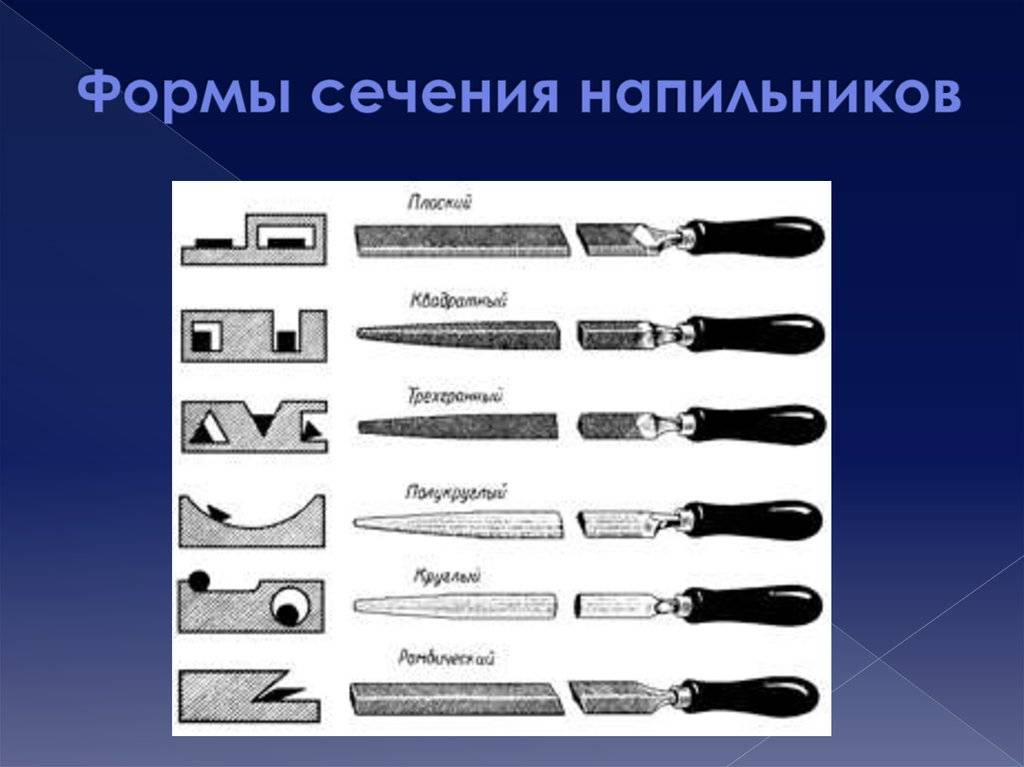
В зависимости от формы сечения различают множество видов напильников (надфилей). Перечислим наиболее ходовые:
- Плоские. Самая распространенная модель, используемая для обработки прямых поверхностей.
- Квадратные, треугольные. Применяются при шлифовании углов.
- Круглые. Оптимально подходят для обработки отверстий.
- Ромбические. Предназначаются для работы с просечками.
- Полукруглые. Универсальный инструмент, обладающий свойствами круглых и плоских напильников.
Советы по подбору напильников и надфилей
Для работы по металлу используются преимущественно профили с мелкой насечкой. Для деревянных поверхностей лучше выбирать крупнозернистую поверхность. Существует несколько вариантов покрытия рабочей части. Для цветных металлов используется одинарная или дуговая насечка. Последняя также подходит для обработки дерева.
С помощью инструментов с крестовой насечкой шлифуют стальные, бронзовые и чугунные заготовки. Рашпиль, поверхность которого состоит из множества маленьких отдельно стоящих заусениц, применяется для обработки кожи, резины и дерева. Кстати, это едва ли не самый древний вариант напильника. Штампованная насечка схожа с кухонной теркой – на профиле выдавлены отверстия, торчащие краями наружу. Имеет то же назначение, что и рашпиль.
Длина рабочей части напильника составляет от 10 до 35 см. Профессиональные мастера предпочитают пользоваться наборами, включающими до десятка инструментов с различными типами сечения и размерами. Это необязательно должны быть самостоятельные напильники и надфили. Можно обойтись и одной съемной рукояткой с комплектом насадок к ней. Замена профиля занимает считанные секунды.






Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.
Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Подробности читайте в статье «Надфиль. Назначение, характеристики, виды и выбор».
Применение надфилей различной формы
Надфили используют для финишной обработки малогабаритных деталей. На промышленных предприятиях и в быту может возникнуть ситуация, когда требуется сформировать окончательный вид изделия из металла сложной конструкции, обточить или подогнать под размер миниатюрную деталь. Благодаря этому маленькому напильнику можно обработать самые труднодоступные места. Надфиль — незаменимый помощник мастера по гравёрным и ювелирным работам. Им зачищаются и подгоняются мелкие отверстия крохотных изделий.
Форму бруска определяет государственный стандарт. Этот параметр очень важен, так как по нему можно узнать сферу назначения инструмента.
Существуют следующие виды надфилей:
- Плоский или плоский остроносый. Таким инструментом обрабатывают внутренние или наружные плоские поверхности.
- Трехгранный. С его помощью обрабатывают пазы, отверстия и канавки. Подходит для обработки на внешних сторонах детали острых углов.
- Овальной стороной выполняется выпиливание и обработка рельефных и закруглённых поверхностей. Плоская сторона позволяет обрабатывать плоскую поверхность и пропиливать различные пазы.
- Круглый. Напильник предназначен для чистовой обработки мелких отверстий в форме овала и круга, а также вогнутой поверхности небольшого диаметра, Надфиль круглый, как и форма его сечения. Рабочей поверхностью является вся круглая площадь инструмента.
- Полукруглый. Такой вид обладает двумя сторонами — плоской и овальной, принимая в сечении сегментную форму. Обе стороны имеют насечки.
- Ромбический. Используют для обработки зубчатых деталей.
- Квадратный. Им распиливают прямоугольные, квадратные и многоугольные отверстия.
- Игольчатый. Имеет кардинальные отличия от остальных типов. Этот миниатюрный инструмент обладает длиной рабочего профиля всего 25–35 мм, а хвостовик у него квадратной формы.
- Разновыпуклый. Внешне имеет сходства с двояковыпуклой линзой. Носы заострённые, имеется насечка на обеих плоскостях. Главное предназначение-обработка внутренних поверхностей колец.
- Клиновидный. Название говорит само за себя. Такое слесарное приспособление обладает формой клина и острым носом. У такого напильника есть две разновидности. Каждый вид состоит из двух рабочих граней и ребра. Отличие только в том, что один инструмент обладает острым ребром и клиновидной всечкой, а другой имеет закруглённое ребро. Применяют клиновидные надфили, когда требуется обработать кропаны, касты или пропилить всечку малого угла.
- Ножовочный. Нужен для выборки узкого паза, канавки. Им обрабатывают внутренние углы и плоскости в отверстиях квадратных, ромбовидных или прямоугольных форм.
- Пазовый. Инструмент, похожий на плоский, но с округлёнными по бокам гранями. Эта особенность позволяет обрабатывать труднодоступные участки деталей.
- Рифель. Многолезвийный представитель мелких надфилей. Отличается сильно изогнутой рабочей частью, вплоть до крючкообразного изгиба. Применяют в ювелирных мастерских, чтобы обрабатывать криволинейные поверхности. Изготовлен исключительно из магнитно-твёрдого сплава. С помощью магнита ювелир отделяет отколовшиеся частицы рифеля от крошек драгоценного металла. Параметры рифелей для зачистки литейных стержней зафиксированы в ГОСТ 11798–74.
Виды напильников
Современные школьники, оказываясь в инструментальных цехах на экскурсии, часто с усмешкой разглядывают инструмент, которым пользуются слесари инструментальщики. Рядом могут стоять сложные станки, способные в течение нескольких секунд срезать толстые слои металла.
А слесари обрабатывают деталь с помощью ручных приспособлений с ручками, водят ими по заготовкам, добиваясь нужного размера или вида детали. Часто для уточнения каких-то особенностей просматривают результаты труда через лупы.
Однако особо тонкую доводку изделия порой нельзя доверить машине. Только с помощью напильника или его младшего брата – надфиля можно добиться требуемых параметров. Эти инструменты используются для снятия слоя металла.
Чаще всего на прочной стальной полосе имеется насечка. Это невысокие зубья, расположенные в определенной последовательности (нанесена специальная насечка). Специальным стандартом (ГОСТ 1465-80) утверждены правила расположения зубьев и их форма.
Для изготовления используются углеродистые стали (У9…У11) или специальные сплавы железа с легирующими элементами. Напильники проходят термообработку, в результате которой поверхностная твердость достигает до 54…60 HRC (твердость по прибору Роквелла).
Для удобства использования на конце имеется треугольный или цилиндрический хвостовик. На хвостовик надевают рукоятку. Ее изготавливают из разных материалов (древесина, оргстекло, металл). Профессионалы предпочитают пользоваться деревянными ручками из березы или ореха.
Важно! Чтобы ручка не раскалывалась при вбивании хвостовика, на конце устанавливается металлическое кольцо
Виды напильников
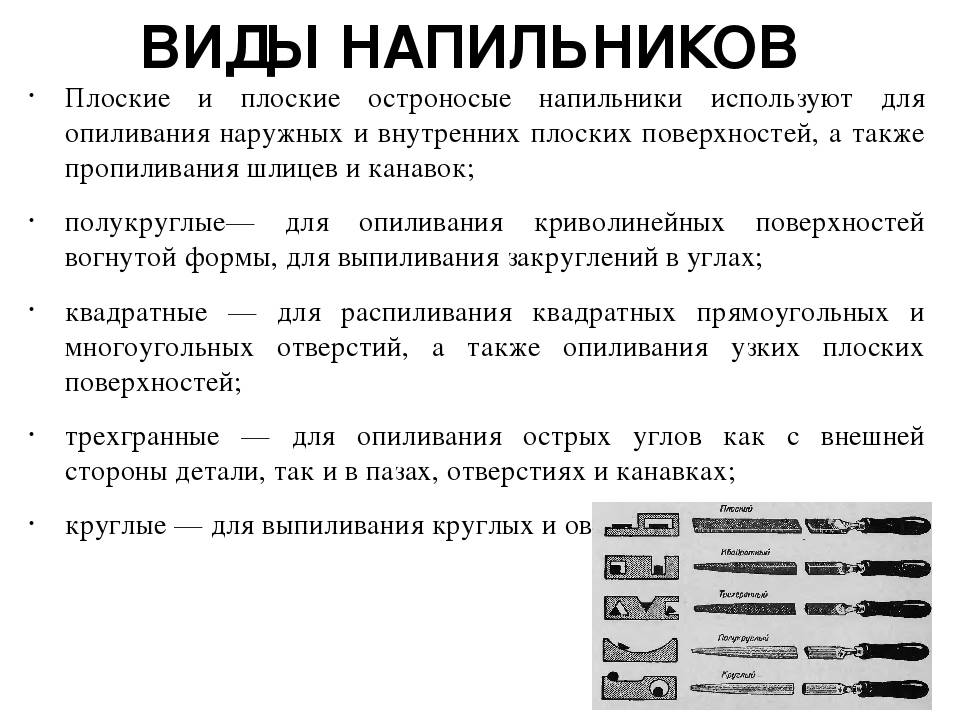
По форме сечения самыми распространенными являются следующие:
- плоские тупоносые, ОСТ 20167 (рис. 1, а);
- плоские остроносые, ОСТ 20168 (рис. 1, б);
- трехгранные, ОСТ 20171 (рис. 1, в);
- квадратные, ОСТ 20169 (рис. 1 , г);
- полукруглые, ОСТ 20176 (рис. 1, д);
- круглые, ОСТ 20177 (рис. 1, е).
Менее распространены ножевочные, ОСТ 20172 (рис. 1,ж), мечевидные, или ромбические, ОСТ 20173 (рис. 1,г), и овальные, ОСТ 20175 (рис. 1, и).
Сечения напильников подбираются в соответствии с формой подлежащей опиловке поверхности.
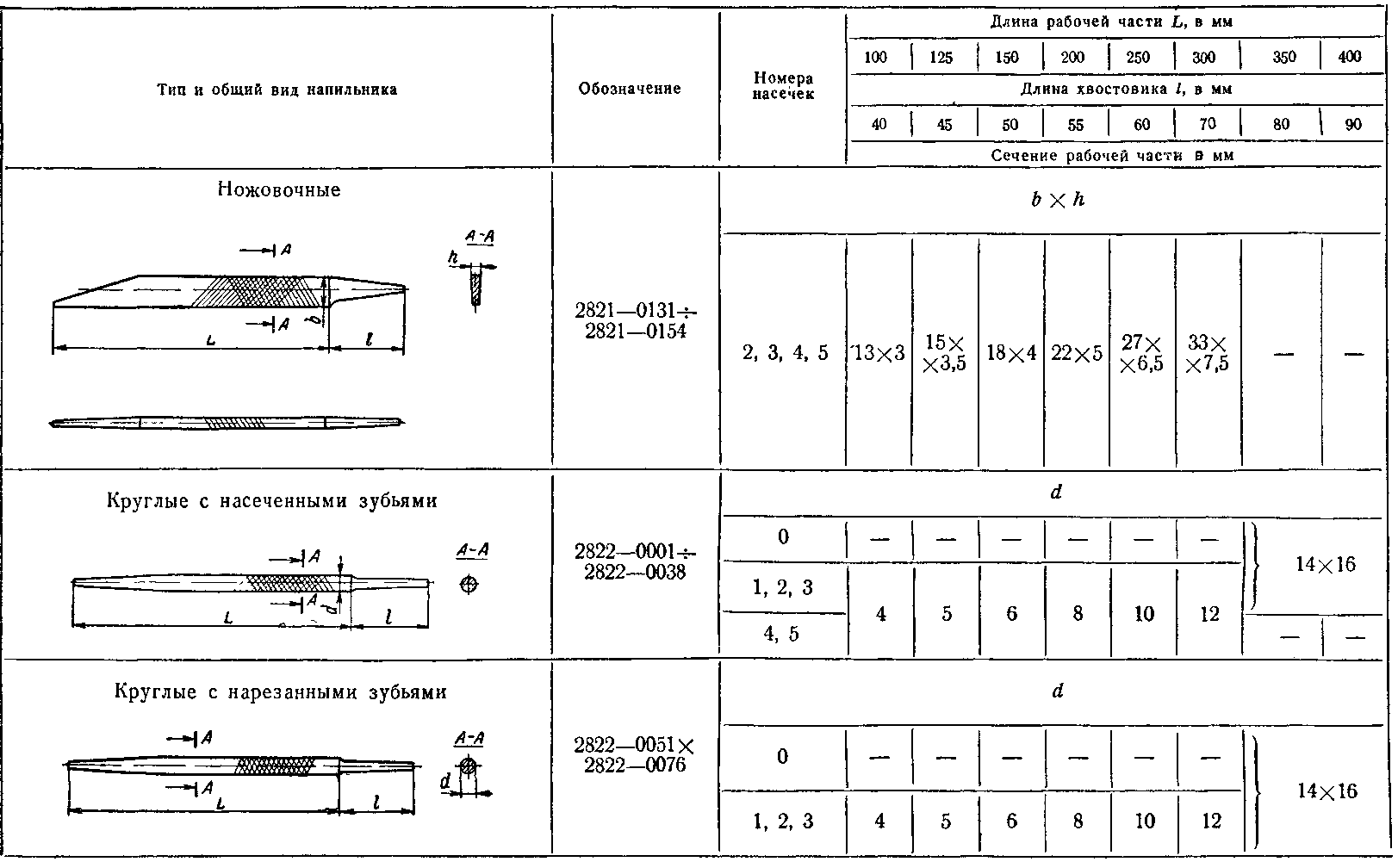
Отдельную группу составляют напильники, которые применяются для заточки ручных пил по дереву. Эта группа напильников имеет также большую номенклатуру как по форме сечения, так и по виду насечки в зависимости от назначения напильников.
Наиболее распространенными и применяемыми в настоящее время являются следующие три формы сечения:
- круглые,
- трехгранные и
- ромбические напильники (рис. 2).
Для мелких работ в инструментальных цехах и на предприятиях точной индустрии применяются тонкие напильники, имеющие специальное наименование — надфили, ОСТ 7016—7027 (рис. 3), изготовляемые тех же сечений, что и напильники.
Отличительной особенностью надфилей является помимо их размеров сечения и то, что надфиль отковывается из круглой проволоки, причем половина длины является профилированной рабочей частью, а другая половина круглого сечения ручной.
В часовом производстве при меняют специальные надфили с укороченной рабочей частью и ручкой квадратного сечения. Для обработки штампов, а чаще в ювелирном деле и скульпторами применяются изогнутые двусторонние и односторонние, называемые рифлуарами (рис. 4). Количество видов рифлуаров очень значительное, зависящее от разнообразия форм, подлежащих обработке ими.
Все перечисленные виды являются ручным инструментом. Отдельную группу составляют напильники, служащие машинным инструментом. К этой группе относятся:
- 1) Напильники для напилочных станков (рис. 5), изготовляемые тех же профилей, что и ручные;
- 2) бор-напильники (или турбо-напильники) (рис. 6) для станков с гибким валом типа Варио-Флекс.
Напильники изготовляются размером (по длине) от 75 до 450 мм. Длина надфилей 60 – 220 мм, наиболее распространены надфили 80—160 мм. Н. для напилочных станков изготовляются длиной 100— 250 мм. Длина бор-напильников вместе с хвостовиком 60—80 мм.
Какой драчевый напильник — круглый или плоский — пригодится дома?
Очень популярным вопросом можно назвать то, какой, плоский или круглый инструмент пригодится в бытовых условиях. Среди большого разнообразия тяжело подобрать самый лучший вариант выполнения. Собственно поэтому советы по выбору отличаются следующими характерностями:
- При проведении серьезного ремонта дома следует предпочтение лучше отдавать хорошему набору инструментов. Связывают это с тем, что низкокачественная продукция не сможет прослужить в течение долгого периода.
- Если первоначальная задача состоит в изготовлении конструктора для ребенка либо иных маленьких изделий, то можно выбрать дешевые напильники или рашпиль.
В общем необходимо заявить, что базовым вариантом считается плоский напильник. Он подойдет для проведения фактически всех видов работ.



В отдельную категорию инструментов необходимо отнести рашпиль. В большинстве случаев он напоминает драчевый напильники, впрочем отличается собственными некоторыми характерностями. Примером можно назвать такие моменты:
- Плоский вариант выполнения драчевого напильника практически всегда используется для работы с вогнутыми поверхностями.
- Современные плоские рашпили оборудуются удобными рукоятками, благодаря им значительно упрощается задача по отделке поверхности.
- Встречаются и круглые рашпили. Они снабжены двухкомпонентными рукоятками. За счёт круглого сечения имеется возможность провести обработку самых разных отверстий, которые имеют неравномерную поверхность.

Напоследок напомним, что напильники считаются очень важным инструментом, который можно встретить в наборе фактически всех слесарей. В продаже встречается много самых разных наборов, по этому больших проблем с выбором не появляется. Более всего в наши дни востребован продукт заграничных изготовителей, так как заявленные характеристики почти всегда соответствуют настоящим. При приобретении рекомендуется провести зрительный осмотр, так как даже небольшие изъяны должны отсутствовать.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2-0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02-0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54-58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876-54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35-40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513-67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54-60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3-3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
http://100metrov.com.ua/images/napilnikiraznue5.jpg
При этом напильники достаточно широко применяются в разных сферах. Они используются для обработки деталей из дерева, металла и других материалов. Они применяются для заточки цепей или полотен пил. Они бывают полезны при установке и сборке различных конструкций.
Таким образом, ценность и необходимость напильника как инструмента не подлежит сомнению. Именно поэтому попытаемся определиться, как выбрать подходящий экземпляр.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики. В числе значимых параметров – качество зубьев. В числе значимых параметров – качество зубьев
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек; — Форму рабочего тела; — Длину; — Особенности рукояти или хвостовика.
Читать также: Поперечный упор для циркулярки своими руками
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.
Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
1. Столярно-слесарного назначения – от 64 до 66 HRc;
2. Заточного типа – от 65 до 67 HRc;
3. Рашпили – от 53 до 56 HRc.





Действительное качество проверяется только в процессе использования.
Нормативная база – некоторые особенности
На территории нашей страны принят ГОСТ 1465-80. В этом документе определены нормативные требования к этому изделию. В частности, в нем определены формы производимых изделий. Кроме того, в отдельном разделе отнормированы требования по твердости поверхности.
ГОСТ регламентирует и порядок упаковки готового изделия. Так, каждый готовый инструмент должен быть отдельно упакован. Немаловажную роль играет и вид маркировки. На потребительской таре должно быть нанесена информация о твердости готовой продукции.
Напильники должны проходить испытания один раз в три года. Для этого необходимо использовать станок вида ТФ18-6 или его аналог.
Для испытания напильников на сцепляемость необходимо использовать бруски, выполненные из стали У8, твердость поверхности 150 – 187 по НВ.
При проведении испытаний напильник должен совершить порядка 10 000 рабочих ходов, то есть порядка 50 – 55 за одну минуту.
В приложениях ГОСТ, приведены таблицы, на основании которых делается вывод о пригодности партии инструмента к эксплуатации.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ответ оставил Гость
из деревянной рукоятки и самой пилки конечно
Ответ оставил Гость
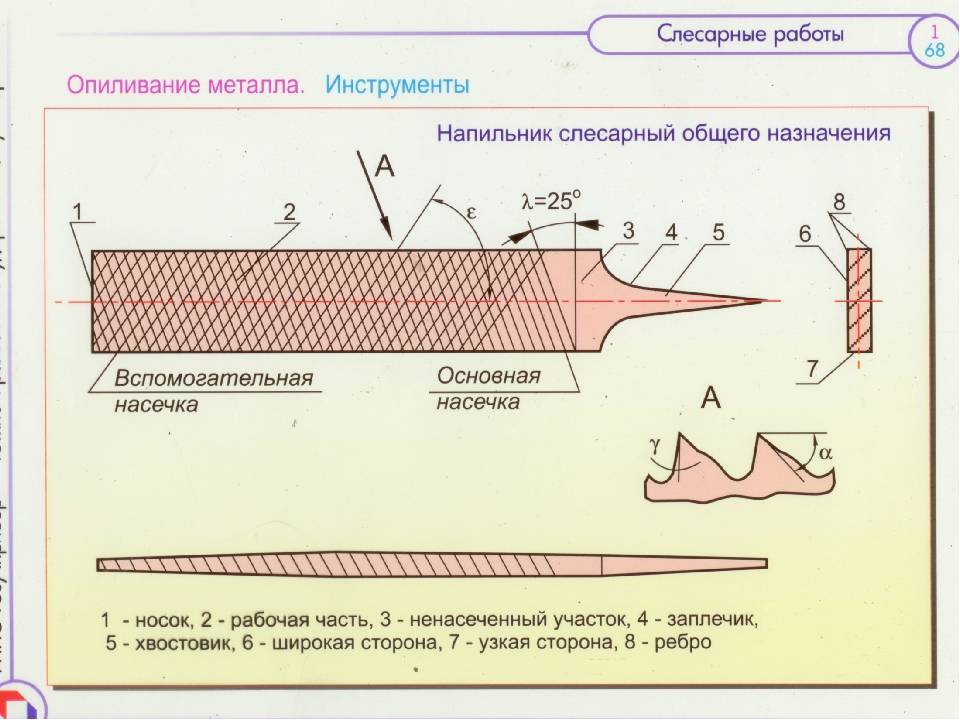
Напильники состоят из носа — конца насеченной части напильника, тела — рабочей насеченной части, пятки — ненасеченной части тела напильника и хвостовика — части напильника, на которую надевают ручку.
Если твой вопрос не раскрыт полностью, то попробуй воспользоваться поиском на сайте и найти другие ответы по предмету Другие предметы.
>