Особенности двухколесной конструкции
Площадка, поддерживающая баллон снизу, сделана таким образом, что превращается в подставку и опору для всей конструкции, когда баллон ставят вертикально. Она же выполняет роль надежного тормоза.
Двухколесная тележка для перевозки полуавтомата имеет два положения-
- рабочее, когда основание стоит на земле;
- транспортное, когда баллон наклонен, основание отрывается от земли, конструкция может катиться на колесах.
Чертеж рамы двухколесной конструкции. На раму в удобном месте навешивается кронштейн для крепления полуавтомата Кронштейн для полуавтомата приваривается к ручке. Поскольку при транспортировке тележка наклоняется на угол до 45о, аппарат крепят к кронштейну ремнями
К ручке приваривают дополнительные кронштейны для ящиков с инструментом и оборудованием, подвесы для смотанных проводов и другие детали.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.
Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.
Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.
Технические особенности: конструкция и принцип работы
Думаем, большинство из вас хотя бы раз в жизни видели электрод. Да, в конструктивном плане герой нашего обзора имеет весьма простой внешний вид – стержень с небольшим узким основанием и более широкой основной частью. На самом деле, в данном случае подходит утверждение: «Всё гениальное – просто». Основная тонкая часть, именуемая сердечником, изготавливается из определённого вида стали или сплава. Обволакивающее сердечник утолщение именуется покрытием и может иметь различный состав, влияющий на сферу использования электрода.
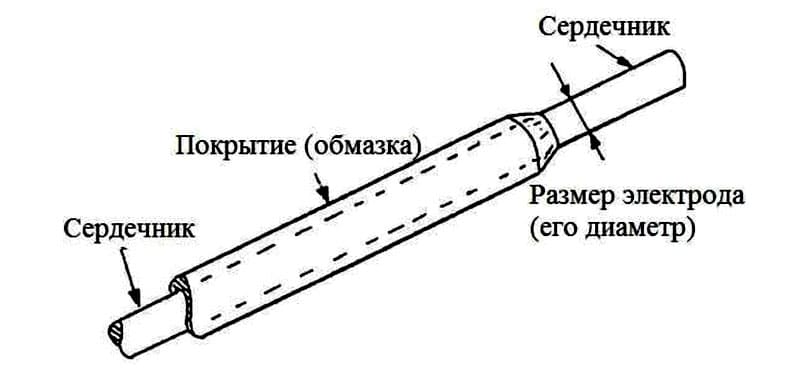 Торец, как и основание, не имеет покрытия, что позволяет получать прямой контакт со свариваемыми поверхностями ФОТО: en.ppt-online.org
Торец, как и основание, не имеет покрытия, что позволяет получать прямой контакт со свариваемыми поверхностями ФОТО: en.ppt-online.org
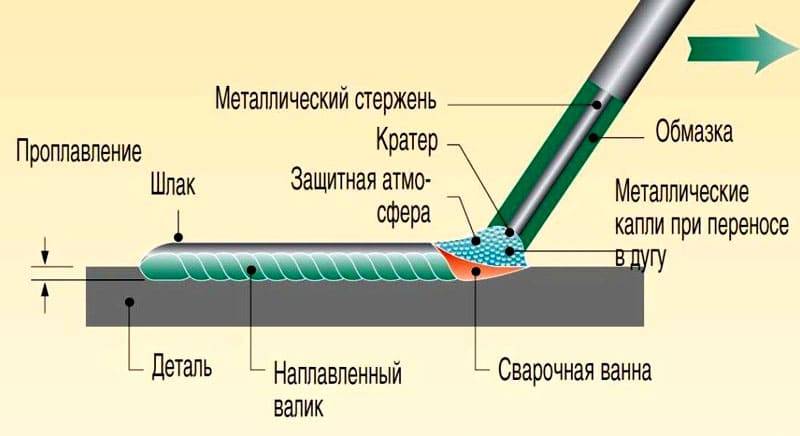
С точки зрения техники выполнения сварки, происходит всё следующим образом:
- тонким основанием электрод закрепляется в электродержателе, после чего сварщик осуществляет контакт расходного материала со швом;
- под воздействием электрического тока металл сердечника начинает плавиться, заполняя собой пространство между двумя стыкуемыми участками;
- покрытие (либо смазка) постепенно испаряется, образуя вокруг рабочей зоны защитный «купол», улучшающий качество работы и предотвращающий возможное окисление кромок.
 Стандартные электроды требуют постоянной замены – учтите это при больших объёмах сварки ФОТО: obinstrumente.ru
Стандартные электроды требуют постоянной замены – учтите это при больших объёмах сварки ФОТО: obinstrumente.ru
Электродержатель своими руками
Разновидности самодельных держаков.
Трезубец
Виды держаков для сварки.
При всем этом трезубец можно сделать вполне безопасным вот по какому алгоритму действий:
- В качестве основы держака для сварочного аппарата своими руками выступает арматура или металлический пруток из стали после гибки. Диаметр прутка должен быть не меньше 8-ми мм.
- К трезубцу привариваются две части трубки: одна часть фиксирует изоляцию кабеля, вторая – обжимает кабель без изоляции.
- Изолятором может быть отрезок армированного шланга. Тщательность его монтажа – самое ответственное дело, это этого будет зависеть безопасность устройства. Нельзя допускать ослабления крепежа изолятора, для этого можно применить специальный анаэробный фиксатор резьбы Done Deal.
Винтовая модель
Как создать винтовую модель держака:
- Из медной трубки можно сделать отличный держак для сварочного аппарата винтового типа. Обрезки медных трубок можно найти в избытке у монтажников кондиционеров. Обычно это труба с внешним диаметром 19 мм.
- Ручка может быть сделана из металлопластиковой трубы с внешним диаметром 26 мм. Самым оптимальным вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью закрывала ее.
- Ручку нужно обернуть куском куртки или перчатки, чтобы она не скользила в руках.
- Финальным действием будет вклеивание болта размером М12 со сквозным отверстием в крышку от пластиковой бутылки. Ваш самодельный держатель для электродов готов.
Электрододержатели как для ручной дуговой сварки, так и для аргоновой, являются отличным подспорьем мастерам для удобства работы и повышения качества изделий. Эти приспособления можно купить, а можно сделать самостоятельно. Главные критерии во всех случаях – это безопасность, устойчивость и надежность.
Виды держаков
Основные конструкции фиксации электрода в держаках подразделяется на три вида:
- Клещевые – зажим осуществляется подвижной губкой, которая поджимается мощной пружиной;
- Винтовые – фиксация конца электрода осуществляется подвижным контактом, который связан с ручкой устройства резьбовым соединением. При вращении ручки винтовой зажим двигаясь по резьбе плотно зажимает конец рабочей проволоки;
- Безогарковый. Работает такое приспособление по – другому принципу. У него нет зажимов и рабочий элемент не фиксируется механически, а приваривается к торцу стержня при касании. Благодаря такому соединению электрод полностью расходуется при работе. Затем приваривается следующий. Клещевой держатель
Конструкция клещевого зажима можно понять, посмотрев на рисунок. Подобные изделия производятся различными фирмами-производителями. Подразделяются по мощности, выдерживая ток от 150А до 500А. профессиональные выдерживают от 500 до 700 А. Основное отличие может быть в конструкции зажима верхней губки и обеспечивать надежное крепление электрода под различными углами. Для того чтобы приспособление прослужило долго необходимо обязательно посмотреть материал, из которого изготовлены губки, токовая шина от крепления кабеля наконечника и гильза.
На гильзе, куда вставляется конец кабеля от трансформатора, обязательно должно быть не менее двух резьбовых зажимов. Многие производители в целях экономии ставят стальные омедненные втулки, но лучше всего материал гильзы – это латунь, стальные наконечники нежелательны так – как имеют большое контактное сопротивление с медью кабеля и могут сильно нагреваться. Проверяетс
Зажимать очищенную жилу провода в гильзу можно только после тщательной зачистки всех медных жил, предварительно скрутив из них плотный жгут
Стенки самой гильзы должны быть не менее 1,5 мм. Особое внимание необходимо обратить на зажим кабеля, лучше всего это делать в латунной разрезной гильзе, которая плотно обожмет жилы кабеля, обеспечив надежный контакт, либо с помощью специальной зажимной планки, которая должна поставляться в комплекте с держателем. Зажимная планка должна быть толщиной не менее 2 мм так – как ей необходимо выдерживать большое давление от винтов зажима при прикреплении силового кабеля инвертора или трансформатора
Купить держатель для сварочного аппарата можно у нас на сайте пройдя регистрацию, здесь же можно ознакомиться с другими необходимыми для любого вида ремонта инструментом.
Винтовые зажимы
Пытаясь уйти от основного недостатка клещевого держателя – слабой фиксация наконечника в плоскости зажима, что позволяет двигаться электроду и менять свое первоначальное положение, особенно при зажигании или отрыва «прилипшего» электрода. Производителем разработана и выпущена принципиально новая конструкция – винтовой зажим (винтовой держатель). В новой конструкции конец рабочего конца проволки зажимается в круглом гнезде головки при ее вращении. Пазы верхней части держателя через шлицы связаны резьбовым соединением со стержнем, выполненными заодно с гильзой для соединения с кабелем от трансформатора.
При вращении резьбовой зажим зажимает электрод в гнезде. Такая конструкция уменьшает еще один недостаток – это часто ломающийся подводящий силовой провод в месте соединения с гильзой.
Соединение силового кабеля с гильзой
Ещё одно преимущество таких держателей перед клещевыми в том, что токопроводящие элементы прибора полностью защищены изоляцией, удобно лежат в руке. К недостаткам можно отнести всего два угла фиксации стержня 90° и 120°. Но, как говорят пользователи, при необходимости можно легко подогнуть проволоку под любой угол, так как он надежно фиксирован в отверстии головки, этот способ является надежным.
Сварочные держатели своими руками
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Трезубец
Данный инструмент является классикой сварочной деятельности. Нет такого электросварщика, который бы хоть раз не воспользовался в процессе работ самодельной «вилкой» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой кусок шланга из резины или рукоятка руля от велосипеда. Редко использовалась обычная тряпичная изолента.
Особенности эксплуатации трезубца:
- конструкция инструмента довольно простая, но он не очень удобный и безопасный в процессе выполнения работ. Основной недостаток – проблемы с извлечением огарка;
- при использовании такого держателя электрод практически полностью расходуется – это, конечно же, всегда приветствовалось. Огарок в данном случае убирался плоскогубцами или молотком. Часто можно было наблюдать, как сварщик держатель оббивает об асфальт, таким образам выбивая огарок;
- один из недостатков данного инструмента – плохой контакт. Некачественный шов сварщики часто списывали на некачественные электроды, но на самом деле причиной этому служили окислы на арматуре, в результате которых были потери тока. При эксплуатации такого держателя электродов под рукой всегда нужно иметь напильник.
Более надежной конструкцией является пруток, приваренный к уголку из металла. Такое приспособление отличается хорошим контактом и надежно удерживает электрод. Недостаток аналогичный трезубцу – проблематично избавляться от остатка отработанного электрода.
Трезубец с пружиной
Это модернизированный вариант трезубца. Инструмент изготавливается из стали хорошего качества. Для достижения наиболее надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью данной конструкции является то, что палец, расположенный по центру подпружинивает электрод – это намного облегчает замену отработанного электрода.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае — обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Как выбрать хороший электрододержатель — виды, обзоры
Электрододержатель необходим для установки и крепления электрода, токоподвода и перемещения стержня при электродуговой сварке
Мы расскажем, как выбрать лучший, на что обратить внимание. Обзор держателей Кедр, Esab и Сибртех
Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin – мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская компания “Сварог” выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL – надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ – отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа
При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.
Компания Корд – крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская компания “Асанта” открыла собственное производство электрододержателей и клемм заземления под торговой маркой “Сатурн“. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Трезубец
 О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
Несмотря на простоту конструкции, использовать самодельный держатель электродов необходимо крайне осторожно, поскольку есть риск нанесения травмы при работе. Из-за того, что арматура постоянно покрывается окалиной, ее необходимо зачищать для того, чтобы получать хороший сварочный шов
Окалина влияет на потерю тока, тем самым ухудшая контакт и делая сварочный процесс менее эффективным.
Металлический уголок и стержень арматуры
 Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Вилка с пружиной
 Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Резьбовой и зажимной цанговые фиксаторы
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.
Общая информация
Так зачем вообще необходимо изучение инструкции по эксплуатации? Инструкция по эксплуатации может стать вашим пособием по работе с аппаратом, если вы новичок. Прочитав ее один раз вы уже получите много полезной информации и сможете выполнить вашу первую сварку.
А если вы сварщик на производстве, то изучение инструкции просто обязательно. Дело в том, что инструкция по эксплуатации аппарата позволяет быстро и просто прочитать производственные инструкции на любые типы сварочных работ. Производственная инструкция включает в себя техническое задание, типы используемого оборудования и расходников, а также непосредственно инструкцию по эксплуатации сварочного аппарата.
В этой статье мы приводим стандартную инструкцию по использованию сварочного инвертора. Конечно, инструкция может отличаться для каждого отдельного сварочного аппарата, но суть их эксплуатации одна. Так что прочтя эту статью вы сможете использовать абсолютно любой сварочный инвертор без необходимости изучения дополнительной информации.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Самодельные конструкции
Трезубец
Это просто классика сварочного дела. Едва ли найдется электросварщик, который не держал в руках «вилку», сваренную из трех кусков рифленой арматуры. В качестве диэлектрической рукоятки обычно использовался кусок резинового шланга, или рукоятка от велосипедного руля. Иногда обходились просто тряпичной изолентой.
Вариант простейший в изготовлении, однако, довольно неудобный и опасный во время эксплуатации. Самая большая проблема – извлечение огарка. Благодаря особенностям конструкции, электрод использовался практически полностью – это всегда презентовалось как одно из достоинств.
При этом огарок извлекался при помощи молотка или плоскогубцев. Наверное, вы не раз видели картину, когда сварщик колотит держаком об асфальт, выбивая из него остаток электрода. Еще одним недостатком является плохой контакт.
Обычно сварщики списывали неудачный шов на «плохие электроды», на самом деле – виной потерь силы тока являются ржавые окислы на поверхности арматуры. Поэтому напильник для зачистки – неизменный спутник такого приспособления.
Более продвинутый вариант – пруток, приваренный к металлическому уголку.
Такая конструкция более надежна, электрод удерживается прочно и электрический контакт хороший. Недостаток один – по-прежнему трудно производить замену огарка на новый электрод.
Трезубец с пружиной
Модернизированный вариант предыдущей модели
Такая конструкция варится из качественной стали, лучше всего – нержавейки, для обеспечения надежного контакта. Центральный палец подпружинивает электрод, что несколько облегчает смену огарка.
Конструкцию, а также используемые материалы хорошо видно на рисунке.
Недостаток один – дорогостоящие материалы (нержавеющая сталь). При этом себестоимость существенно ниже фабричного изделия.
Как сделать самодельный держак с пружиной подробно в этом видео.
Цанговый (резьбовой) вариант
Конструкция надежная и удобная в работе. Недостаток один – хлопотное изготовление. Технологию изделия видно на чертеже.
Сделать такой держатель своими руками можно из любого металла. Главное – надежный контакт сварочного кабеля.
Цанговый (зажимной) вариант
Техническое развитие предыдущего варианта держака. Вместо резьбового соединения используется пружинный зажим. Очевидные преимущества конструкции – легкость смены огарка на новый электрод. Опять же компромиссный вариант. Чем мощнее пружина – тем больше усилия прилагается для замены электрода.
Но при этом надежность контакта, а стало быть, предельная величина тока – возрастает. И наоборот, комфорт в работе снижает токовую нагрузку. Не менее ответственным является второй разъем, подводящий ток к объекту сварки – земля.
Если в месте крепления земляного зажима будет искрение – помимо потерь тока можно получить прихватывание к заготовке. Это испортит и зажим, и обрабатываемый металл.
Читать также: Как подключить провода к тестеру
При работе часто приходится отводить держак на большое расстояние от трансформатора. Чтобы не сильно ограничивать себя в расстоянии – существуют удлинители как питающего, так и рабочего кабеля. Сетевой удлинитель сварочника мало чем отличается от обычного. Учитываются несколько требований. Рабочий ток не ниже 25 Ампер.
Термостойкая гибкая изоляция. Надежные вилки и розетки, желательно с фиксатором ответной части. Если речь идет об удлинителе рабочего кабеля – то его сечение не должно быть меньше основных проводов. Способ соединения также особый – используются специальные байонетные соединители.
Тогда потери тока в разъемах исключены.
А в этом видео подробно объяснено, на что обратить внимание при выборе держака для сварочного аппарата. Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса. Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании
Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании
Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса
Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании
Виды электросварки
 Электросварка
Электросварка
В технике сваркой называют соединение металлических запчастей путем расплавления краев заготовок и присадочного материала. В результате сварочных работ образуется прочное неразъемное соединение, связанное сварочным швом. Различают несколько десятков сварочных методов, а самыми популярными являются такие методики:
- Ручная электродуговая сварка. Сварка осуществляется за счет работы сварочного аппарата и плавящихся электродов, а поверхность сварного шва защищается дымом, который образуется при сгорании стержней.
- Полуавтоматическая технология. Похожа на предыдущий метод с той лишь разницей, что в активную зону автоматически подается электродная проволока и инертный газ, который защищает сварочные швы.
- Газовая сварка. При таком варианте расплавление металла осуществляется с помощью газовой горелки. Отдельно в активную зону подается сварочная присадка (то есть электроды не используются).
Особенности
Держак сварочного агрегата является приспособлением, управляющим электродом в ходе сварочных работ. Он должен на совесть удерживать электрод какого угодно сечения и подавать к нему электроток, предоставляя контролируемое управление процессом без дополнительных усилий.
Многообразие конструкций определяет и разброс в технических и эксплуатационных характеристиках держателей, однако имеются и конечные значения, утвержденные ГОСТом. К примеру, длина защищенной части рукояти должна быть не меньше 110 миллиметров, а поперечное сечение усредненно находится в диапазоне 36-40 миллиметров. Размер фиксатора также оказывает влияние на возможность работы с электродами, предназначенными для различных уровней силы электротока.


Необходимо принимать во внимание и материалы изготовления устройства. Они же обусловливают и возможность работы с различными границами силы электротока, и устойчивость перед неблагоприятными условиями внешней среды
Сочетание окалиностойкой стали и высокопрочного пластика с рифлями на поверхности даст возможность защитить рабочую основу электрододержателя и от воздействий высоких температур, и от холода, если работа происходит на открытом воздухе зимой.

Как выбрать хороший электрододержатель — виды, обзоры
Электрододержатель необходим для установки и крепления электрода, токоподвода и перемещения стержня при электродуговой сварке
Мы расскажем, как выбрать лучший, на что обратить внимание. Обзор держателей Кедр, Esab и Сибртех

Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.
Держатели для сварки своими руками: как сделать держак для сварки
Если домашний мастер захочет сэкономить немного денег или просто проверить свои возможности- то ему будет по силам изготовить держак для сварочного аппарата своими руками. Самоделка будет несколько уступать заводской продукции по внешнему виду и эксплуатационным качествам, но будет вполне надежной. Ниже мы расскажем о нескольких популярных конструкциях.
Трезубец своими руками
Повторить такую конструкцию можно за несколько минут.- Для изготовления достаточно нескольких кусков круглого прутка или арматуры диаметром 6-8 мм и куска резинового шланга для изоляции рукоятки. Разумеется, потребуется и сварочный аппарат.
Держатель получится страшноватый, но вполне надежный. Во время заботы придется периодически зачищать от окалины прутки в месте контакта с электродом.

Самодельный трезубец с пружиной
Металлический уголок и стержень арматуры
Единственный пруток приваривается одним концом к внутреннему углу уголка, а другим прижимает электрод к его боковым граням.
Этот вариант получится более тяжелым и еще более неприглядным, но за свет улучшения контакта стержня и держателя — более надежным и стабильным в работе. Конструкция сохраняет все те же риски, что и трезубец.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.
Зажим массы Ergus 300А Профи, производитель – Quattro Elementi (Италия). Характеристики: тип “крокодил”; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.
Зажим массы Skrab 27621 300А (на картинке), производство – Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.
Популярными клеммами заземления являются модели российского производителя “Корд”. Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.
Зажим массы Elitech 500А, производство – Китай.
Выбираем ток для сварки
Последнее, о чём стоит сказать — какой подавать ток. На выбор величины тока влияет толщина соединяемых деталей и применяемых электродов.
При ручной электросварке все компоненты связаны друг с другом. К примеру, при падении напряжения в сети инвертор не способен выдать нужный ток. Но это не станет критической помехой работе: для достаточного прогрева можно просто уменьшить скорость движения электрода. Если это не приносит плодов, можно пройти по одному и тому же месту несколько раз. Другое решение — взять электрод потоньше. Какой-то из этих методов или их комбинация должен привести к положительному результату.
После изучения всех теоретических тонкостей, отрабатывайте навыки на практике. Покупайте сварочный аппарат, электроды, защитную маску – и за дело.
Может быть интересным: монтаж перил из нержавейки в Москве
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.