
Назначение и область применения
Благодаря своей универсально, токарные станки 1А62 можно использовать в выполнении заготовок, имеющих цилиндрическую, коническую и фасонную конфигурацию. И нарезать резьбу разного вида – метрическую, дюймовую, модульную и питчевую.
Опытные работники различают токарные станки по одному лишь фоту, но более полную информацию о станке можно узнать, посмотрев на цифры в названии.
- «1» – обозначение группы, в которую входит токарный станок.
- «А» – обозначение поколения станка.
- «6» – обозначение принадлежности к винторезной группе.
- «2» – данная цифра позволяет поделиться высотой центра (над станиной), для этого станка 22 см.
Отличительно от других станков, 1А62 имеет расширенный функционал и улучшенные характеристики.
А главными улучшениями можно назвать:
- Увеличение скорости шпиндельного узла до 1200 об/мин, плюс возможность выбора из двадцати одной скорости вращения по прямой и двенадцать по обратной.
- Установка более мощного двигателя на семь киловатт.
- Главный привод станка использует надежное клиновое оборудование.
- Фрикционная муфта агрегата имеет усиленную конструкцию.
- Установка надежного роликового подшипника в шпиндельном узле.
- Для предотвращения самопроизвольного отсоединения патронов от шпиндельного узла, что происходит во время прекращения вращательных движений в двигателе, предусмотрено наличие специальной канавки, дабы разместить предохранители.
- Точную резьбу гарантирует коробка передач с прямым включением работы ходового винта.
- Лицевая часть фартука станка располагает лимб, который отвечает за проведение продольной подачи через суппорт.
- Имеет усиленную заднюю бабку.
- Усовершенствованная конструкция резцедержателя позволяет повернуть его в любую сторону, с любым углом не за действуя вторую руку.
- Станок имеет улучшенную систему охлаждения, с электрическим насосом и резервуаром, находящимся сзади устройства.
- Установка люнет возможна, чтобы достичь требуемую жесткость при использовании длинных деталей на токарном станке 1А62.
Устройство станка 1А62
Конструкция 1А62 заимствовала много решений от своего предшественника ДИП-200. При этом в кинематику были внесены многочисленные изменения, направленные на повышение долговечности и упрощение конструкции. Цельнолитая станина П-образного сечения имеет большую массу и высокую жесткость. Заодно со станиной выполнены каленые призматические направляющие продольной подачи. Модификация 1А62Г получила дополнительную выемку, позволяющей увеличить диаметр обрабатываемой заготовки. При точении других деталей выемка закрывается специальным мостиком.
Шпиндель токарного станка установлен на одном переднем и двух задних подшипниках. Пуск и реверс шпинделя производится через фрикционную муфту. Рукоятки управления установлены на передней бабке и подвижном на фартуке станка. Ленточный тормоз гарантирует быстрый останов вращения при отключении муфты. Полый шпиндельный вал допускает установку обрабатываемого прутка диаметром до 36 мм. В базовом варианте устанавливаются токарные патроны диаметром 200 или 250 мм.
Передача вращения от электромотора на входной вал редуктора осуществляется с использованием клиноременной передачи. Органы управления коробкой скоростей представляют собой три рукоятки, смонтированные на боковой поверхности шпиндельной бабки.
Коробка переключения подач обеспечивает механические перемещения суппорта токарно-винторезного станка 1А62. В конструкцию заложена возможность выполнения метрической и других видов резьб, как в правом, так и в левом варианте. Предусмотрено прямое подключение ходового вала к валу шпинделя, используемое для выполнения точных изделий. Для перекрытия всего возможного диапазона скоростей, дополнительно используются две пары сменных шестерен, устанавливаемых в гитаре станка. Циркуляционная система смазки обеспечивает поступление масла на элементы коробки скоростей и коробки переключения подач. Привод маслонасоса выполнен от отдельного электродвигателя.
Подвижный фартук позволяет выполнять перемещения суппорта по продольной и поперечной осям в ручном и механизированном режиме. Изменение направления движения выполняется через реверсивный механизм. В состав оборудования фартука включены два предохранительных устройства. Первое из них блокирует одновременное включение продольного и поперечного перемещения. Второе автоматически отключает подачу, при большой механической нагрузке. Сверху фартука закрепляются нижние салазки поперечной подачи и поворотные салазки для выполнения конусов. Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
Схема электрооборудования станка обеспечивает единственную функцию запуска двигателя главного движения. Защиты и блокировки, за исключением тепловой защиты электродвигателей, не реализованы. В схеме, дополнительно предусмотрен понижающий трансформатор для питания цепей освещения.
Устройство станка
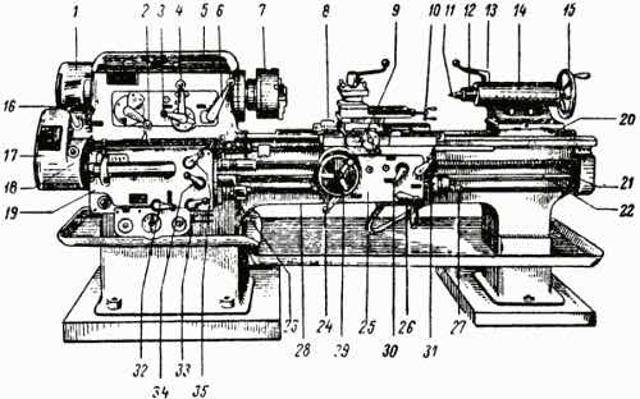
Передняя часть токарного станка, сделанная в виде тумбы, на самом деле является коробкой передач. На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей.
На передней панели бабки установлены два рычага переключения скоростей, которые расположены по краям. Правый рычаг понижает обороты шпинделя, имеет четыре положения: оптимальные обороты для точения. высокие обороты для чистовой обработки цилиндрической поверхности. Промежуточное положение для нарезания резьбы резцом или плашкой. Левый рычаг переключения скоростей имеет шесть положений, соответственно, шесть скоростей.
Между рычагами переключения скоростей расположены два других рычага для настройки операции нарезания резьбы. Конструкция станка позволяет нарезать правую и левую резьбу.
Внизу передней бабки расположена коробка подач, оборудованная двумя рычагами. Рычаг слева переключает подачи и вид резьбы. Расположенный справа служит для настройки подачи суппорта в зависимости от глубины резания и твёрдости обрабатываемого материала. Станок к 62 оборудован двумя двигателями: главный и ускоренной подачи. Передний фартук оборудован двумя маховиками:
- один для подачи вдоль станины;
- второй — для подачи поперёк.
Основные узлы
Вращающийся шпиндель токарно-винторезного станка 1к62 обеспечивает обработку поверхности заготовок цилиндрической и конической формы.
Суппорт выполняет продольное и поперечное движение резцедержателя с резцом для снятия стружки, нарезания резьбы, торцевания или отрезания заготовки. Установленный привод механизма подач служит для настройки режимов нарезания резьбы. С помощью передачи винта-гайки осуществляется поперечное движение резцедержателя.
На передней бабке установлены рычаги управления станком. Чтобы изменять режимы резания, установлен механизм переключения скоростей вращения шпинделя. Направление движения изменит специальная фрикционная муфта и реверсивный механизм.
Фартук служит для изменения режимов подач, а для управления есть рычаги на передней бабке. Механизм фартука выполняет подачу суппорта при точении и нарезании резьбы.
Главный параметр, определяющий габарит токарного станка является высота от плоскости станины до оси вращения шпинделя. Эта высота составляет половину наибольшего диаметра детали, которая может быть обработана над станиной. Наибольший диаметр изделия над станиной и расстояние между патроном и пинолью задней бабки определяют его возможности и входят в основные технические характеристики станка 1к62. Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Станок оборудован дополнительным электродвигателем мощностью один киловатт для ускоренного движения каретки суппорта, включается нажатием специальной кнопки, расположенной с торца рычага управления. Во время сверлильных работ можно механически подавать заднюю бабку со сверлом, присоединив её к суппорту.
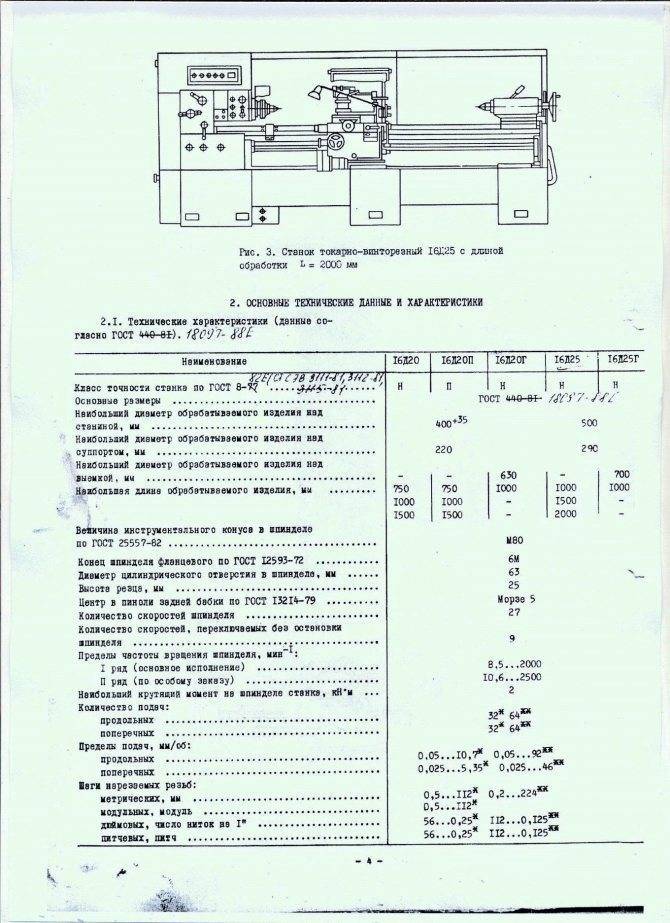
Технические характеристики
Масса токарного станка к62 составляет 2,5 тонны.
Габариты:
- длина — 2500 миллиметров;
- ширина — 1200 миллиметров;
- высота — 1500 миллиметров.
Максимальный диаметр заготовки над суппортом станка составляет 224 миллиметра. Заготовка для обработки не более 1500 миллиметров в длину. Обороты шпинделя 2420 оборотов в минуту.
Токарно-винторезный станок — сложная технологическая машина, у которой 24 скорости вращения шпинделя и 48 подач суппорта. Органы управления расположены на передних панелях коробок скоростей и подач.
Чтобы установить заданную частоту вращения шпинделя, надо заранее отключить фрикцион и выключить электродвигатель, а затем перемещением рукоятки установить требуемый диапазон частот (например, 630…2000, 50…160). Перемещать рукоятку переключения скоростей следует плавно, без рывков, добиваясь фиксации её в каждом из четырёх положений, устанавливая заданные обороты шпинделя (например, 630 оборотов в минуту).
Габарит рабочего пространства
Пространство обработки металлорежущего оборудования зависит от типа, компоновки и геометрических размеров станка. Его габариты ограничивают предельные размеры заготовки, которую можно поместить в рабочую зону станка. Помимо технических параметров оборудования эти ограничения также зависят от формы детали и расположения на ней обрабатываемых поверхностей. Для горизонтальных токарных станков рабочее пространство обычно делится на два вида: для деталей типа «вал» и для деталей типа «диск».
Токарный станок 1А62 имеет традиционную компоновку и относится к универсальным. Для него предельные размеры детали типа «вал» составляют 220 мм в диаметре и 1400 мм в длину. Деталь типа диск может иметь следующие габариты: 400 мм в диаметре и 100 мм в высоту. Габаритные размеры являются не единственным ограничениям при выполнении токарных операций и напрямую связаны с массой заготовки. Так предельный вес изделия при обточке в патроне токарного станка составляет 500 кг, а между центрами — 1500 кг.

Назначение токарного станка по металлу 1В62Г
Токарно-винторезный станок 1В62Г российского производства служит для обработки металлических и неметаллических изделий, имеющих тело вращения, диаметром до 445 мм и длиной до 1000 или 1500 мм взависимости от модификации. Данное оборудование находит широкое применение в ремонтных службах предприятий машиностроения, сельского хозяйства, транспорта и других, а также в учебных классах школ и порофтехобразовательных учреждений. Станок 1В62Г является универсальным и способен выполнять большой объем токарных работ, таких как: наружное и внутреннее точение цилиндрических и конических поверхностей, растачивание, сверление и развертывание вдоль осевой линии, нарезание метрической, питчевой, модульной и дюймовой резьб резцами и метчиками. Заготовки на станке устанавливаются в центрах и патроне.
Особенности и преимущества токарных станков 1В62Г
- Жесткая коробчатой формы станина с калеными, шлифованными направляющими обладает достаточной жесткостью;
- Наличие выемки в станине увеличивает технологические возможности станка и позволяет обрабатывать детали типа диск и фланец диаметром до 620 мм;
- Конструкция резцедержателя обеспечивает стабильность положения фиксации инструмента;
- Шпиндель смонтирован на точных подшипниках качения;
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивает длительный срок службы и повышенную точность обработки.
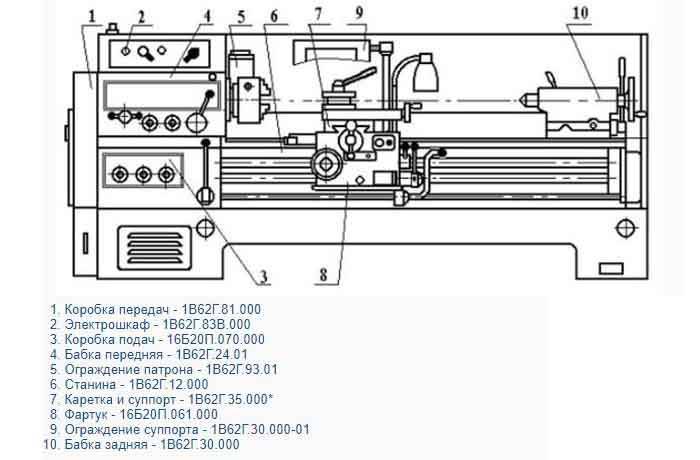
Перечень основных частей токарного станка по металлу 1В62Г
- Коробка передач – 1В62Г.81.000
- Электрошкаф – 1В62Г.83В.000
- Коробка подач – 16Б20П.070.000
- Бабка передняя – 1В62Г.24.01
- Ограждение патрона – 1В62Г.93.01
- Станина – 1В62Г.12.000
- Каретка и суппорт – 1В62Г.35.000*
- Фартук – 16Б20П.061.000
- Ограждение суппорта – 1В62Г.30.000-01
- Бабка задняя – 1В62Г.30.000
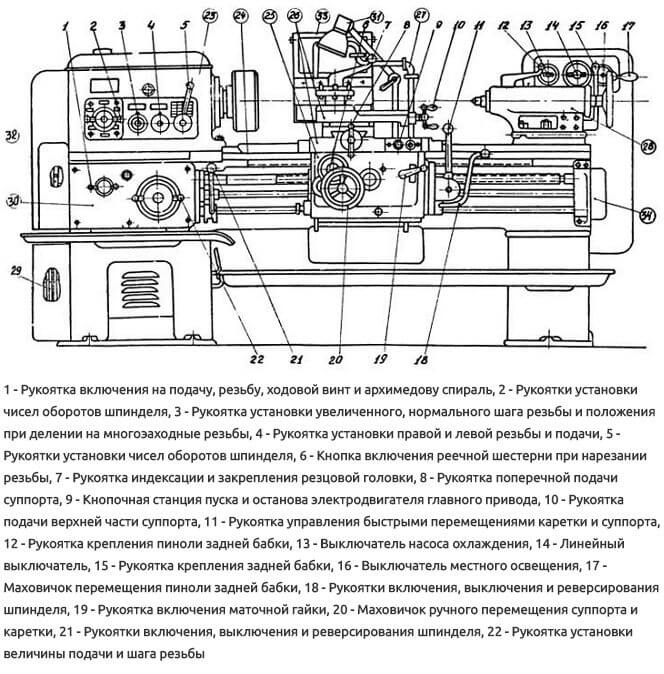
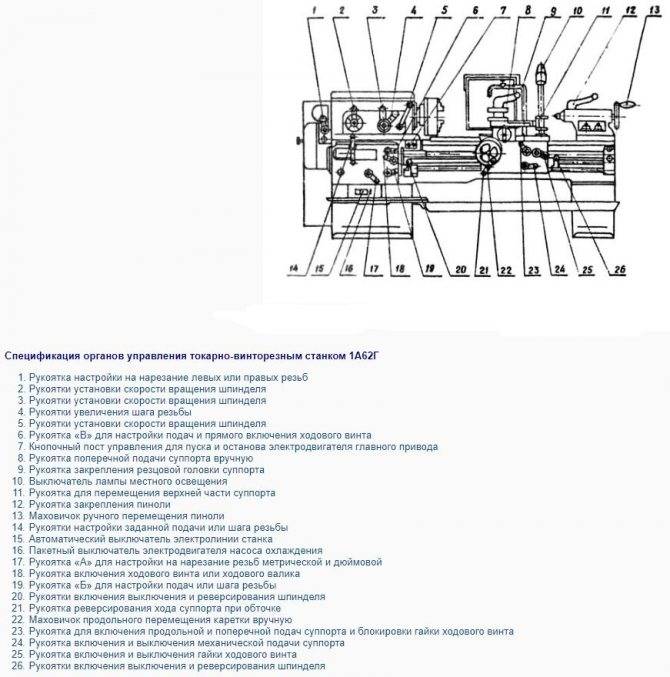
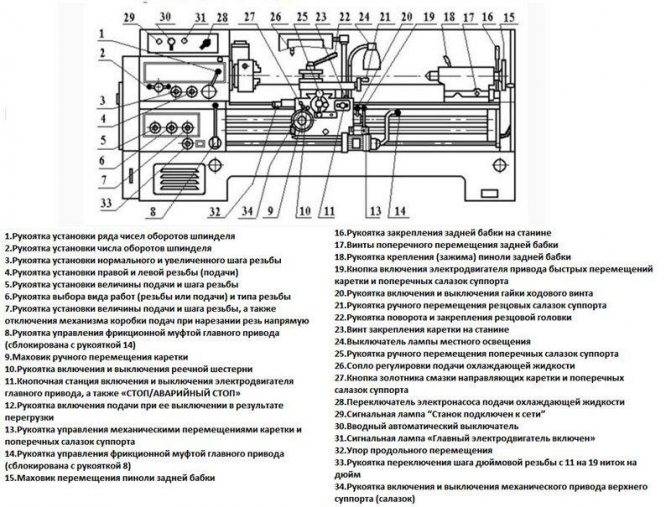
Перечень органов управления токарно-винторезным станком 1В62Г
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьбы (подачи)
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- Рукоятка установки величины подачи и шага резьбы, а также отключения механизма коробки подач при нарезании резьб напрямую
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 14)
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя главного привода, а также «СТОП/АВАРИЙНЫЙ СТОП»
- Рукоятка включения подачи при ее выключении в результате перегрузки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 8)
- Маховик перемещения пиноли задней бабки
- Рукоятка закрепления задней бабки на станине
- Винты поперечного перемещения задней бабки
- Рукоятка крепления (зажима) пиноли задней бабки
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления резцовой головки
- Винт закрепления каретки на станине
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Сопло регулировки подачи охлаждающей жидкости
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Переключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа “Станок подключен к сети”
- Вводный автоматический выключатель
- Сигнальная лампа «Главный электродвигатель включен»
- Упор продольного перемещения
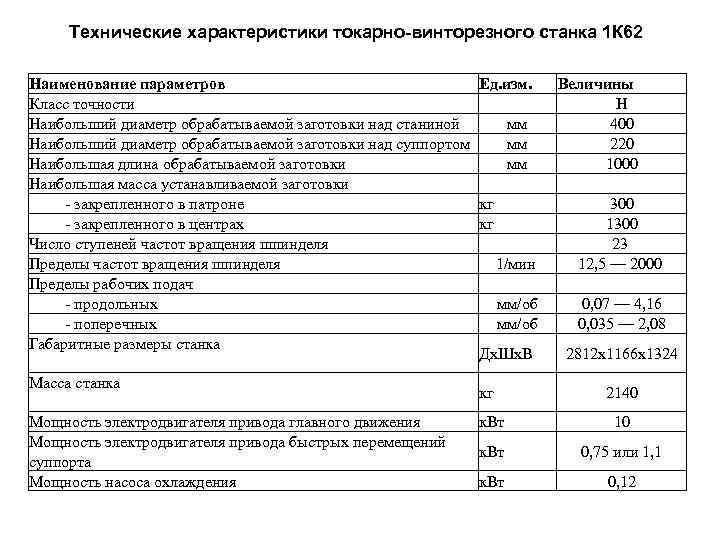
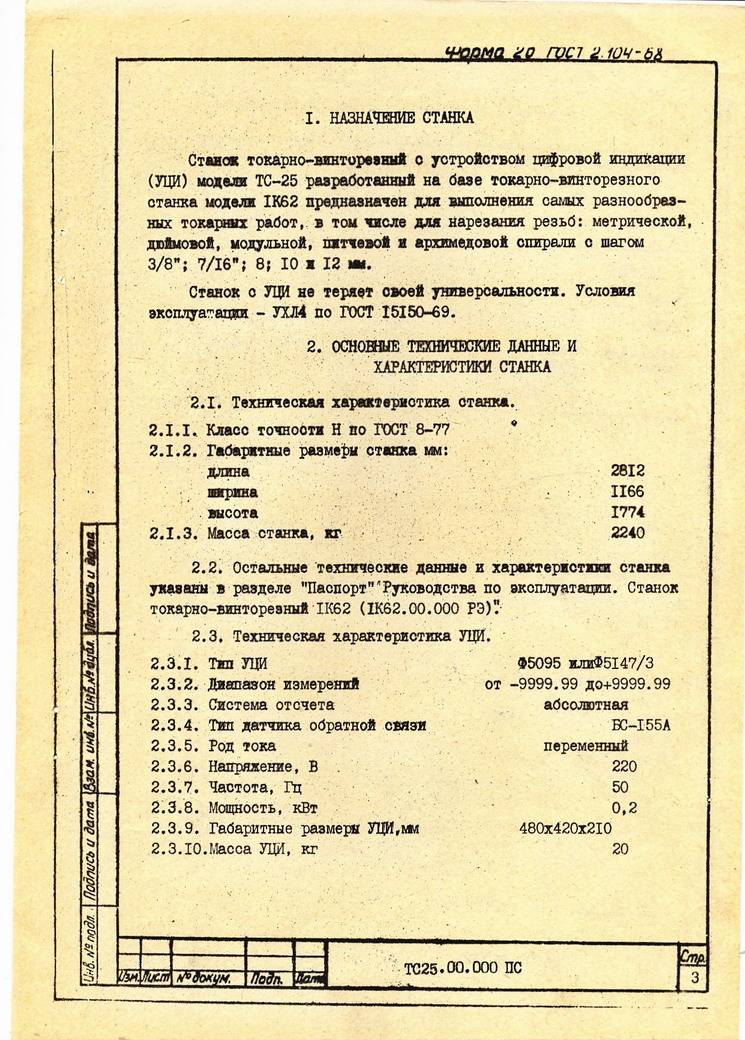
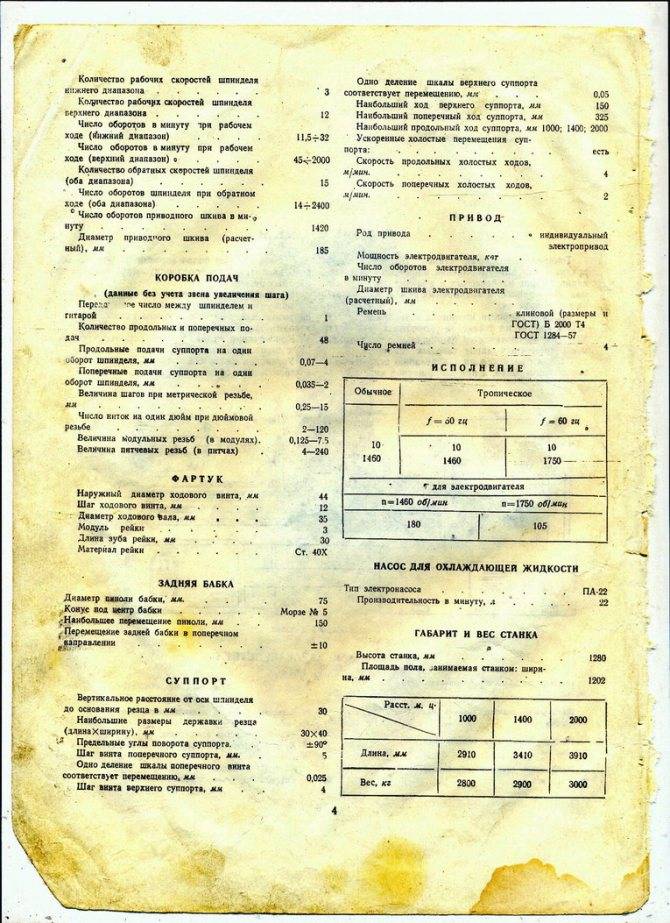
Технические характеристики станка 1А62Г
| Наименование параметра | 1А62Г | 1К62 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 400 | 400 |
| Наибольший диаметр заготовки над суппортом, мм | 210 | 220 |
| Наибольшая длина заготовки (РМЦ), мм | 1000 | 710, 1000, 1400 |
| Наибольшая длина обработки (точения), мм | 900 | |
| Наибольший диаметр заготовки над выемкой, мм | 600 | нет |
| Наибольшая длина обработки (точения) над выемкой, мм | 300 | нет |
| Наибольшая масса заготовки в патроне, кг | 290 | 500 |
| Наибольшая масса заготовки в центрах, кг | 1150 | 1500 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 47 |
| Наибольший диаметр прутка, мм | 36 | 45 |
| Число ступеней частот прямого вращения шпинделя | 21 | 24 |
| Частота прямого вращения шпинделя, об/мин | 11,5..1200 | 12,5..2000 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | 18..1520 | 19..2420 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Суппорт. Коробка подач | ||
| Наибольшая длина продольного хода каретки суппорта, мм | 900 | 640, 930, 1330 |
| Наибольший поперечный ход суппорта, мм | 280 | 250 |
| Наибольший ход верхнего суппорта (резцовых салазок), мм | 113 | 140 |
| Число ступеней продольных подач | 35 | 49 |
| Пределы рабочих подач продольных, мм/об | 0,082…1,59 | 0,07..4,16 |
| Число ступеней поперечных подач | 35 | 49 |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,035..2,08 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,7 |
| Количество нарезаемых резьб метрических | 19 | 44 |
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..192 |
| Количество нарезаемых резьб дюймовых | 20 | 38 |
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 24..2 |
| Количество нарезаемых резьб модульных | 10 | 20 |
| Пределы шагов нарезаемых резьб модульных | 0,5..3 | 0,5..48 |
| Количество нарезаемых резьб питчевых | 24 | 37 |
| Пределы шагов нарезаемых резьб питчевых | 95..7 | 96..1 |
| Вертикальное расстояние от оси шпинделя до основания резца, мм | 25 | |
| Наибольшие размеры державки резца, мм | 25 х 25 | |
| Цена деления лимба продольного перемещения суппорта, мм | 1,0 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | |
| Цена деления лимба поперечного перемещения верхнего суппорта (резцовых салазок), мм | 0,05 | |
| Задняя бабка | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 150 | |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 7,5 | 10 |
| Электродвигатель быстрых перемещений, кВт | нет | 0,8 |
| Электродвигатель гидростанции, кВт | нет | 1,1 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 1295 х 2785 х 1500 | 2812 1166 1324 |
| Масса станка (РМЦ = 1000), кг | 1960 | 2140 |
Связанные ссылки
Каталог справочник токарных станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1 Станок 1К62 — назначение, область использования
Модель станка 1К62, пришедшая на смену устаревшей модификации 1А62, начала выпускаться Московским станкостроительным заводом «Красный пролетарий» в 1956 году. Серийное производство агрегата продлилось вплоть до 1971 года.
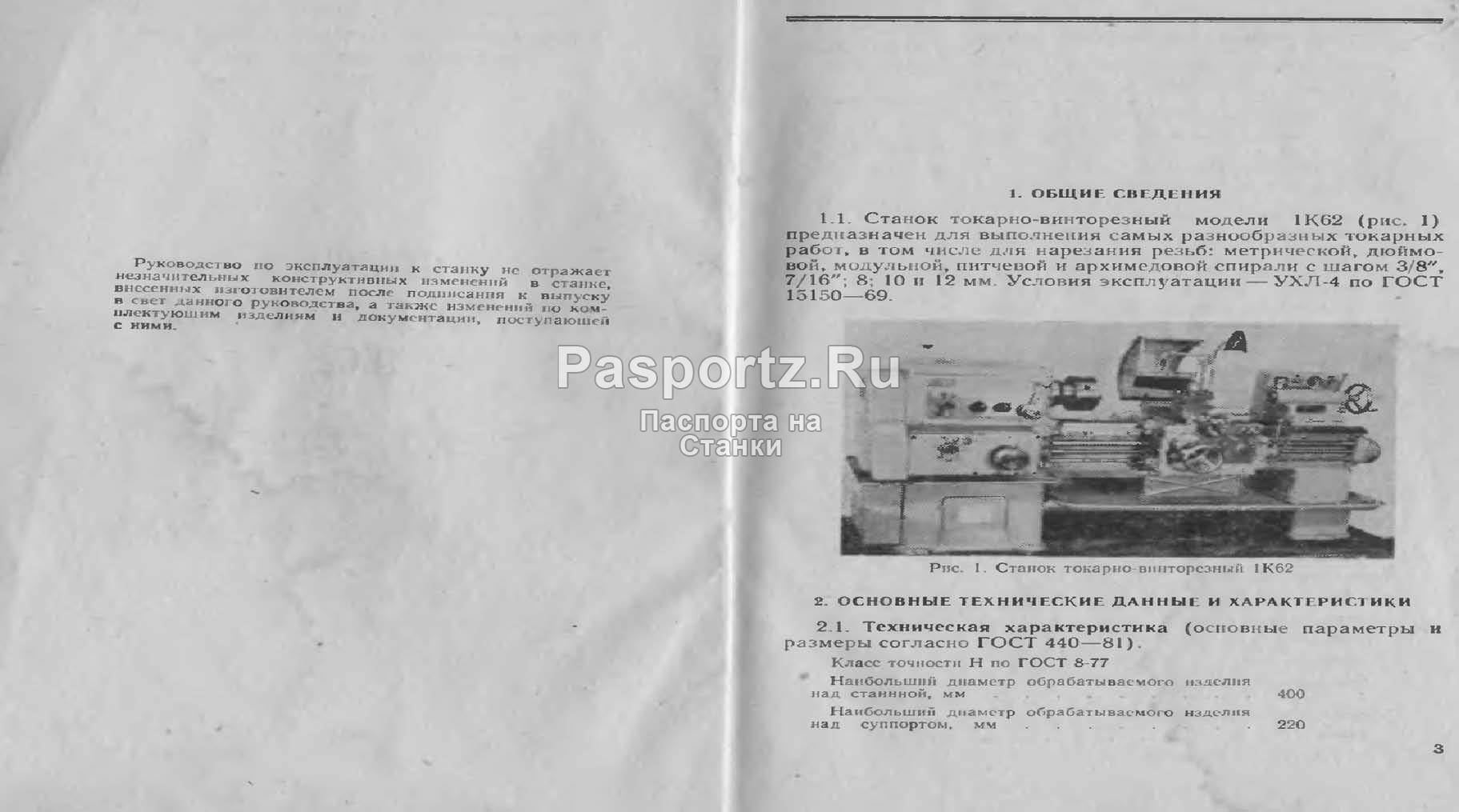
Помимо стандартных токарных операций, данный станок позволяет производить нарезание резьбы пяти типов: питчевой, архимедовой, модульной, метрической и дюльмовой. 1К62 оснащен шпинделем повышенной жесткости (смонтирован на специальных подшипниках), что дает возможность обрабатывать на станке заготовки из каленой стали. Также допустимо применения ударной нагрузки, которая не влияет на точность обработки.
К преимуществам 1К62 относится — мощный двигатель, жесткость конструктивных узлов, обширный диапазон скоростей, минимальный уровень вибрации при работе. В совокупности все это позволяет выполнять высокопроизводительную обработку металлических деталей.
Внешний вид станка
1К62 классифицируется как лобовой станок — это оборудование, способное работать с заготовками большого диаметра но малой длины. В конструкции предусмотрена поперечная регулировка задней балки, дающая возможность обтачивать пологие конуса. Также балка посредством замка может соединяться с нижней секцией суппорта, что увеличивает функциональные возможности при выполнении сверлильных операций.
1.1 Особенности конструкции
Устройство агрегата предполагает возможность установки люнетов двух типов — подвижных, диаметром 20-80 мм, и неподвижных — от 20 до 130 мм. Данный станок предназначен для обработки деталей диаметром до 400 мм (при установке над станиной) и прутков 45 мм.
В качестве двигателя используется мотор асинхронного типа мощностью 10000 Вт, выдающий до 2000 об/мин. Всего предусмотрено 23 режима скорости, минимальные обороты — 12.5 об/мин, максимальные — 2000 об, что позволяет выбрать оптимальный режим обработки металлов любой твердости. Регулировка скорости вращения шпинделя и настройка подачи суппорта (продольной и поперечной) выполняется посредством изменения положения шестерни коробки скоростей, для управления которой предусмотрены специальные рычаги. Сами шестерни являются сменными.
За подачу суппорта в станке 1К62 отвечает вспомогательный асинхронный движок на 1000 Вт (до 1400 об/мин). Оба движка оснащены тепловым реле, которые обеспечивают защиту моторов от перегрева. Функцию защиты от коротких замыканий выполняют плавкие предохранители. Конструктивное устройство 1К62 делает станок одинаково эффективным как в силовом, так и в скоростном резании.
Шпиндель в станке 1К62 устанавливается на специальных подшипниках, обеспечивающих повышенную жесткость узла, что в свою очередь дает улучшенную точность обработки заготовок. Согласно классификации по ГОСТ №8-82, данная модель относится к первой группе точности «Н». На станок могут устанавливаться трехкулачковые (диаметр — 250 мм) либо четырехкулачковые (400 мм) патроны самоцентрирующегося типа.
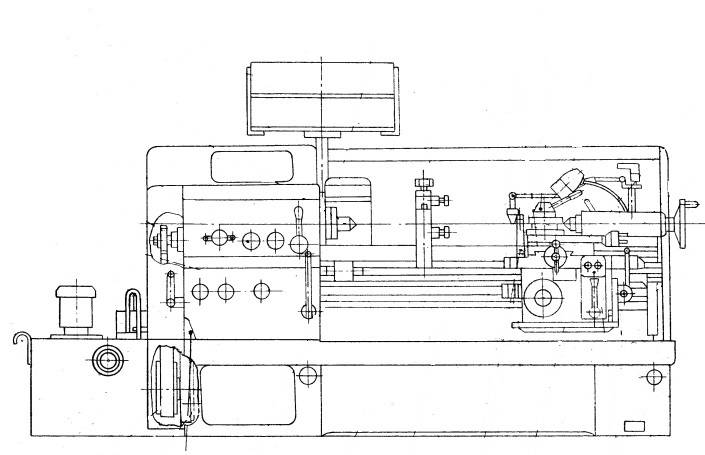
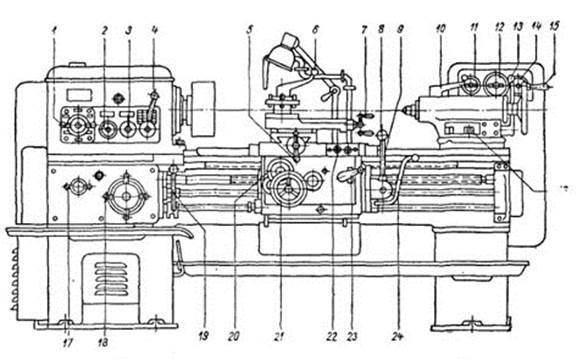
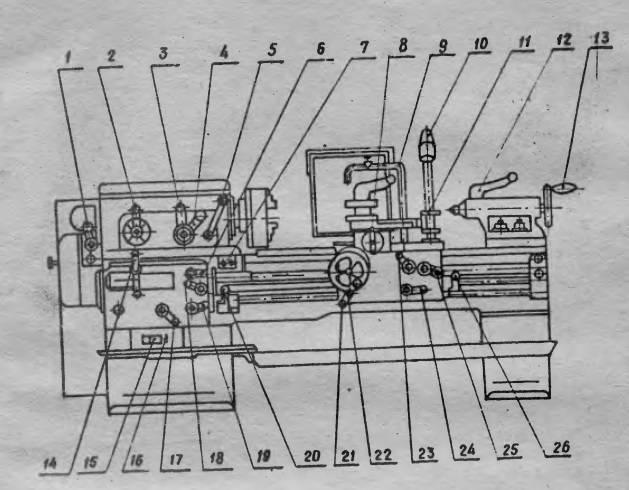
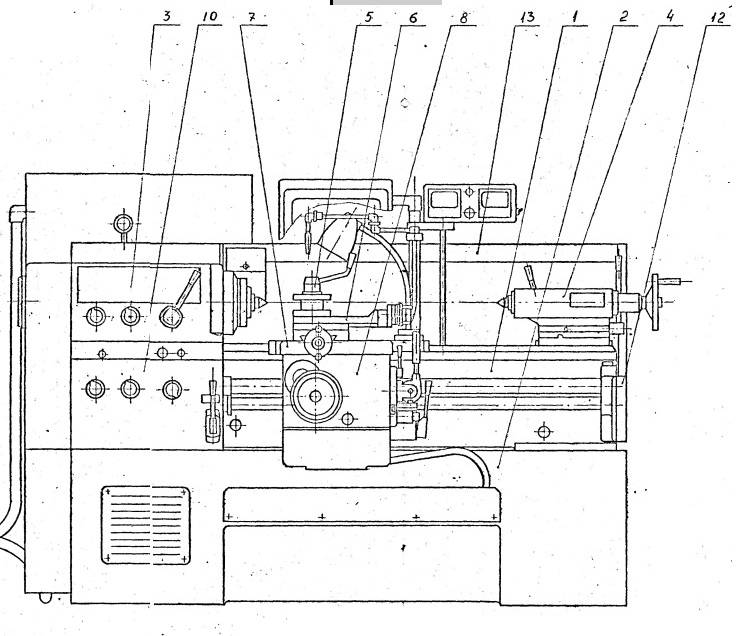
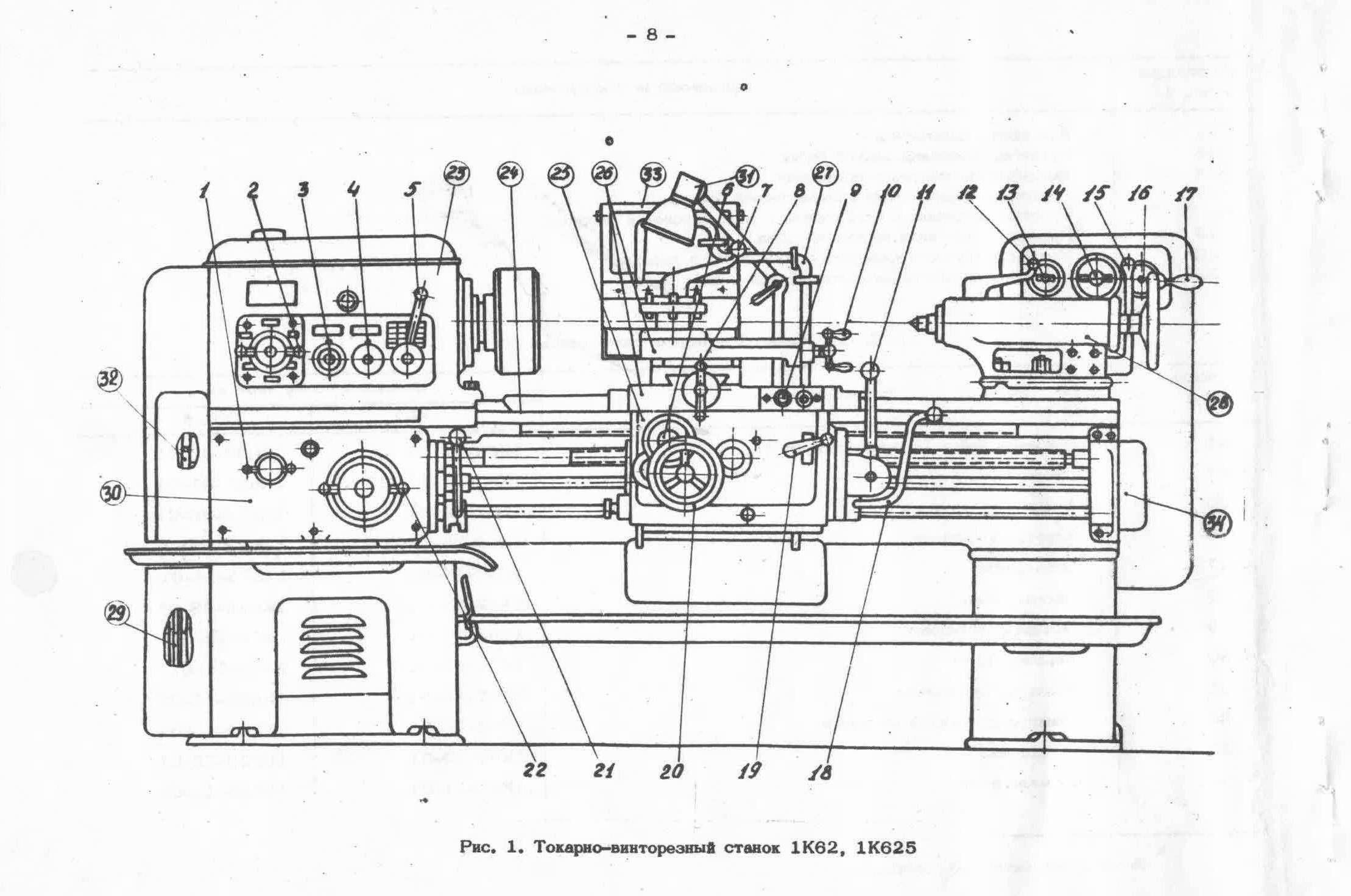
Конструкция станка 1К62
Приведенная схема демонстрирует конструктивное устройство 1К62, где:
- Станина.
- Передняя тумба.
- Задняя тумба.
- Передняя бабка.
- Патрон.
- Задняя бабка (является регулируемой, может перемещаться по направляющей и устанавливаться на необходимом от передней бабки расстоянии);
- Резцы (главный рабочий инструмент) и резцедержатель;
- Фартук и размещенные на нем механизмы продольной и поперечной подачи суппорта.
- Ходовой вал.
- Ходовой винт.
- Коробка подач.
- Корыта для сбора стружки и слива охлаждающей жидкости.
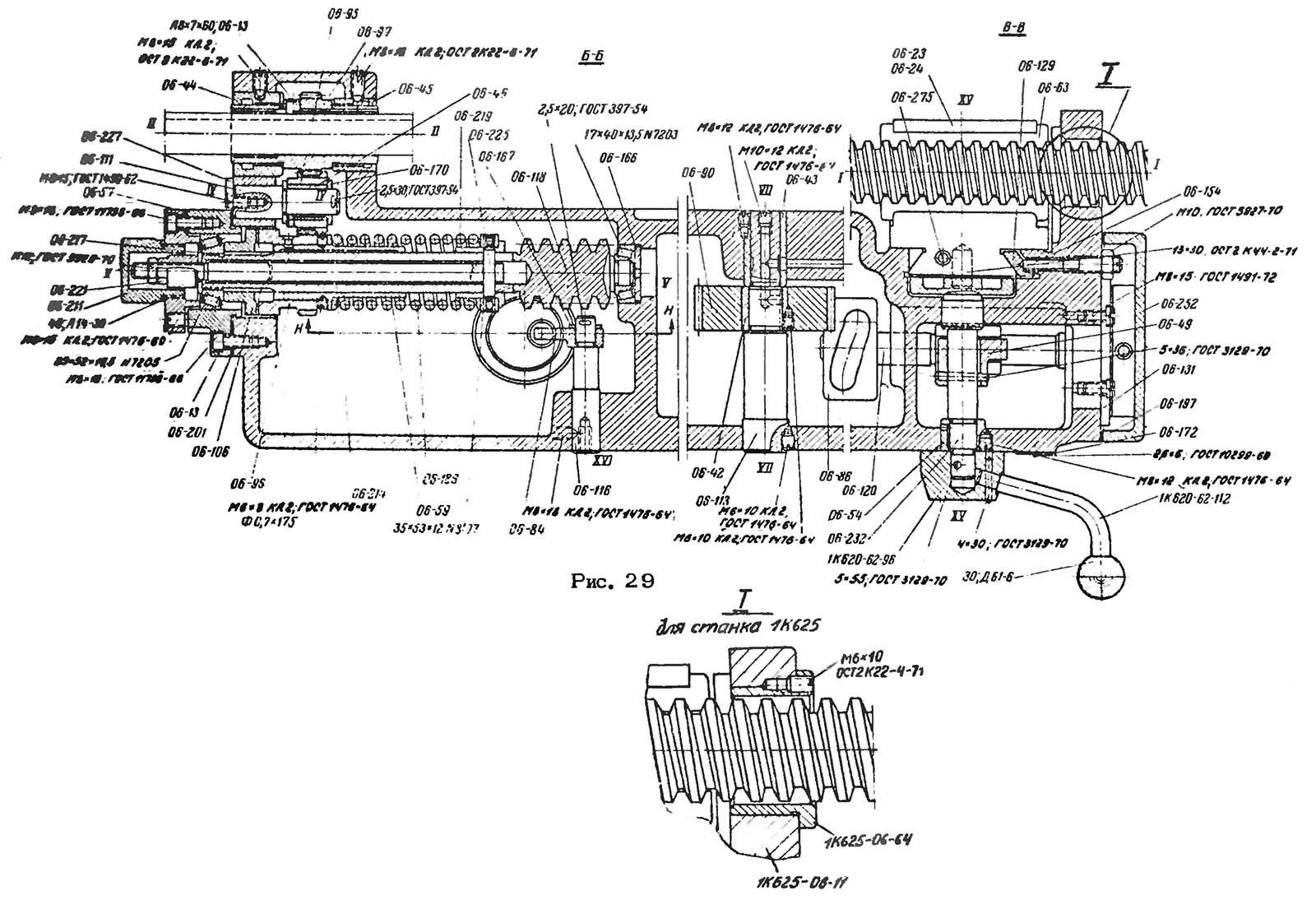
Также существует две модификации данной модели. Наиболее распространенным является станок 1К62Д, который отличается увеличенным на 10 мм отверстием шпинделя и отсутствием в предохранительном механизме фартука падающего червяка. По остальным узлам и механизмам данные агрегаты идентичны.
Серьезно отличается от 1К62 его более современная версия — токарно винторезный станок 1К625. В данной модификации до 500 мм увеличен диаметр обработки над станиной, и до 250 мм над суппортом. Максимальный ход каретки вырос с 1330 до 920 мм. Все это позволяет обрабатывать детали большего размера. Мощность движка, частота оборотов и функциональные возможность в данном станке остались неизменными.
Технические возможности 1А62
Токарно-винторезный станок модели 1А62 относится к устройствам, соответствующим категории точности «Н». Из технических характеристик агрегата стоит отметить:
- максимальный диаметр заготовки, с которой можно работать на токарном станке 1А62: над суппортом – 210 мм, над станиной – 400;
- максимально допустимая длина заготовки, обрабатываемой в центрах оборудования: 750, 1000, 1500 мм.
- максимальная масса заготовки, которая может обрабатываться на 1А62 (взята по аналогии с характеристиками усовершенствованной модели): при обработке в патроне – 500 кг, при обработке с использованием центров – 1500 кг.

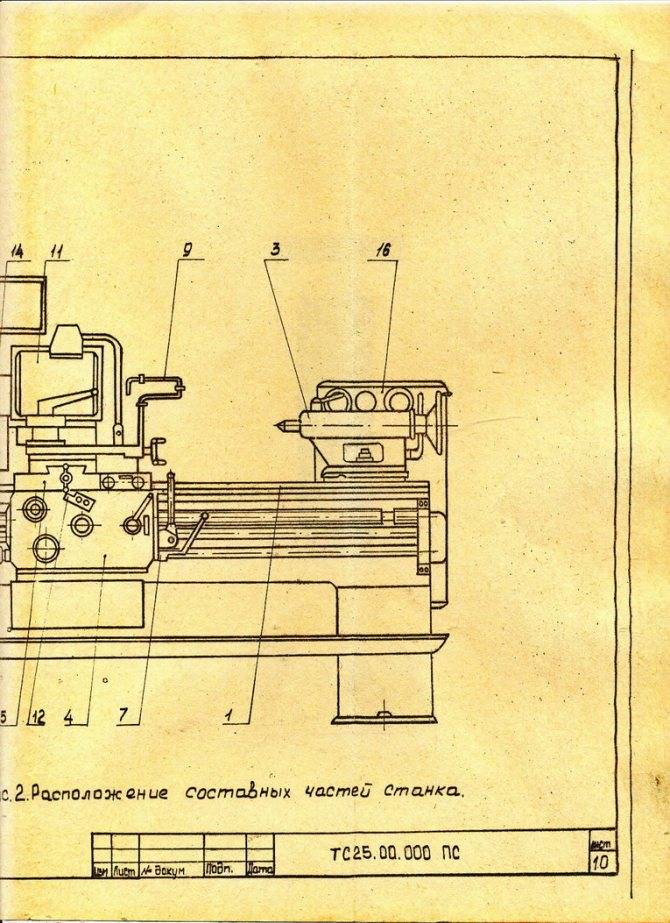
Внешний вид станка
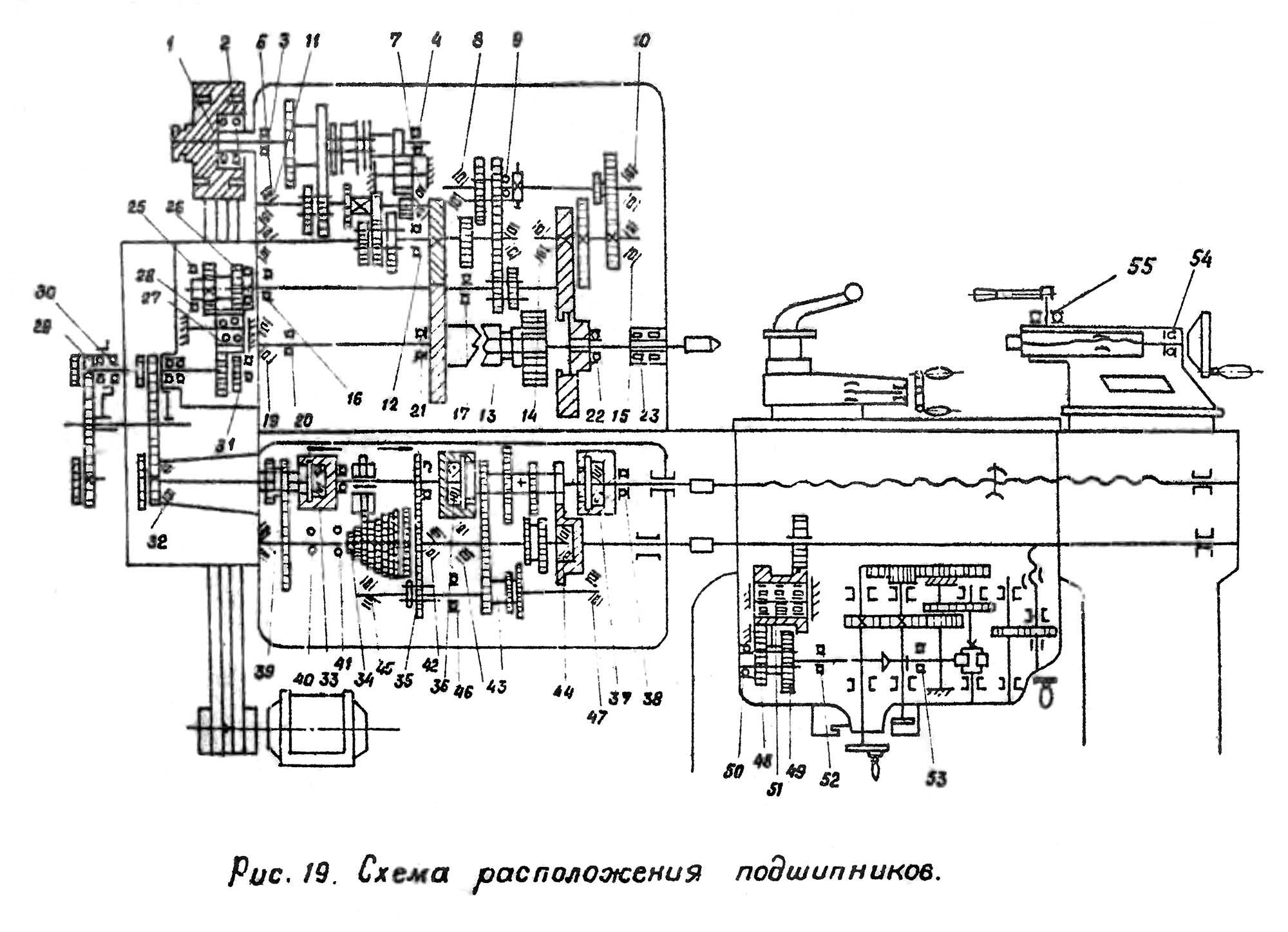
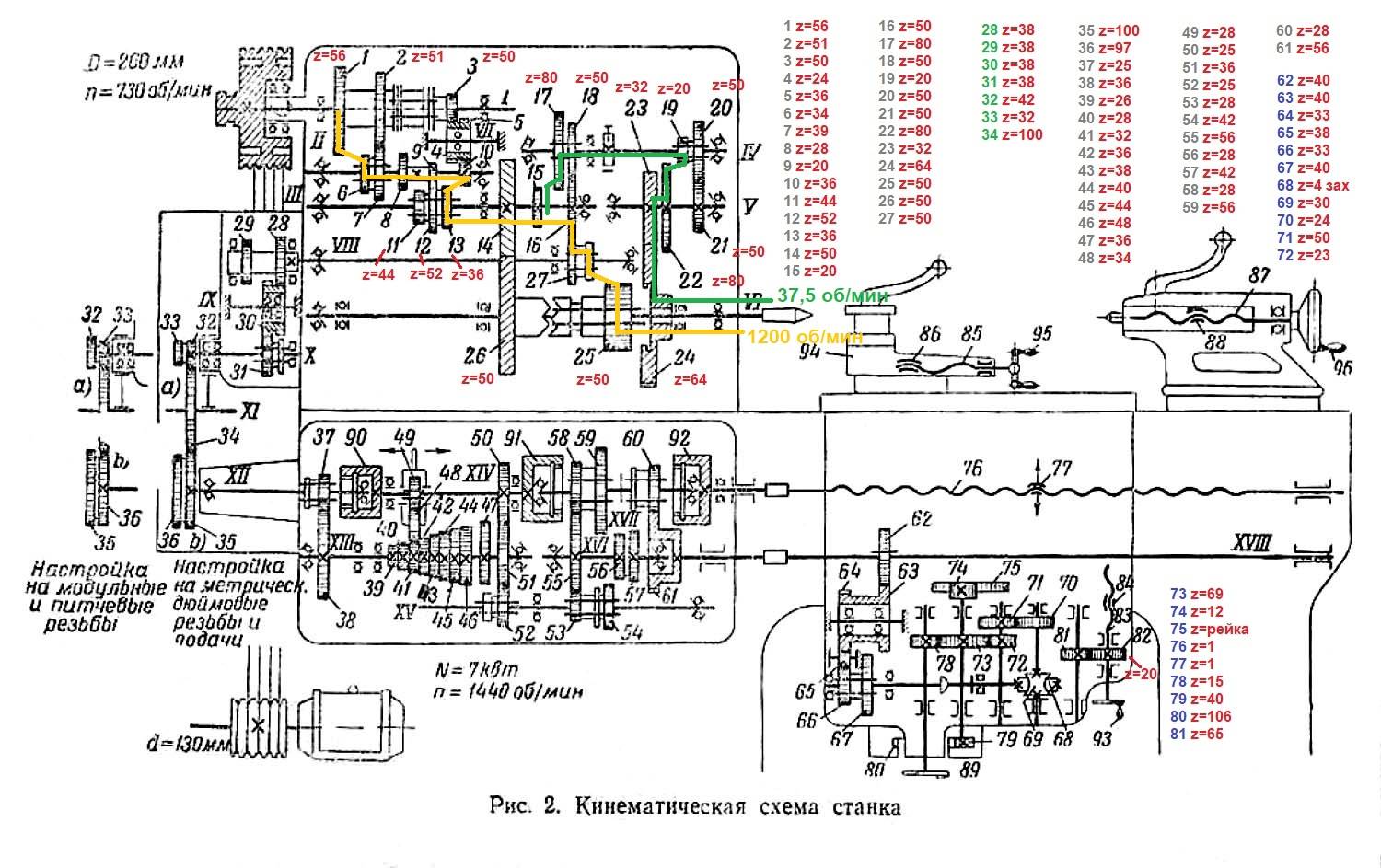
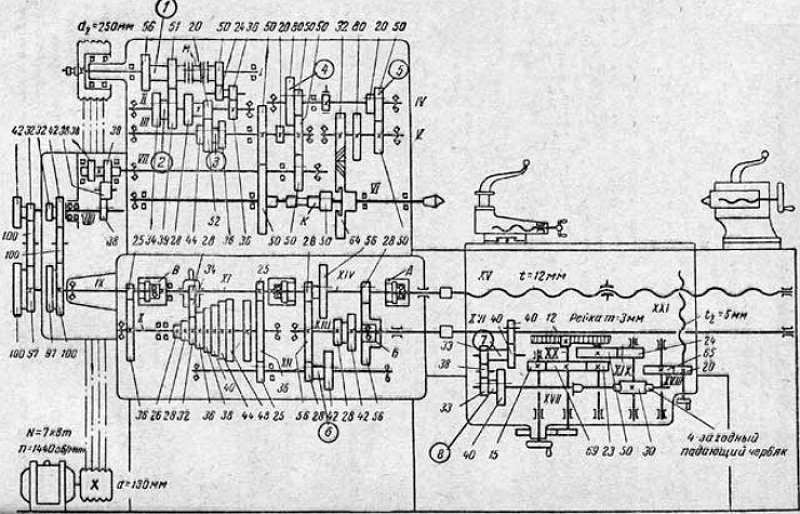
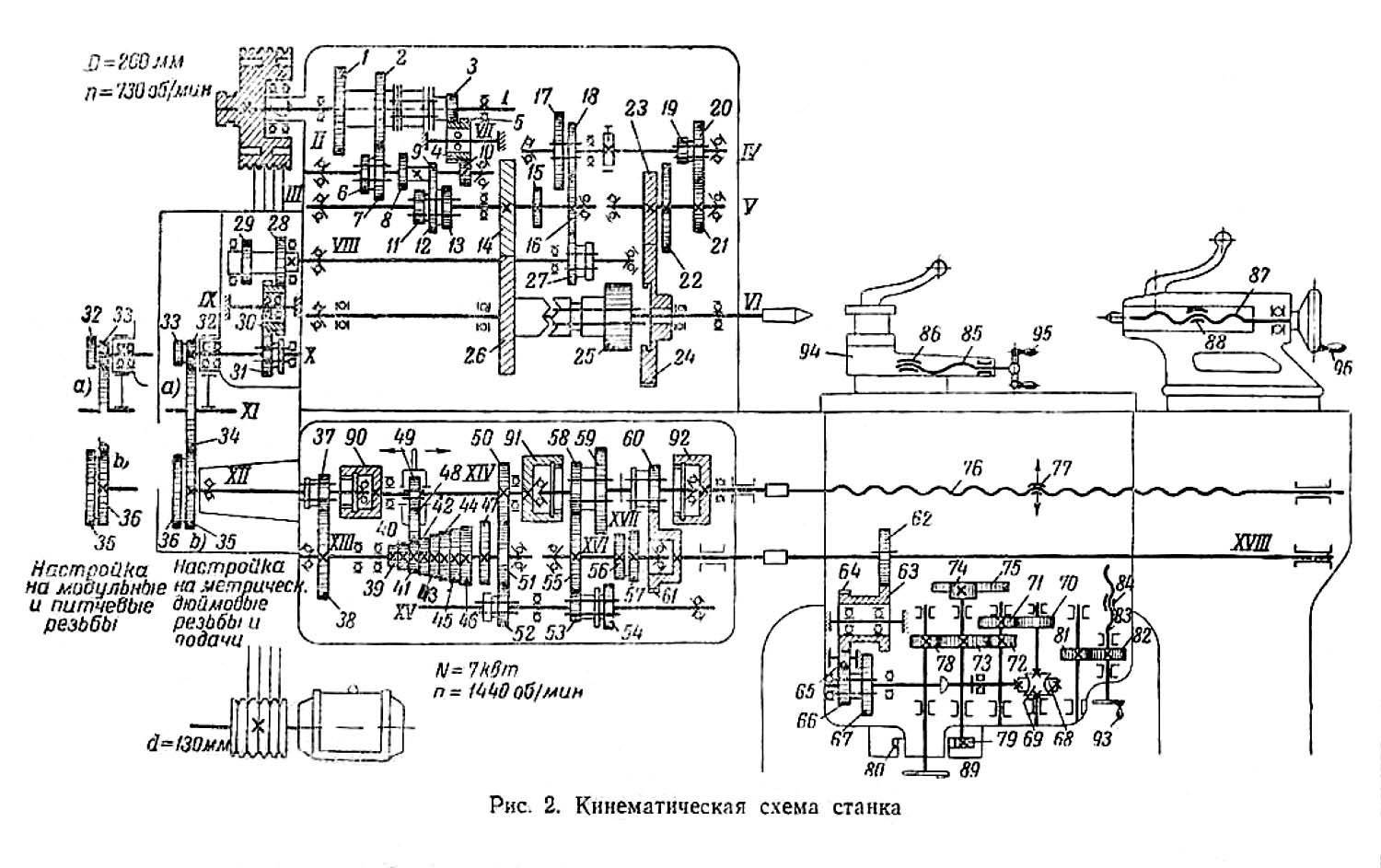
Кинематическая схема станка 1В62Г
Кинематика токарно-винторезного станка 1В62Г дает возможность запустить в движение как основной привод (вращение шпинделя, подачу суппорта), так и вспомогательные: ускоренный подвод суппорта, реверс оборотов и другие. Вращение шпинделя достигается за счет клиноременной передачи от двигателя 1 через шкивы 2 и 3 на шкив шпинделя, затем шпиндель крутится через шестерни коробки скоростей. Движение суппорта происходит через вал 12 от коробки подач и оно синхронно связано с коробкой скоростей через ряд шестерен и промежуточных валов.
Кинематическая схема станка 16в20
В левой тумбе станины находится резервуар для масла, в котором встроен масляный насос для подачи масла в узлы станка. В правой тумбе установлен насос для воды, которая стекает и собирается в нижней нише станка. Она же служит основанием для установки станины. На ней же сбоку крепится двигатель передачи ускоренного движения суппорта за счет кронштейнов. Двигается суппорт через ходовой вал 5 и винт 4, а они прикрыты кожухами 1 и 14. При обработке деталей над впадиной, возможно перемещение верхней каретки в нужном направлении. Перед тем, как начать обрабатывать заготовку с диаметром 445 мм, нужно снять защитный мостик (22). Он крепится на направляющих станины потайными болтами (23) и штифтами (24).

Мостик нужно беречь от забоин, сколов, вмятин и поэтому хранить рекомендуется на алюминиевой или деревянной подставке.
При установке переходной планки на место, затягивать болты нужно осторожно, крест — накрест, чтобы не было перекоса. Под направляющей находится рейка, собранная из частей, и через неё осуществляется движение суппорта во время работы
Под направляющей находится рейка, собранная из частей, и через неё осуществляется движение суппорта во время работы.
Используются такие станки на промышленных и сельскохозяйственных предприятиях, а также, из-за сравнительно небольшого веса (2430 кг), в ремонтных мастерских.
Электрическая схема станка 1В62г





