Разновидности промышленных моделей
 Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
- Настольный тип. Эта группа характеризуется компактными размерами и незначительным весом. Область применения — получение небольших диаметров.
- Колонные станки устанавливаются в случае налаживания единичного и мелкосерийного производства. При их применении можно получать отверстия, диаметр которых от 18 до 75 мм.
- Радиально-сверлильные аппараты применяются для обработки массивных деталей. При этом получаемые отверстия могут быть расположены строго по дуге окружности с заданным шагом. Отличительной чертой компоновки назовем достаточно большой вылет шпиндельного узла за пределы конструкции.
- Координатно-сверлильные конструкции получили широкое применение в случае, когда нужно получить заготовку с точным расположением отверстий относительно друг друга.
- Центровальные модели предназначены для обработки торцевых отверстий. Подобная конструкция характеризуется большим расстоянием между рабочим столом и шпиндельной бабкой.
- Горизонтально-сверлильные станки предназначены для обработки валов и осей, а также штоков и других подобных изделий. Особенности компоновки позволяют получать отверстия значительной глубины.
- Многошпиндельные конструкции могут применяться для одновременного получения нескольких отверстий. При этом они могут быть расположены в различных плоскостях.
- Комбинированные аппараты обладают компоновкой, которая позволяет проводить сразу несколько различных операций: сверление, фрезерование, долбление и так далее.
В последнее время большое распространение получили конструкции, которые работают под контролем ЧПУ. Они применяются для получения наиболее сложных высокоточных изделий.
Эксплуатация
При работе с зубодолбёжным станком нужно:
- Чаще доливать смазывающую жидкость.
- Осматривать целостность устанавливаемой оснастки. Вовремя проводить заточку, замену рабочих частей.
- Настраивать ЧПУ только при наличии навыков работы с программным обеспечением.
- Использовать защитные очки во время работы.
- Прежде чем включать станок, рабочий стол устанавливаться в начальное положение. Шпиндель должен быть установлен на верхней позиции. Заранее требуется проверить надёжность закрепления оснастки, заготовки.
- Задать алгоритм, проверить целостность проводов, подвижных элементов.
Нельзя использовать оснастку из мягких металлов, сплавов, поскольку она деформируется при обработке твердых деталей. Нельзя менять рабочую часть при включенном питании.
Зубодолбёжные станки имеют узкую направленность в отличие от другого металлообрабатывающего оборудования. С их помощью изготавливаются зубья разного размера, формы.
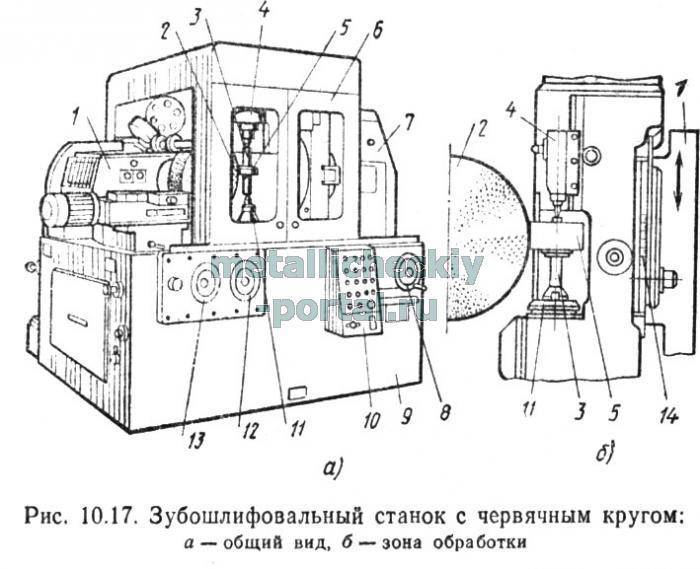
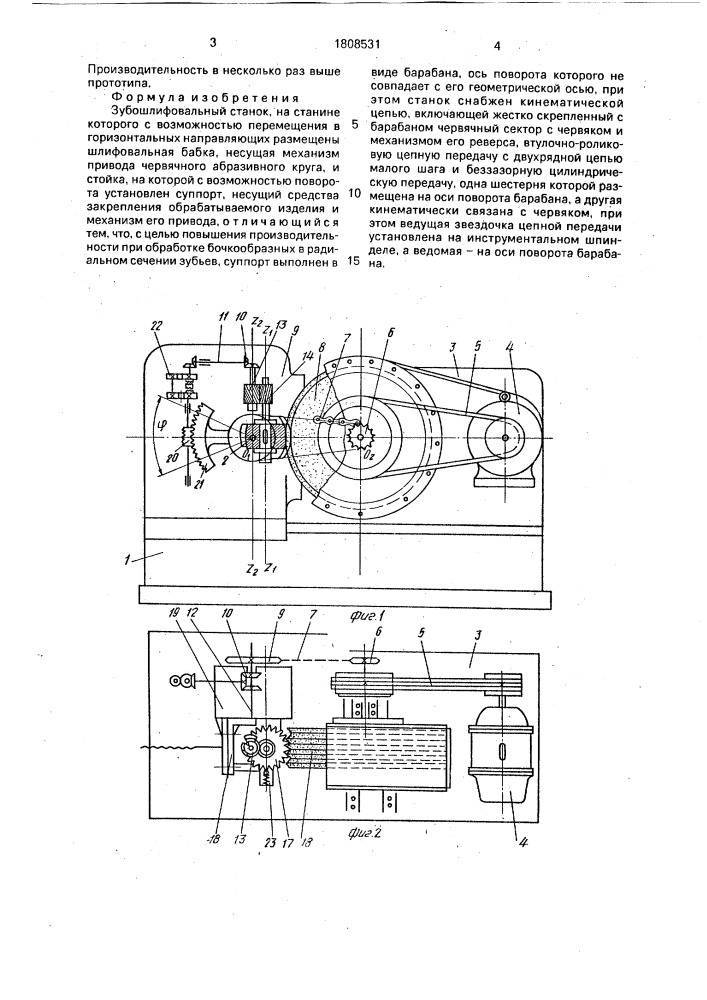
Механизм зубошлифовального станка
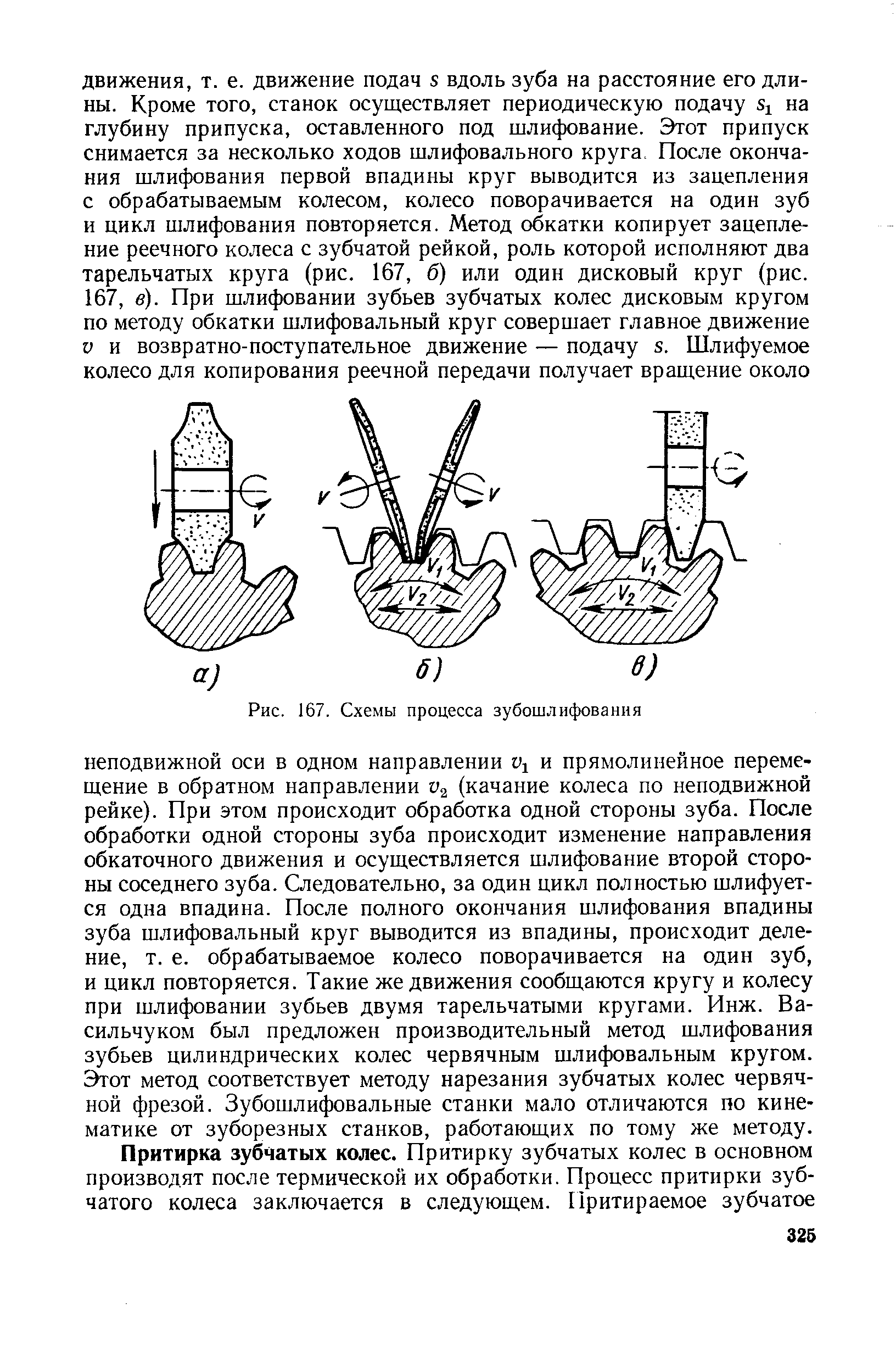
Станки, применяющие фасонные круги, полностью отделывают зазор между зубьями в один проход круга для шлмфовки благодаря чему показывают самую лучшую продуктивность. Но все таки тут меньшая точность, чем станков обкатки.
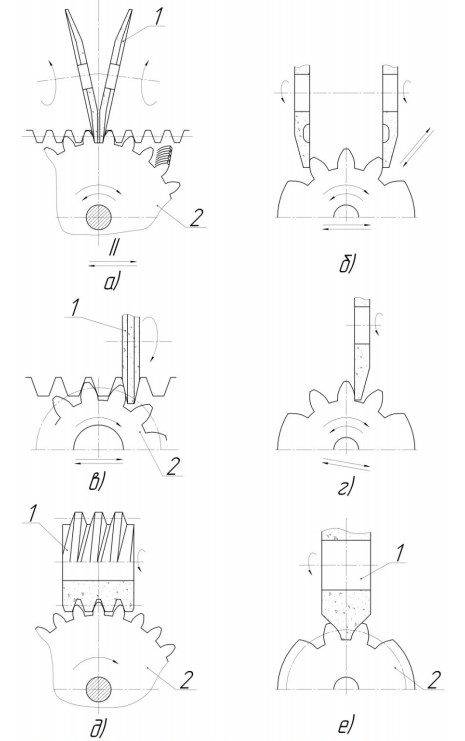
Схемы работы зубошлифовальных станков
Настройка зубошлифовального станка с фасонными кругами, трудна потому их применяют, по большей части, в крупносерийном производстве (к примеру, обработка прямозубых изделий). При этом способ зацепления, изготавливаемых зубчатых колес, может быть, как внешним, так и внутренним.
Способ обкатки реализовывается с червячным кругом, конусообразными или тарельчатыми кругами. Последние обладают самой большой многофункциональностью. Перемещения при обкатке и деления тут непрерывные, обратный ход полностью отсутствует. Станки зубошлифовальные, которые работают по методу обкатки дают возможность получить большое качество слоя поверхности при большой точности шлифования. Зубошлифовальный станок для конусообразных колес также действует по принципу обката, копирования.
Самую большую точность вследствие короткой кинематической цепи, но невысокую продуктивность имеют станки, которые работают одним плоским кругом и получают привод обкатки от эвольвентного кулачка. Тут полная обработка профиля зубьев делается за два прохода. Станки с эвольвентным механизмом используют при изготовлении инструмента (шлифовка шеверов, долбяков, эталонных зубчатых колес 2-4-й степеней точности).
Долговременная практика применения оборудования в изготовлении зубчатых передач стала причиной тому, что всего лишь техдокументация на станки зубошлифовальные, нормы точности, ГОСТ и правила эксплуатации все вместе не дают возможность хорошо и производительно работать на оборудовании, применять все его возможности, к примеру, работа зубофрезерного станка – это часто искусство мастера. Нужно квалифицированное обслуживание, другими словами добавочная подготовка мастеров предприятия, потому как фактически все зубошлифовальные станки с программным обеспечением (модели и вариации моделей) друг от друга отличаются.
Различия между моделями станков затрагивают не только рабочего механизма, к примеру:
- прямые или косые зубья колеса;
- внутренняя или внешняя передача движения;
- для конусообразных колес, …
Отличительны режимы техобслуживания, выполнения производственных заданий. Список работ, который надлежит исполнять каждодневно, в порядке планового осмотра и ремонта и при кап. ремонте достаточно обширен.
Аналогичным образом, Работа станков, особенно, настройка, выполнение работ по капремонту просит квалификации. В большинстве случаев это обеспечивается производителем оборудования. Не только в момент приобретения, но и в течение всего эксплуатационного периода станка. В большинстве случаев продавая зубошлифовальные станки, изготовители рекомендуют программу обучения служащих предприятия.
Более того, зубошлифовальные станки (модели и вариации), уже снятые с производства, сопровождаются очень долго по комплектующим. Это значительное правило производства, потому как большинство моделей станков применяются не только долгое время, но и настраиваются на определенное производство, без перенастройки на выпуск прочих изделий. Либо же возможна ситуация, когда зубошлифовальный станок с числовым программным управлением перенастраивается на выпуск современного типа изделий на новый большой срок.

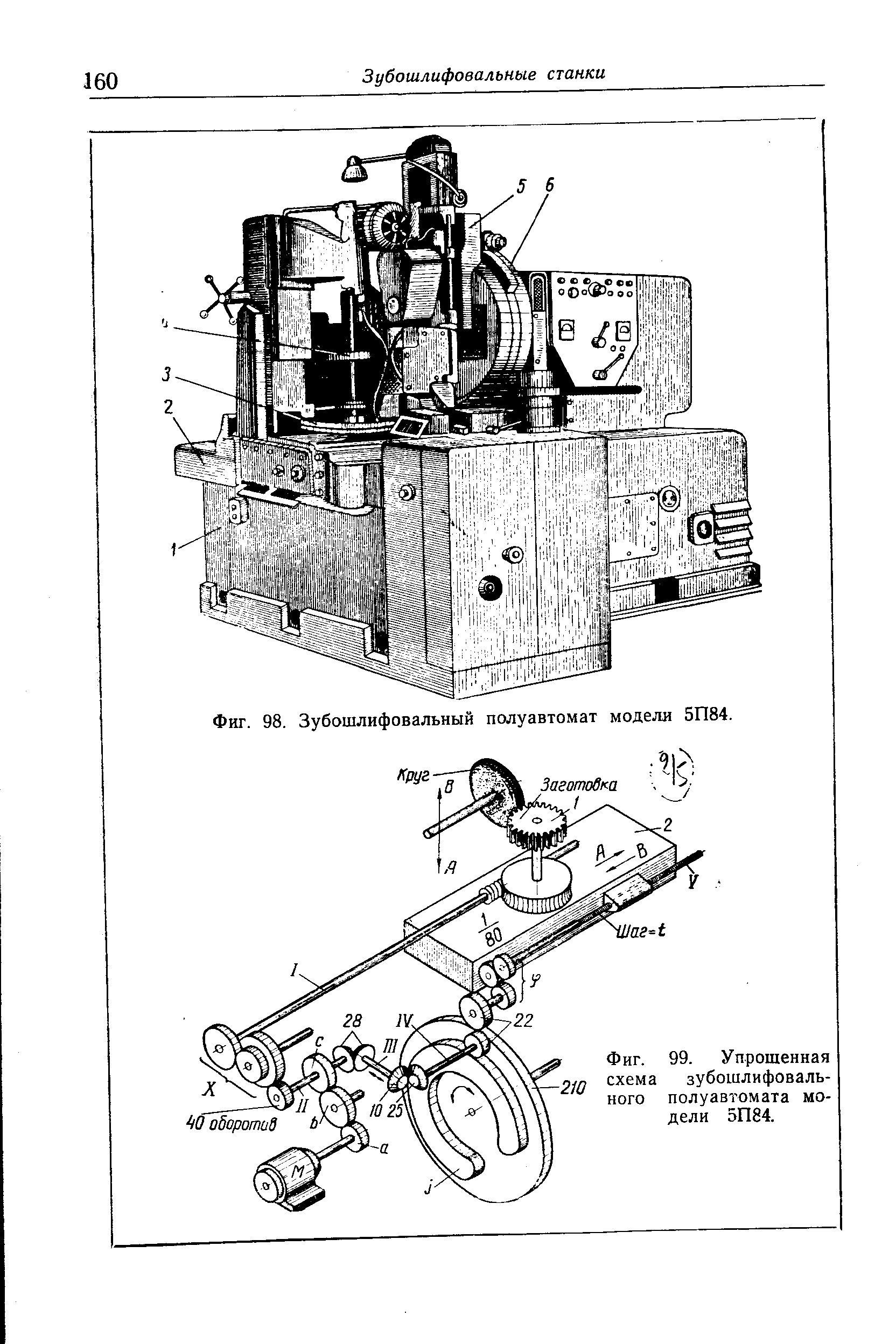
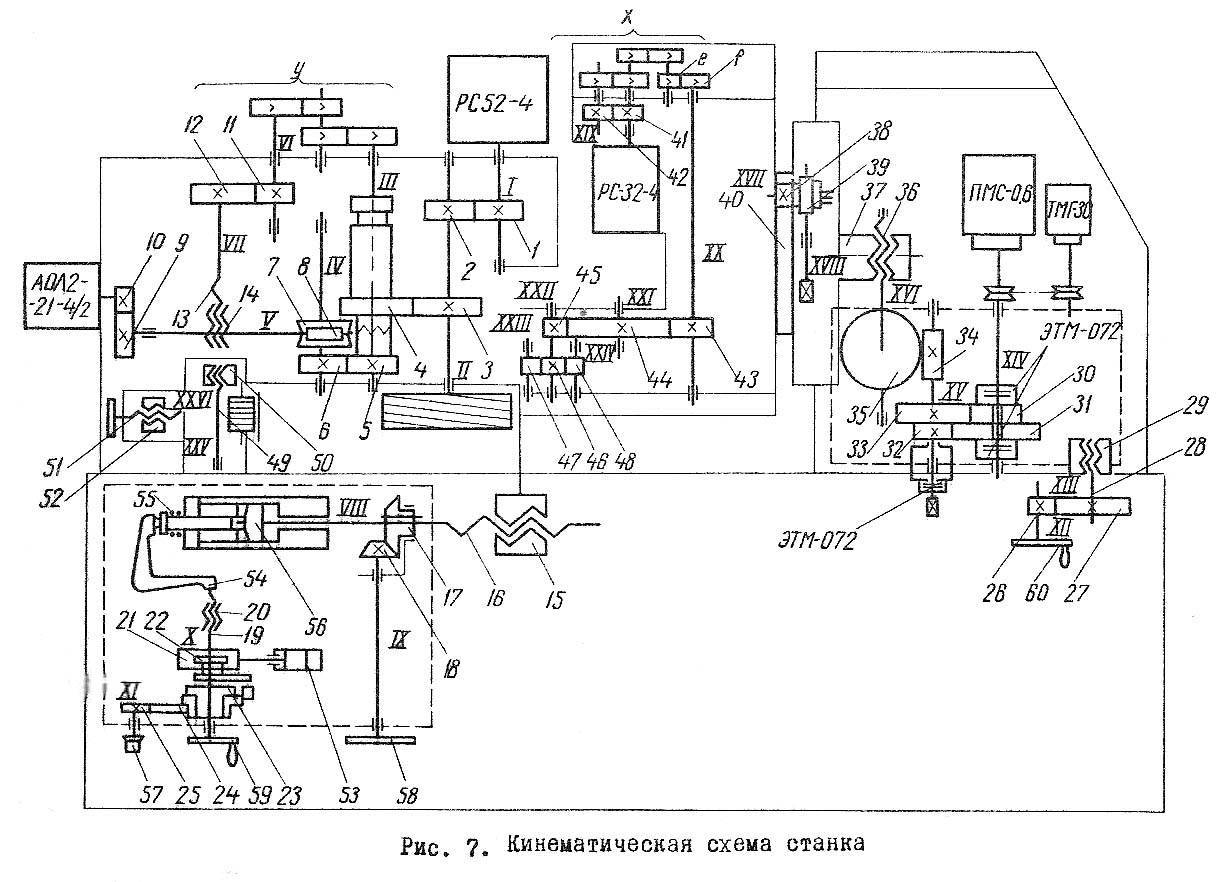
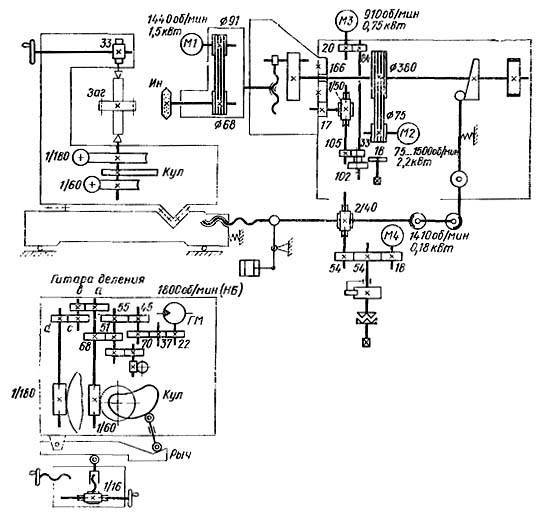
Пример кинематической схемы зубошлифовального станка
Устройство
Простейшая схема традиционной (классической) компоновки двух основных типов фрезерных станков:
А) горизонтально-фрезерный станок, с горизонтальным расположением шпинделя, который вращает фрезу.
Нумерация основных узлов:
- Стойка (основная несущая часть станины).
- Щиток (люк) доступа к коробке скоростей.
- Хобот, верхняя часть несущей станины.
- Тиски зажима заготовки.
- Бабка фиксации вала горизонтального шпинделя.
- Салазки рабочего стола для перемещения тисков с заготовкой.
- Консоль.
- Расположенные внутри консоли червячные или винтовые механизмы перемещения стола с заготовкой вперед/назад, влево/вправо и вверх/вниз.
Б) Вертикально фрезерный станок. Шпиндель расположен вертикально, как у сверлильного станка.







Нумерация основных узлов:
- Стойка (основная несущая часть станины).
- Щиток (люк) доступа к коробке скоростей.
- Хобот, верхняя часть несущей станины.
- Шпиндель, на котором крепится фреза.
- Тиски зажима заготовки.
- Салазки рабочего стола для перемещения тисков с заготовкой.
- Консоль.
- Расположенные внутри консоли червячные или винтовые механизмы перемещения стола с заготовкой вперед/назад, влево/вправо и вверх/вниз.
Электродвигатель расположен сзади станка или внутри стойки, от модели. От двигателя через шкивы клиноременной передачи вращение передается на коробку скоростей. На разных станках может быть от 6 до 19 и более скоростей. Для обработки разных сплавов и операций подбирается оптимальная скорость вращения шпинделя.
Вертикальные фрезеры лучше справляются с выборкой по стенкам высоких заготовок, внутри заготовок, обработкой глубоких внутренних полостей.
О разбросе возможностей говорит мощность электродвигателей на разных станках – от 0,75 кВт до 14 кВт и более на спецстанках.
Техника безопасности
При эксплуатации фрезерных станков важно соблюдать общие требования безопасности, касающиеся обращения с вращающимися частями оборудования. При этом категорически запрещается:
- Использовать одежду с не заправленными частями (длинными рукавами, например) которые могут намотаться на шпиндель.
- Работать без головного убора, надежно скрывающего пряди волос.
- Приступать к обработке деталей без защитных очков, оберегающих глаза от разлетающейся стружки.
- Начинать операции с оснасткой без рукавиц из плотной ткани
Особое внимание уделяется безопасным приемам работы с инструментом. При установке и снятия фрезы со шпинделя необходимо надевать на нее специальный кожух, надежно закрывающий режущие зубья
Закрепление хвостовика используемой оправки в шпинделе станка обязательно предполагает проверку плотности его посадки, исключающей даже малейший люфт. При фиксации фрезы и оправки следует включить коробку скоростей, что позволит избежать нежелательного проворачивания шпинделя.
В заключительной части обзора отметим, что для их безопасного удаления следует пользоваться специальной выколоткой. Перед началом этой операции рекомендуется помещать на столе деревянный лоток, обеспечивающий защиту от порчи инструмента и самого оборудования.
Особенности технологии
Сцепление детали с поверхностью ведущего абразивного круга обеспечивается за счет его вращения, а чем выше скорость вращения, тем надежнее и стабильнее будет сцепление. У работающего станка существует одна характерная особенность — чем ниже будет скорость осевого вращения у направляющего элемента, тем лучше будет работать срезающий абразивный круг (то есть сила срезания обратно пропорциональна скорости вращения направляющего элемента). Поэтому в большинстве случаев на направляющий круг наносится вулканизация или какое-либо другое резиновое покрытие, чтобы дополнительно увеличить силу сцепления детали.

Бесцентровая шлифовка широко используется на крупных современных предприятиях, где производство и обработка деталей осуществляется крупными партиями. Эта методика используется в основном только для обработки наружных поверхностей, хотя при необходимости ее можно адаптировать для обточки некоторых сквозных и внутренних отверстий. Бесцентровое шлифование наружных поверхностей обладает массой преимуществ:
- Методика значительно сокращает время на обработку одной детали. Это позволяет ускорить производство, сэкономить на расходах электроэнергии.
- Комбинация предыдущих факторов в конечном счете приводит к снижению расходов на производство, что благоприятно сказывается на конкурентоспособности продукции компании на рынке.
- Технология простая, мастер освоит технологию практически с первого подхода к станку.
- Вращение направляющего элемента надежно стабилизирует обрабатываемую деталь, поэтому шлифование получается очень качественным и точным.
- Станки не требуют специального ухода и настройки; резиновое покрытие на направляющем элементе держится достаточно большое время, а при необходимости его можно быстро заменить.
Основные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.
Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
Параметры агрегата 5М14
Рассмотрим техническую характеристику зубодолбежного полуавтомата:
- Диапазон размеров обрабатываемых деталей – 20-500 мм.
- Предельная ширина нарезаемых зубцов с внешним зацеплением – 105 мм.
- Аналогичный показатель при внутреннем зацеплении – 75 мм.
- Ход шпинделя – 125 мм по максимуму.
- Угол наклона зубцов – до 23 гр.
- Продольное перемещение суппорта по максимуму – 50 см.
- Дистанция между штосселем и столом – от 45 до 170 мм.
- Двойные хода долбящего устройства – 124/179/265/400.
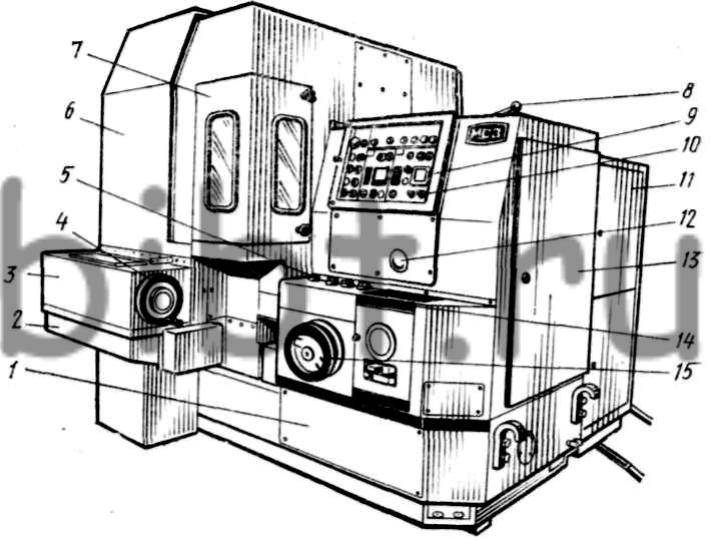
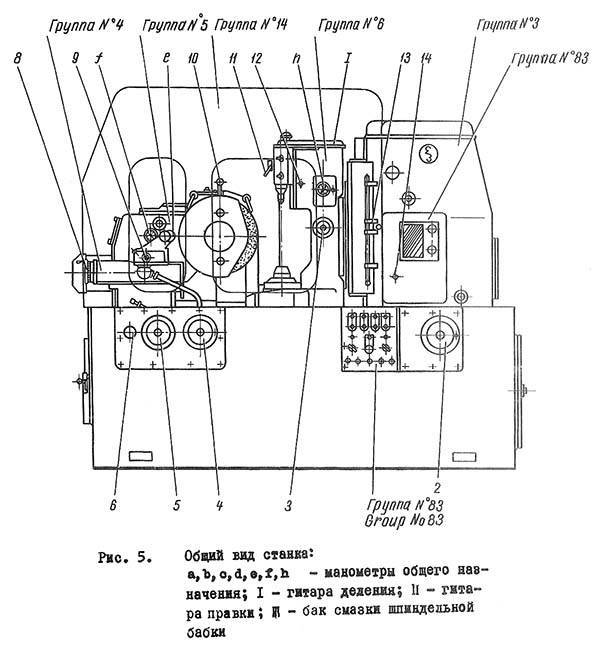
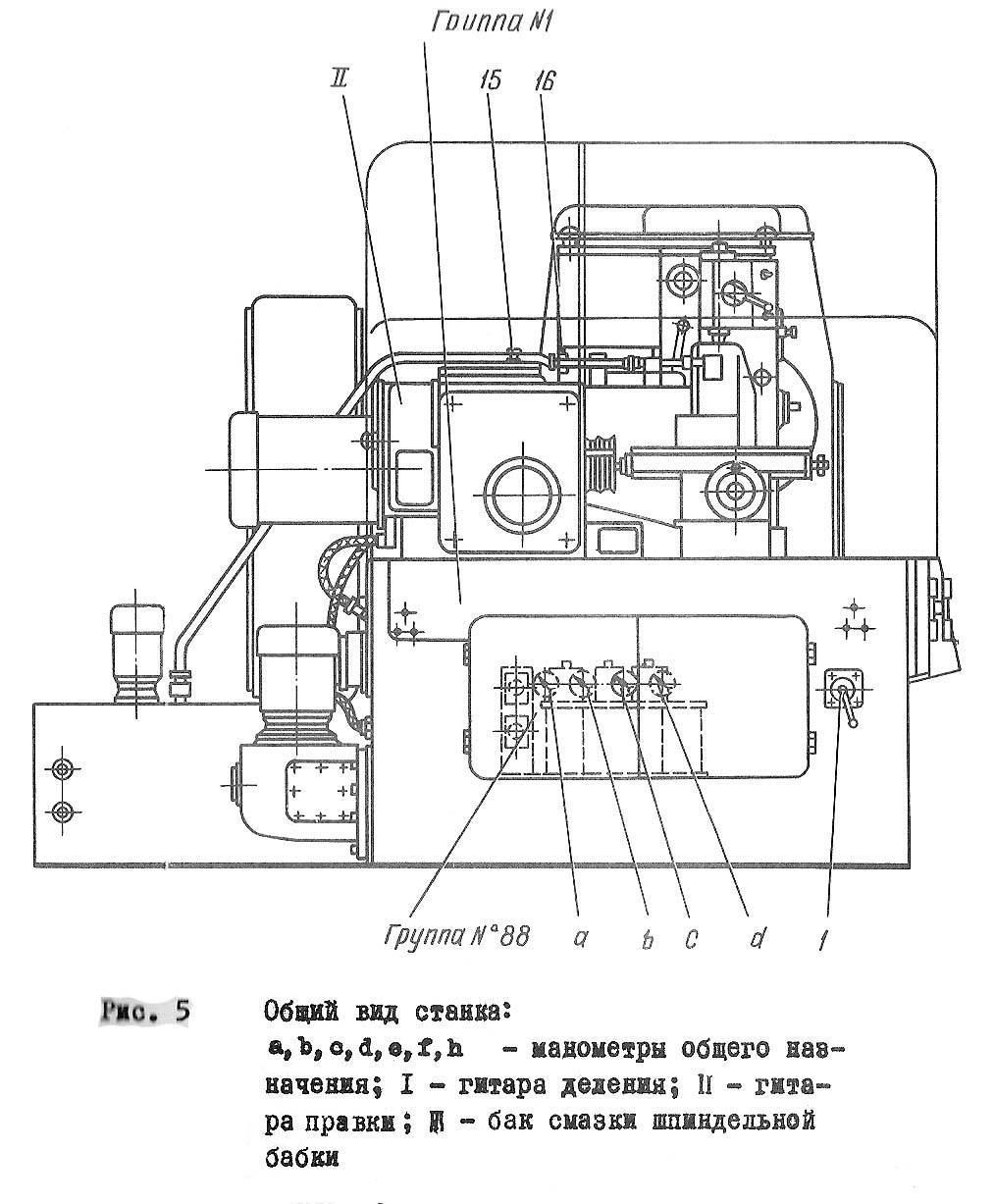
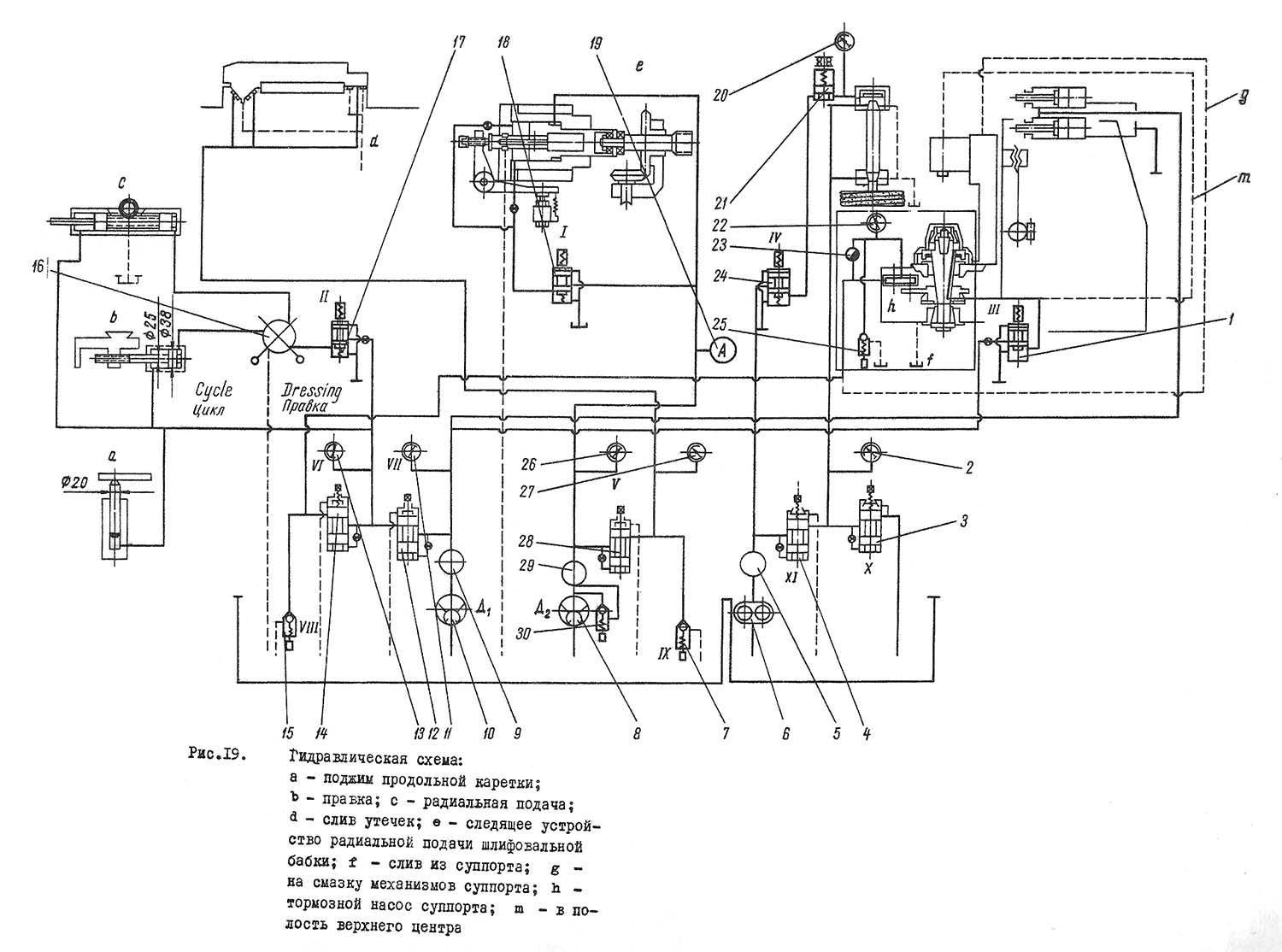
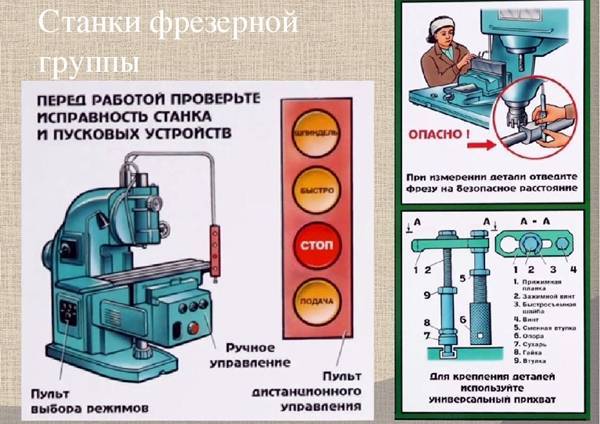
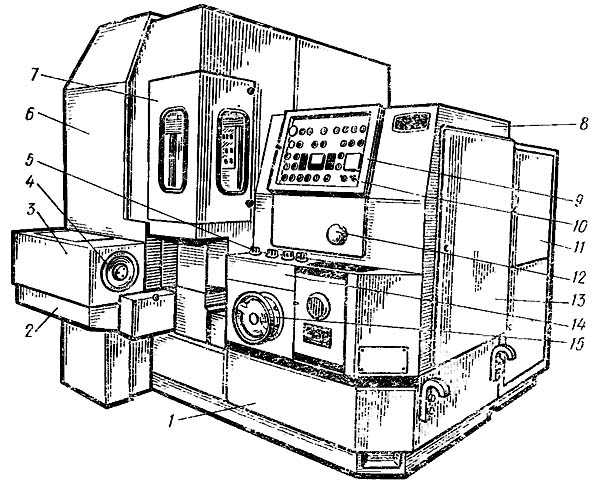
Ниже приведена схема и обозначение органов управления станком:
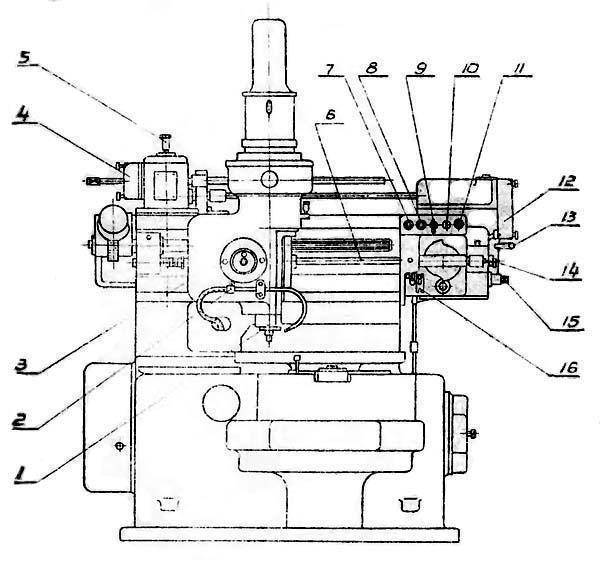
- Шпиндель долбящего инструмента.
- Регулятор подачи жидкости системы охлаждения.
- Фиксирующая гайка суппорта.
- Элемент круговых подач.
- Реверсивная рукоять.
- Винт для продольного передвижения суппорта.
- Кнопка запуска.
- Клавиша остановки.
- Переключатель из режима наладки в рабочую стадию.
- Выключатель местного освещения.
- Регулятор для толчка.
- Блок радиальных подач.
- Включение радиальной муфты.
- Основной выключатель.
- Квадрат для ручного привода.
- Планка для механизма отсчета.
Как видно, рассматриваемый агрегат имеет довольно надежную и понятную конструкцию, при этом отличается высокой производительностью и универсальностью в применении.
Техника безопасности
Техника безопасности имеет ряд требований, которые должны выполняться обязательно. Пункты разделяются на несколько списков.
Требования:
- Допускать к работе только обученных людей.
- Выполнять только порученные задачи.
- Рабочий должен находиться в специальной униформе.
- Скользкий пол оснащается специальным покрытием.
Требования перед началом работы:
- После принятия станка от другого рабочего убедитесь в том, что рабочее пространство находится в чистоте.
- Наличие хорошего освещения.
- Требуется проверка исправности станка. Также убедитесь в наличии требуемого количества смазки.
Требования во время работы:
- Деталь закреплять правильно и как можно надежнее.
- Для закрепления и обработки использовать специальные инструменты.
- Для установки и снятия крупных деталей использовать средства для подъема грузов.
- Не вводить руки в опасное место при фрезеровке.
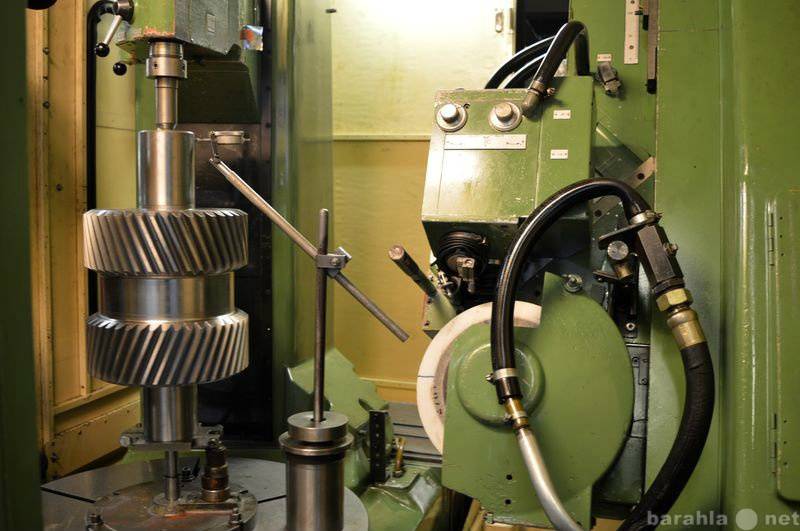
Зубодолбежный станок 5В150
Этот универсальный агрегат предназначен для нарезки зубцов на цилиндрических шестеренках различного зацепления диаметром до 80 см и модулем не более 12 мм. Рабочий процесс производится долбящим инструментом из быстрорежущей стали. Он находится в вертикальном положении и совершает поступательно-возвратные движения с синхронной обкаткой обрабатываемой заготовки.
Нарезаемая деталь фиксируется на горизонтальной планшайбе при помощи специального крепления. Для контроля биения изделия элемент может вращаться в ускоренном режиме, независимо от стола, который может передвигаться по горизонтальным направляющим частям остова.

Необходимое оборудование
Электроэрозионный способ спецобработки применяется ко всем сплавам металлов за счёт их электропроводимости. Под действием электрического разряда выполняется множество видов работ: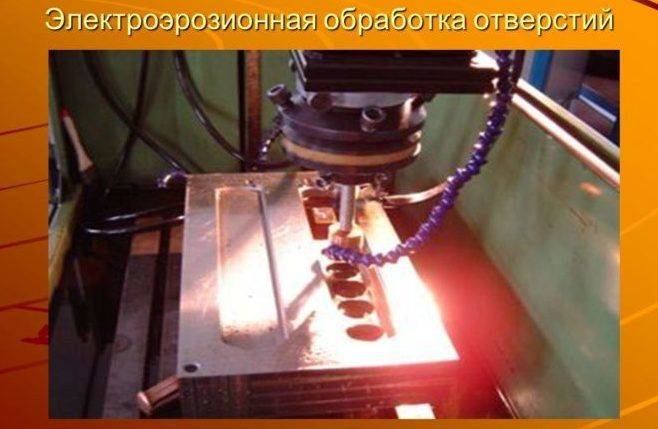
- электроэрозионная резка;
- сверление;
- шлифование;
- гравировка;
- легирование;
- создание шаблонных деталей с высокой точностью;
- восстановление формы;
- добавление поверхностного слоя.
В современном оборудовании применяются кратковременные импульсы и длительные. Для питания необходим только постоянный ток. Напряжение и сила тока регулируется в зависимости от характеристики металла. В промышленности распространены в основном два типа устройства:
- электроэрозионный проволочный станок;
- электроэрозионный прошивной станок.
Проволочный, он же вырезной, станок применяют для обработки металлических деталей с большой толщиной. Прошивные станки необходимы для создания множества элементов с идентичными параметрами.
Проволочно-вырезной станок
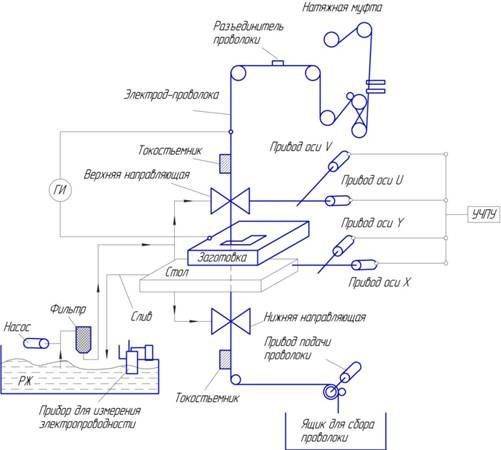
Схема проволочно-вырезного станка
Промышленный проволочно-вырезной станок обрабатывает заготовки с помощью электропроводящей проволоки без её непосредственного контакта с обрабатываемой поверхностью. Проволока изготавливается из тугоплавких металлов – вольфрама или молибдена, диаметром 0,01–0,02 см.
Обрабатываемый элемент выступает в качестве анода, а проволока – катода. Катанка перемещается одновременно к заготовке и вертикально. В процессе передвижения катода создаётся электрический разряд, который разрезает металл по необходимому контуру. И проволочный станок выполняет функцию фрезы. Но механическая обработка не позволяет подготовить заготовку с высоким качеством поверхности.
Точность металлообработки составляет от 12 до 110 мкм.
Виды работ, выполняемых на данном оборудовании:
- создание сверхмалых углов;
- изготовление радиусных вырезов с микроразмерами;
- выполнение точных параллельных резов;
- формирование высокоточных кромок.
Электроэрозионный прошивной станок
Электроэрозионный прошивной станок воздействует на заготовку электродом из тонкой проволоки контактным способом. Поперечное сечение электрода определяет форму выреза в детали. Прошивные станки используются для обработки нескольких видов сплавов:

Электроэрозионный прошивной станок
- высокопрочные сплавы для изготовления инструментов;
- титан;
- закалённая сталь;
- нержавеющая сталь.
На прошивных станках возможна обработка любых электропроводящих поверхностей для выполнения высокоточных отверстий, выемок очень маленьких диаметров с большой глубиной, углублений со сложной формой.
Это интересно: Токарная обработка — технические возможности, типы, изделия по металлу
Основные типы шлифовального оборудования
Существуют такие виды шлифовальных станков:
- Круглошлифовальные станки — с их помощью можно отшлифовать детали, имеющие форму цилиндра. Работает устройство за счет рабочей бабки и патрона, в который зажимается заготовка.
- Внутришлифовальные станки — работают с заготовками разной формы (цилиндрическая, конусная и другие).
- Бесцентрово-шлифовальные виды оборудования — заготовка размещается между шлифовальным и приводным кругом. Во время работы обрабатываемая деталь размещается на ноже, закрепляется с помощью приводного круга, движется в продольном направлении.
- Плоскошлифовальные станки — оборудование делает поверхность плоского типа идеально ровной и гладкой. Обработка деталей осуществляется на прямоугольном рабочем столе.
- Продольно-шлифовальный вид инструмента — с их помощью можно отшлифовать длинные детали, принцип работы напоминает работу плоскошлифовальных агрегатов.
- Обдирочно-шлифовальное оборудование — предназначено для подготовки металла к следующему этапу обработки, удаляет дефектный слой материала. Если обрабатываемые детали имеют небольшие размеры, для их обработки используют специальную установку, оснащенную электроточилом с двумя кругами.
- Осцилляционно-шпиндельный — в таких станках абразивный материал движется не только вдоль заготовки, но и совершает возвратно-поступательное движение, что дает лучшую частоту при обработке торцов.
- Профилешлифовальный — с помощью этого типа можно с легкостью обрабатывать криволинейные поверхности любой формы. Дефекты удаляются после нескольких заходов: первый раз инструмент снимает припуск, двигаясь по траектории, второй заход подразумевает использования шлифовального круга, форма которого соответствует форме заготовки.
- Двухсторонние станки — в основном, используются для грубого выравнивания торцов детали.
В шлифовальной отрасли также могут быть станки с ЧПУ, то есть, оснащенные числовым программным управлением. На таких установках проще и быстрее обрабатывать множество однотипных деталей.






Зубофрезерные станки с ЧПУ
Предварительная обработка поверхностей и зубчатого венца. GreenFinisher сочетает в себе процессы точения заготовок, зубообработку и удаление заусенцев, и при необходимости фрезерования и сверления на одном станке перед термической обработкой. HardFinisher — это двухшпиндельный станок, способный выполнить твердую и высокоточную обработку деталей, как внутренним, так и внешним зубчатым венцом, после термической обработки.
| Зубофрезерный станок с ЧПУ GreenFinisher | Зубофрезерный станок с ЧПУ HardFIinisher |
|
|
| Наружный диаметр заготовки, макс.: 250 мм | Наружный диаметр заготовки, макс.: 250 мм |
| Ширина зубчатого венца, макс.: 70 мм | Ширина зубчатого венца, макс.: 70 мм |
| Диаметр обработки, макс.: 200 мм | Диаметр обработки, макс.: 250 мм |
| Поставка под заказ. Цена: по запросу. Купить станок | Поставка под заказ. Цена: по запросу. Купить станок |


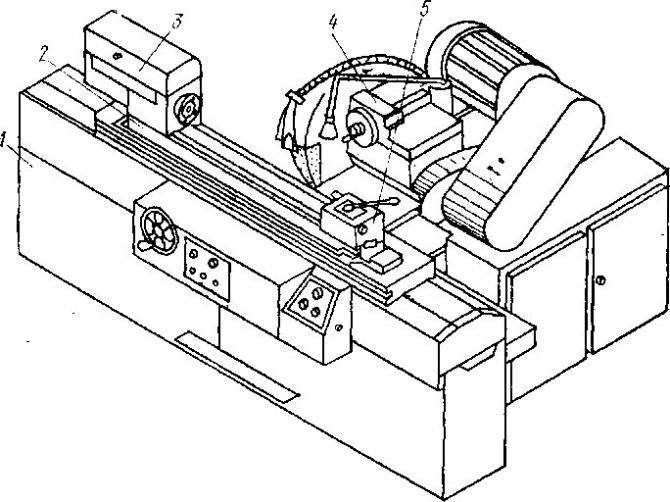
Область применения шлифовальных операций
Шлифование это процесс обработки детали разнообразным абразивным материалам для придания ей требуемой формы и качества. Ключевая особенность процесса шлифования- это то что при процессе резания шлифования снимается тончайший слой металла. При этом улучшается внешний вид готового изделия, а также повышаются механические свойства поверхности детали.
При шлифовании применяется вида станков для обработки металлических изделий
-специализированные станки;
-станки общего назначения.
Специализированное шлифовальные станки конструируются для конкретных нужд предприятий. В большинстве случаев они выпускаются на единичном производстве.
Станки общего назначения по виду обработки делятся:
станки для наружного шлифования (шлифовальный круг обрабатывает внешнюю поверхность детали);
станки для внутреннего шлифования (шлифовальный круг обрабатывает отверстия);
станки для профильного шлифования (шлифовальный круг обрабатывает детали сложной формы).
Важным элементом конструкции любого станка для шлифования это вытяжка. Благодаря ей процесс шлифования не так сильно вредит здоровью и окружающей среде, ведь она удаляет металлическую пыль и мелкие частицы абразива. В дополнении к вытяжки так же идут фильтрующие бумаги для СОЖ и пылеуловители магнитного или электрического типа.
Есть станки которые выполняют несколько операций за один установ.