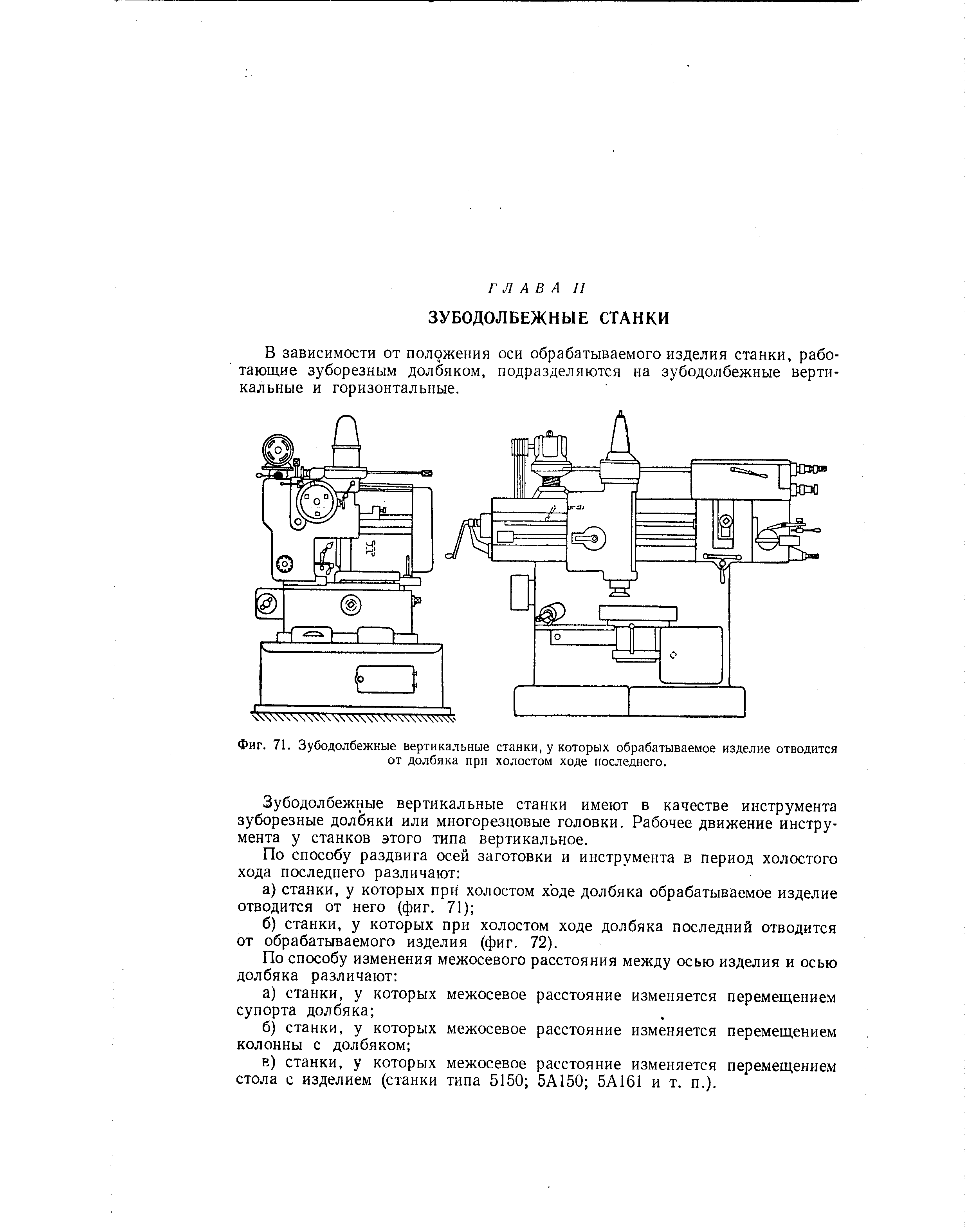
Разновидности
Зубодолбежные станки подразделяются на три основных типа:
- Модификации с подвижным в горизонтальной плоскости столом, позволяющим производить подачу на врезание. Также в его конструкцию входит неподвижная стойка.
- Варианты с неподвижным столом и стойкой, движимой по горизонтали и служащей для транспортировки инструмента на момент врезания.
- Модели со статичным столом, горизонтально перемещающейся стойкой и кареткой, способной выдвигать вертикально долбежный наконечник, изменяя положение его хода.
Автоматизированный агрегат с неподвижным столом имеет больше преимуществ, чем его аналоги. Для возможности изготовления конусных зубьев одна из осей инструмента монтируется под определенным углом. На станках, используемых в массовом производстве, предусмотрена промежуточная плита, подкладываемая под вертикальную стойку. Универсальные модификации оборудованы возможностью наклона стола или стойки в диапазоне 10 градусов.
Читать также: Температура плавления меди таблица
Долбёжный станок – конструкция
Зубодолбёжные станки выполняются примерно по той же схеме, что и другие металлообрабатывающие машины. Общим компонентом конструкции является мощная станина, на которой размещаются все функциональные элементы. Она обеспечивает жёсткость оборудования и соответственно точность обработки заготовок.
В перечень других составных частей зубодолбёжного станка входят следующие:
- суппорт со шпинделем для долбяка;
- рабочий стол для закрепления заготовки;
- электромотор и механический привод;
- система подачи СОЖ.
Почти все современные модели долбёжных машин оснащаются устройствами ЧПУ – процессором, контроллерами, контрольно-измерительными приборами и защитной автоматикой.
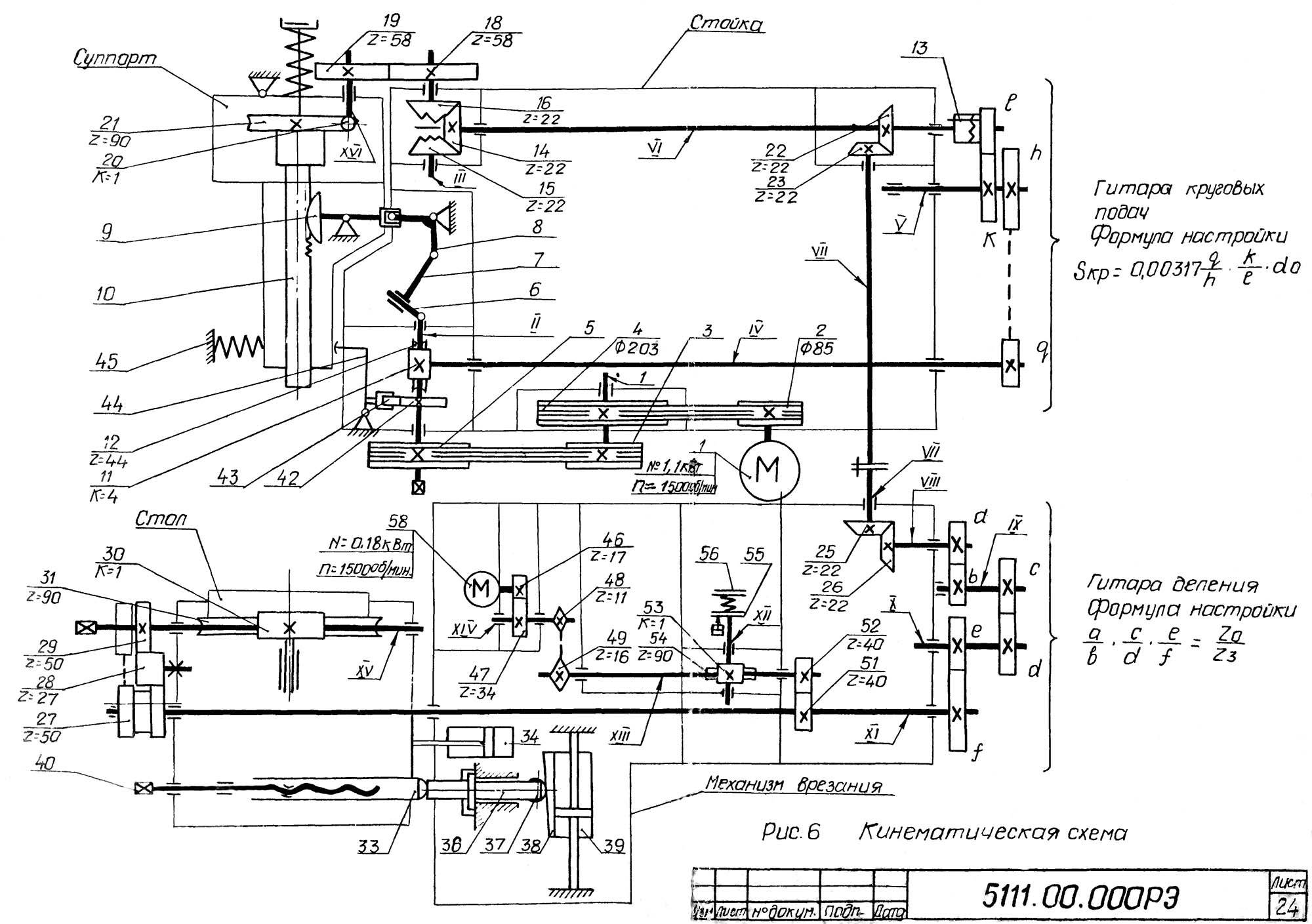
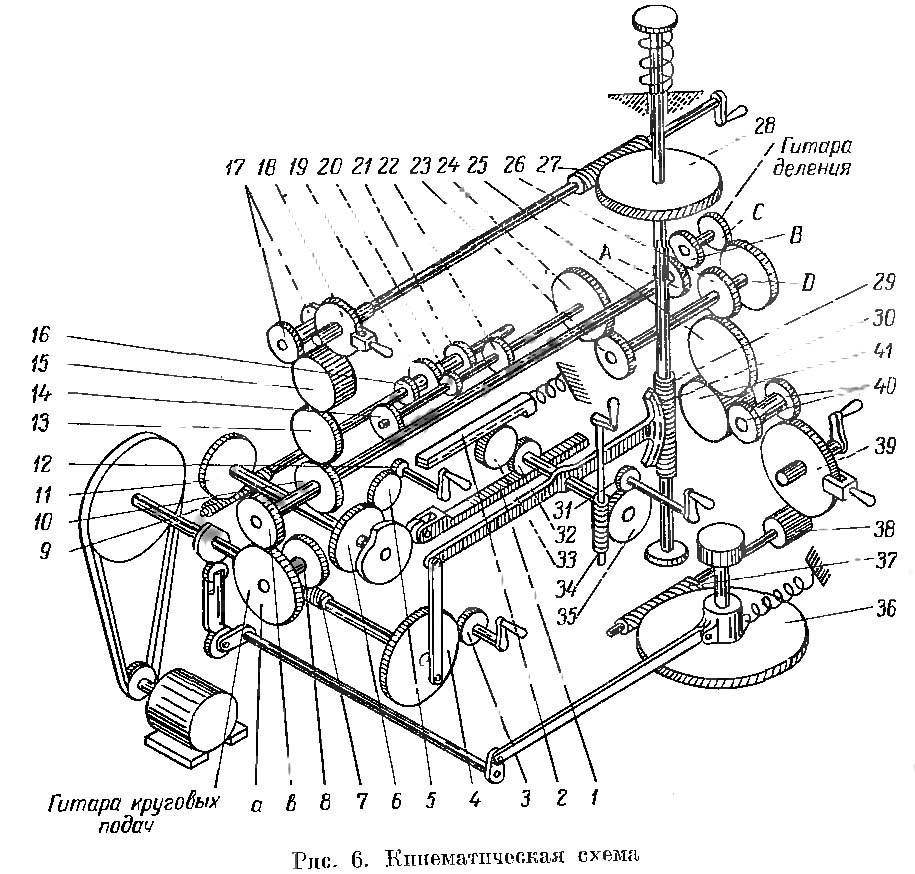
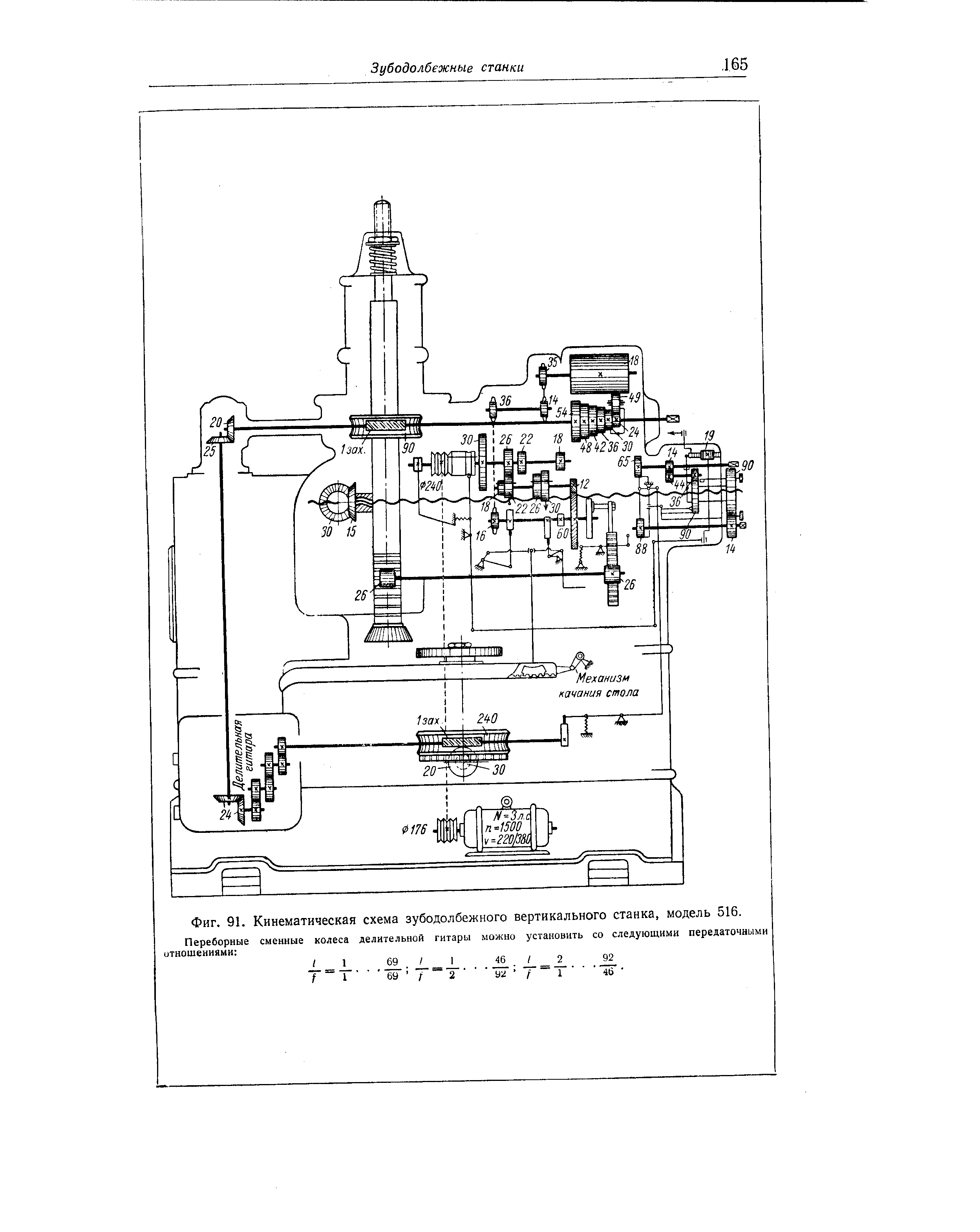
Схема кинематическая и настройка зубодолбежного станка 5А12
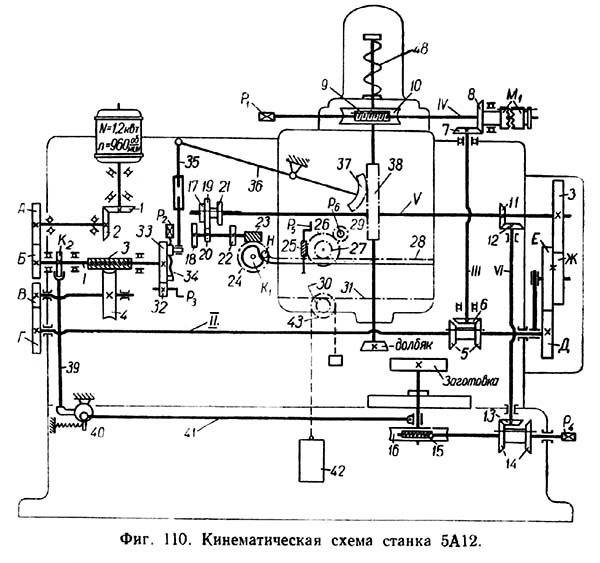
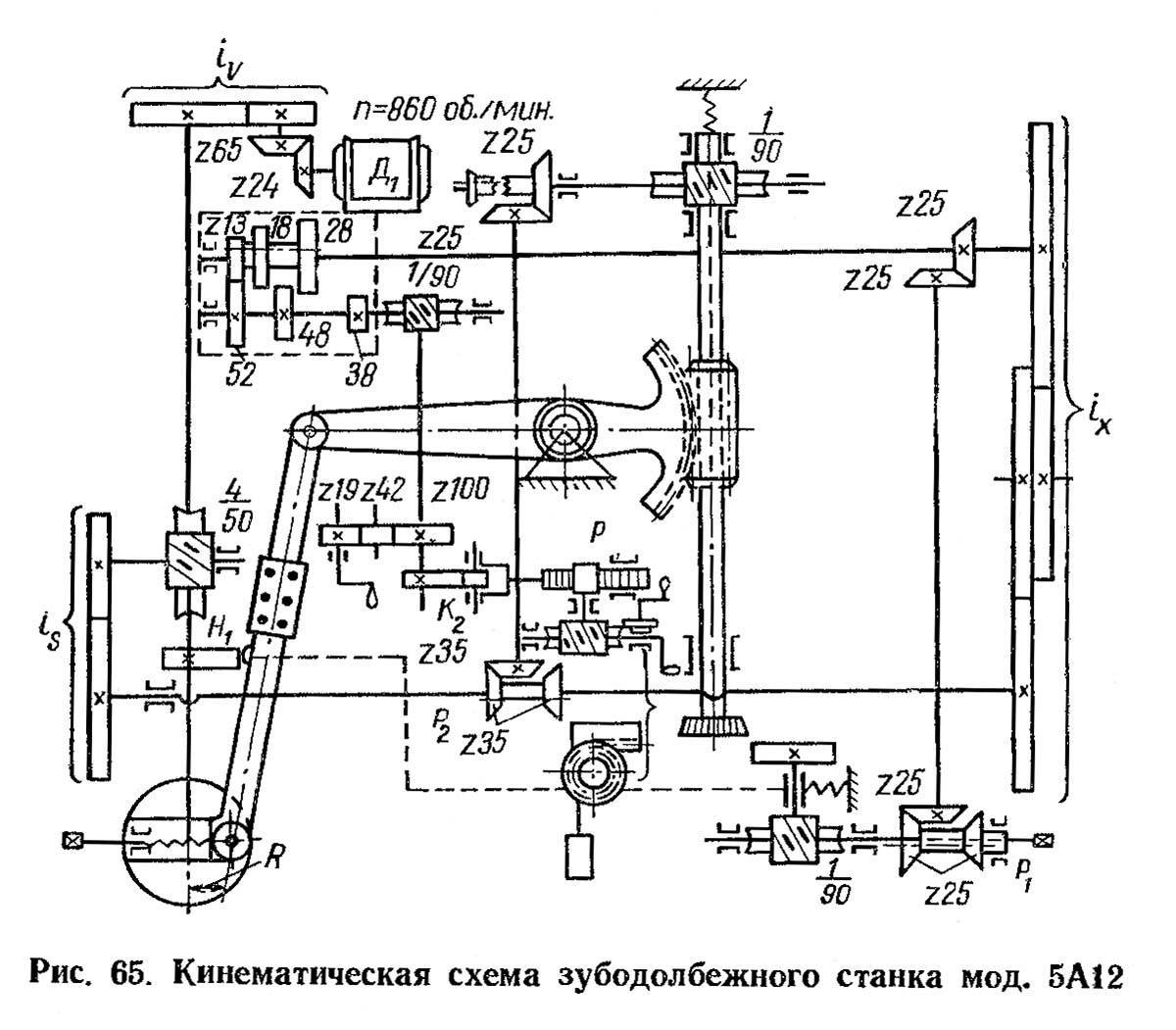
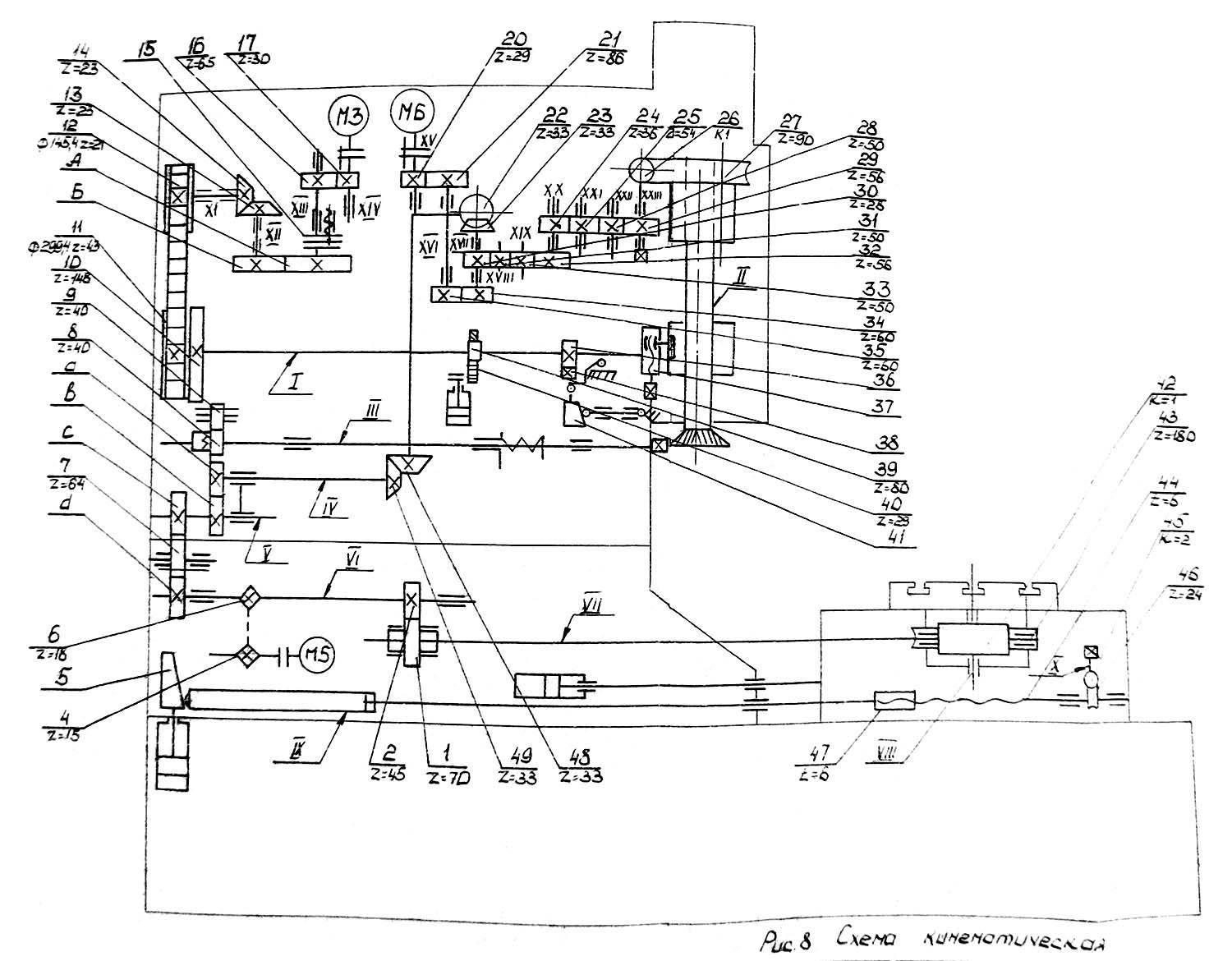
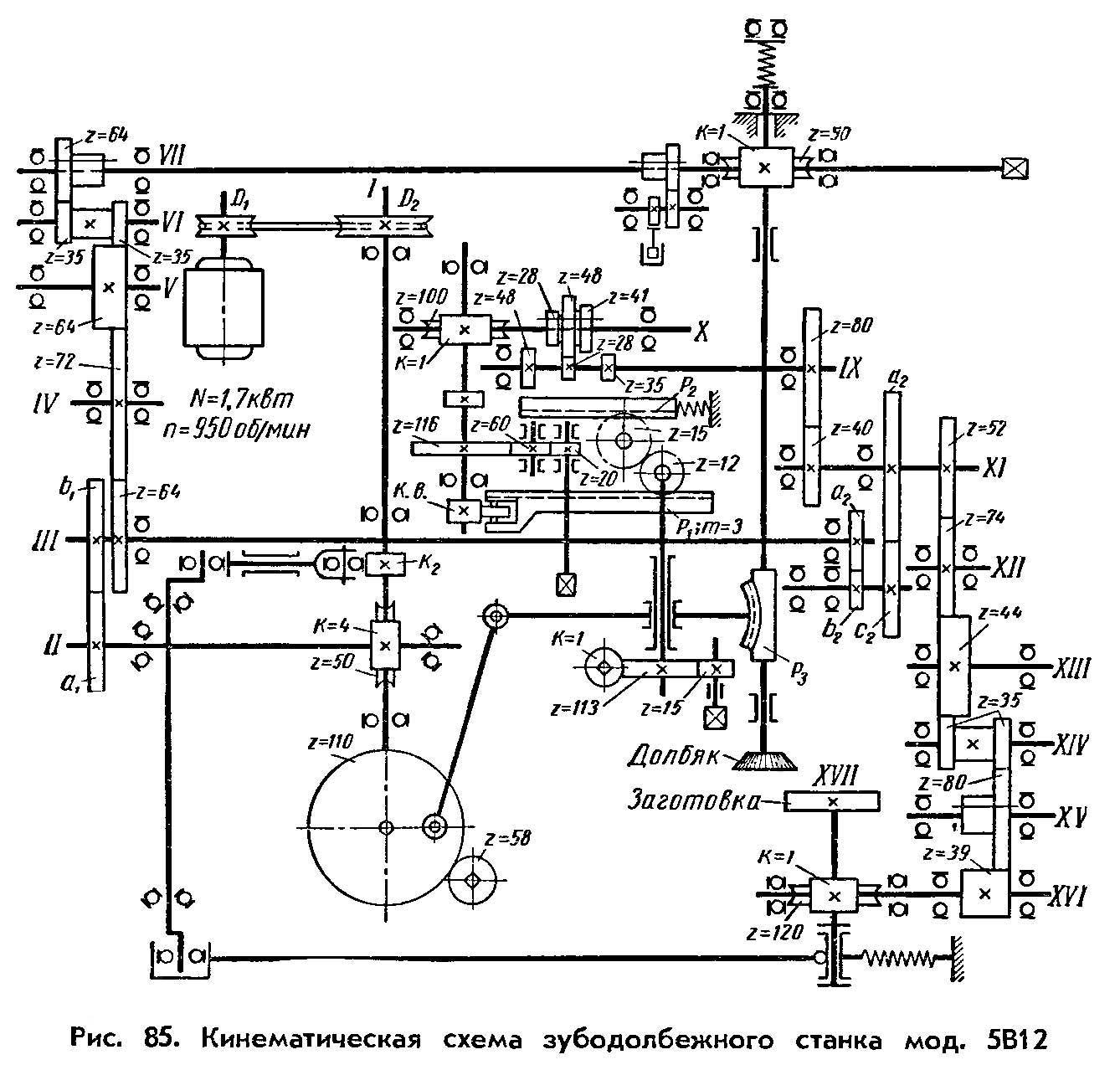
Кинематическая схема зубодолбежного станка 5а12
Кинематическая схема станка обеспечивает следующие основные движения:
Возвратно-поступательное движение долбяка
От электродвигателя мощностью N = 1,2 кВт при п = 960 об/мин через пару конических колес 1 и 2, сменные колеса скорости А и Б получает вращение вал I. На переднем конце вала I расположен кривошипный диск-шестерня 33, при вращении которого шатун 35 передает качательные движения коромыслу 36. Зубчатый сектор 37, закрепленный на коромысле, находится в зацеплении с круговой рейкой на ползуне (шпинделе) 38 к сообщает ему возвратно-поступательное движение.
Вращение долбяка
На валу I нарезан четырехзаходный червяк 3, зацепляющийся с червячным колесом 4. При вращении вала I через червячную пару 3—4 и сменные колеса круговой подачи В и Г движение передается на вал II. Далее, через конические колеса 5 и 6 (реверсивный механизм, меняющий направление вращения долбяка) вращается вал III. Коническое колесо 7, закрепленное на валу III, зацепляется с колесом 8, свободно сидящим на валу IV. При включении муфты М1, вращение передается на вал IV через червячную пару 9 10 на ползун. На ползуне и в отверстии червячного колеса закреплены направляющие полувтулки такого же типа, как и на станке 514 (фиг. 94).
Вращение стола
На правом конце вала II закрепляется сменное зубчатое колесо Д гитары деления, которое через сменные колеса Е, Ж и 3 сообщает вращение валу V. Далее, через конические колеса 11- 12 получает вращение вал VI и через конические колеса 13—14 (реверсивный механизм) — червяк 15 и червячное колесо 16, вращающее стол с заготовкой.
Радиальная подача (врезание)
Так же, как и в станке 514, врезанием управляет кулачок, однако в этом станке кулачок вращается непрерывно и равномерно как во время врезания, так и после того, как врезание прекращается. Одно из трех колес зубчатого блока, сидящего на скользящей шпонке на валу V, вводится в зацепление с соответствующим колесом, закрепленным на валу VI. Таким образом, через колеса 17—18 или 19—20, или 21—22 и далее через червячную пару 23—24 приводится во вращение кулачок врезания K1. Колесо 24 (фиг. 114) сидит свободно на валу кулачка подачи и вращает этот вал при помощи собачки а, зацепляющейся с храповым колесом b, закрепленным на валу. Вращение кулачка К1, вызывает продольное перемещение рейки 28, которая в свою очередь толкает суппорт с долбяком в направлении изделия, сообщая тем самым радиальную подачу (врезание). Груз 42, подвешенный к цепи, натянутой на звездочку 43, стремится повернуть звездочку, а, вместе с ней и реечное колесо 30 против часовой стрелки. Так как реечное колесо 30 находится в зацеплении с рейкой 31, прикрепленной к суппорту, то суппорт всегда стремится переместиться по направляющим станка влево. Благодаря этому ролик Н, закрепленный в конце рейки 28, постоянно прижимается к криволинейной поверхности кулачка врезания К1.
Установочное перемещение суппорта
Установочное перемещение суппорта достигается вращением вручную (рукоятка Р5) червяка 25, на оси которого насажен лимб (круговая шкала). При этом вращается червячное колесо 26 и закрепленное с ним на одном валу колесо 27, сцепляющееся с рейкой 28. Рейка остается неподвижной, так как под действием груза ее ролик прижат к кулачку врезания, а суппорт перемещается по направляющим относительно рейки. Когда червяк 25 неподвижен, суппорт относительно рейки не может сместиться, так как червячное колесо 26 тормозится червяком. Известно, что червяки с малым углом подъема называются самотормозящими и какова бы ни была нагрузка на колесо сами по себе не поворачиваются. Для быстрого перемещения суппорта вручную служит квадрат Ро на оси колеса 29. В этом случае нужно червяк 25, препятствующий вращению, вывести из зацепления с колесом 26.
Возвратно-поступательное движение стола, отводящее заготовку при холостом ходе долбяка
Это движение получается от кулачка К2, закрепленного на валу I. Кулачок при помощи толкателя 39 и коленчатого рычага 40 толкает тягу 41, перемещающую стол с заготовкой по направляющим. Величина хода составляет не более 0,5 мм.
Модификация 5М14
Универсальный механический зубодолбежный станок 5М14, как и его аналоги, предназначается для нарезания зубьев цилиндрических колес различного типа. Долбящий наконечник оборудования имеет малый перебег, что позволяет нарезать зубчатые колеса блоками. Рабочий процесс осуществляется способом обкатки детали круговыми модульными приспособлениями.
Агрегат имеет вертикальную компоновку, долбящий инструмент выполнен в форме зубчатого колеса, модуль которого идентичен показателю обрабатываемой заготовки. Во время работы долбяк получает поступательно-возвратное перемещение и синхронное вращение вокруг собственной оси. В начале операции рабочая часть после каждого хода передвигается относительно оси обрабатываемой детали в автоматическом режиме. Этот процесс продолжается до момента достижения требуемой высоты зуба.
Обработка и остановка оборудования осуществляются под управлением автоматического контроллера.
Основные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.
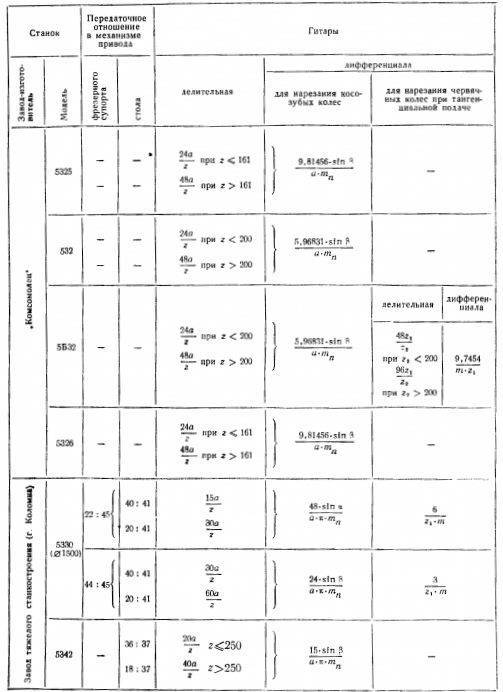
Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
Принцип работы оборудования
Если рассматривать типы долбежных станков, следует обратить внимание, что классификация проводится по расположению режущего инструмента, типу подачи, системе управления и многим другим признакам. Примером можно назвать долбежные станки по металлу настольный, который может иметь ручной или электрический привод
К особенностям принципов работы можно отнести нижеприведенные моменты:
- Режущий инструмент выполняет возвратно-поступательное движение за счет чего и происходит обработка заготовки.
- Подача заготовки проводится при помощи стола, на котором происходит закрепление заготовки.
При этом можно разделить два режима работу оборудования: простой и сложный. Простой можно охарактеризовать следующим образом:
- Резец проходит в упор.
- В подобном режиме проводится создание обычных отверстий.
- Отверстия, получаемые при простой обработке, имеют одинаковые размеры и формы.
Кинематическая схема
Сложный режим охарактеризуем следующим образом:
- может проводится обработка труднодоступных отверстий;
- получаемые выемки и отверстия могут находится под углом
Только профессиональное оборудование может использоваться для сложной обработки. Модель, которая создается своими руками, как правило, не обладает нужным набором функций.
Самодельный или ручной долбежный станок по металлу подходит исключительно для оснащения небольших мастерских и производственных цехов, в которых проводится производство небольших партий различных деталей. При крупносерийном производстве достаточно часто приобретаются модели, которые имеют ЧПУ. Своими руками оснастить долбежный станок системой числового программного управления достаточно сложно.
Долбёжный станок – конструкция
Зубодолбёжные станки выполняются примерно по той же схеме, что и другие металлообрабатывающие машины. Общим компонентом конструкции является мощная станина, на которой размещаются все функциональные элементы. Она обеспечивает жёсткость оборудования и соответственно точность обработки заготовок.
В перечень других составных частей зубодолбёжного станка входят следующие:
- суппорт со шпинделем для долбяка;
- рабочий стол для закрепления заготовки;
- электромотор и механический привод;
- система подачи СОЖ.
Почти все современные модели долбёжных машин оснащаются устройствами ЧПУ – процессором, контроллерами, контрольно-измерительными приборами и защитной автоматикой.
Особенности
Зубодолбежный станок, назначение которого рассмотрено выше, может обеспечивать такие манипуляции:
- Ускоренное перемещение от независимого привода для примерного монтажа в исходную позицию.
- Замедленное передвижение механического типа, позволяющее точно установить заготовку и отрегулировать глубину врезки.
- Радиальную подачу для врезки долбящего устройства в деталь на заданную величину. В этом случае агрегат работает в замкнутом автоматическом режиме.
- Достижение одинаковых размеров обрабатываемых элементов благодаря автоматической регулировке движений планшайбы.
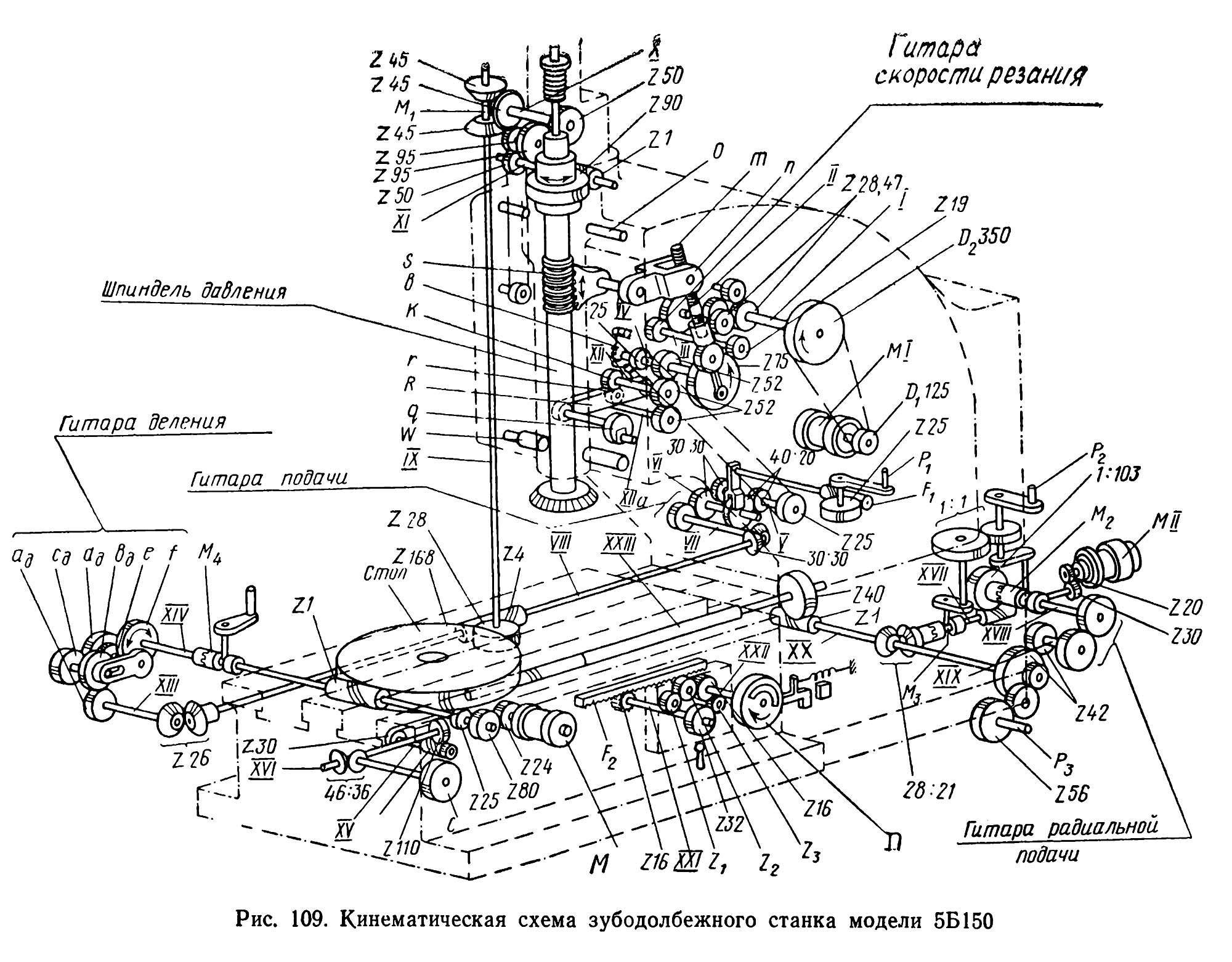
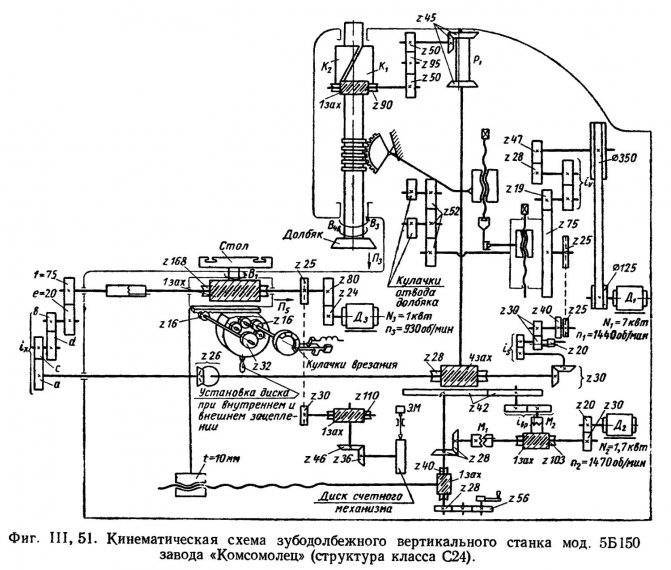
Характеристики зубодолбежных станков 5В 150:
- Предельный диаметр/модуль обрабатываемых колес – 100/12 мм.
- Максимальный ход/размер долбящего приспособления – 200/200 мм.
- Дистанция между осями долбителя и стола – 700 мм максимально.
- Планшайба в диаметре – 800 мм.
- Пределы радиальных/круговых/двойных подач – 5,4/1,5/188 ходов в минуту.
- Ускорения долбящего устройства/стола – 3/1,7 оборота в минуту.
Зубохонинговальные станки
Станки SynchroFine были разработаны фирмой PRÄWEMA специально для внутреннего хонингования зубьев. SynchroFine IH предназначен для силового зубохонингования внутреннего зубчатого венца. SynchroFine 205 HS (W) — силовое зубохонингование внешнего зубчатого венца.
| Зубофрезерный станок с ЧПУ SynchroFine IH | Зубофрезерный станок с ЧПУ SynchroFine 205 HS (W) |
| |
| Наружный диаметр заготовки, макс.: 300 мм | Наружный диаметр заготовки, макс.: 150 мм |
| Ширина зубчатого венца, макс.: 70 мм | Ширина зубчатого венца, макс.: 70 мм |
| Диаметр обработки, макс.: 250 мм | Диаметр обработки, макс.: 150 мм |
| Поставка под заказ. Цена: по запросу. Купить станок | Поставка под заказ. Цена: по запросу. Купить станок |

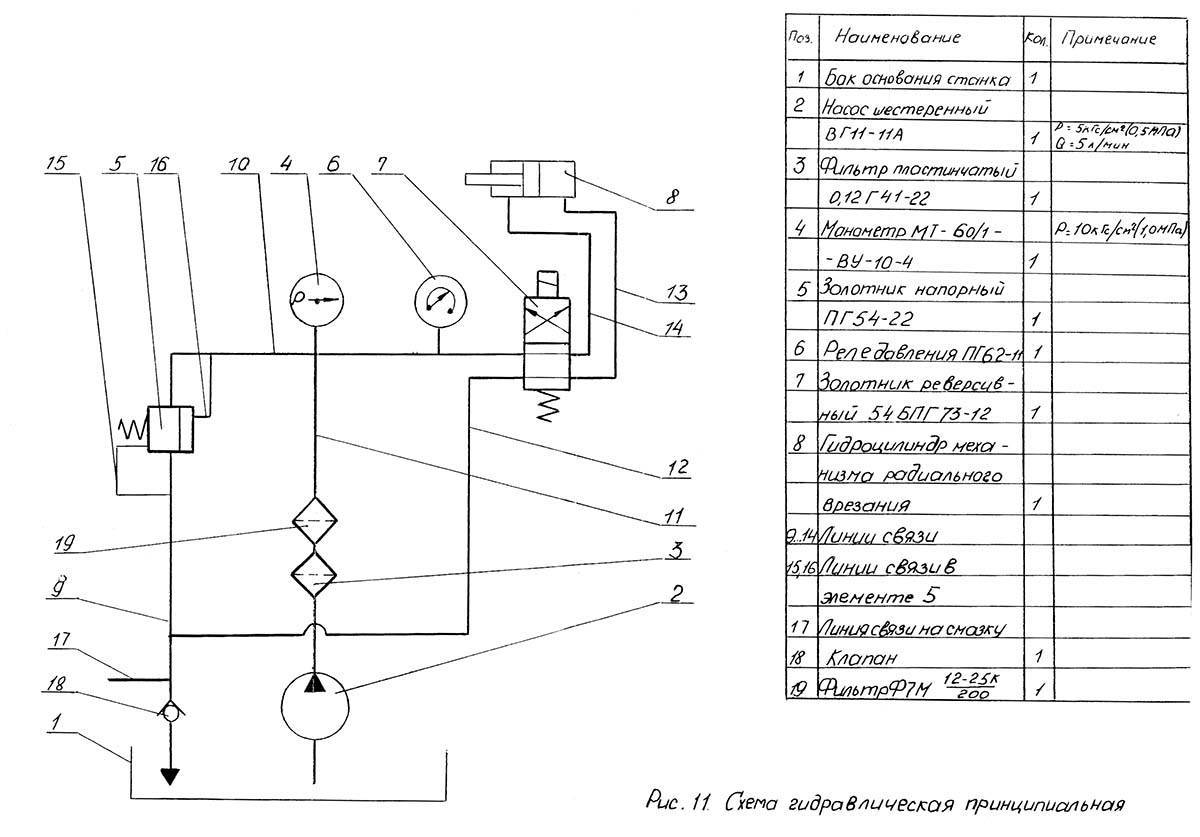
Зубохонинговальный станок 5А915. Настройка кинематических цепей зубохонинговального станка 5А915.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
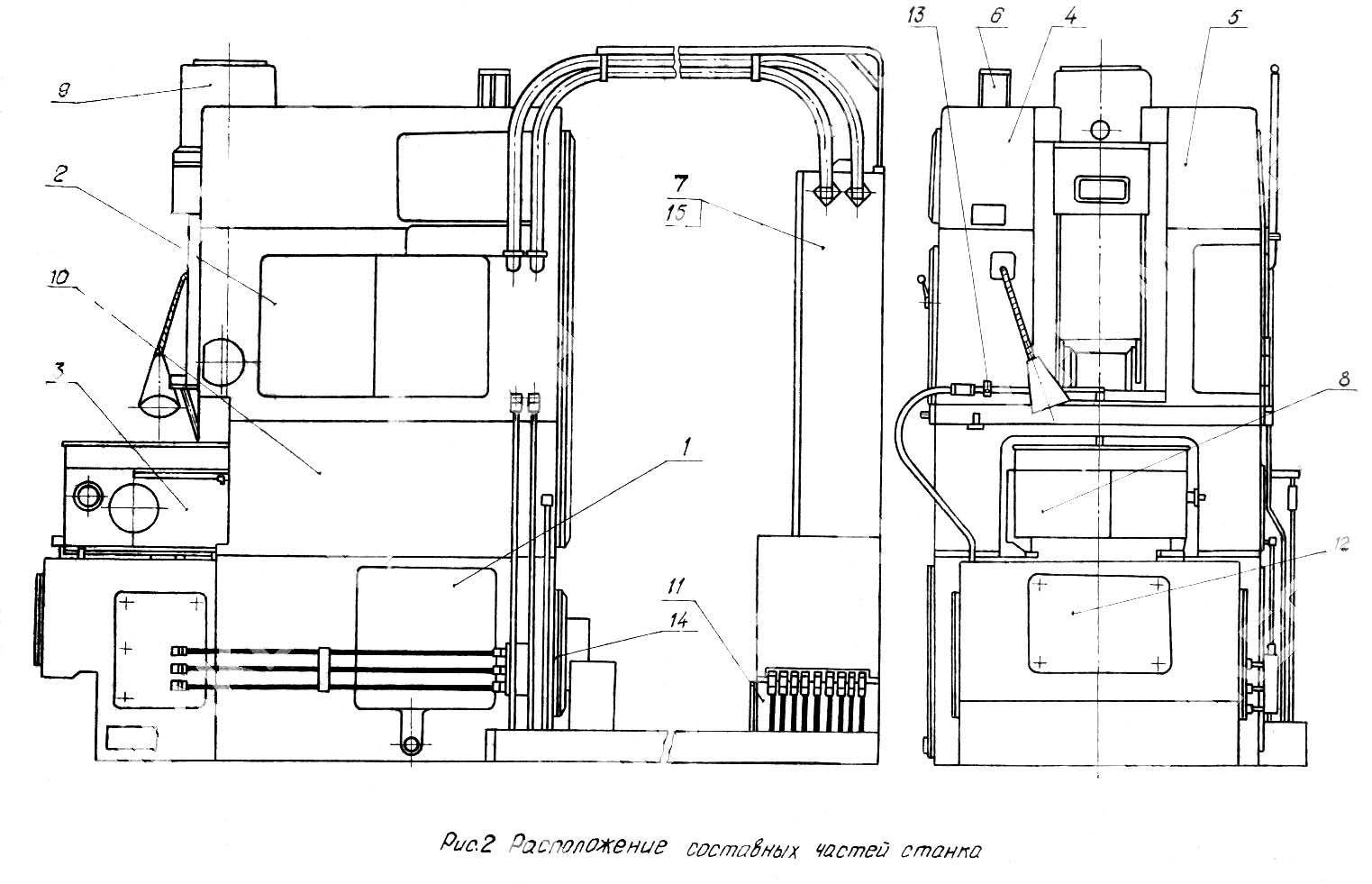
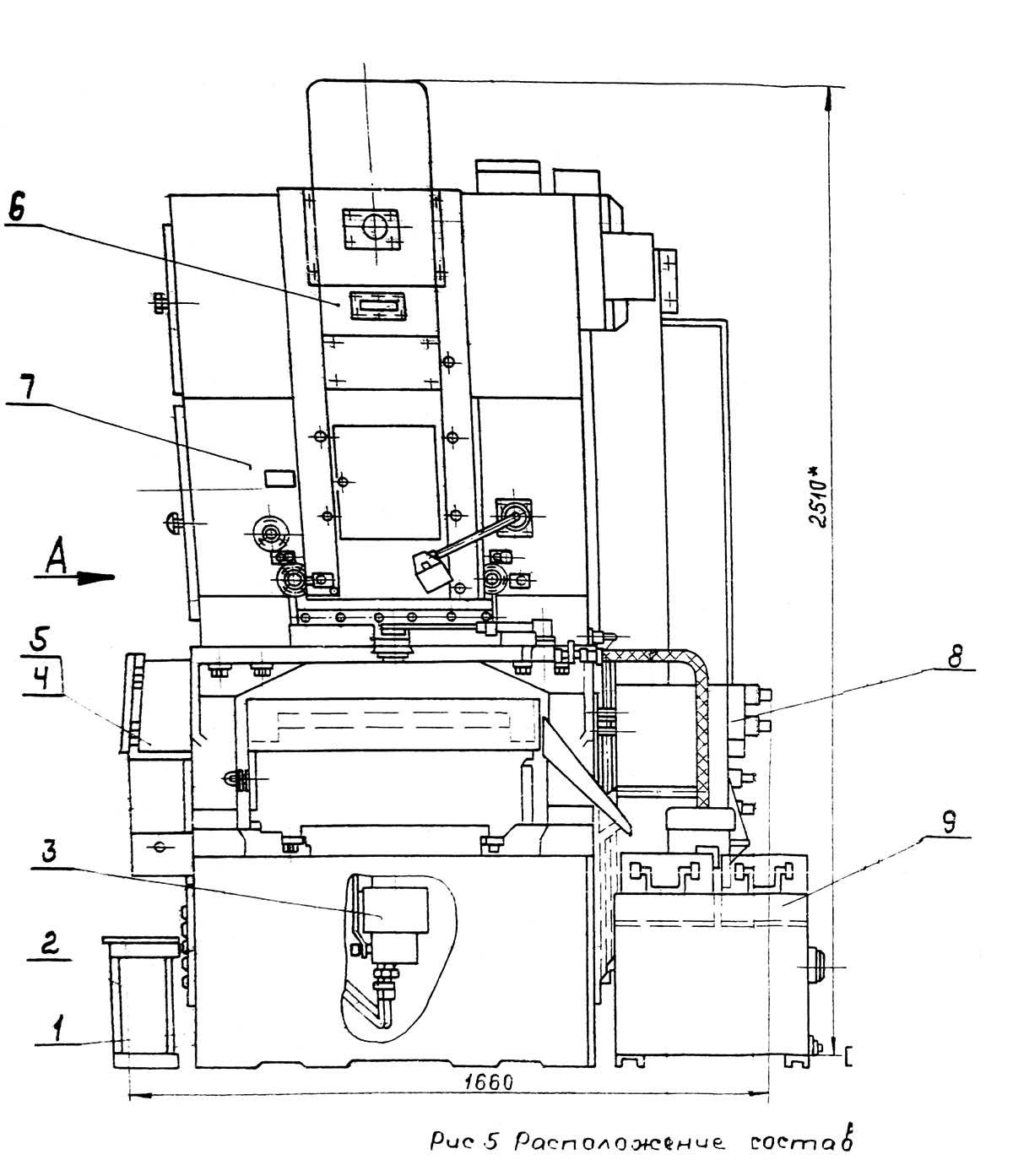
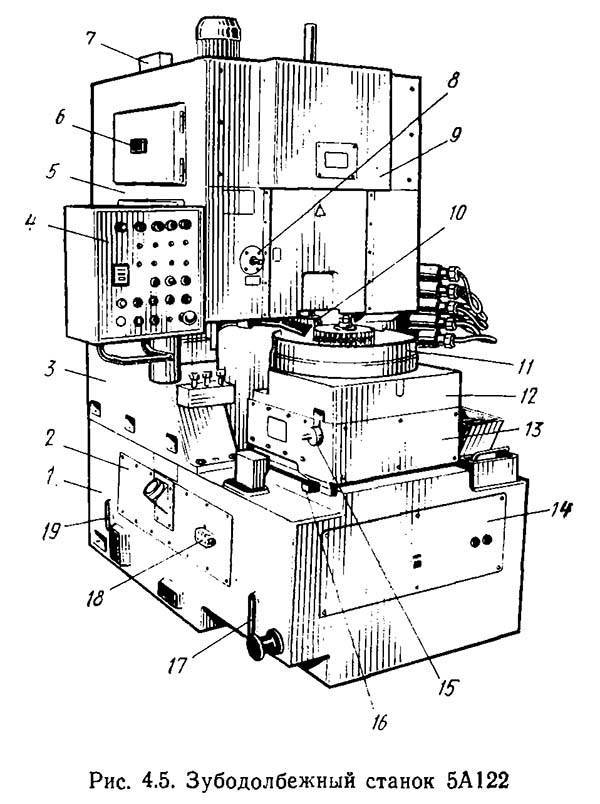
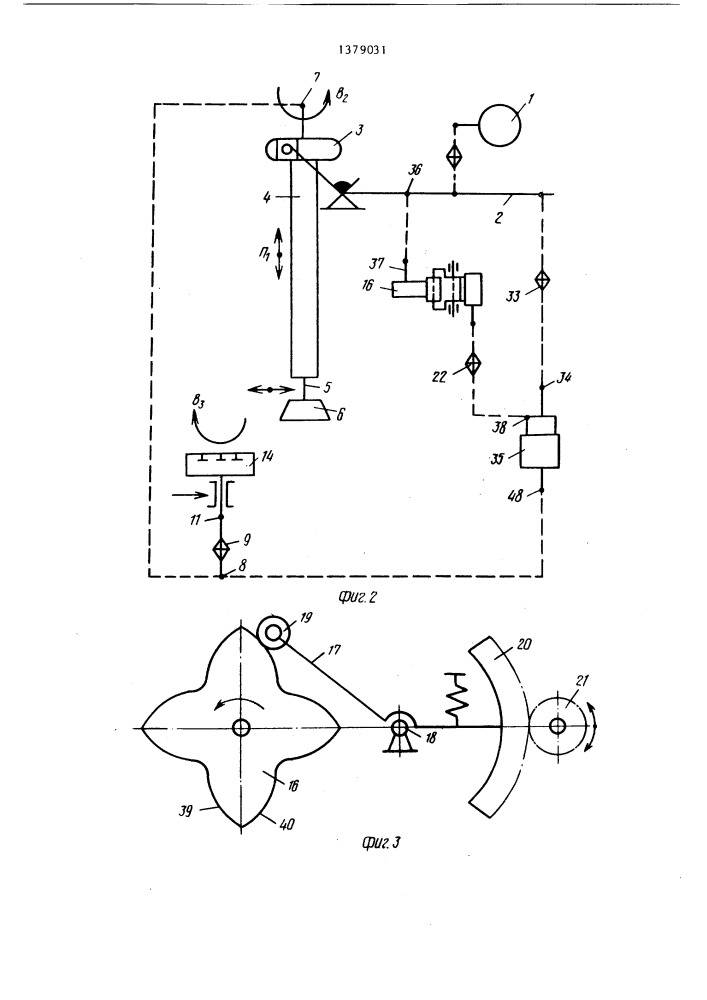
Зубохонинговальный станок 5А915. Зубохонинговальный вертикальный станок 5А915 (рис. 5.5) предназначен для чистовой отделки зубьев термически обработанных зубчатых колес внешнего зацепления. Хонингование зубьев производится с окружным или радиальным нагружением, с продольной подачей вдоль оси колеса или с подачей под углом к ней. На станке также можно производить отделку зубьев бочкообразной формы.
Рис. 5.5. Зубохонинговальный станок 5А915
Перечень основных частей и органов управления станка приведен в табл. 5.6.
5.6. Основные части и органы управления зубохонинговального станка 5А915
| 1 | Станина |
| 2 | Крышка ниши с гидроаппаратурой |
| 3 | Механизм радиального перемещения инструмента |
| 4 | Каретка зубохонинговальной головки |
| 5 | Квадрат поворота направляющих головки |
| б | Механизм правки хона |
| 7 | Электрошкаф |
| 8 | Поворотные направляющие головки |
| 9 | Гидромотор окружного усилия |
| 10 | Зубохонинговальная головка |
| 11 | Инструмент |
| 12 | Ограждение рабочей зоны |
| 13 | Механизм ориентации изделия |
| 14 | Пульт управления |
| 15 | Изделие |
| 16 | Стол для установки изделия |
| 17 | Крышка коробки гитары скоростей |
| 18 | Квадрат установки межосевого расстояния |
| 19 | Маслоуказатель гидравлики |
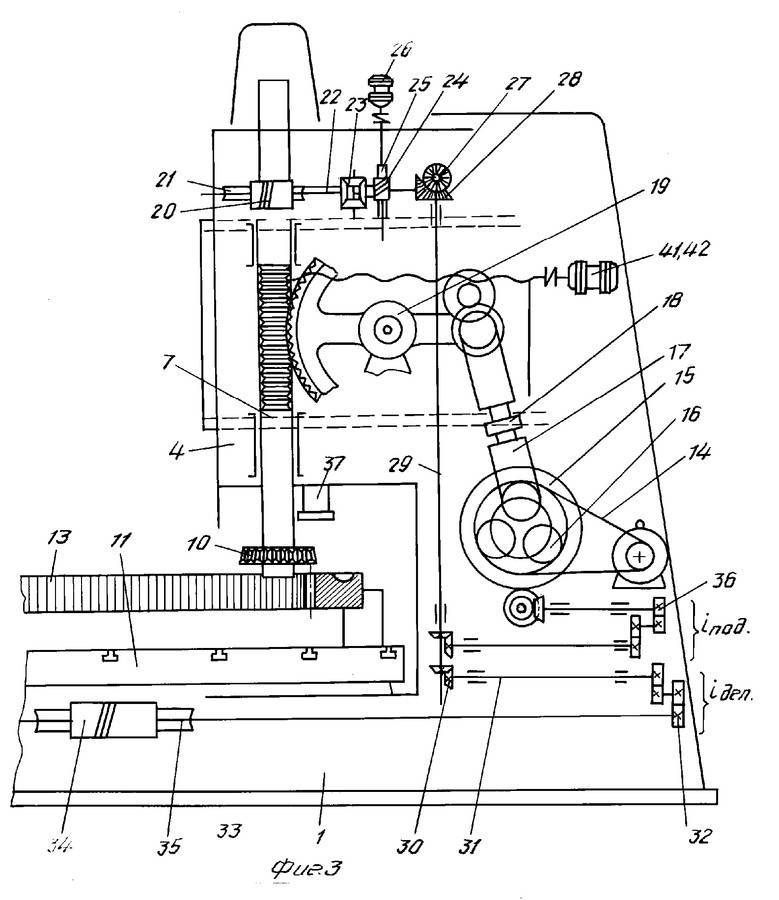
Кинематическая схема станка 5А915 (рис. 5.6) состоит из кинематической цепи вращения заготовки (главное движение), цепи продольной подачи инструмента,
а также кинематических цепейручного перемещения каретки с инструментом на межосевое расстояние и доворота хона для автоматического его введения в зубья заготовки. Рис. 5.6. Кинематическая схема зубохонинговального станка 5А915
Настройка цепи главного движения осуществляется сменными зубчатыми колесами a и b гитары скоростей в зависимости от требуемой скорости резания.
Кинематическая цепь продольной подачи обеспечивает подачу хона вдоль зуба заготовки. При обработке зуба бочкообразной формы в работу вступает копир, поворачивающий всю хонинговальную головку. Фиксация хона в определенном положении производится гидромотором ГМ. Заготовка ориентируется в требуемом положении своим механизмом при расцепленной муфте ЭМ, что обеспечивает возможность автоматического ввода хона в зубья заготовки.
В табл. 5.7 приведены формулы настройки основных кинематических цепей этого станка.
5.7. Настройка кинематических цепей зубохонинговального станка 5А915
| Кинематическая цепь | Формула настройки | Ограничения |
| Вращения заготовки (главное движение) | nзаг(об/мин) =256 а/b=vокр•60•1000/(πmz) | а+b = 78 |
| Продольной подачи | S0 (мм/мин) = 112•a1/b1 | а1 + b1=104 |
Перейти вверх к навигации
Особенности оборудования
Долбежный станок по металлу своими руками можно создать только после рассмотрения особенностей конструкции. Схема долбежного станка, как профессионального, так и самодельного идентична. При этом выделим следующие основные узлы:
- Основой практически любого станка становится станина. Она необходима в качестве основы для закрепления всех узлов, их правильного позиционирования относительно друг друга. При производстве станины может использоваться сталь, достаточно часто конструкция сваривается из отдельных элементов, но есть и раскладывающиеся варианты исполнения.
- Для долбления используется инструмент, имеющий острые зубья. Его называют долбяком. Его размеры, профиль и многие другие моменты определяют возможность использования в том или ином случае обработки.
- Коробка передач устанавливается на модели долбёжного станка, который имеет широкую область применения. Передача необходима для изменения показателей обработки заготовки.
- Рабочий стол можно назвать также одним из важных элементов конструкции. На столе проводится крепление заготовки. Главное при изготовлении, когда создается самодельный долбежный станок по металлу, правильно позиционировать рабочий стол относительно режущего инструмента.
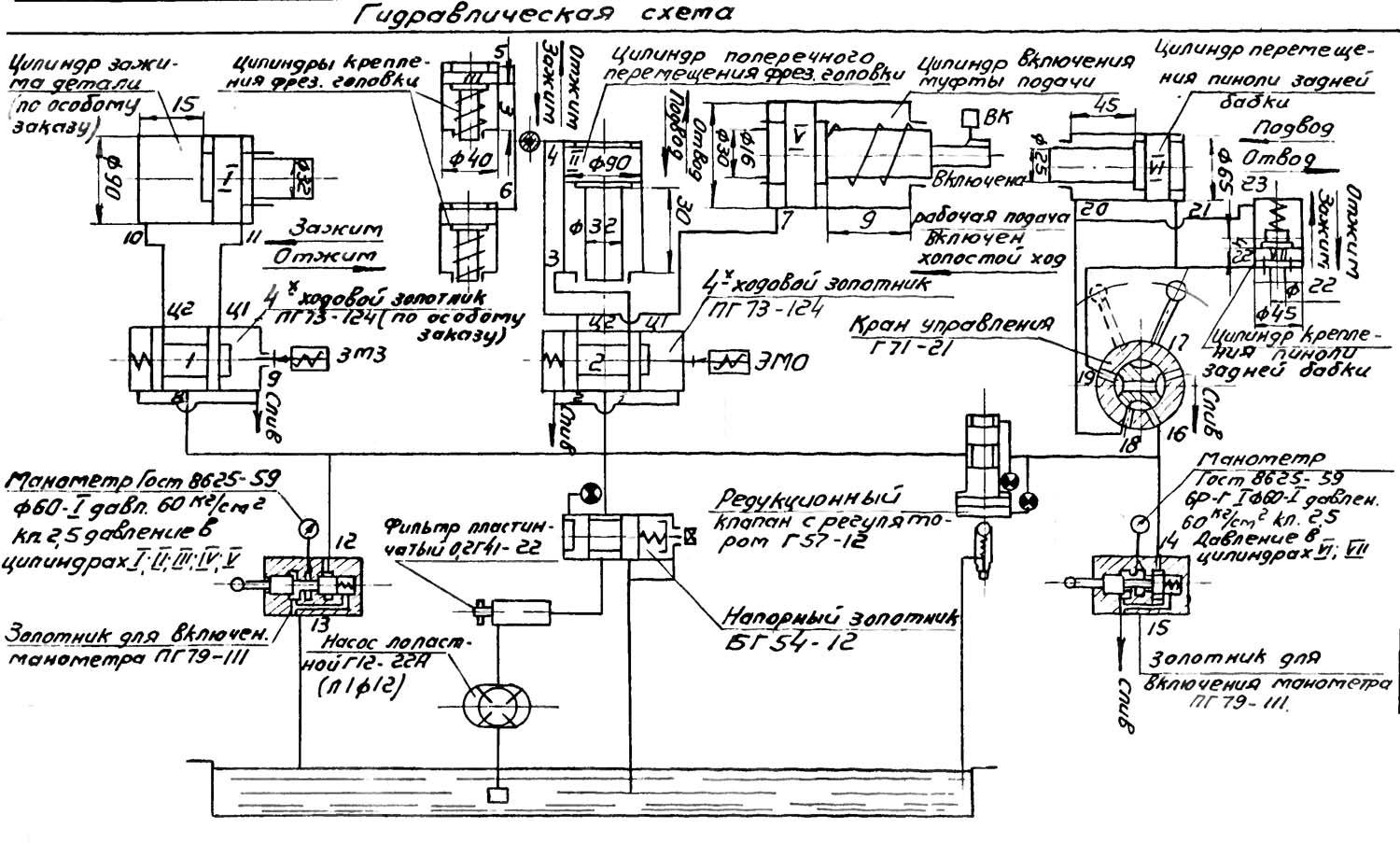
- Стоит учитывать тот момент, что схема долбежного станка может существенно отличаться в зависимости от типа установленного привода: механический, электрический, гидравлический. Часто гидравлический привод устанавливается на станки, которые считаются профессиональным оборудованием. Своими руками произвести гидравлический привод практически не возможно. Модель, которая создается своими руками, достаточно часто имеет механический привод.
- Рассматривая долбежный станок основные узлы следует учитывать тот момент, что конструкция может иметь охладительную систему. Обработка металла может привести в нагреву режущего инструмента и заготовки.
Несмотря на то что в продаже есть достаточно много различных моделей станков, многие из них имеют схожую конструкцию.
Ручная модель станка
Какие бывают станки
В принципе выбор здесь невелик, подобное оборудование бывает двух типов:
- На больших производствах зачастую используются центробежные станки с режущей цепью.
- Для более скромных масштабов или работы в домашних условиях мастера применяют долбежное сверло по дереву, функционирующее по аналогу фрезы.
Профессиональное оборудование
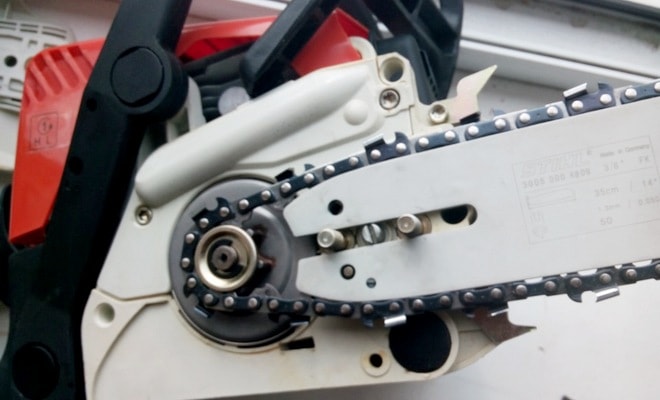
Главным элементом центробежного станка является специальная цепь, состоящая из отдельных звеньев соединенных шарнирным способом. Каждое звено имеет остро заточенный фрезерный зуб.
Сама цепь натянута на направляющую планку, в нижней части которой установлен ролик, а верхняя часть планки оборудована звездочкой, которая собственно и приводит в движение механизм.
Схема долбежного станка с цепью.
Устроено такое оборудование относительно просто. На общей станине закреплен подвижный суппорт с электродвигателем и установлен стол с механизмом фиксации, в который и зажимается деталь. При запуске электродвигателя вращение посредством ременной или шестеренчатой передачи подается на звездочку, которая приводит в движение цепь.
При общей схожести принципа действия, существуют станки, на которых рез осуществляется посредством подвижного суппорта, при неподвижном столе. И станки, в которых фрезерная цепь закреплена неподвижно, а стол в свою очередь оборудован роликовыми салазками, приводимыми в движение механической или гидравлической системой.
Станок с подвижным суппортом.
Цепные долбежные станки по дереву, отличаются устойчивостью к нагрузкам и существенным сроком эксплуатации. Но сечение отверстия будет строго соответствовать сечению цепи и чтобы его изменить нужно, менять саму цепь.
Плюс цепь при врезке в массив откалывает края отверстия, делая их не ровными. Но этот дефект присущ только старому оборудованию с нестабильным прижимным механизмом.
Фото долбежного станка фрезерного типа.
Рекомендации по выбору оборудования
Промышленное оборудование должно отличаться не только надежностью, но еще и серьезным функциональным наполнением, чтобы в случае частичного перепрофилирования вам не пришлось покупать новый станок.
Следует обратить внимание, на какой угол может быть развернута резцовая головка, а также максимально возможный градус наклона салазок. Кроме того, желательно чтобы рабочая зона имела возможность дополнительной комплектации механизмами поворота
Если инструкция содержит указание о возможности долбления в упор, то это говорит о наличии приспособления для работы с габаритными изделиями и серьезной глубины реза.. Профессиональные долбежные сверла по дереву
Профессиональные долбежные сверла по дереву.
Особое внимание стоит уделить приводу движения стола или режущей головки. Современное оборудование оснащается только электрическими или гидравлическими приводами. Механические модели использовались раньше и если вам, предлагается станок с таким приводом, то он, либо старый, либо самодельный
Портативное, переносное оборудование для серьезного производства с большой нагрузкой не годится. Такие механизмы не рассчитаны на долбление отверстий глубже 100 мм, они не смогут долго работать в непрерывном режиме, плюс мощность у них оставляет желать лучшего. По сути, главным достоинством здесь является приемлемая цена
Механические модели использовались раньше и если вам, предлагается станок с таким приводом, то он, либо старый, либо самодельный. Портативное, переносное оборудование для серьезного производства с большой нагрузкой не годится. Такие механизмы не рассчитаны на долбление отверстий глубже 100 мм, они не смогут долго работать в непрерывном режиме, плюс мощность у них оставляет желать лучшего. По сути, главным достоинством здесь является приемлемая цена.
Если коротко сформулировать основной набор факторов, на которые нужно обращать внимание, то он будет выглядеть примерно так:
Схема фрезерования.
- В первую очередь следует знать разброс габаритов деталей, которые планируется обрабатывать.
- Максимальная и минимальная глубина, ширина, а также конфигурация реза.
- Пусковая и рабочая мощность оборудования.
- Наличие автоматической защиты от перегрузки и возможность работы без обязательного обустройства заземления.
- Не последнюю роль играет страна, а также имя производителя. Иногда имеет смысл взять менее функционального европейца, нежели «нафаршированного» китайца.
Характеристики долбежных станков.
Эксплуатация
Прежде чем начинать работать с долбёжным станком, необходимо ознакомиться с советами по его эксплуатации:
Использовать защитные очки во время работы. Они уберегут глаза от разлетающихся частиц металла при ударе материалов друг о друга.
Чистить рабочую поверхность после проведения работ.
Смазывать подвижные элементы моторным маслом, чтобы они прослужили дольше.
Проверять надёжность закрепления деталей в зажимах перед началом работ.
Перед запуском проверять целостность оснастки. Зубья должны быть заточены. Наличие сколов, трещин должно насторожить
Такую оснастку нельзя использовать для долбления.
Важно учитывать твердость зубьев и обрабатываемой детали. Если заготовка прочнее, оснастка разобьётся при ударах.
Нельзя пытаться обработать высокопрочные сплавы с помощью самодельной установки, сделать пазы сложной формы. Для этого нужно профессиональное оборудование.
Долбежный станок представляет собой машину, с помощью которой в металлических деталях можно делать отверстия разной формы. Оснастка под воздействием двигателя ударами проделывает пазы. Чем тверже рабочие зубья, тем больше материалов можно обрабатывать.
Смотрите видео про вертикальный долбёжный станок:
Область применения и принцип работы
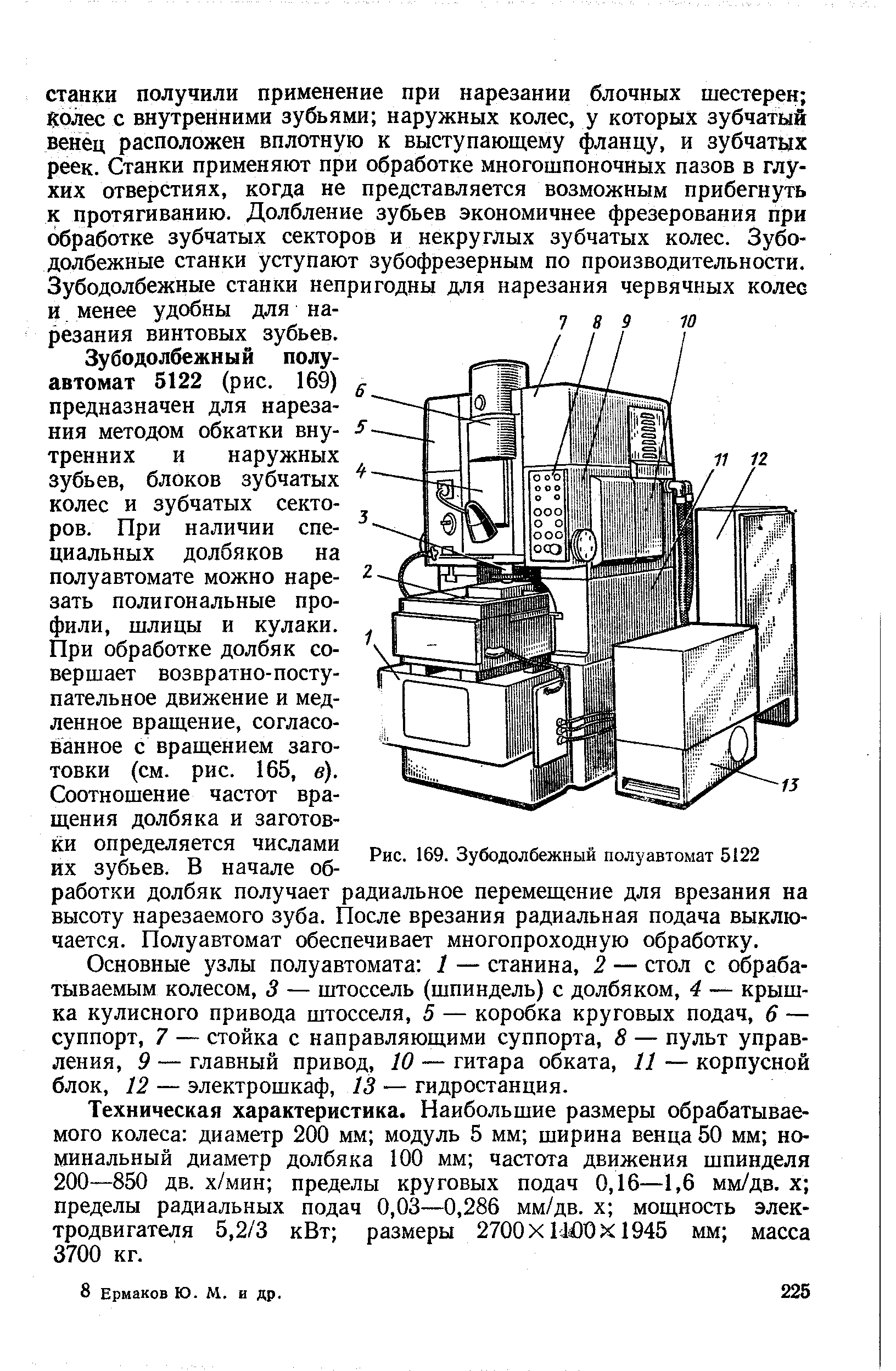
С помощью зубодолбежных станков можно выполнить нарезку шевронного либо червячного колеса прямозубого или косозубого типа. Функциональность агрегатов расширяется при их комплектации специальным устройством — фрезой дискового либо пальцевого типа, которая позволяет нарезать любые типы колес с внутренним зацеплением. При этом дисковая фреза является многофункциональной, установив ее можно не только обрабатывать зубья, но и выполнять прорезку внутренней плоскости детали.
Современные зубодолбежные станки позволяют с высокой точностью формировать зубья на колесах минимального размера (до 12 мм включительно), при этом посредством червячной фрезы может быть нанесено до 30 модулей, до 40 — дисковой фрезой, и до 75 — пальцевым долбяком. Если же агрегат оснащен системой реверсного хода, то нарезать зубья можно даже на колесах с закрытым углом шеврона.
Основным рабочим инструментом зубодолбежного станка является долбяк — жестко зафиксированное зубчатое колесо, одна сторона которого крепится к несущей раме станка, а вторая контактирует с обрабатываемой заготовкой и с помощью режущей кромки, изготовленной из высокотвердого сплава, формирует на ней зубья.
Принцип нарезки зубьев
Зубья на заготовках нарезаются по технологии обкатки, при этом профиль выступов на долбяке может не соответствовать с требуемой конфигурацией профиля детали. Это позволяет посредством одного и того же долбяка нарезать заготовки с отличающимся количеством зубьев.
Перед началом работы зуборезный станок всегда обкатывается. Суть обкатки заключается в подборе правильного соотношения зубьев рабочего инструмента по отношению к профилю заготовки. В процессе обкатки деталь и долбяк вращаются каждый вокруг своих осей, при это при нарезке внешних колес вращение разностороннее, внутренних — одностороннее.
Обработка внутренних и наружных колец
При нарезке долбяку сообщаются не только вращательное, но и поступательное движение, благодаря которому профилированная кромка долбяка вырезает (долбит) зубья на контактирующей с ней кромке заготовки. В самом начале нарезки установить добляк на требуемую глубину невозможно из-за высокого сопротивления металла, поэтому рабочий инструмент врезается в заготовку последовательно, вследствие радиальной подачи, тем самым увеличивая глубину зубьев.
По завершению полного цикла рабочего хода, чтобы зубья долбяка и кромка детали не терлись между собой во время прокручивания колеса в исходное положение, фиксирующий заготовку рабочий стол отодвигается. Также существуют агрегаты, в которых заготовка остается неподвижной, а перемещается сам долбяк. к меню
к меню
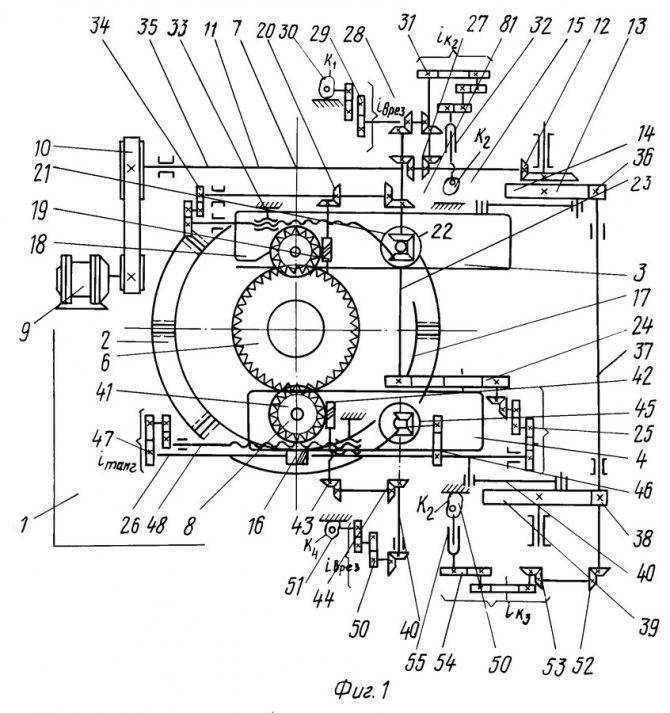
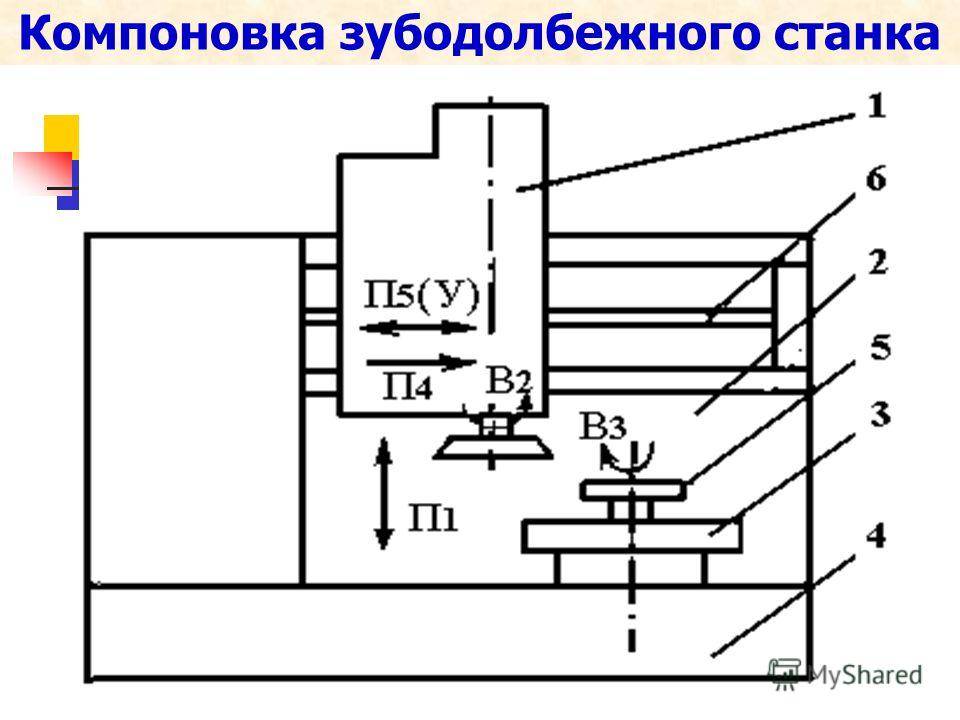
Особенности конструкции
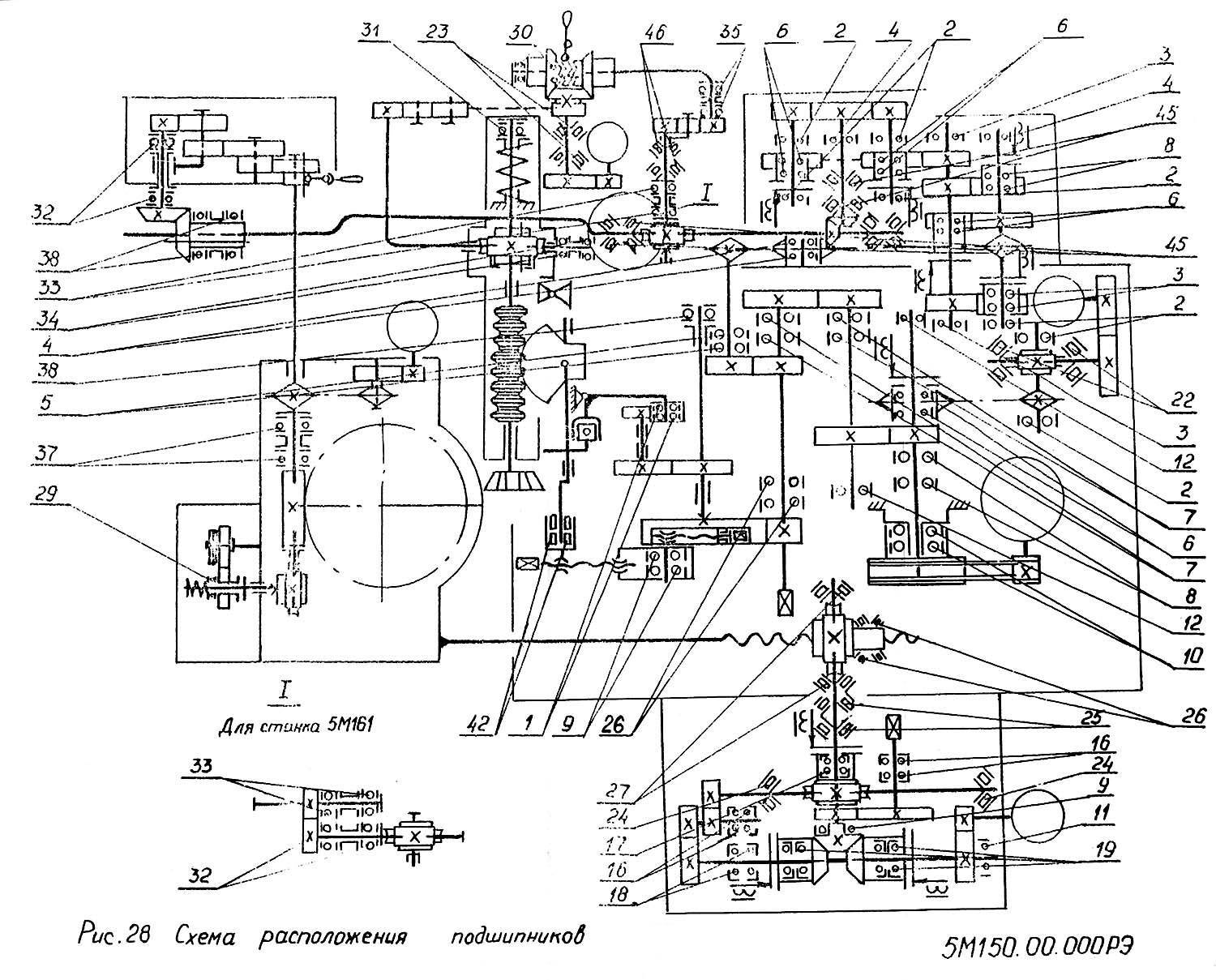
Практически все современные зубодолбежные станки имеют вертикальную компоновку. Основными конструктивными узлами агрегата являются:
Схема зубодолбежного станка
- Станина.
- Гитара обкатки.
- Шпиндель, в котором зафиксирован долбяк.
- Рабочий стол, в котором крепится заготовка.
- Штоссель.
- Направляющая суппорта.
- Гитара (круговая подача).
- Рычаг установки глубины врезания.
- Долбежный суппорт.
- Гитара (радиальная подача).
- Механизм врезки.
- Механизм привода кулачка.
- Кулачок врезания.
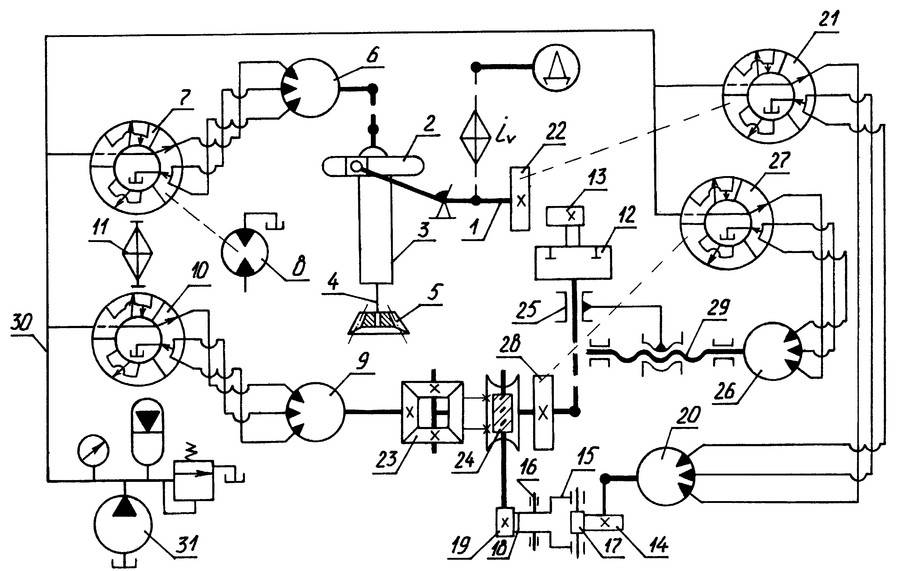
Кинематическую схема оборудования данного типа рассмотрим на примере станка 5М14. Она состоит из четырех основных цепей — главного движения, радиальной подачи, обкатки и круговой подачи. За главную подачу отвечает электропривод , момент вращения от которого передается на шпиндель через клиноременную передачу и коробку скоростей.
Кинематическая схема
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Станок зубодолбежный 5М14 оснащается зубчатой коробкой скоростей, позволяющей получать 4 скорости хода рабочего инструмента. Регулировка скоростей выполняется посредством изменения положения шестерней коробки. Помимо основного двигателя в станке предусмотрено 3 вспомогательных привода, первый из которых отвечает за быстрого вращение рабочего стола, а от остальных работает гидропривод и насос системы охлаждения. Защита приводов от перегрузки обеспечивается встроенными тепловыми реле класса PTI-PТ4. к меню
Важные критерии выбора
Правильно выбрать агрегат не так просто, как может показаться на первый взгляд. Есть несколько важных параметров, комплекс которых позволит приобрести именно такой инструмент, какой необходим для изготовления деталей:
- мощность станка;
- возможность регулировки узлов, агрегатов и оснастки;
- размеры обрабатывающих инструментов;
- возможность движения обрабатывающего инструмента в разных направлениях, в трёх плоскостях;
- предельный угол наклона и скорость хода долбяка.
Кроме специализированных параметров, нужно учитывать габариты и массу изделия. От них напрямую зависит устойчивость станины, удобство работы. Агрегат комплектуется дополнительными устройствами и оснасткой. Хорошая оснастка значительно увеличивает функциональные возможности и производительность долбёжного станка.
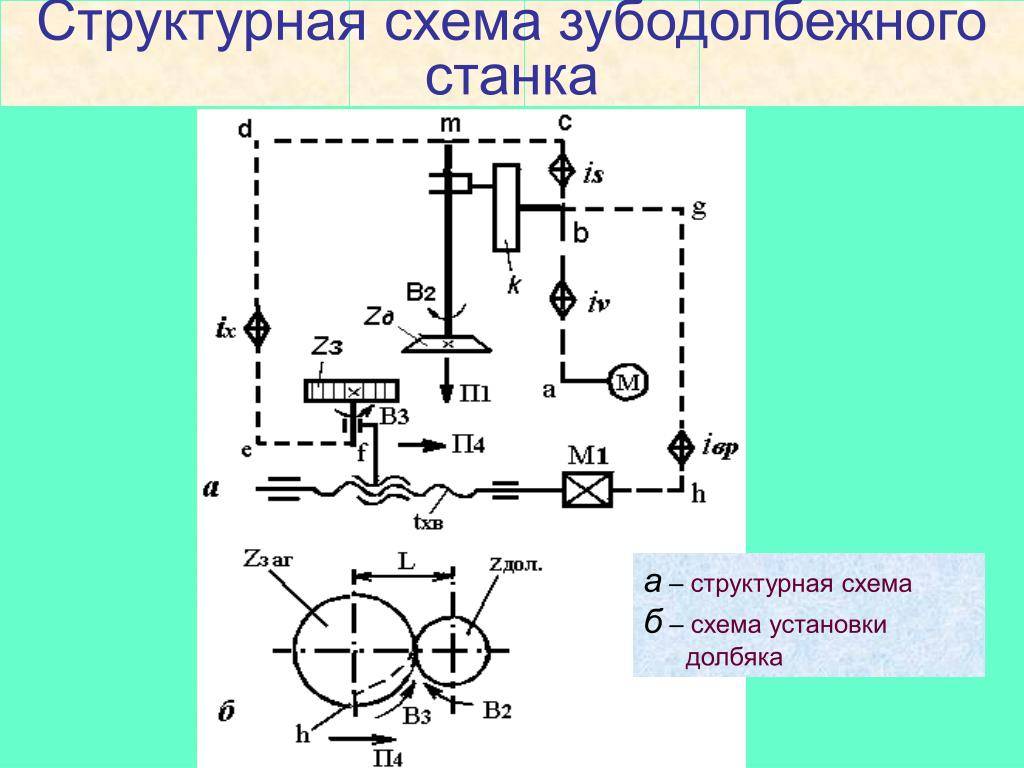
Цепь деления и обкатки.
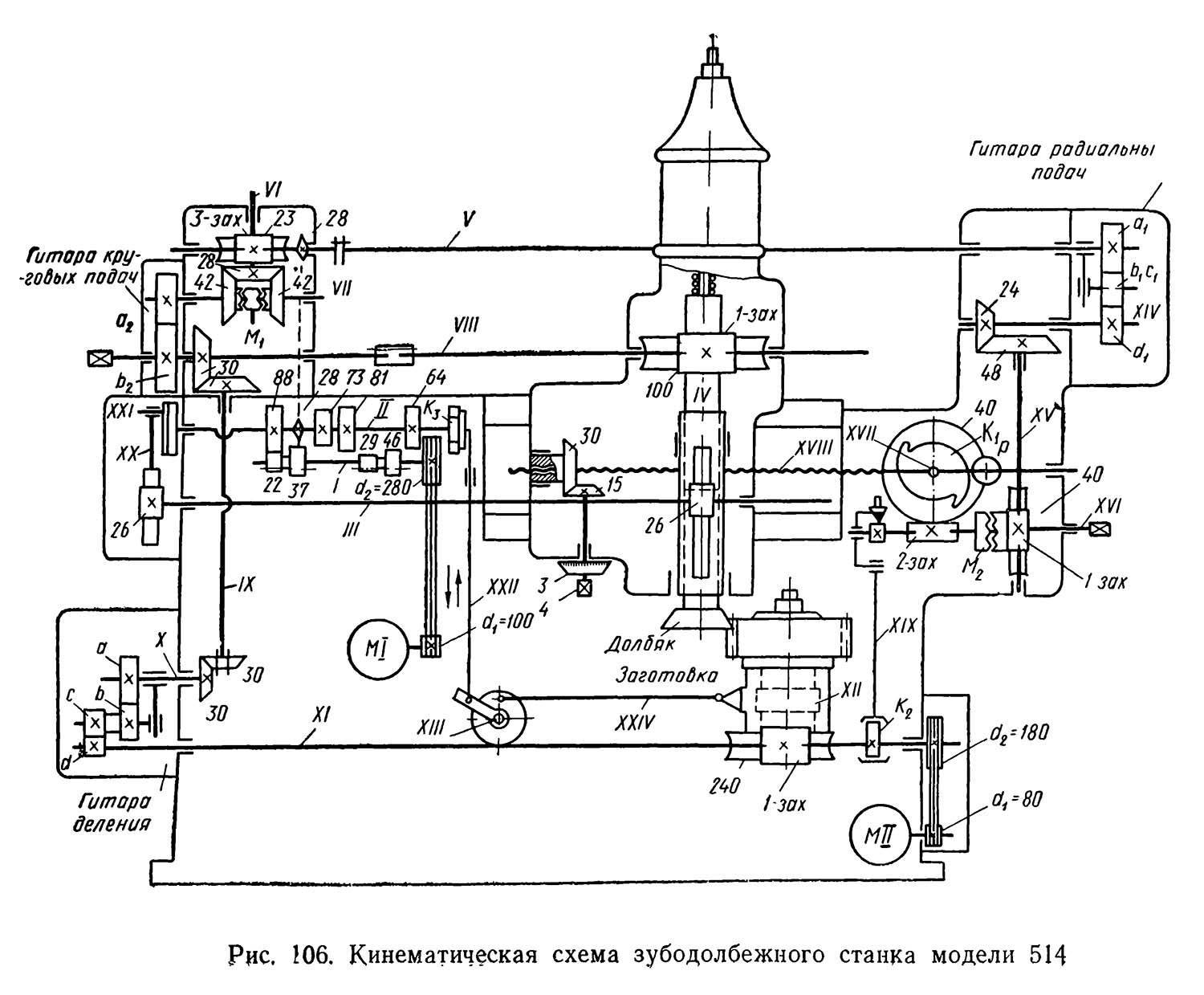
Эта цепь связывает вращенин заготовки и долбяка. При повороте долбяка на 1 оборот заготовка должна повернуться на оборотов. Расчетные перемещения:
Вращение осуществляется по следующей цепи: долбяк, штоссель XII, червячная передача вал XI, VII, передача вал VIII, передача вал IX, гитара деления и обкатки вал X, червячная передача стол, заготовка.
Уравнение кинематического баланса цепи
Откуда формула настройки гитары деления
Станок 514 снабжен набором смежных колес гитары деления и обкатки, данные по которым даны в приложении . Для облегчения подбора сменных колес число зубьев долбяка, т.е. 1 : 1 или 2 : 1, или c = zд ; c = 2zд .
???