Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Осуществление заточки дисковой пилы своими руками в домашних условиях
Наточить дисковую пилу самостоятельно (в домашних условиях) достаточно легко. Для этой цели не потребуется иметь в распоряжении собственную мастерскую и специализированную установку для заточки рабочих элементов полотна дисковой пилы. В домашних условиях при наличии определенных навыков можно с легкостью провести заточку инструмента без использования заточного станка, который имеет высокую стоимость.
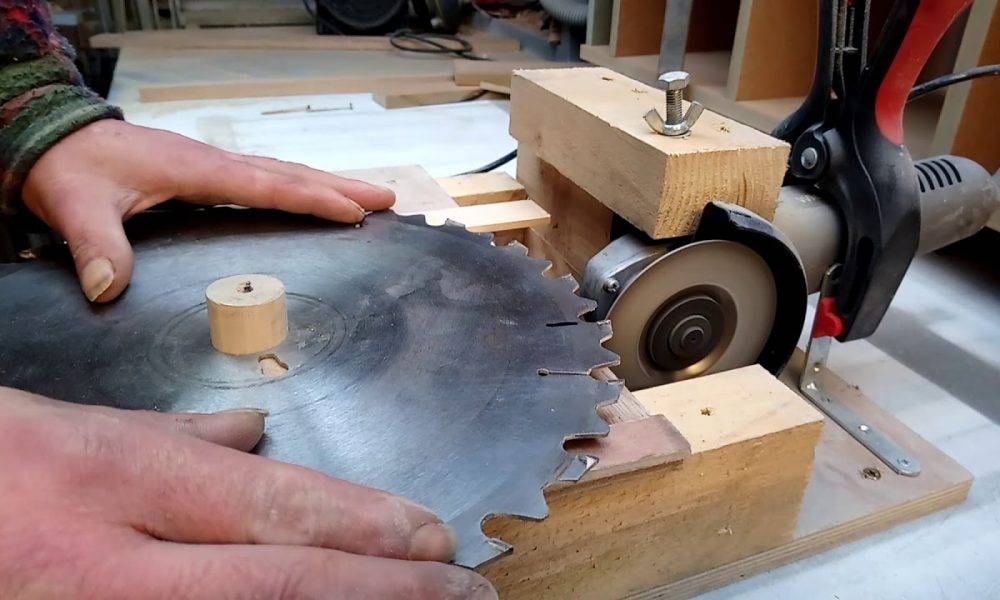
При проведении затачивания не следует держать дисковый инструмент в руках. Нельзя также держать диск на весу при заточке на шлифовальном круге: твердости рук и хорошего глазомера недостаточно для качественного проведения операции. Такая заточка не позволяет сделать инструмент острым и эффективным в работе. Для проведения операций по затачиванию рекомендуется изготовить фиксирующее устройство, которое упростит процесс и повысит качество работы. Обеспечить удержание пильного круга циркулярки в требуемом положении по отношению к точильному кругу позволяет наличие обычной плоской подставки.
Поверхность подставки должна точно совпадать с уровнем оси круга, используемого при затачивании. Зубчатый диск циркульной пилы располагается на подготовленной подставке таким образом, чтобы плоскости зубьев, которые подвергаются заточке, находились в перпендикулярном положении к полотну заточного круга. Для того чтобы заточить скошенные зубья, подставка для облегчения проведения операции должна иметь подвижный шарнир. При затачивании пилы, имеющей скошенные зубья, трудно удерживать диск в требуемом положении.
При удержании на подставке очень сложно обеспечить одинаковое значение величины переднего и заднего углов затачивания. Для устранения возникшей проблемы осуществляется жесткое фиксирование центра пильного круга в нужном положении по отношению к заточному кругу. Оно обеспечивается установкой на подставке упоров, которые закрепляют диск в требуемом положении.
При выполнении всех технических требований затачивание пильных кругов с твердосплавными зубьями не представляет трудностей, а правильно проведенная операция обеспечит длительный период службы распиловочного агрегата.
Как сделать своими руками
Изготовление ножа из диска циркулярной пилы не настолько сложное занятие, как кажется на первый взгляд. Для его изготовления не потребуется особых технических навыков или использование специального оборудования. При желании, все работы можно выполнить самостоятельно.
Определяемся, что будем делать
Прежде всего, нужно определиться с назначением, формой и размерами будущего изделия. От этих параметров будет зависеть размер используемого пильного диска и необходимый набор инструментов для изготовления.
Например, чтобы сделать охотничий нож, лучше всего использовать диск для резки бетона, длиной 16 дюймов. Для кухонного подойдет 12 дюймовый пильный диск по дереву.
Что понадобится для изготовления
Кроме чертежа будущего изделия, для изготовления ножа потребуется следующие материалы и инструменты:
- пильный диск;
- угловая шлифмашинка с набором дисков;
- сверлильный станок или дрель;
- сверла по дереву и металлу;
- деревянный брусок;
- наждачная бумага различной зернистости;
- шлифовальный брусок.
Выбор диска
Практически все современные пильные диски производятся из высокоуглеродистой стали марки 9ХФМ. Изделия из такого материала практически не поддаются коррозии и имеют длительный срок эксплуатации. Поэтому выбор пильного диска для изготовления ножа сводится только к правильному размещению макета заготовки на диске.
Пошаговая инструкция изготовления
Перед началом проведения работ необходимо вырезать шаблон будущего ножа и очистить поверхность пильного диска от загрязнений и следов возможной коррозии. Для того чтобы сделать самодельный нож необходимо выполнить следующие действия:
- Приложить шаблон к поверхности пильного диска и, закрепив его магнитами нанести разметку.
- При помощи болгарки вырезать заготовку. Рез необходимо производить по внешнему краю разметки. Чтобы не допустить перегрева и изменения свойств металла, во время работы, пильный диск следует поливать водой.
- При помощи болгарки с зачистным диском произвести черновую обработку заготовки.
- На ленточный шлифовальный станок установить наждачную бумагу с фракцией зерна 36 и придать заготовке необходимую форму. Периодически необходимо окунать заготовку в ведро с водой для охлаждения.
- Установить на станок наждачную бумагу с размером зерна 80 и произвести чистовую обработку заготовки.
- Зажать заготовку между двумя деревянными брусками и скрепить их струбциной. Один из торцов бруска должен быть на месте начала будущего обуха.
- Не снимая ограничители произвести обточку лезвия ножа.
- Периодически необходимо проверять разницу между верхним и нижним торцами будущего ножа. При толщине обуха 2 мм, разница между ними не должна превышать 1 мм.
- Сняв деревянные бруски отшлифовать хвостовик ножа предварительно смочив его водой.
- Установив на болгарку шлифовальный круг с фракцией зерна 240 произвести полировку лезвия.
- Закрепить заготовку на деревянной доске при помощи струбцины.
- Закрепив наждачную бумагу с зерном 400 и 1000 на деревянный брусок, возвратно-поступательными движениями произвести чистовую полировку лезвия.
- Вырезать деревянные пластинки толщиной 7 мм для изготовления рукояток. Их длина должна соответствовать длине хвостовика ножа.
- Нанести на рукоятки разметку.
- На внутреннюю поверхность деревянных пластин нанести двухкомпонентную эпоксидную смолу и приложить их к хвостовику ножа. После этого прижать их струбциной.
- После высыхания клея в рукоятке просверлить два сквозных отверстия для установки алюминиевых заклепок.
- Установить заклепки в посадочные отверстия и расклепать их молотком.
- На шлифовальном станке, а затем вручную придать рукоятке необходимую форму.
- Покрыть рукоятки морилкой и дать ей полностью высохнуть.
После этого можно окунуть лезвие ножа на несколько минут в 5% раствор азотной кислоты для покрытия его защитной оксидной пленкой. Затем необходимо тщательно промыть лезвие проточной водой и наточить его.
Посмотрев видео можно увидеть все тонкости и нюансы изготовления самодельных ножей из пильного диска, а также узнать некоторые способы защиты лезвий от коррозии.
Необходимость заточки пилы
Диск с твердосплавными напайками
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:






CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
«Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
«Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:
Термины, определяющие функцию пильного диска
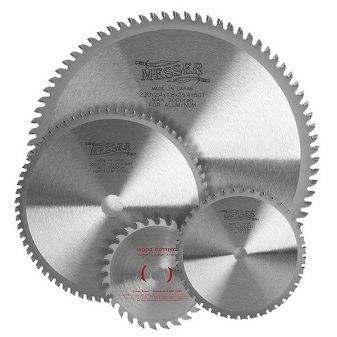
Пильные диски отличаются количеством зубьев и конфигурацией. Существуют лезвия:
- монолитные или цельные;
- с твердым напылением в рабочей зоне;
- с напаянными твердосплавными пластинами;
- без зубьев, такие как непрерывный обод;
- с широкими и тонкими выступами;
- с отрицательными и положительными передними углами;
- универсальные диски.
Такое разнообразие сбивает с толку при выборе нужного диска. Будем разбираться.
Количество зубьев
Диски с меньшим количеством зубьев делают грубый срез. Преимущество меньшего количества — высокая скорость резки. Для строительных работ достаточно 24-зубного диска диаметра 180 мм. Тонкое лезвие с прорезью подойдет при резке лиственных пород и обрезке, где требуется чистая кромка. Для дисковой пилы 180-190 мм, лезвие с 40 зубцами или выше обеспечит чистую резку.
Эффективность удаления опилок
Положение зуба, когда он направлен вниз к поверхности древесины и образует положительный угол, приводит к быстрому, но грубому пилению. Между ними большой зазор и углубление, что способствует лучшему очищению опилок. На фото Положительный угол наклона зуба. Отрицательный угол зуба режет менее агрессивно, не так быстро удаляют меньше отходов, но срез получается более гладким. На диске угол обозначается: 5 neg — 5 градусов отрицательный, 10 pos — положительный 10 градусов.
Виды зубьев по форме и углу заточки
Этот отличительный фактор пильного диска — угол зубца поперек или перпендикулярно вращению лезвия. Чем выше угол скоса, тем чище и ровнее срез. Некоторые лезвия имеют очень большие углы скоса для резки композитного материала, такого как пластик или другие, подверженные разрыву/сколу при выходе зуба. Скосы бывают плоскими (без угла), чередующимися, сильно чередующимися или с другой конфигурацией, которую обсудим ниже.
Разводка
Это ширина зуба в его самой широкой точке и, следовательно, ширина реза. Если она больше чем толщина зуба, то разводка нормальная. В противном случае разводку выполняют специалисты, используя следующие способы:
- 1 через 2 зуба разводят в противоположную сторону;
- каждый зуб поочередно разводят в разные стороны на одинаковые расстояния от плоскости диска;
- также, но расстояния с разными отклонениями в пределах 0,3- 0,7 мм.
Тонкий пропил вызывает меньшее сопротивление при резании и поэтому лучше приспособлен для маломощных пил. Изначально тонкие диски вибрировали или колебались, создавая проблемы при резке древесины. Новая технология лезвий с конструкцией, уменьшающей вибрацию, внесла некоторые улучшения в сегмент лезвий с тонким пропилом, что увеличило спрос для пользователей беспроводных дисковых пил.
Разновидности пил
Если диск правильно заточен, и зубья разведены по шаблону, то он может обработать заготовку в любом направлении относительно древесных волокон.
Существуют такие виды инструмента:
- пила с твердосплавными дисками;
- диски, сделанные из цельного металла;
- диски с зубьями, обработанными твердым материалом;
- диски со сверхпрочными напайками на зубьях.
Твердые сорта древесины обрабатываются дисками, которые имеют особые выемки. Технологические разрывы предохраняют деформацию инструмента, не позволяют ему перегреваться во время производственного цикла. А также значительно снижается вибрация, шумовой фон, улучшается качество линии, образуемой распилом. Пила имеет зубья, которые обработаны под определенным углом, каждый зуб обладает несколькими режущими кромками.
Есть главная кромка, с ней сопрягаются дополнительные, при этом образуются пересекающиеся плоскости:
- А;
- В;
- С.
Сами плоскости также варьируются в различных сопряжениях.

Зубья могут быть прямые, они обычно используются для предварительного раскроя материала. Такие зубья обеспечивают разрез невысокого уровня. Однако производительность у таких зубьев довольно высокая.
Зубы скошенной конфигурации обеспечивают более точную линию, такие зубья подходят для обработки таких материалов, как:
- фанера;
- листы ПВХ;
- ДСП;
- ДВП.


Зубья обеспечивают ровный рез, при этом материал не крошится.
Есть также диски, в которых присутствует скос у передней кромки резца, также есть скос с задней кромкой. Возможны варианты чередования различных зубьев с разными скосами. Подобные ухищрения обеспечивают чистоту реза, однако следует помнить: чем плотнее материал, тем быстрее такие зубья тупятся.
Зуб в форме трапеции – такая конфигурация зубьев обеспечивает длительный срок службы инструменту. Часто применяют комплексную конструкцию, когда чередуются зубья трапециевидные и прямые. Вторые осуществляют первичный прорез, что дает возможность зубьям прямой формы «полировать» произведенный распил.


Зуб в форме конуса – такие зубья являются вспомогательными и предназначены для работы с материалами, на которых присутствует ламинированная поверхность. Они обеспечивают правильный распил без образования каких-либо сколов.







Зуб в форме серпа – в этом случае зубья загибаются, что дает возможность проводить точный распил материала поперек древесных волокон.

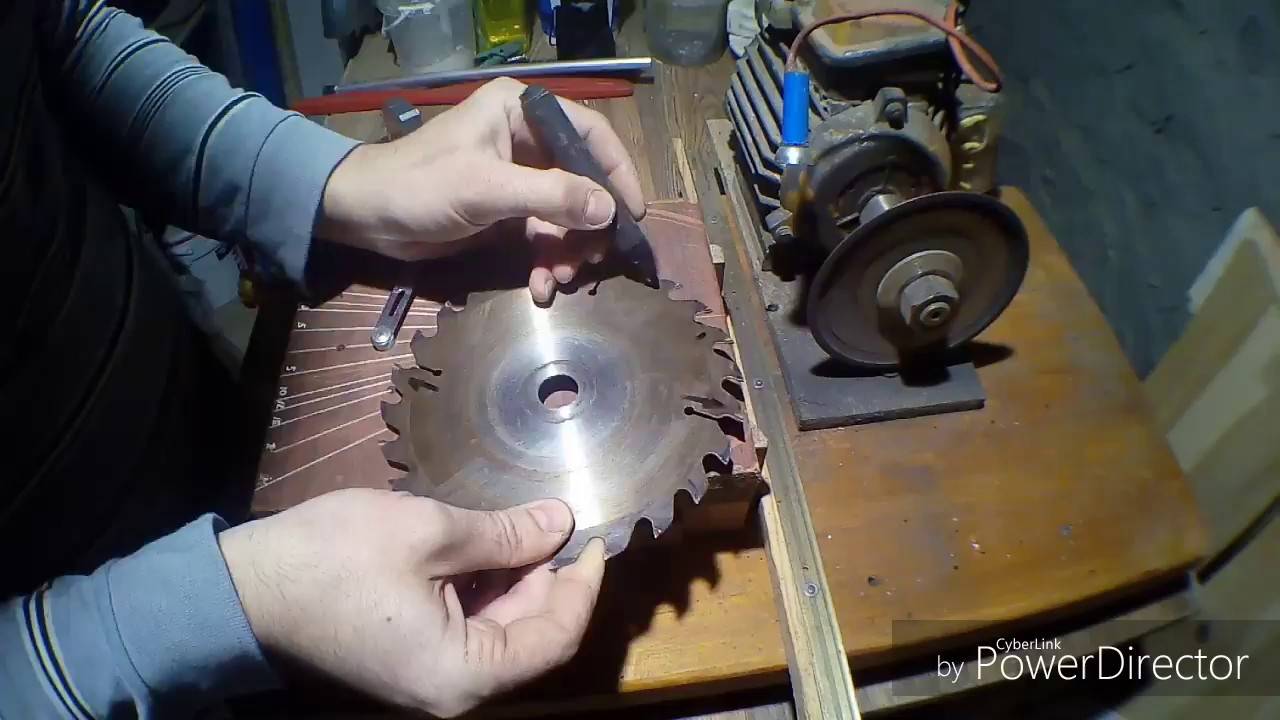
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке.
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
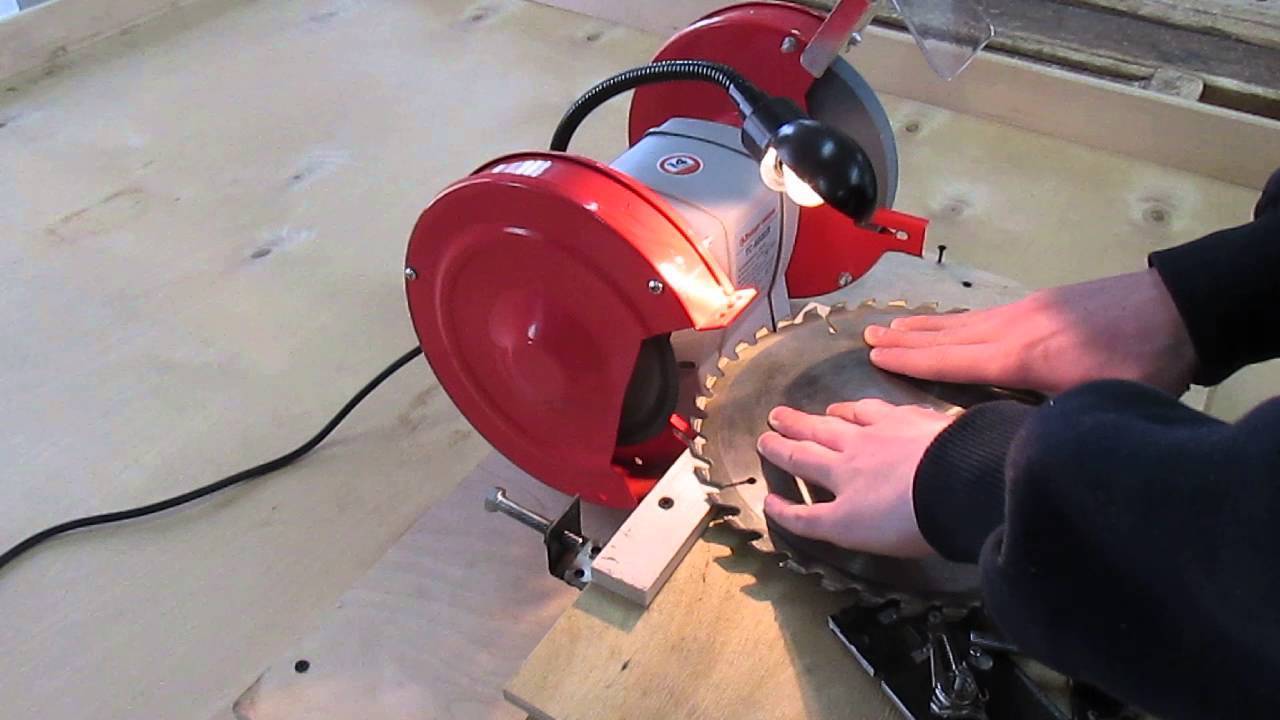
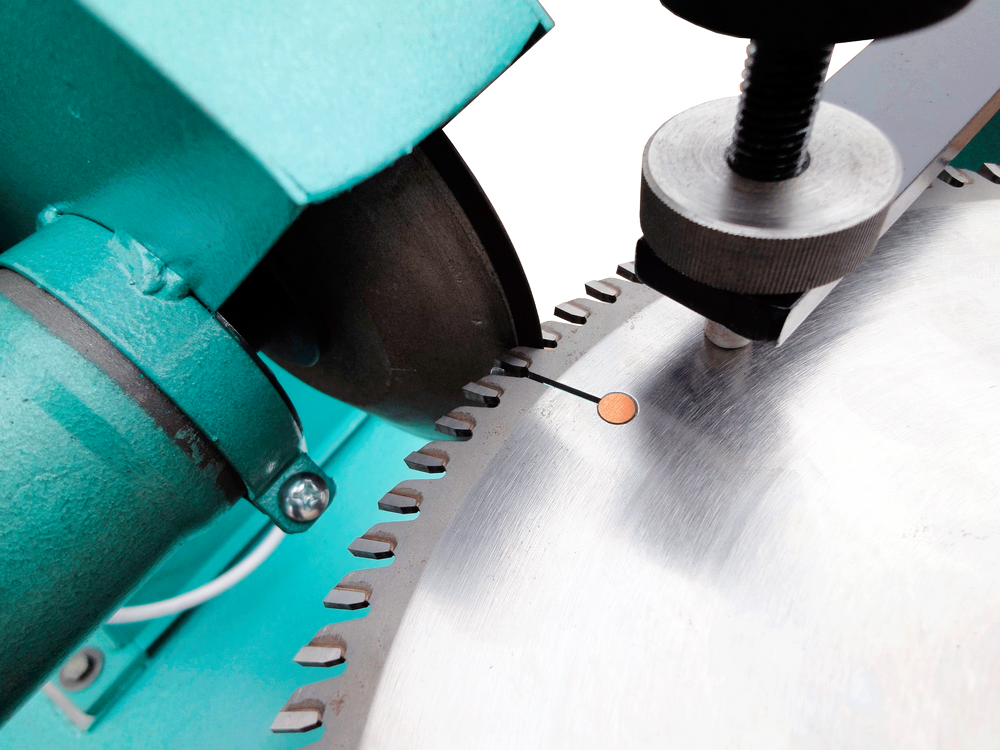
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
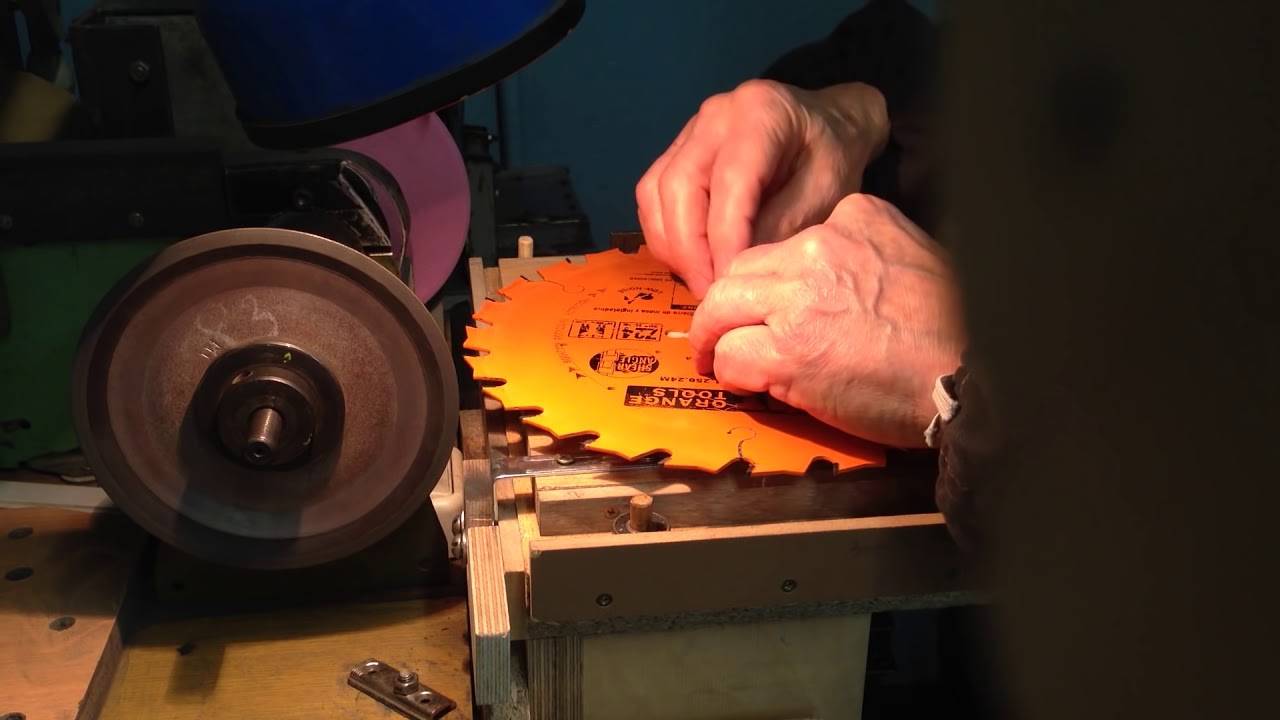
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
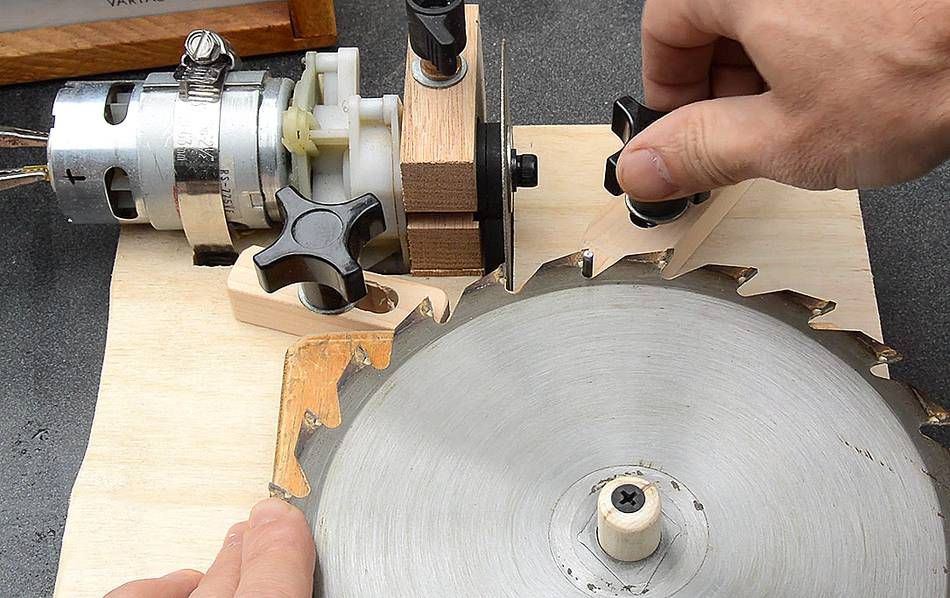
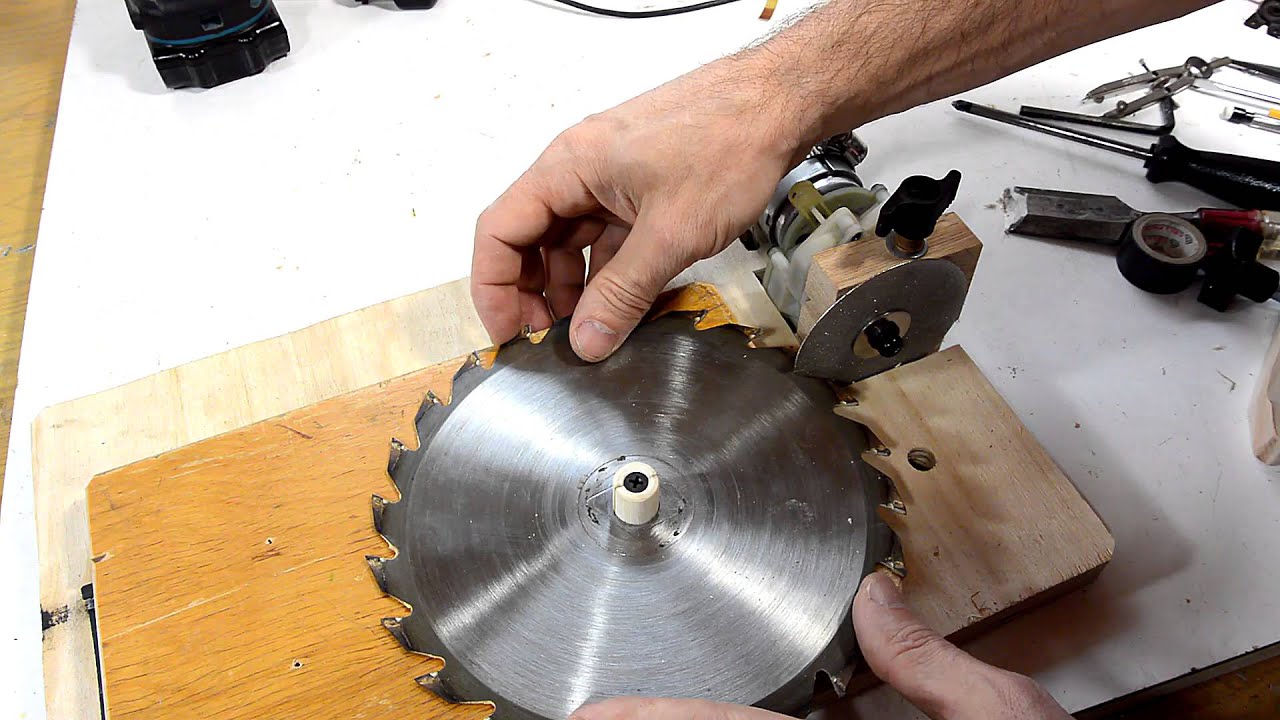
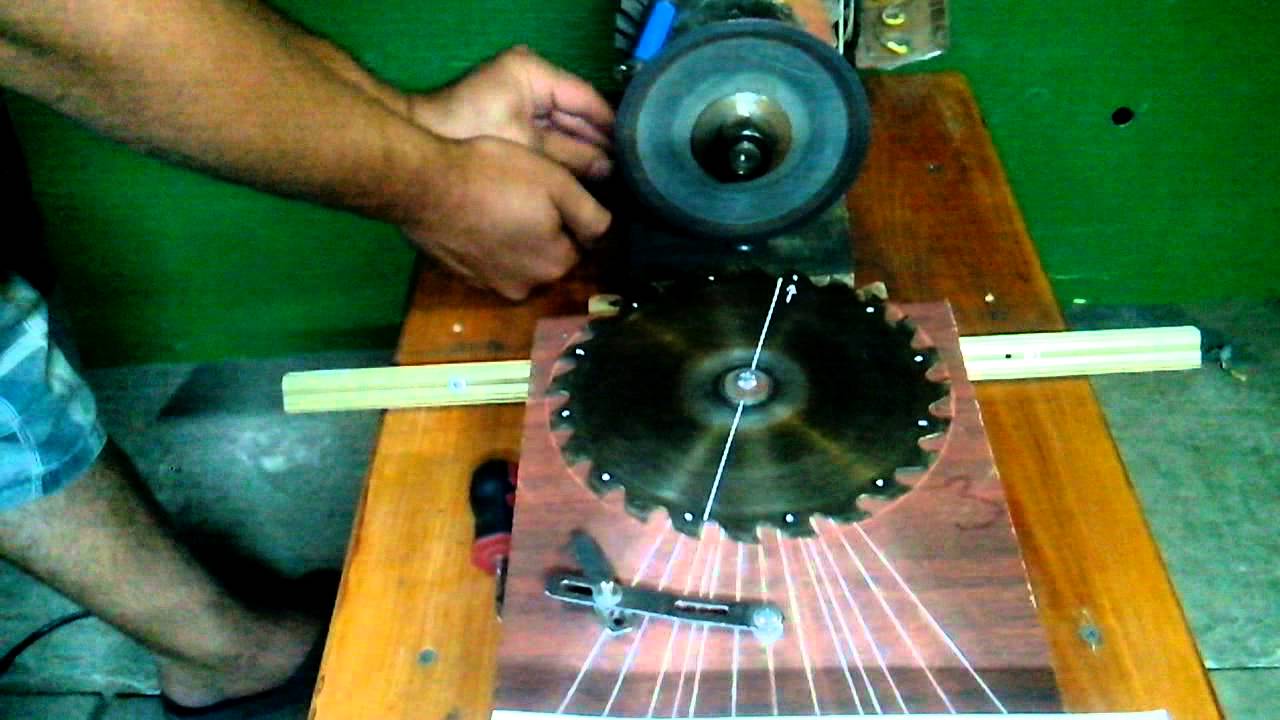
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
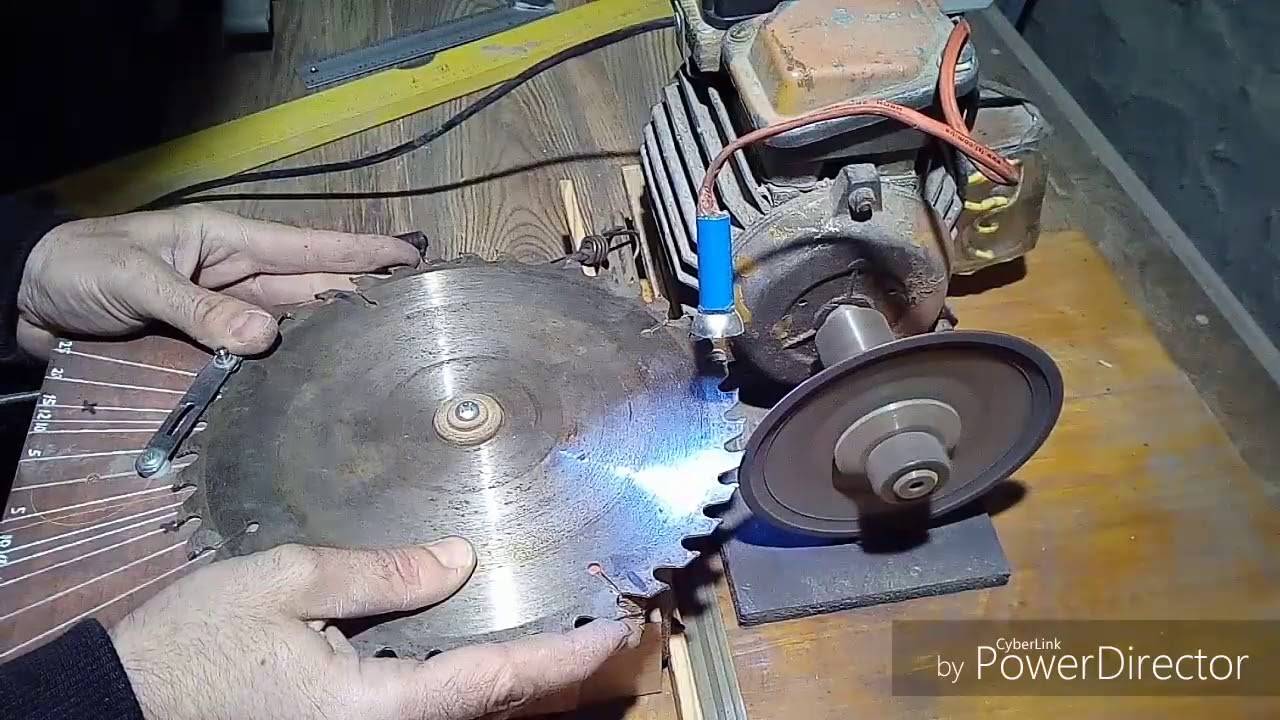
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Классификация пильных дисков
В зависимости от конструктивных особенностей, оснастка делится на 2 вида:
Монолитный. Весь диск выполнен из инструментальной стали. Его главными плюсами следует назвать низкую стоимость, возможность самостоятельной заточки и ремонтопригодность — большой запас прочности.
Твердосплавный. Основа создана из инструментальной стали, а зубья — из твердых сплавов с добавкой карбида вольфрама. Основные преимущества — высокая твердость пильной кромки, чистый рез и долгий интервал между заточками.
Диски с твердосплавными напайками позволяют выполнять обработку по дереву с максимальной скоростью и производительностью, но у них есть серьезный минус — для обслуживания нужны специальные инструменты и навыки выше среднего уровня.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.







Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.