Как выбрать?
На рынке представлен большой выбор устройств. Они различаются между собой по нескольким параметрам: цене, функциональным характеристикам, производителям. Этот товар является очень дорогостоящим, даже бюджетный сегмент, имеет довольно высокую цену. Поэтому выбор должен быть тщательно проанализирован.
Перед покупкой следует:
изучить техническую документацию;
проверить, внесен ли прибор в список Государственного реестра средств измерения, это можно сделать в режиме онлайн на сайте www
rostest.ru;
обратить внимание на производителя;
посмотреть в интернете отзывы на выбранную модель и торговую марку;
узнать о наличии сервисного центра по обслуживанию прибора выбранного бренда по гарантийному обслуживанию и возможности приобрести запасные части на случай поломки;
ознакомиться с параметрами и характеристиками, необходимыми в работе, предпочтительнее ориентироваться на диапазон измерений
Каждая модель обладает чувствительностью
Важно наличие функции выявить микротрещины на глубине 1 мкп. Если такая чувствительность будет являться бесполезной (например для проверки арматуры, металлического каркаса), то лучше подобрать другой.
обратить внимание на производительность, то есть скорость сканирования
На высокой скорости процесс работы идет быстрее.
Обучение и аттестация специалистов по ультразвуковому методу контроля
Пройти подготовку и аттестацию на дефектоскописта УЗК можно в специализированных научно-учебных центрах. Всего предусмотрено 3 квалификационных уровня – I, II и III. Продолжительность программы обучения обычно составляет 40–120 часов. В стандартный курс входят следующие дисциплины:
- введение в классификацию видов и методов неразрушающего контроля;
- физические основы – теория колебаний, типы упругих волн, их свойства, критические углы ввода;
- блок по источникам ультразвуковых колебаний (что собой представляет акустическое поле, в чём разница между прямым и обратным пьезоэффектом);
- методы УЗК;
- технология проведения акустической дефектоскопии – сварных швов, основного металла и композитов;
- приборы и дополнительные принадлежности для УЗК.
Специалистов III уровня дополнительно обучают разработке методик проведения ультразвукового контроля. Изучаются типовые требования к их наполнению и оформлению.
По завершении обучения необходимо сдать квалификационный экзамен, состоящий из теоретической и практической части.
Разумеется, в каждом учебном центре есть своя библиотека методической и образовательной литературы. Дополнительно к этому можно почитать «классику» учебников по УЗК – труды И.Н. Ермолова, В.Г. Щербинского, В.В. Клюева, А.Х. Вопилкина и др. Посмотреть информацию об изданиях можно в специальном разделе «Библиофонд» онлайн-библиотеки «Архиус».
Для тех, кто открыт для новых знаний и обмена опытом, на форуме «Дефектоскопист.ру» предусмотрен свой раздел. Начать рекомендуем с веток «Изучение УЗ-контроля» и «Обучение УЗК».
Источник
Рамки применения данной методики при выявлении дефектов
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
С помощью проведения УЗК возможно выявить следующие дефекты:
- Трещины в околошовной зоне;
- поры;
- непровары шва;
- расслоения наплавленного металла;
- несплошности и несплавления шва;
- дефекты свищеобразного характера;
- провисание металла в нижней зоне сварного шва;
- зоны, пораженные коррозией,
- участки с несоответствием химического состава,
- участки с искажением геометрического размера.
Подобную УЗД возможно осуществить в следующих металлах:
- чугун;
- медь;
- аустенитные стали;
- легированные стали;
- и в металлах, которые плохо проводят ультразвук.
УЗД проводится в геометрических рамках:
- На максимальной глубине залегания шва — до 10 метров.
- На минимальной глубине (толщина металла) — от 3 до 4 мм.
- Минимальная толщина шва (в зависимости от прибора) — от 8 до 10 мм.
- Максимальная толщина металла — от 500 до 800 мм.
Проверки подвергаются следующие виды швов:
- плоские швы;
- продольные швы;
- кольцевые швы;
- сварные стыки;
- тавровые соединения;
- сварные трубы.
Для фрезерной обработки металла, как правило, используются торцовые и цилиндрические фрезы.
Пескоструйная очистка поможет избавиться от многих загрязнений металла. Подробнее об этом читайте здесь.
Хотите открыть бизнес в сфере металлообработки и сварки? Пошагово о том, как это сделать, читайте по https://elsvarkin.ru/prakticheskoe-primenenie/kak-otkryt-biznes-v-sfere-okazaniya-uslug-po-metalloobrabotke-i-svarke/ ссылке.
Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу — УЗД заказывают и в частном порядке при строительстве или реконструкции домов.
УЗК чаще всего применяется:
- в области аналитической диагностики узлов и агрегатов;
- когда необходимо определить износ труб в магистральных трубопроводах;
- в тепловой и атомной энергетике;
- в машиностроении, в нефтегазовой и химической промышленности;
- в сварных соединениях изделий со сложной геометрией;
- в сварных соединениях металлов с крупнозернистой структурой;
- при установке (сварки соединений) котлов и узлов оборудования, которое поддается влиянию высоких температур и давления или влиянию различных агрессивных сред;
- в лабораторных и полевых условиях.
 Испытания в полевых условиях
Испытания в полевых условиях
К преимуществам ультразвукового контроля качества металлов и сварных швов относятся:
- Высокая точность и скорость исследования, а также его низкая стоимость.
- Безопасность для человека (в отличие, к примеру, от рентгеновской дефектоскопии).
- Возможность проведения выездной диагностики (благодаря наличию портативных ультразвуковых дефектоскопов).
- Во время проведения УЗК не требуется выведения контролируемой детали или всего объекта из эксплуатации.
- При проведении УЗД проверяемый объект не повреждается.
К основным недостаткам УЗК можно отнести:
- Ограниченность полученной информации о дефекте;
- Некоторые трудности при работе с металлами с крупнозернистой структурой, которые возникают из-за сильного рассеяния и затухания волн;
- Необходимость проведения предварительной подготовки поверхности шва.
Особенности ультразвуковой дефектоскопии
Исследования, проводимые акустическими приборами, в настоящее время стали наиболее востребованными. Это связано со следующим:
- Безопасный способ тестирования как для специалиста (нет вредного излучения).
- Проверка качества проводится без нарушения целостности предмета любого материала, вне зависимости от силы его прочности.
- Благодаря устройству можно провести обширный анализ за считанное время.
- Все модели портативные, их можно использовать в любом месте при различных погодных условиях, без дополнительных крупногабаритных элементов. Без труда можно доставить в любое место для тестирования.
Суть ультразвукового метода
Впервые принцип дефектоскопии УЗ был предложен в 1928 г.: советский ученый Сергей Соколов показал, как обнаружить повреждения металла и других материалов через вариации энергии ультразвука. Соколов изобрел первый дефектоскоп, в котором применил ультразвуковые колебания для определения внутренних дефектов, трещин, посторонних включений и структуры материалов. В дальнейшем этот опыт подхватили ученые других стран, и метод получил распространение, став обязательным для многих отраслей промышленности.
Ультразвуковой метод контроля металла основан на физическом законе о неизменности траектории перемещения звуковых волн при условии однородности среды. Суть заключается в выявлении повреждений материала через излучение и принятие колебаний УЗ при отражении от дефекта, анализе амплитуды колебаний, времени возвращений, формы и других параметров.








Для анализа в материале при помощи дефектоскопа и преобразователей с пьезоэлементом создают высокочастотные колебания (свыше 20 кГц). Если изъянов нет — колебания не встречают препятствий и не имеют отражения. Если же присутствуют неоднородности (например, трещины, пустоты или другие включения), приемник зарегистрирует сигналы отражения от них.
Время распространения волны указывает на глубину расположения дефекта, а амплитуда отражения импульса — на размер неоднородности.
Isonic 2010 (Sonotron NDT)

Особенности модели
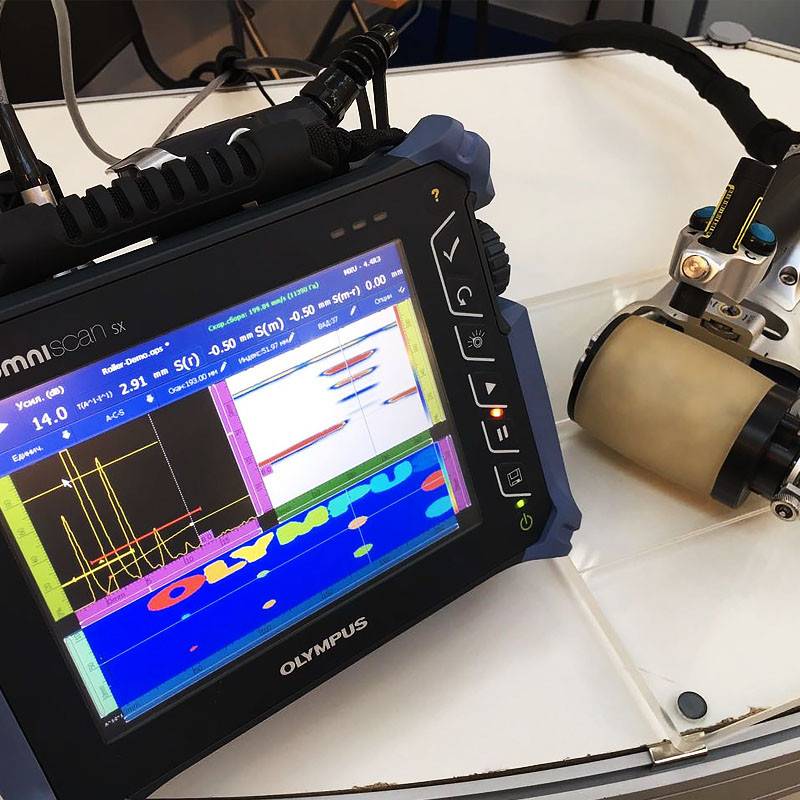
Прибор служит для обнаружения трещин, пор, нарушений сплошности и других дефектов в литых изделиях из пластика, металла, композитных материалов. В отличие от большинства приборов УЗ контроля, модель позволяет визуализировать процесс и точно измерить размеры и расположение отклонений.
Главная фишка этого устройства – использование датчиков с 32 каналами генератора-приемника, что обеспечивает высокую точность обнаружения дефектов, а также послойный контроль с использование фильтра отсечки по глубине. Технология Tru-To-Geometry-Imaging позволяет наблюдать реальное распространение УЗ в исследуемом объекте, а отраженные сигналы отображаются на дисплее в соответствии с фактическим нахождением лучей.
Прибор подходит для ручного и механизированного контроля любых конструкций. Обеспечивает полную запись А-скана независимо от того, в какой точке детали происходит контроль. С помощью Isonic 2010 можно определить геометрию сварного шва, оценить глубину залегания, ширину и протяженность дефектов.
Оборудован сенсорным 6,5” дисплеем с разрешением 650×480 пикселей. Поставляется в алюминиевом ударопрочном корпусе. Выполнен в соответствии со стандартом IP65. Максимальное время автономной работы от аккумулятора 14 часов.
| Параметр | Значение |
|---|---|
| Число каналов | 1 или 2 |
| Рабочие частоты, МГц | 0,2-25 |
| Регулировка усиления, дБ | 0-100 с шагом 0,5 |
| Тип импульса | биполярный прямоугольный |
| Амплитуда импульса | 50-300В при нагрузке 50 Ом |
| Режимы сканирования и визуализации | Линейный B-Скан, секторное сканирование (S-Скан), тандем B-Скан,3D, TOFD, B-Скан профиля толщины, поперечного сечения, CB-Скан объекта контроля в плоскости |
| Размер экрана, дюймы | 6,5 |
| Размеры, мм | 265×156×130 |
| Масса, кг | 3,43 |
*полный перечень смотрите на официальном сайте.
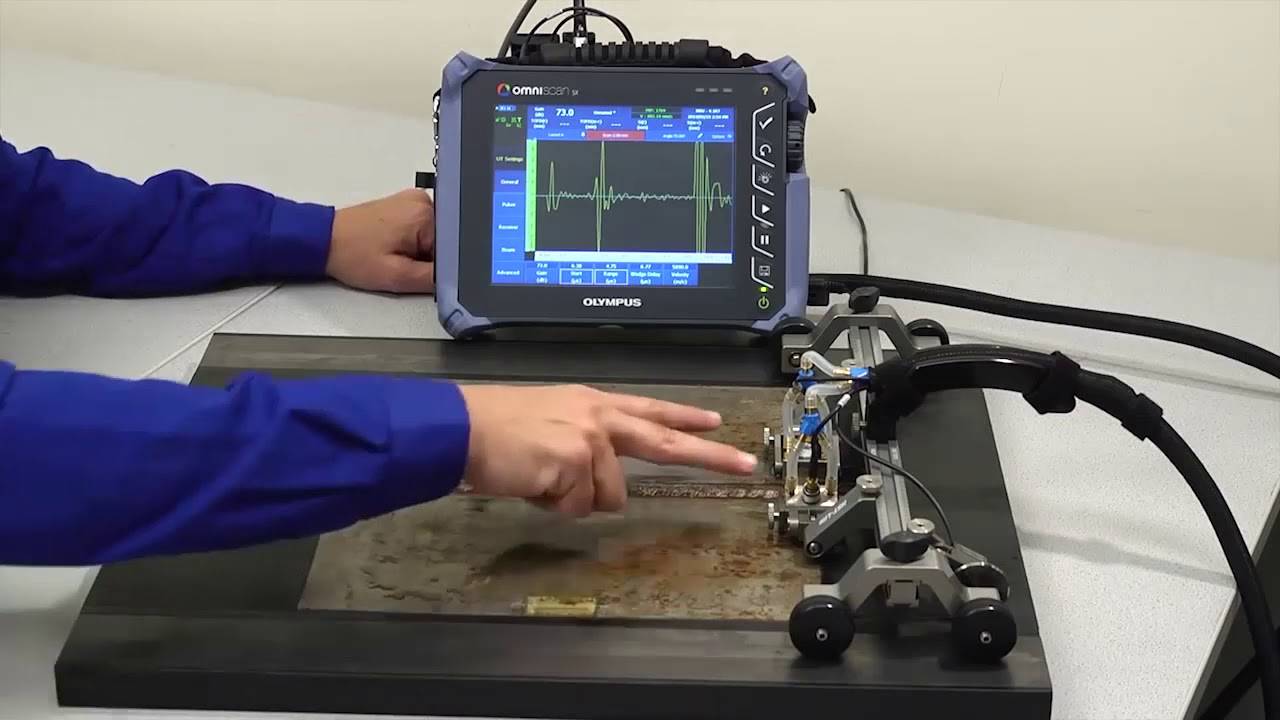
В ролике ниже вы увидите пример работы с прибором:
Источники ультразвуковых волн
Во время анализа УЗ-колебания в объекте создают несколькими способами. Чаще с использованием пьезоэлектрического эффекта. Преобразователь создает ультразвуковое излучение, которое далее переводит электрические колебания в акустические. При переходе через измеряемую среду эти колебания оказываются на приемной пьезопластине преобразователя, а после снова становятся электрическими. Это фиксируют измерительные цепи. При этом пьезопластины могут выступать в роли только приемника или только излучателя, а также совмещать в себе функции того и другого.

Пьезоэлемент является источником ультразвуковых волн.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
- поры;
- непроваренные участки;
- трещины в швах и возле них;
- несплавления соединений;
- расслоения наплавленного материала;
- наличие свищей;
- провисание металла в нижних участках стыка;
- коррозионные образования;
- участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава.
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
- не более 10 метров составляет наибольшая глубина залегания шва;
- при минимальной толщине металла 3-4 мм;
- в зависимости от прибора наименьшая толщина шва должна быть в пределах 8-10 мм;
- 500-800 мм – максимальная толщина металла.
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.
Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:
- для аналитической диагностики агрегатов и узлов;
- дефектоскопия сварных швов трубопроводов проводится с целью определения их целостности и степени износа труб;
- в атомной и тепловой энергетике для контроля состояния сварных конструкций;
- в области машиностроения и химической промышленности;
- для проверки сварных стыков в изделиях со сложной конфигурацией;
- при необходимости проверить прочность соединений металлов с крупнозернистой структурой.
Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
- высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок;
- удобность использования благодаря компактности приборов;
- возможность проведения выездной дефектоскопии если для контроля использовать портативные измерительные устройства;
- минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов;
- возможность проверять соединения с большой толщиной;
- УЗК не нарушает структуру шва и не повреждает исследуемый объект;
- практически все разновидности дефектов сварных швов можно установить посредством ультразвукового контроля;
- контролируемый объект не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы;
- абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
В заключение следует сказать о том, что УЗК сварочных соединений – это гарантия безопасной эксплуатации готовых металлоизделий и сооружений. Если соблюдать сроки проверок, то это позволит своевременно устранить повреждения, продлить периоды и увеличить эффективность работы конструкций.
Алгоритм работы ультразвукового дефектоскопа
С помощью ПЭП передается короткий ультразвуковой сигнал в контролируемый объект, получив на приемник отраженный сигнал, измеряется время прохождения звукового сигнала от ПЭП до отражающей поверхности и назад.
Это возможно только тогда, когда имеется четко определенное стартовое время и конечное время. Если скорость звука в объекте контроля известна, тогда, используя простые вычисления, можно определить расстояние до отражающей поверхности и таким образом точное положение несплошности в объекте контроля, рис. 2.







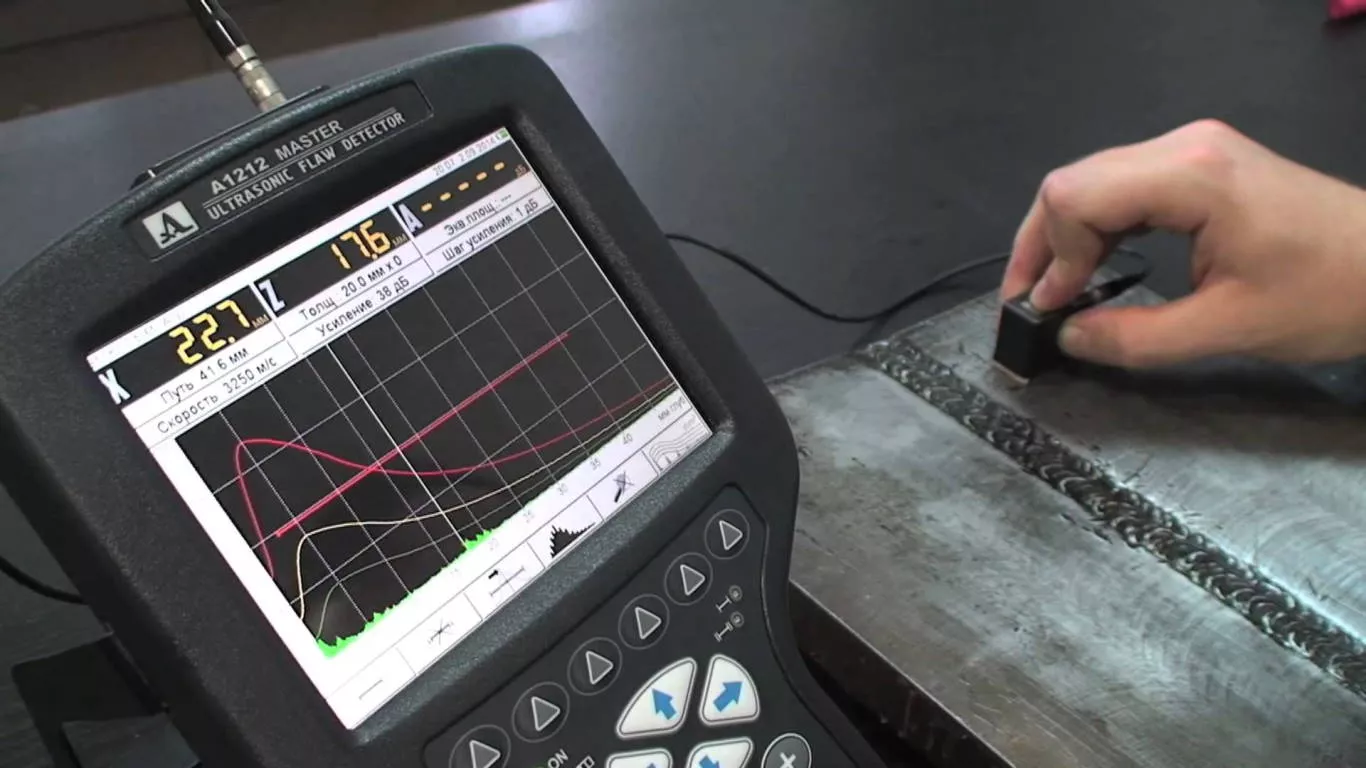


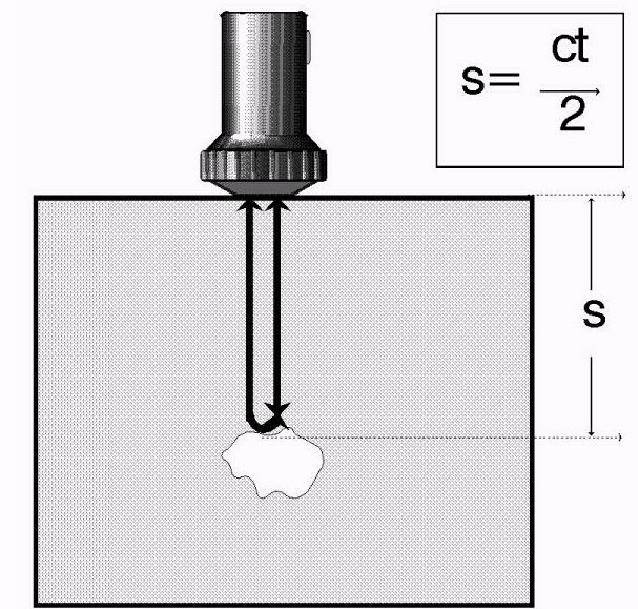
Рис. 2 Принцип измерения времени и пути импульса
Измерение времени начинается с подачей электрического импульса передачи – импульса возбуждения. Это очень короткий электрический разряд, вызывающий звуковой импульс в пьезоэлементе преобразователя. Звуковой импульс проходит через материал и при отражении от несплошности или противоположной поверхности материала возвращается назад к преобразователю. Полученные колебания преобразуются в электрический импульс, останавливающий измерение времени. Расстояние до отражающей поверхности можно тогда рассчитать по следующей формуле:
, где
s – путь, звукового импульса ; с – скорость звука в материале [км/с]; t – время прохождения импульса .
Если теперь время прохождения и амплитуду импульса отобразить в графическом виде, получится упрощенная модель универсального Ультразвукового Дефектоскопа (Рис2.1.).
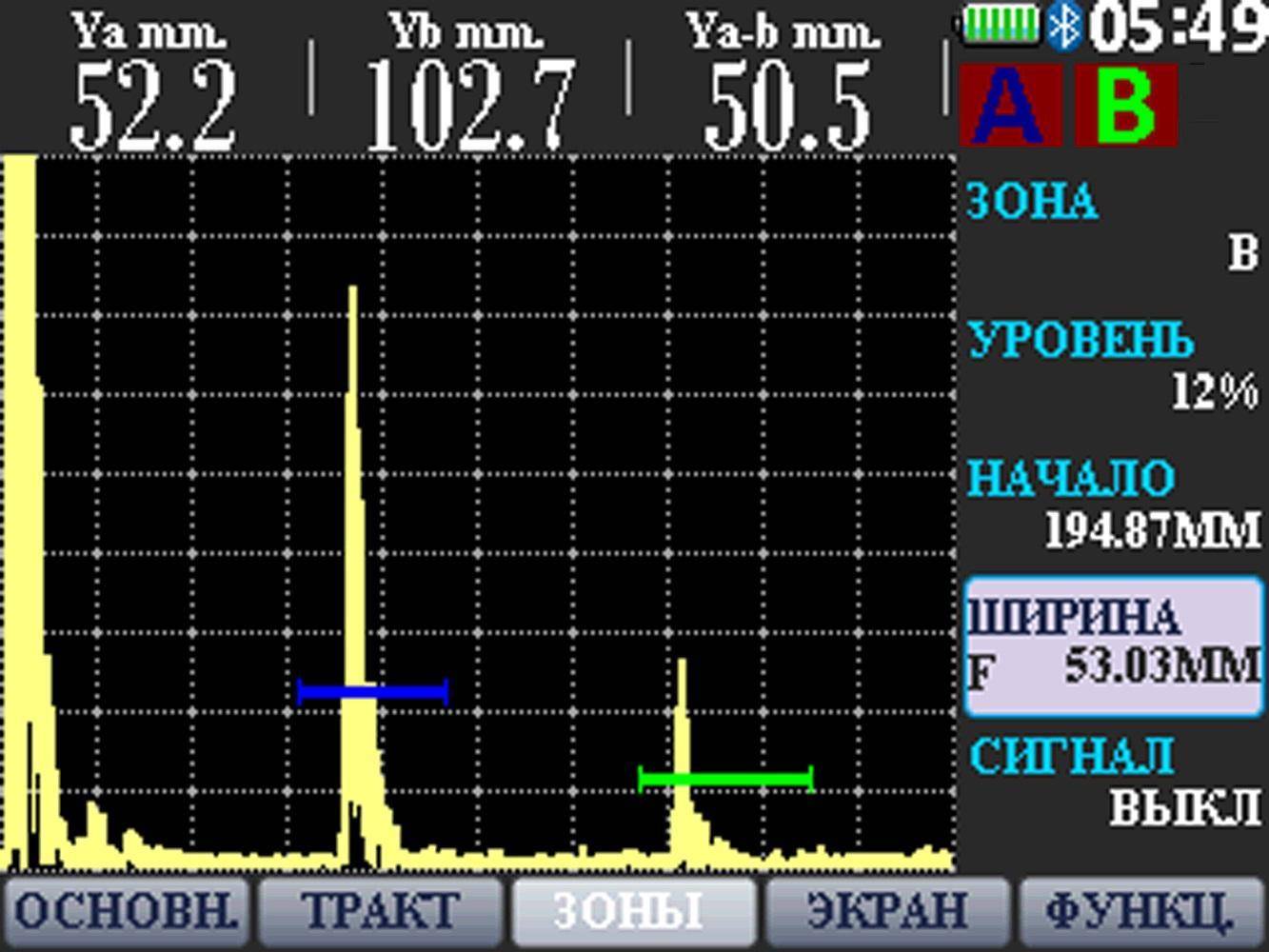
Рис. 2.1. Графическое отображение полученных ультразвуковых сигналов в модульном виде
Плюсы и минусы диагностики ультразвуком
Главным достоинством метода является то, что он относится к неразрушающему контролю. Исследуемый объект не выводится из эксплуатации, не подвергается разборке, взятию образцов, не требует других дорогостоящих действий.
Другие преимущества УЗД:
- Метод доступен для работы с металлическими материалами и неметаллами.
- Точность в определении положения дефекта и оценке его размера и формы.
- Высокая скорость исследования.
- Низкая цена работ.
- Безопасность для здоровья (меньший вред в сравнении с работой рентгена).
- Мобильность, т.е. работа в полевых условиях.
Ультразвуковая дефектоскопия позволяет предотвратить возможные разрушения.
Недостатки диагностики ультразвуком:
- Нужна предварительная подготовка поверхности.
- Не поддаются проверке грубые материалы, детали неправильной формы, слишком маленькие или тонкие.
- Невозможна работа с чугуном и крупнозернистыми материалами (из-за высокого уровня шума и низкого уровня звука).
- УЗД может не определить повреждения, ориентированные параллельно звуковому лучу.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка аппарата, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле) и выявления присутствия не металлических элементов.
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
- расстояние до дефекта — по времени распространения ультразвуковой волны в материале;
- относительный размер дефекта — по амплитуде отраженного импульса.
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 — 79), которые отличаются между собой только способом регистрации и оценки данных:
- Теневой метод. Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
- Зеркально-теневой метод. Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
- Эхо-зеркальный метод или “Тандем”. Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
- Дельта-метод. Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
- Эхо-метод. Основан на регистрации сигнала отраженного от дефекта.
Откуда колебания волны?
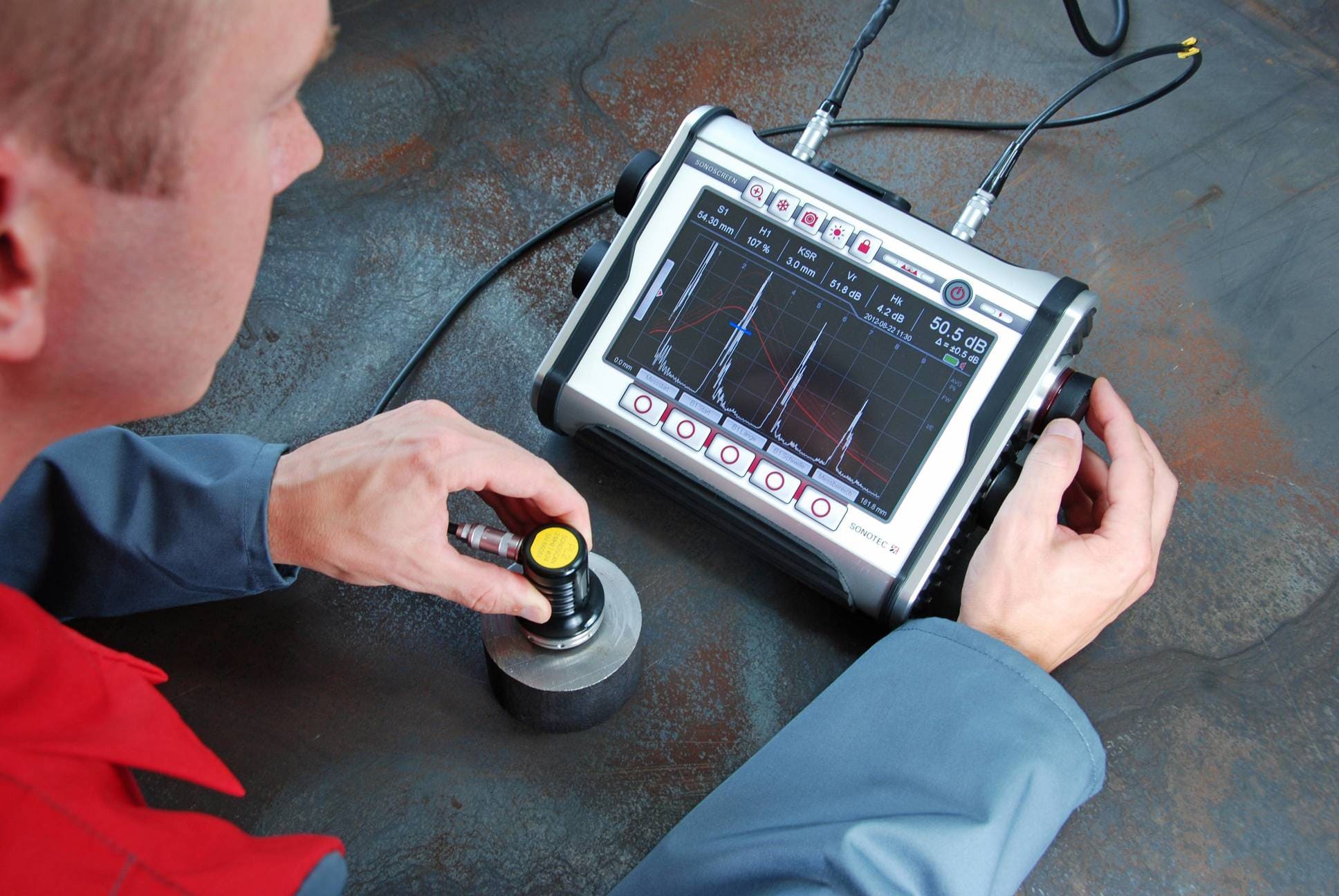
Проводим контроль
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8—2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1—5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
В чём заключается эффективность неразрушающего контроля сварных соединений?
Идеально однородные среды в процессе взаимодействии с источником ультразвуковых колебаний не ослабляют амплитуду звуковых волн. Совсем иное происходит, если сканируются реальные объекты. При наличии в них участка с искажениями первоначальной структуры всегда наблюдается существенное искажение и уменьшение амплитуды звукового давления, которое количественно проявляется в виде ослабления или даже полного поглощения ультразвуковых волн.
Интенсивность таких искажений устанавливается законом ослабления
P=Р exp(-αd),
где: Р – исходное значение амплитуды звукового давления; Р – значение на выходе из диагностируемого сварного шва; d – толщина шва; α – коэффициент ослабления.
Поскольку параметр d чаще представляют как расстояние до источника ультразвукового излучения, то считается, что звуковая волна имеет вид полусферы, а потому ослабление будет равномерным по всем направлениям. В практике измерений оно обычно устанавливается в децибелах (дБ), поэтому может быть вычислено по формуле
α = 20/d∙lg(P/Р)

Промышленный ультразвуковой дефектоскоп, применяемый для определения сплошности и качества сварных швов, оценивает интенсивность эхо-сигнала, которая пропорциональна амплитуде звукового давления:
p/P = H/H
где: Н и Н соответственно — амплитуды звукового сигнала на входе и выходе из прибора.
Для практически применяемого диапазона частот 1…15 МГц (что и случается для подавляющего большинства металлических изделий) интенсивность эхо-сигналов соотносится с относительным ослаблением ультразвукового сигнала следующими соотношениями:
| Н/Н | 1,26 | 1,78 | 2,82 | 5,01 | 10,0 | 21,62 |
| Мощность сигнала, дБ | 2 | 5 | 9 | 14 | 20 | 30 |
Из представленной таблицы следует, что применение оценочного критерия логарифмической интенсивности ультразвукового сигнала может эффективно фиксировать изменения в его амплитуде.

Причинами ослабления ультразвуковых волн происходит вследствие поглощения и рассеивания сигналов. Энергия поглощения превращает колебательную энергию в тепловую. Она пропорциональна частоте ультразвуковых колебаний, поэтому ультразвуковые дефектоскопы для контроля сварных соединений изготавливаются с максимально возможными генерируемыми частотами.








С повышением частоты облегчается фокусировка прибора, благодаря чему распознавание неоднородностей или дефектов улучшается. При этом должны соблюдаться следующие условия:
- Размер оцениваемой неоднородности должен быть больше половины длины волны.
- Направление сканирования должно быть перпендикулярным направлению хода звукового луча.
- Прибор не должен использовать так называемые критические частоты (для металлических конструкций это, например, частоты близкие к 6 МГц), при которых из-за явления дифракции ультразвуковых волн чувствительность метода резко снижается.
Энергия рассеивания более существенна для поликристаллических тел. Поэтому для крупнозернистых структур (например, чугуна) ультразвуковая дефектоскопия малочувствительна. Также неэффективно ультразвуковое сканирование при пониженных температурах окружающей среды.
Для получения ультразвуковых колебаний применяются два вида источников: магнитострикционные генераторы и пьезоэлектрические преобразователи. Каждое из устройств имеет свои рациональные области применения.