Струбцина угловая из дерева
Для изготовления угловой струбцины из дерева не потребуется значительных усилий, особенно если есть хотя бы минимальные навыки обработки такого материала. Стоит отметить, что древесина для этого должна быть правильно подобрана. Для этих целей оптимальней использовать бруски из дуба, ясеня, березы, граба или бука. Необходимо тщательно осмотреть материал, чтобы на нем отсутствовали трещины и повреждения, вызванные насекомыми. Процент влажности не должен превышать 12%.
В первую очередь необходимо предусмотреть наличие двух деревянных пластинок, длиной по 200 мм, шириной — 150 мм и толщиной — 20 мм. Другие два бруска должны быть длиной около 250 мм, и 20 мм в ширину и толщину. Приобрести их можно в готовом виде или же использовать лобзик для их вырезания.
Кроме самого материала следует также подготовить инструмент. Необходимо выполнить подбор металлических гаек и болтов (саморезов). Саморезы должны быть подобраны в количестве четырех штук. Два должны быть длиной около 200 мм, остальные по 110-120 мм длиной и 5 мм в диаметре. Значение размеров может быть и своим, однако согласно представленным цифрам проще выполнить качественную сборку. При этом два из них длиной примерно 20 см, а другие два около 11-12 см, диаметром 5 мм. Размеры можно брать и свои, но представленные цифры являются оптимальными для максимально качественной сборки.
После того, как все было подготовлено, можно приступать к процессу сборки элементов приспособления в единое целое. Для начала нужно положить на ровную поверхность две длинных рейки – одна ребром к верху, а другая наоборот. Затем используя дрель следует выполнить несколько отверстий, благодаря которым будет осуществляться скрепление удерживающих элементов.
Берем пластины. Одну из них следует закрепить максимально прочно на нижнюю рейку, таким образом чтобы расположение отверстий на рейках совпадало с будущим отверстием в пластинах при креплении регулирующих саморезов. Далее параллельно на первую пластину крепим вторую посредством проходящего через них болта. Именно благодаря нему будет осуществляться регулировка степени зажима.
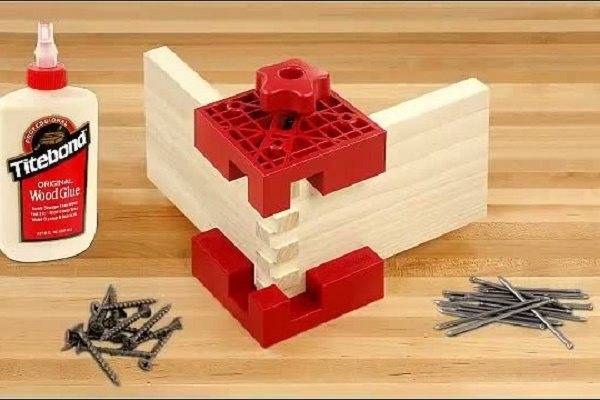
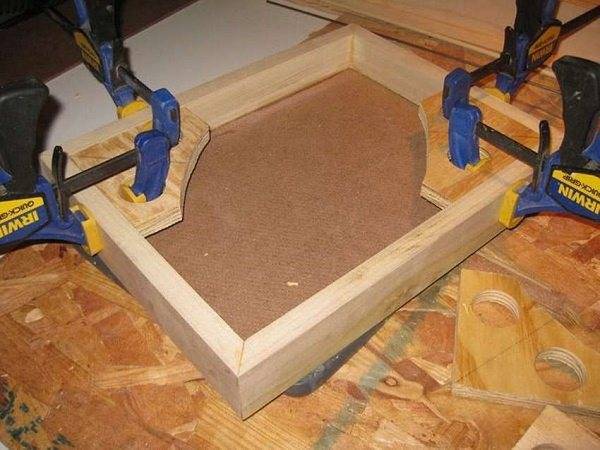
Выполнив эти действия угловую струбцину с деревянным механизмом можно считать готовой. Если работу провести в соответствии с технологией, то получим такое же изделие как на рисунке ниже. Как изображено на схеме, винт который расположен между поверхностями пластин, позволяет выполнять регулировку зажимной силы, удерживая деревянный брусок на подобии тисков.
Делаем угловую струбцину своими руками
Сварочный процесс отличается трудоемкостью и большой затратой времени. Для того, чтобы облегчить и ускорить работу, существуют такие специальные приспособления, как уголки, упоры и струбцины. В данной статье мы поговорим про угловые струбцины для сварки и о том, как их можно сделать в домашних условиях.
Что такое струбцина?
Струбцина представляет собой универсальное приспособление, которое служит для закрепления металлических конструкций определенным образом, что существенно упрощает сварочный процесс
Тиски угловые позволяют закрепить металлоконструкцию под определенным углом в необходимом и — что не менее важно — в удобном положении для работы. Конструкции струбцин могут быть разнообразные в зависимости от того, как именно необходимо закрепить деталь
Они могут быть разных размеров и форм. Всегда полезно иметь под рукой несколько вариантов струбцин, так как во время работы может понадобиться скрепление деталей различной конфигурации.
Конструкция
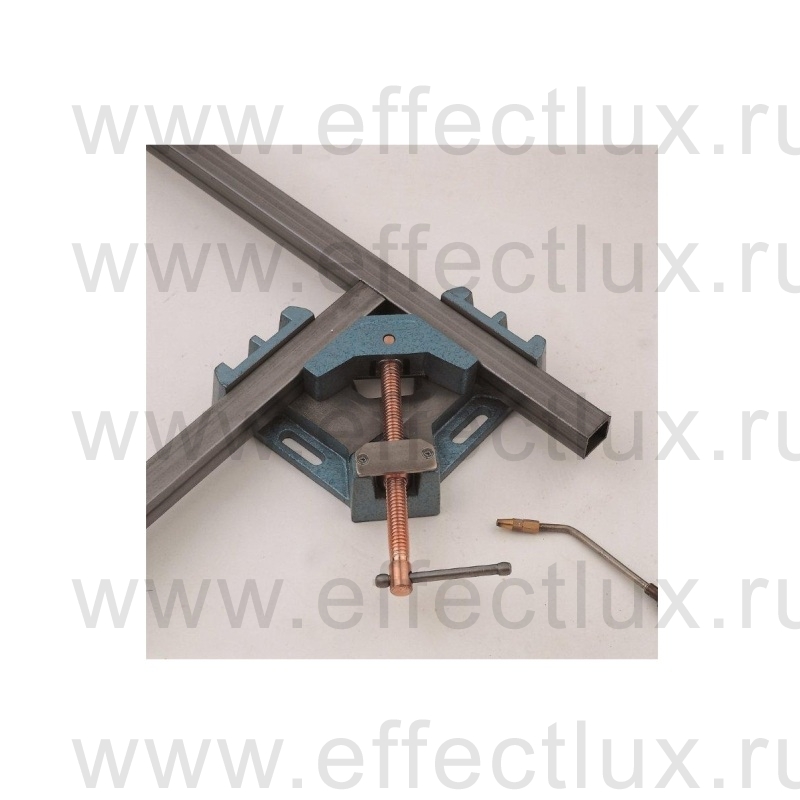
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.
Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины
Для работы с деталями большой толщины следует применять F — струбцины.
Все разновидности струбцин
Существенного значения материал, из которого изготовлен фиксатор, не имеет, главное, чтобы он обладал достаточной прочностью.
В основном для производства угловых струбцин для сварки используют:
- Обычную углеродистую сталь. Она превосходно подвергается сварке, не деформируется в готовых изделиях. Благодаря толщине (около 8–10 мм) ее легко резать болгаркой и просверливать в ней отверстия дрелью. Химический состав углеродистых сталей достаточно широк, но все они легко свариваются. Фиксаторы изготавливаются из стальных профильных труб, а также из стальных пластин (при этом точный состав сплава значения не имеет).
- Инструментальную сталь, форма которой придается при ковке. Затем заготовка закаляется и отпускается. Поскольку для этого процесса необходимы определенные знания и опыт, то он используется намного реже и в основном в промышленном производстве.
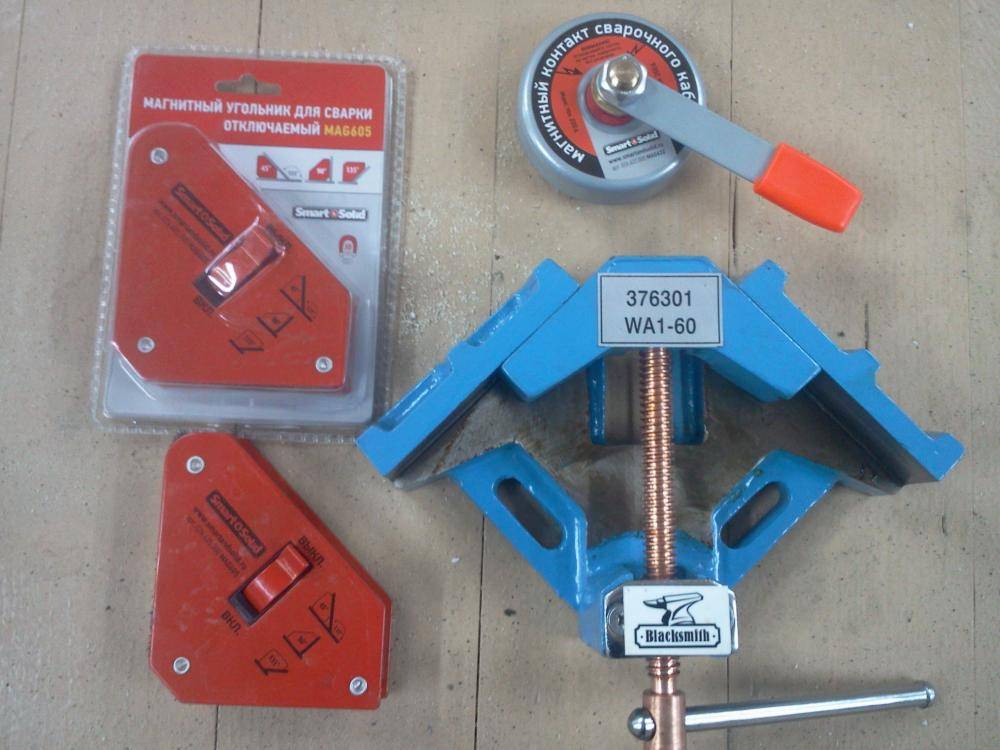
- Магнитную струбцину из неодимового сплава, в которой присутствует магнит. При диаметре 30 мм и высоте 9 мм фиксатор способен удержать заготовку весом 93 кг.
Конструктивно фиксатор состоит из двух частей – неподвижной основной и подвижной. Варианты изготовления могут быть различными, однако зажимное устройство в любом случае представляет собой винт с ручкой. Различным может быть не только внешний вид тисков, но и их назначение. Ряд моделей применим исключительно в деревообработке. В большинстве случаев это негабаритные литые струбцины G-, Т-, F-образной формы.





Всего можно купить 10 вариантов угловых струбцин для сварки, разного размера и функционала:
- G-образный зажим. Благодаря изготовлению из инструментальной стали он обладает повышенными прочностными, износостойкими характеристиками и ударной вязкостью. Позволяет соединять одновременно несколько деталей.
- Т-образный зажим – дает возможность работать с заготовками разной толщины. За счет специальных отверстий основу струбцины можно размещать на поверхности.
- Трубный фиксатор – вариант Т-образных тисков, в качестве станины которых выступает труба с закрепленным на ней зажимом (одна его часть является стационарной, вторая – подвижной).
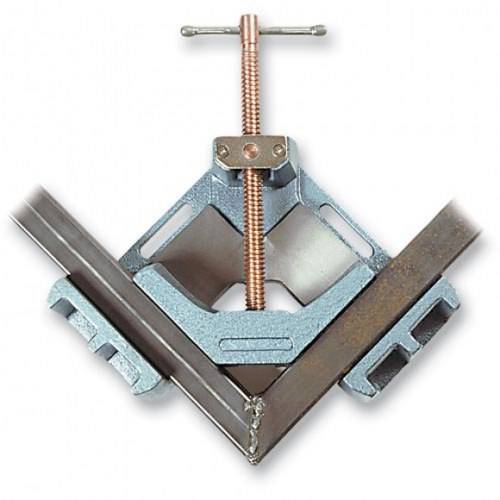
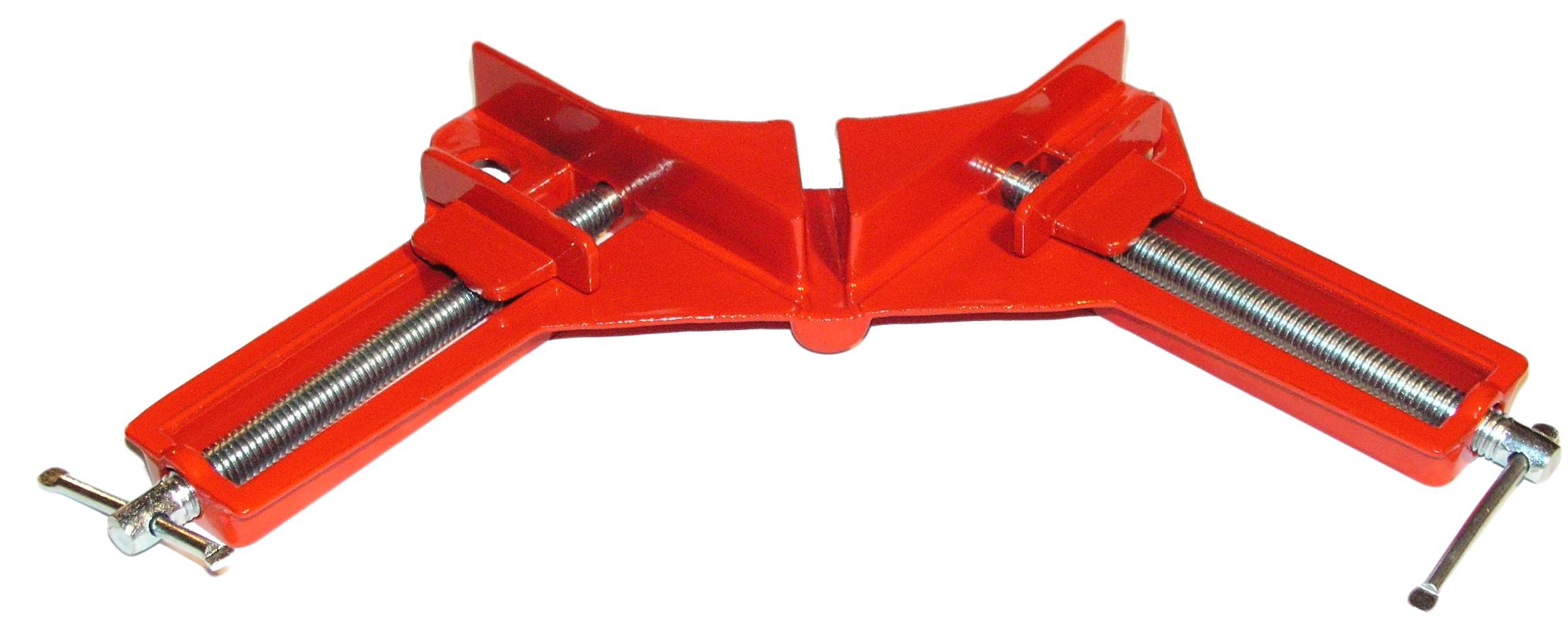
- Угловые классические – используются для фиксации деталей под углом 90°. Зажимные механизмы могут быть винтовыми или магнитными. Модель в форме равнобедренного треугольника можно крепить к поверхности при помощи болтов через сквозные отверстия.
- Пружинные тиски или трещотка. Имеет форму, аналогичную конфигурации плоскогубцев или прищепки. Нижняя часть струбцины оснащена фиксатором в виде храпового механизма. Для закрепления деталей используются пружины, при этом отсутствует возможность регулирования силы сжатия. Из-за небольшого захвата подходит для работы с мелкими деталями.
- F-образная струбцина (триггер, торцевой зажим). Она представляет собой станину, оснащенную двумя направляющими – жестко закрепленной и перемещающейся вдоль основы. Детали фиксируются винтовыми зажимами в двух точках.
- Ленточный фиксатор является натяжным механизмом с жестким ремнем, обеспечивающим одинаковую степень натяжения по всей поверхности конструкции. Предназначен исключительно для работы с круглыми (бочкообразными) заготовками.
- Гидравлическая струбцина предназначена для профессионального применения, обеспечивает высокую точность и скорость работы.
- Вакуумные тиски подходят исключительно для соединения плоских деталей (листов).
Приспособление можно усовершенствовать, автоматизировав захват. Такие фиксаторы проще в использовании, однако мощность и точность регулировки у них страдают. Работу сварщика облегчают такие дополнительные элементы, как расположенная на станине мерная линейка, стопор (фиксатор) длины, пластмассовые накладки, надеваемые на регулировочный вентиль.
Технология процесса работ
Сваривают стыки, помещенные под углом следующими режимами:
Односторонним угловым швом со скосом кромок под углом 45:
элементы с металлическими свойствами — 4 мм; число — 1; размер проводника — 3-4; 120-160А;
элементы с металлическими свойствами — 6 мм; число — 1; диаметр — 4-5; 160-220А;
элементы с металлическими свойствами — 8 мм; число — 2; размер проводника — 4-5; 160-220А;
элементы с металлическими свойствами — 12 мм; число — 4; размер проводника — 4-6; 160-300А;
элементы с металлическими свойствами — 20 мм; число — 8; размер проводника — 3-4; 160-300А;
Односторонний V-образный стык с двумя кромками под углом 45 — на выбор сварщика
лист толщиной — 10; количество проходов — 4; электрод — 4-6; 160-320А;
лист толщиной — 20; количество проходов — 6; электрод — 4-6; 160-360А;
лист толщиной — 40; количество проходов — 16; электрод — 4-6; 160-360А;
лист толщиной — 60; количество проходов — 30; электрод — 5-6; 220-360А.
Варить V-образный стык нужно уметь, если требуется монтаж металлических конструкций различного типа. Также стыки под углом появляются при изготовлении многих мелких деталей. Работа требует предварительных знаний и навыков тренировки.
Разновидности
Целью данной публикации не является соорудить нечто вроде энциклопедии монтажных зажимов – их много видов, а патентов на новые, «супер-супер», еще больше. Наша задача – показать, какие из струбцин более всего надобны в домашней мастерской, и как лучше всего сделать струбцину, не тратя много материала и времени.
Наиболее употребительные в кустарном производстве виды струбцин показаны на рис:
- G-образная (G-cramp; G-clamp) – самая остая, надежная и дешевая из струбцин общего назначения. Недостатки: долго затягивается и может провернуть склеиваемые детали, если шарнир упора некачественный или неухоженный. Последнее довольно существенно: не схватившийся клеевой слой неплохая смазка, а разнимать и вновь сжимать склеиваемые поверхности нежелательно, прочность высохшего стыка от этого резко падает. Кроме того, обычная G-струбцина плохо держит круглые детали, поэтому для фиксации труб либо круглого профиля для сварки или пайки встык используется специальная трубная струбцина (см. след. рис.). Собранный из обычной конструкционной стали s=(2,5-4) мм, такой варной зажим обеспечивает надежную фиксацию труб до d(120-150)х(1,5-4) мм.
- F-образная (F-cramp). Быстрозажимная, действует по принципу заклинивания скользящего упора в положении мертвой точки. Дожим до прочного закрепления обеспечивается чаще всего винтовым зажимом, как в G-образной. Еще более «мягкий» и быстрый зажим, но менее надежный, дает курково-эксцентриковый зажимной механизм, см. далее. Наиболее универсальная и широко распространенная из струбцин. Главный недостаток – от вибраций и толчков в работе может саморасклиниться и отпустить. Или, наоборот, заклинивается намертво, а при расклинивании ударом молотка (см. далее) «выстреливает» либо струбцина, либо деталь. Для приспособления под сварку труб встык непригодна: губки от косвенного нагрева ведет, стык труб разъезжается.
- C-образная (C-clamp, fixing tongs). Достаточно узко специализированный инструмент. Основное назначение – сжимание склеиваемых деталей. Простые C-струбцины выполняются с пружинным зажимом. Курково-рычажный зажим позволяет точно устанавливать силу прижима.
- Угловые струбцины для сварки линейных деталей (труб, профилей) под заданным углом. Вполне устоявшегося специального англо-американского термина нет. Чаще других употребляются welding clamp и dead-lock clamp.
- Вайма (joiner’s bench) – столярная струбцина для сплачивания щитов из досок, реек и брусьев, сборки узлов из фасонных деталей (напр. перил с балясинами). На след. рис. показана рельсовая вайма; бывают еще реечные и трубные, см. далее. Учтите, что в продаже под названием «трубная струбцина» идут трубные ваймы, а зажимы для сварки/пайки кругляка встык нужно искать по запросу «варная струбцина».
- E-образная (E-clamp). Узкоспециализированный инструмент для кромления столярных излений на клею. Если нужно аккуратно подклеить кромку на существующей ценной мебели/в интерьере, без E-струбцины трудно обойтись.
- O-образная или ленточная, или обжимной захват (loop stay, loop brace). Пользуются ленточными струбцинами чаще всего столяры-виртуозы и мебельщики-реставраторы. Если за качественно отреставрированный старинный венский стул можно выручить до $1000 и более, то за самую малость перекошенный или хлябающийся дадут в лучшем случае 15-20 тех же самых. Рамку для большой картины или фотографии сделать без ленточной струбцины тоже не так-то просто.
- Рычажно-плунжерная (precision clamp). Под нажатием на курок плунжер (толкатель) с зажимным упором плавно двигается вперед. Курок отпущен – плунжер фиксируется поджатой пружиной кулисой, становящейся в положение мертвой точки. Повторное нажатие освобождает кулису и еще продвигает плунжер. В хорошей рычажно-плунжерной струбцине можно надежно зажать куриное яйцо, не повредив его скорлупы. В домашней мастерской такая точность зажима вряд ли когда понадобится, но вдруг – неплохая прецизионная струбцина получается из монтажного пистолета для туб с силиконом и т.п. вязкими составами. В проем (окно) для горловины тубы без проблем устанавливается неподвижная губка, а подвижная насаживается на шток вместо штатного толкателя. При необходимости то и другое можно снять и пользоваться инструментом по прямому назначению.
Нюансы конструкции
Струбцины выпускаются не только для прямых углов, но и многопрофильные, позволяющие сварку под углами от 30 под 90 градусов. Угловая струбцина сварочная имеет характерные отличия:
- Губки прижимов имеют большую толщину, если сравнивать с другими аналогами, поэтому сварочный шов не коробит всю конструкцию из-за разницы температур.
- Прижимные винты делаются из меди или латуни, т. к. брызги расплавленного металла не оседают на резьбе и не могут вывести механизм из строя.
- Удобное положение, чтобы надежно соединить детали — оптимальный вариант позволяет проварить изделие, зажатое в струбцине, с трёх сторон.
- Для жесткого закрепления любых деталей на изделие привариваются гайки с заранее вкрученными винтами, что позволяет зафиксировать разные по габаритам конструкции.
Когда надо надежно закрепить заготовки имеющие диаметр более 400 мм, то применяются стапеля.
Е. Т. Бахтияров, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Струбцины востребованы во время проведения сварочных работ в любом месте, потому что руки у исполнителя заняты, а детали или заготовки должны надежно и весьма жестко закрепляться под оптимальным углом».









Устройство
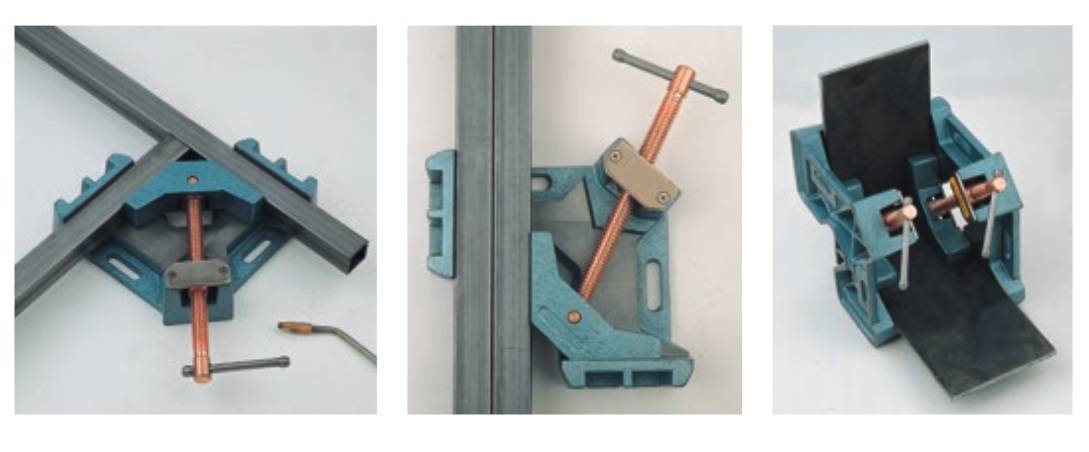
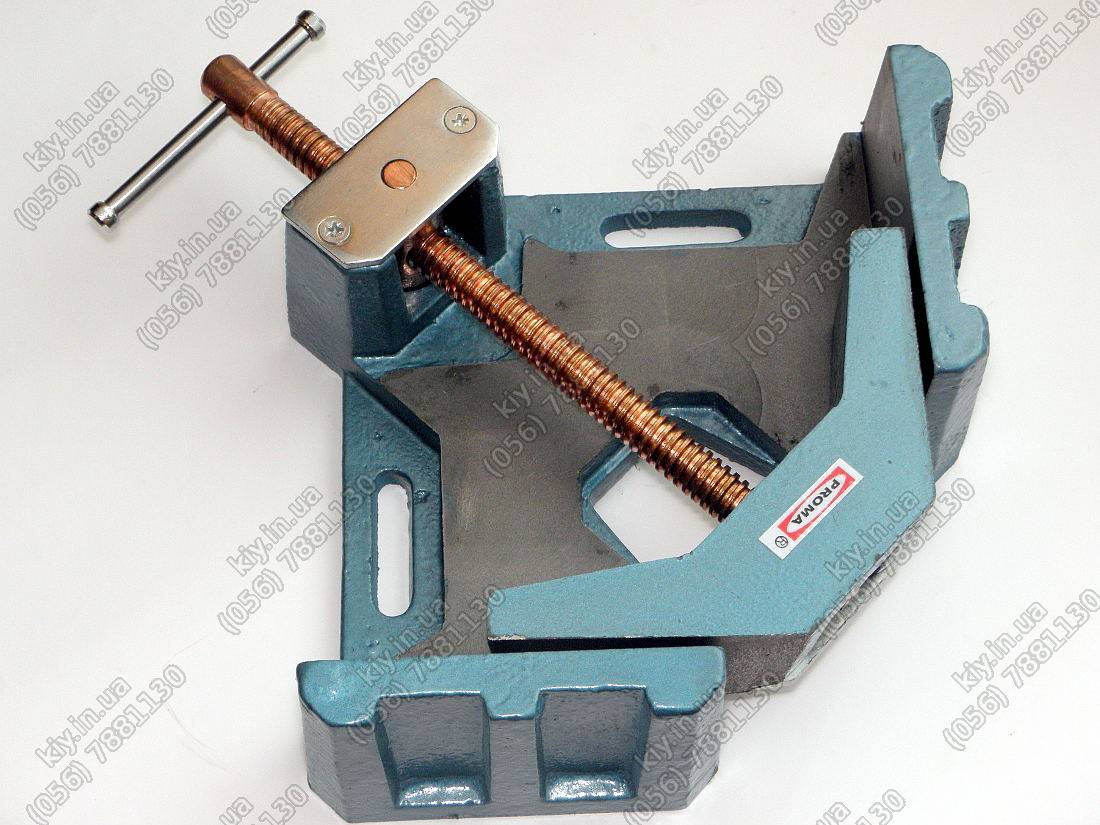
Угловая струбцина, изготовленная своими руками, или заводская устроена следующим образом. Не считая её модификаций, позволяющих сварить две обычные или профильные трубы под углом в 30, 45, 60 градусов или любым другим значением, данный инструмент отличается размерами под разную ширину труб. Чем толще прижимные кромки, тем толще и труба (или арматура), с помощью которой можно соединить её части. Дело в том, что свариваемый металл (или сплав) выгибается при нагревании, которым неизбежно сопровождается любая сварка.
Струбцина включает в себя подвижную и неподвижную части. Первая – это сам ходовой винт, стопорные и ходовые гайки и прижимающая прямоугольная губка. Вторая – рама (основа), закреплённая на несущем листе стали. Запас хода винта регулирует ширину зазора между подвижной и неподвижной частями – большинство струбцин работают с квадратными, прямоугольными и круглыми трубами от единиц до десятков миллиметров в диаметре. Для более толстых труб и арматуры применяются иные приспособления и инструменты – струбцина их не удержит при наложении прихватывающих точек или отрезков будущего шва.
Для вращения винта применяют рычаг, заведённый в оголовок. Он может быть подвижным (пруток сдвигается в одну из сторон полностью), либо ручка делается Т-образной (прут без оголовка приваривается к ходовому винту под прямым углом).
Большая толщина до 50 мм подходит для F-образных струбцин. Для всех разновидностей струбцин нужен надёжный стол (верстак) со строго горизонтальной поверхностью.
Изготовление металлической угловой струбцины
Металлические прижимные приспособления имеют хорошую фиксацию, высокую степень зажима и оптимальный эксплуатационный срок. Такие струбцины состоят из надежных крепких корпусов, подвижных механизмов и винтов, которые обеспечивают фиксирующую жесткость.

При помощи металлических струбцин можно:
- выполнять фиксацию элементов конструкций под любым углом;
- использовать для предварительного монтажа заготовок;
- осуществлять выравнивание деталей конструкций.
К тому же, угловые струбцины из металла часто используются при сварке. Подобный вид инструмента подразделяют на:
- Двухкоординатный.
- Трехкоординатный.
Посредством одного инструмента можно выполнять фиксацию сразу двух элементов металлоконструкций, для дальнейшего их сваривания. закрепить их сваркой.
Для изготовления своими руками угловой струбцины из металла необходимо обеспечить наличие таких комплектующих:
- стального листа, толщина которого 10 мм;
- гаек в количестве 3 штук;
- стального листа, на котором предусмотрена наружная резьба, соответствующая размерам гаек;
- шайб больших диаметров.
Процесс сборки струбцины:
Создаются основания конструкций. Чтобы выполнить формирование оснований на устройстве необходимо наличие листового металла, у которого толщина составляет от 8-10 мм. В качестве фиксирующего элемента можно использовать уголки нужных размеров. Для выполнения креплений стоит воспользоваться электросваркой, так как резьбовые крепления будут отличаться меньшей надежностью. Выполняется установка зажима – для создания винтового зажима можно воспользоваться двумя или тремя гайками, которые следует сварить друг с другом. К тому же оптимальнее всего выполнить изготовление кронштейна, на котором имеются резьбовые отверстия с толщинным размером 30-40 мм. Крепление осуществляется болтами, для того чтобы при срыве резьбы можно было осуществить его замену. Формируются углы
Важное значение, при сборке угловой струбцины, следует придать тому, как будут расположены зажимочные скобы. В процессе сварки каждый уголок должен идеальным образом соответствовать друг к другу. В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе
Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна








В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе. Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
После этого работу по сборке угловой металлической струбцины можно считать завершенной. Выполняя столярные, слесарные или сварочные работы таким инструментом можно выполнить надежную фиксацию конструкции. Приспособление позволяет заменить нескольких помощников и существенно ускорить рабочий процесс. Благодаря подвижным элементам можно соединять детали под необходимым углами и наклонами.
Рассмотрев основные способы изготовления угловых струбцин, теперь каждый мастер сможет сделать приспособление своими руками, так как это абсолютно не сложный процесс. Подбор вида конструкций должен осуществляться согласно необходимой степени будущей фиксации. Применение такого приспособления может быть полезно как для домашнего хозяйства, так и для профессиональных работ.
Изготовление
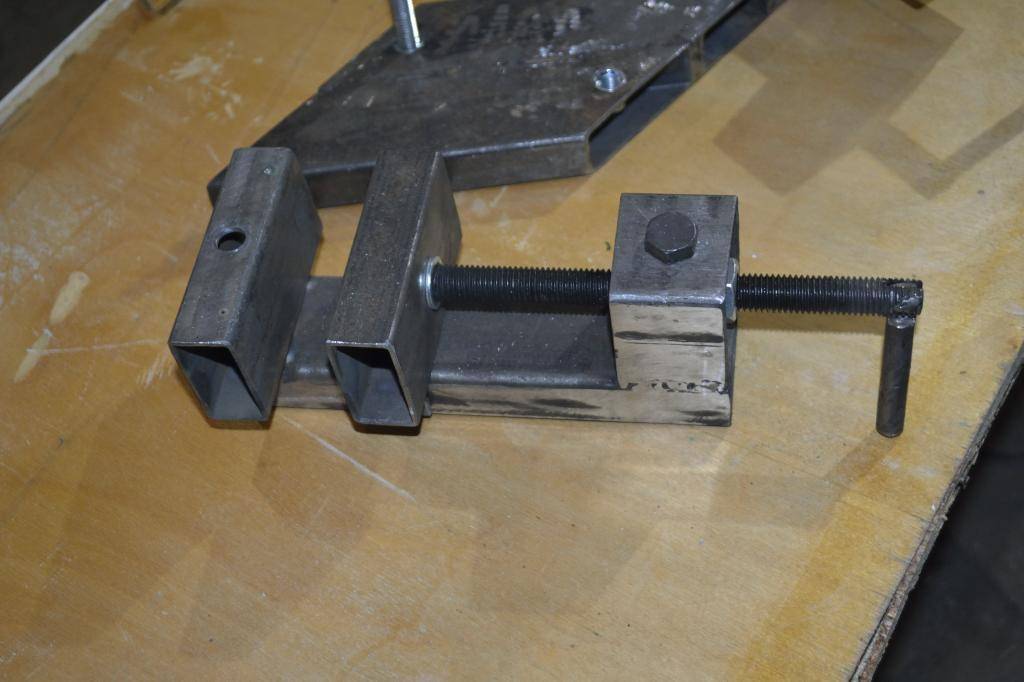
Разметьте и распилите профильную трубу и лист стали на составные детали, сверяясь по чертежу. Отрежьте от шпильки и гладкой арматуры нужные куски. Последовательность дальнейшей сборки струбцины состоит в следующем.
- Приварите наружные и внутренние отрезки профтрубы к отрезкам листовой стали, выставив прямой угол с помощью прямоугольной линейки.
- Приварите отрезки стали друг к другу, собрав квадратную П-образную деталь. Вварите в неё стопорные гайки. Просверлите сверху в ней отверстие, приварите к стопорным гайкам дополнительную фиксирующую гайку и вкрутите в неё болт. Если использовался кусок квадратной арматуры (например, 18*18) – просверлите в нём несквозное отверстие, нарежьте внутреннюю резьбу под М1 Затем приварите коробчатую деталь в сборе к продолговатому отрезку стали, а сам отрезок – к раме.
- Приварите ходовую гайку к неподвижной части струбцины – напротив стопорной вкрутите ходовой винт. Проверив, что винт крутится свободно, выкрутите его и обточите конец, толкающий взад-вперёд подвижную его часть – резьба должна быть убрана или подтуплена. Закрепите на свободном конце винта вороток.
- В месте присоединения винта к подвижной части сделайте простейшую втулку, приварив кусок профтрубы или пару пластин с предварительно просверленными отверстиями на 14 мм.
- Вкрутите ходовой винт повторно. Чтобы шпилька (сам винт) не вышла из втулочных отверстий, приварите к винту несколько шайб (или колец из стальной проволоки). Это место рекомендуется регулярно смазывать – для предотвращения стирания слоёв стали и разбалтывания конструкции. Профессиональные механики устанавливают вместо обычной шпильки ось с резьбой и гладким концом, на котором ставится стальная чашка с шарикоподшипниковым комплектом. Приварите также дополнительную гайку – под прямым углом к оси.
- Собирая втулку, рекомендуется приварить верхнюю пластину и зафиксировать всю конструкцию болтом в последнюю очередь, когда вы убедитесь в работоспособности струбцины.
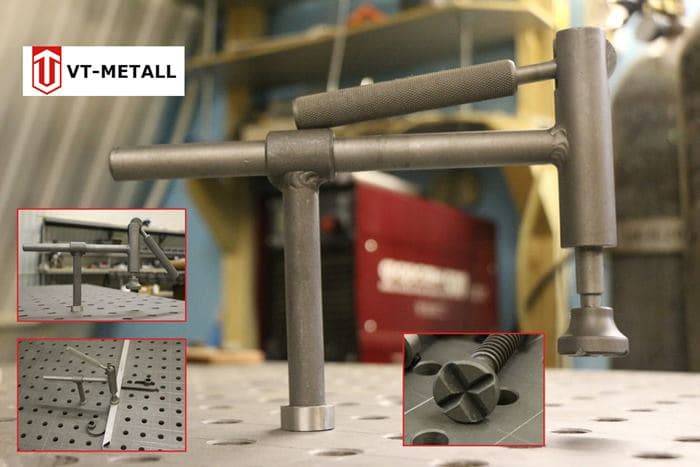
- Проверьте надёжность креплений и сварных швов. Испытайте струбцину в работе, зажав два куска трубы, арматуры или профиля. Убедитесь, что угол зажимаемых деталей – прямой, проверив его угольником.
Струбцина готова к работе. Уберите свисающие, выпирающие участки швов при помощи их обточки на пильном/шлифовальном диске болгарки. Если применяемая сталь не является нержавеющей, рекомендуется покрасить струбцину (кроме ходового винта и гаек).
Как сделать угловую струбцину для сварки, смотрите далее.