1 Назначение и сфера применения токарного станка ТШ 3м
Точильно-шлифовальный станок марки ТШ выполняет именно те задачи, которые заложены в его названии. Он оснащен одним кругом с крупным зерном для грубой заточки, и кругом с мелким зерном для шлифовки инструмента или деталей.
Токарный станок ТШ производится Оршанским станкостроительным заводом «Красный борец» и как любое оборудование отечественного производства имеет низкую цену в сравнении с зарубежными аналогами. При этом он долговечный и безотказный. Так же ремонт отечественного оборудования обходится гораздо дешевле в связи с низкой стоимостью комплектующих и выполняется гораздо быстрее.
1.1 Для чего используют станок ТШ 3м?
Настольный точильно-шлифовальный станок марки ТШ – универсал в своем классе. Он может быть использован в различных сферах производства и для выполнения различных целей. Это является еще одним его преимуществом перед аналогами.
Вам не придется приобретать отдельные агрегаты для выполнения процессов заточки и шлифовки разных инструментов и запчастей.

Станок ТШ 3м используется для различных целей
Токарный станок ТШ 3м универсал предназначен для выполнения следующих задач:
- заточка и шлифовка различных рабочих инструментов для сверлильных, токарных и прочих станков (сверла, резцы, мечики и другое);
- заточка и шлифовка слесарного инструмента любого предназначения (ножи, ножницы, зубила, стамески, крестмейстеры и т.д.);
- так же данный агрегат позволяет выполнять слесарные работы по обточке и шлифованию металлических деталей (снятие заусениц, фасок и прочего);
- при замене круга на войлочный станок универсал может выполнять функции по полировке деталей.
Точильно шлифовальный станок марки ТШ может поставляться в комплекте с пылесосом для отсоса стружки.
1.2 Где применяется такой агрегат?
Не можем сказать, что токарный агрегат будет лишним в домашних условиях. Однако, для бытового использования лучше приобрести модели меньшей мощности, меньшего размера и, соответственно, за меньшие деньги.
Техобслуживание и ремонт
Периодическое обслуживание, такое, как чистка и замена смазки — лучший способ добиться надежной и стабильной работы оборудования. При любых неисправностях или в случае возникновения нештатного режима работы — станок ТШ3 немедленно выключается, силовой кабель вынимается из розетки. После этого следует приступить к поиску неисправности. Некоторые признаки могут непосредственно указать на возможные неполадки.
- Гул двигателя, недостаточная мощность, невозможность показать номинальную скорость на валу — говорят о неполадках электросистемы. Причиной может быть малое напряжение сети (устраняется стабилизатором), частичное перегорание обмоток (необходим ремонт двигателя), повреждение силового кабеля (устраняется только полной заменой), нарушение фазировки (необходимо вмешательство электрика).
- Избыточный нагрев двигателя говорит о частичном перегорании обмоток и необходимости профессионального ремонта.
- Внезапный останов показывает либо срабатывание реле защиты при превышении нагрузки на валу, либо о выходе из строя пускового механизма привода.
Стук в подшипниках — явно декларирует необходимость их немедленной замены. До окончания данной операции — эксплуатация неисправного станка не допускается.
Если нет уверенности в том, что квалификации персонала хватит для устранения возникших проблем — производить разборку станка не рекомендуется. Не стоит этого делать и без крайней надобности.
В список профилактических мер, способных продлить срок службы ТШ 3М, входят регулярная очистка, замена смазки, предпусковые проверки силового кабеля и состояния питающей сети оборудования.
Универсал – станок токарный настольный многофункциональный. Назначение, область применения
Настольный токарный станок Универсал является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
Шпиндель токарного станка Универсал полая стальная деталь, с внутренним отверстием 10 мм для обработки пруткового материала, смонтирован на 2-х роликовых подшипниках в передней и задней опорах передней бабки.
Шпиндель получает 10 скоростей вращения от электромотора мощностью 120 Вт через шкивный привод. 4-е скорости получаются перестановкой шкивных ремней между 4-х ступенчатыми шкивами электродвигателя и приемным шкивом шпинделя. Остальные скорости достигаются применением дополнительного (промежуточного) шкива.
Передний конец шпинделя станка Универсал имеет резьбу М20 для установки на шпиндель токарного или поводкового патрона (смотрите статью Токарные патроны).
На резьбовой конец шпинделя можно, также, установить цанговый зажим с различными внутренними отверстиями.
В сверлильном исполнении шпиндель может перемещаться вдоль своей оси на 25 мм с помощью ручки и пары: зубчатое колесо – зубчатая рейка. В токарном исполнении гильза шпинделя зажимается двумя винтами и не используется.
Суппорт с установленным на нем резцом перемещается по продольным направляющим на 160 мм и по поперечным – на 55 мм.
На станке Универсал нельзя нарезать резьбу резцом т.к. нет механической подачи суппорта – ходовой винт не соединен с приводом и суппорт перемещается только вручную.
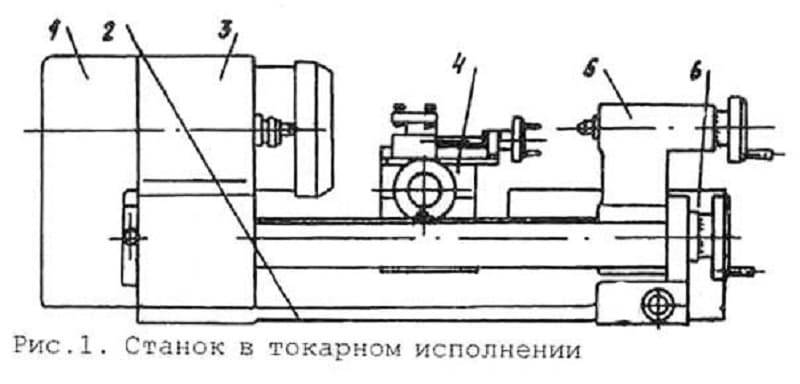
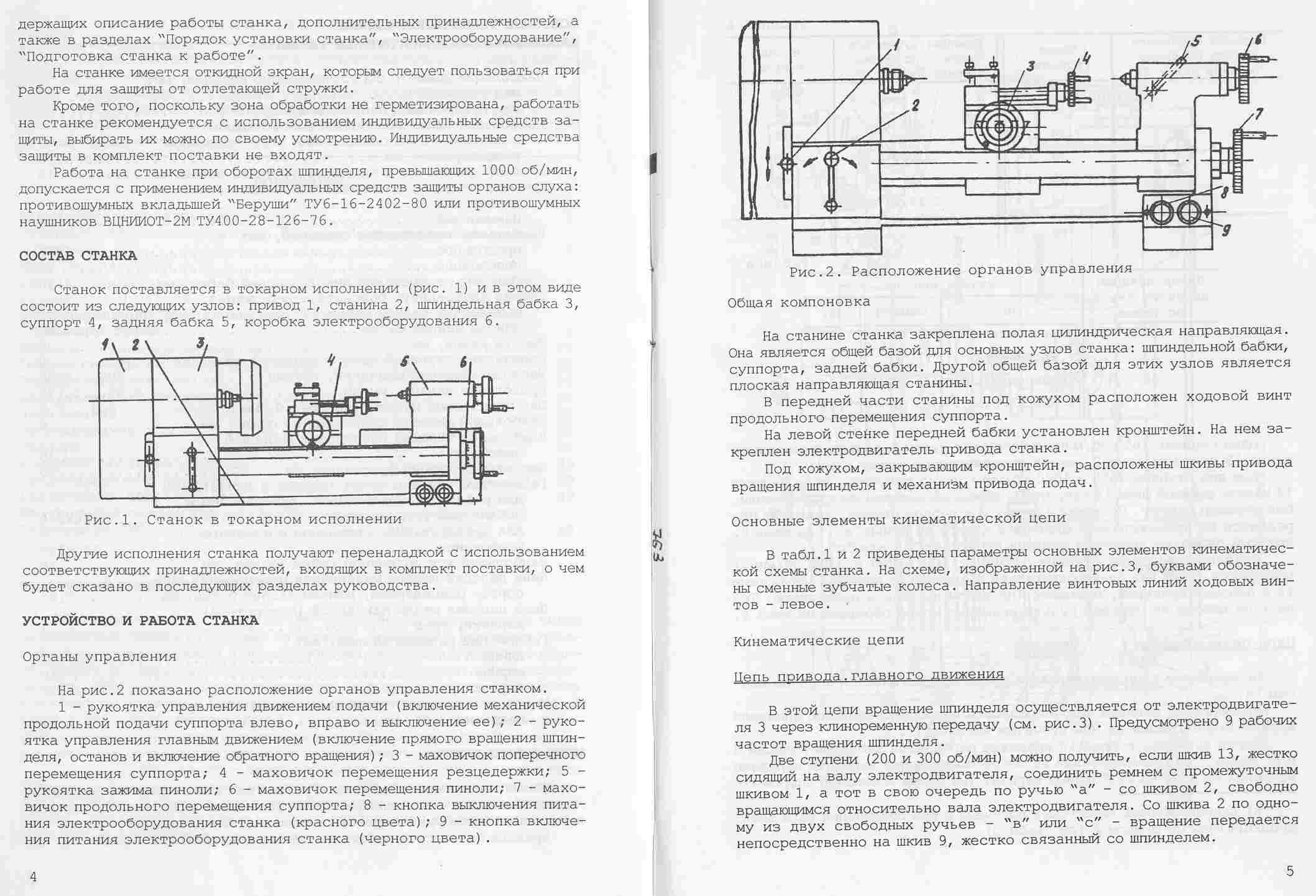
На станке “Универсал” (рис. 1) с применением дополнительных приспособлений и устройств, прилагаемых к станку, можно выполнять самые разнообразные виды механической обработки по металлу, дереву, пластмассам и другим материалам.
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- токарную обработку и расточку отверстий;
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного режущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок “Универсал” при переналадке и установке дополнительных приспособлений может иметь следующие основные исполнения:
- токарное исполнение (рис.1);
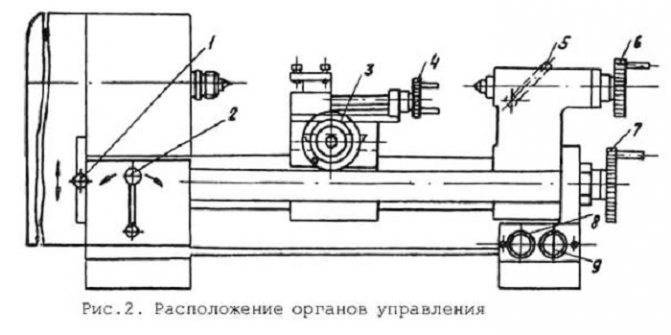
- сверлильное, фрезерное и шлифовальное (рис.2)
- для работы круглой пилой по дереву (рис.3)
- для работы лобзиком по дереву (рис.4)
- заточное
В настоящее время токарный станок Универсал снят с производства и больше не выпускается. Вместо него выпускается более совершенный токарный настольный станок .
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 – значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150
Точильно-шлифовальный станок серия ТШ-3ДБ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| № | Наименование | Параметры |
| 1. | Параметры заточного/шлифовального круга, мм: (наружный диаметр/ширина/посадочный диаметр) | 400х40х127 |
| 2. | Двигатель, В/Гц/кВт | 380/50/3,0 |
| 3. | Частота вращения шпинделя/частота вращения круга, об/мин | 1000/1000 |
| 4. | Окружная скорость при максимальном диаметре шлифовального круга, м/c | 20 |
| 5. | Расстояние между абразивными кругами по осям, мм | 452 |
| 6. | Высота центров кругов от основания, мм | 950 |
| 7. | Концевой выключатель (защита) | есть |
| 8. | Количество устанавливаемых кругов, шт | 2 |
| 9. | Тип исполнения | прямое вращение кругов от электродвигателя |
| 10. | Габаритные размеры, мм | |
| • длина | 620 | |
| • ширина | 560 | |
| • высота | 1250 | |
| 11. | Масса брутто/нетто, кг | 145/155 |
Точильно-шлифовальный станок серии ТШ-3ДБ предназначен для быстрой и качественной заточки металлорежущего, колющего и станочного инструмента. Двухсторонний промышленный точильно-шлифовальный станок может использоваться в любой области промышленности для заточки станочного и ручного инструмента, обработки сборных и сварных конструкций, обработки изделий из порошковых материалов, металлокерамики и т.п. Заточной станок так же не заменим при правке и подгонке оснастки, снятия зазубрин и шероховатостей у металлических заготовок (деталей) перед их дальнейшей сваркой или сборкой. При использовании специализированных кругов и паст – станок для заточки легко превращается в шлифовальный или полировальный инструмент. Используя этот функционал вы легко придадите блеск старому изделию из металла, или зачистите сварной шов на трубе.
Регулировка упоров по горизонтали и вертикали обеспечивает удобную работу на станке. Защитные кожуха имеют выходные вентиляционные патрубки для подключения пылеулавливающих агрегатов (ПУАМ), позволяющих фильтровать воздух от абразивной пыли в рабочей зоне оператора.
Обозначение «Д» в названии станка означает, что круги установлены непосредственно на валу двигателя.
Обозначение «Б» в названии станка означает, что на станок установлен концевой выключатель для блокировки двигателя при поднятии защитного экрана.
Особенности и преимущества заточных станков серии ТШ-3ДБ:
- Эргономичная конструкция;
- Регулировка упоров в горизонтальном и вертикальном положении;
- Установлены съемные металлические емкости для воды, предназначенные для охлаждения обрабатываемых заготовок (в зависимости от модели);
- Все станки серии ТШ оборудованы светильниками с гибкой ножкой, питание которых происходит от электросети на 24В;
- Наличие концевого выключателя для блокировки двигателя при поднятии защитного экрана (в зависимости от модели);
- Предусмотрены выходные патрубки в защитных кожухах станка для подключения вытяжной вентиляции и отвода пыли;
- Защитный экран от искр;
- Пылезащищенная кнопка пуск/стоп.
Использование заточного станка не требует владения какими-либо специальными навыками, достаточно ознакомиться с инструкцией. Это долговечное устройство – при соблюдении правил эксплуатации срок его службы легко достигает 10-15 лет.
Комплект поставки точильных станков серии ТШ-3ДБ:
- Станок точильно-шлифовальный ТШ-3ДБ;
- Круг шлифовальный 400х40х127 – 2 шт;
- Светильник с гибкой ножкой (напряжение 24В);
- Разъем «Вилка-Розетка»;
- Концевой выключатель;
- Паспорт.
По технике безопасности станок оснащен металлическими защитными кожухами и светопрозрачными экранами, предохраняющими от искр, металлических частиц и от прямого контакта с абразивным диском, а так же специальными упорами, для фиксации детали или инструмента при его заточке или обработке.
Данная серия точильно-шлифовальных станков изготавливается в исполнении УХЛ для категории размещения 4 по ГОСТ 15150. Эксплуатация станков допускается в закрытых помещениях при температуре окружающего воздуха от +5°С до +40°С и относительной влажности не более 75%.
Станки точильно-шлифовальные изготавливаются по ТУ 3813-006-22736285-2008 и соответствуют ГОСТ 12.3.028-82, ГОСТ 12.2.009, ГОСТ Р 50786, ГОСТ Р ЕН 13218.
Условия эксплуатации:
| Климатическое исполнение по ГОСТ 15150-69 | УХЛ4 |
| Температура окружающей среды | от +5 до +40 ºС |
| Влажность воздуха при +25 ºС | 75 % |
| Атмосферное давление | от 650 до 800 мм рт.ст. |
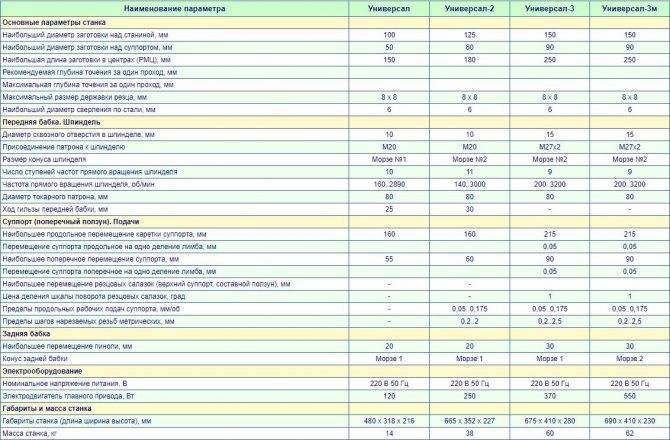
Технические характеристики
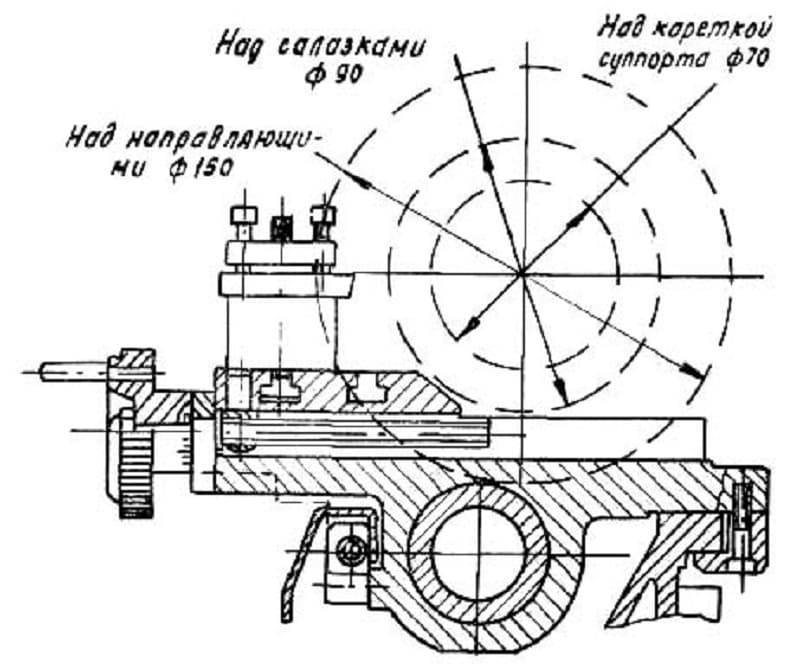
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.
Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.
Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
голоса
Рейтинг статьи
Электрооборудование точильного станка ТШ-3
На станках установлены:
- электродвигатель М1, работающий в режиме трехфазного включения
- вводный автомат QF1
- пускатель электромагнитный КМ1
- кнопка пуск SB2
- кнопка стоп SB1
Вся аппаратура размещена в нише подставки (тумбы) на панелях. Ввод питающих проводов производится через отверстие в задней стенке подставки (тумбы) к вводному выключателю QF1.
Описание работы в режиме трехфазного включения (рис. 5)
Включением вводного выключателя QF1 подается напряжение на станок. Нажатием кнопки SB2 «Пуск» включается магнитный пускатель КМ1 и подает напряжение на обмотки трехфазного электродвигателя.
Останов электродвигателя производится нажатием на кнопку SB1 «Стоп». При этом происходит отключение магнитного пускателя КМ1.
Защита электрооборудования от перегрузки производится электротепловым реле FP1.
Сведения о расцветке проводов:
- черный цвет провода — силовые цепи
- красный цвет провода — цепи управления
- зелено-желтый цвет провода — цепи защиты
Описание работы электросхемы токарного станка Универсал-В
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины;
- шпиндельной бабки;
- привода;
- электрооборудования;
- суппорта;
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.
Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.
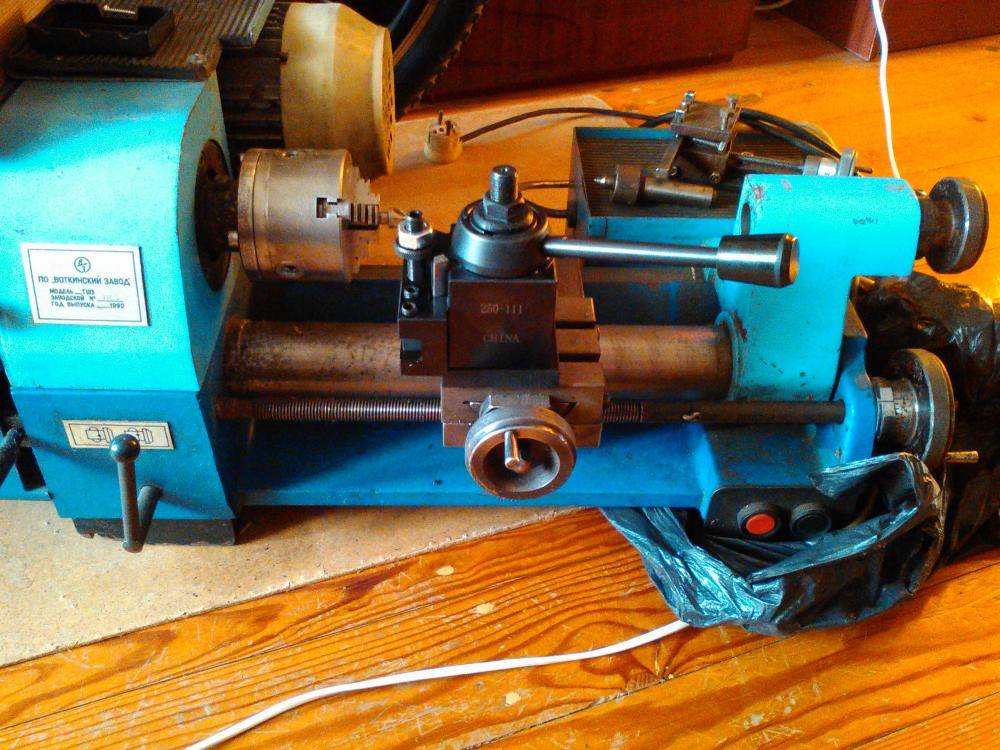
 Резцедержатель
Резцедержатель
Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
https://youtube.com/watch?v=6EqmLEIDv_A
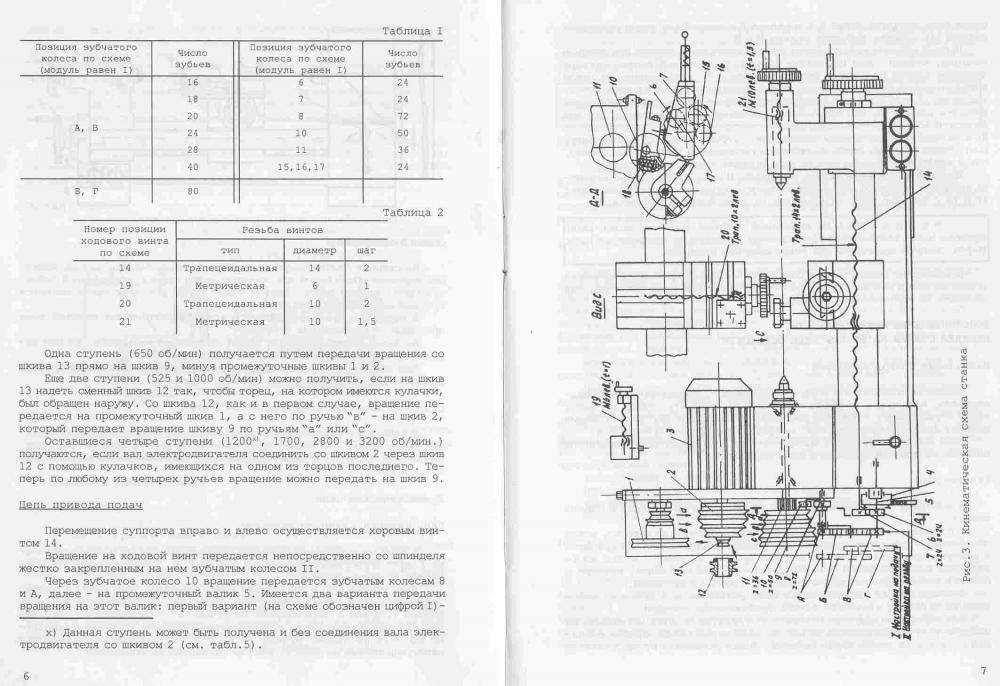

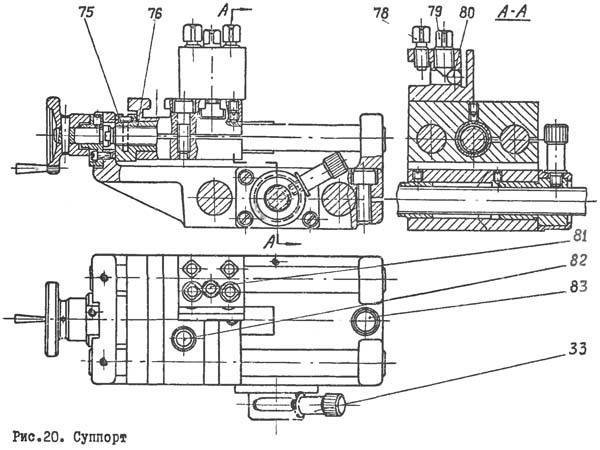
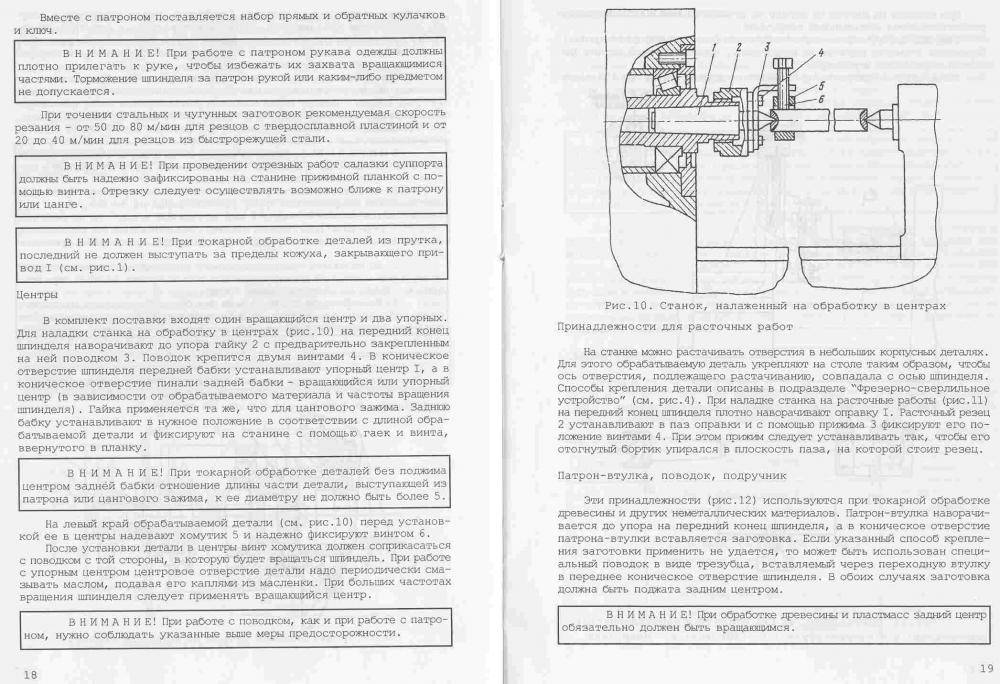
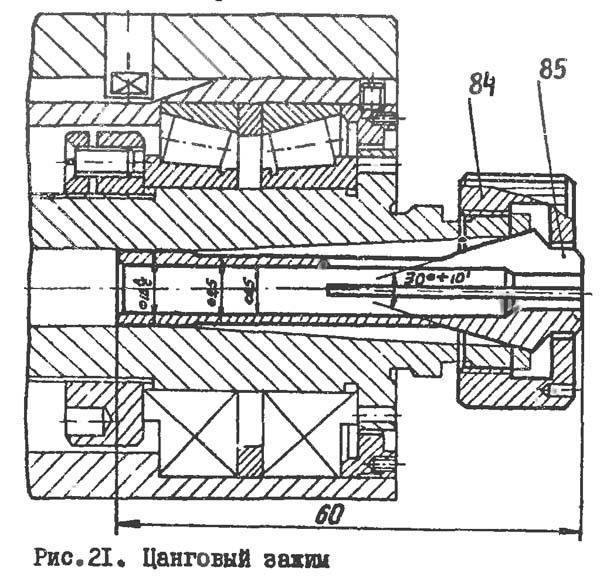


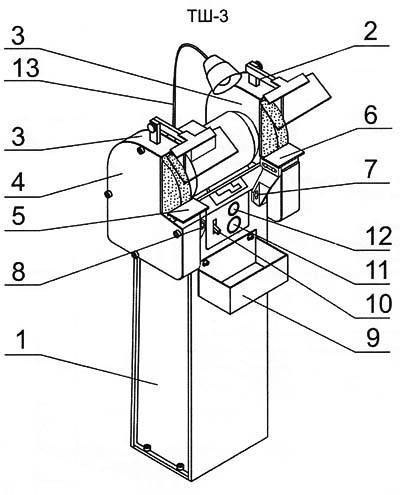

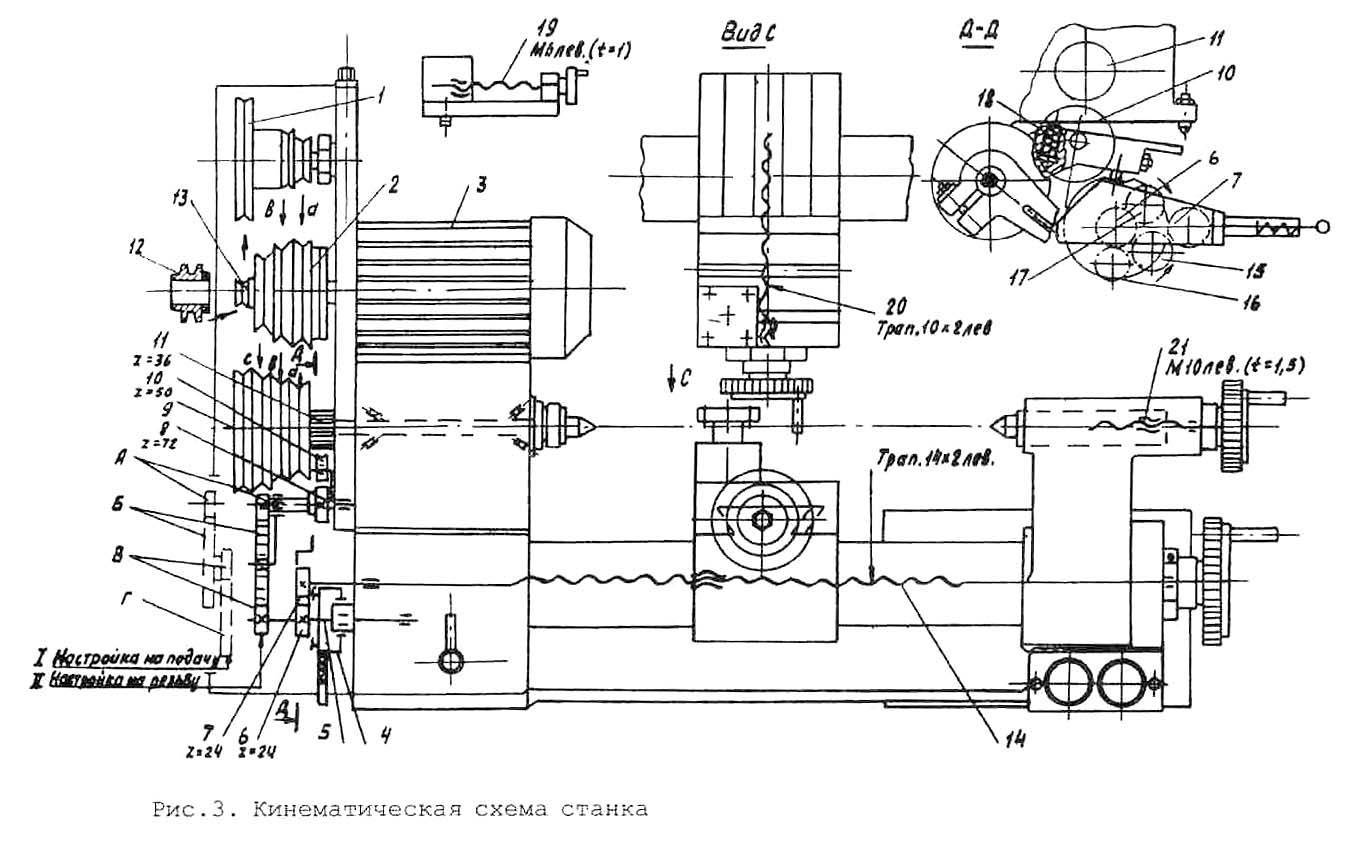
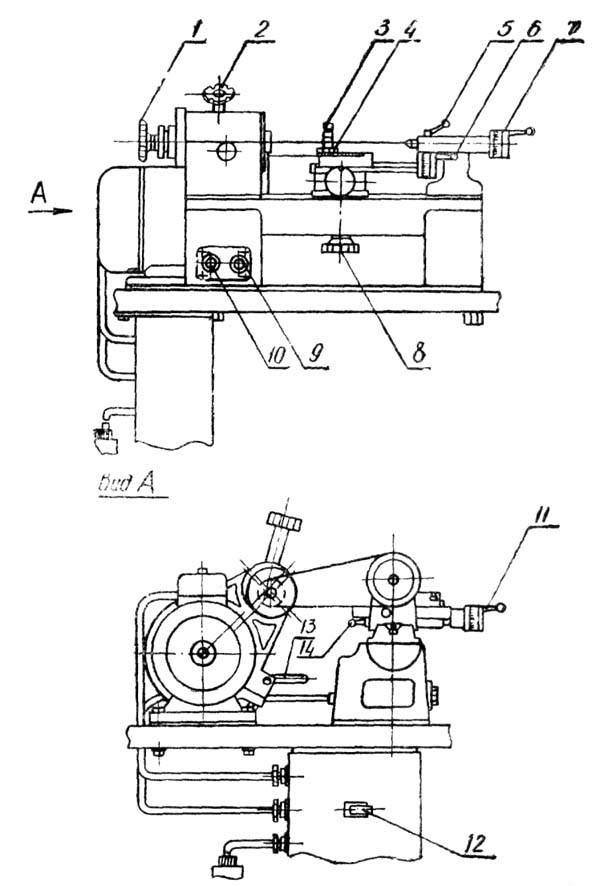
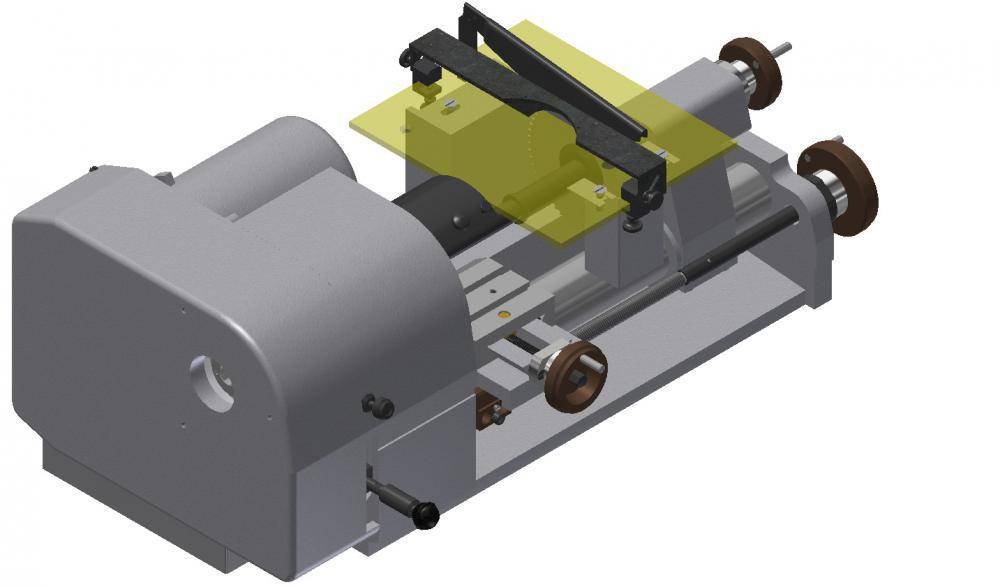
Схема кинематическая токарно-винторезного станка Универсал-В
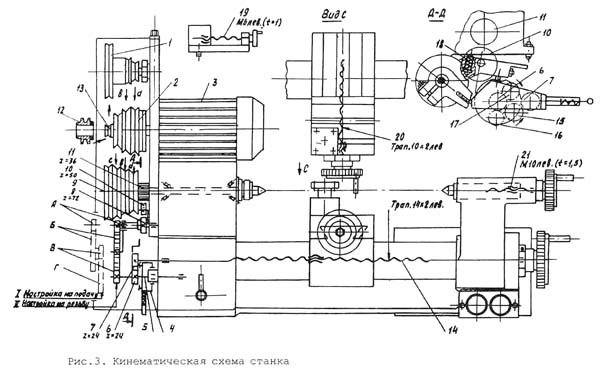
Кинематическая схема токарно-винторезного станка Универсал-В
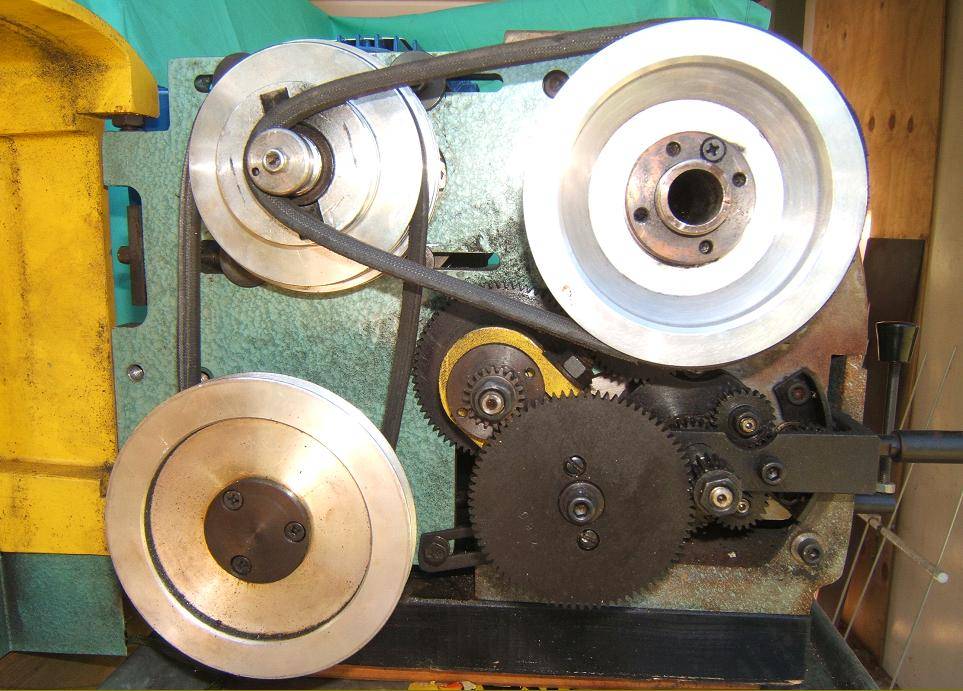
Цепь привода главного движения
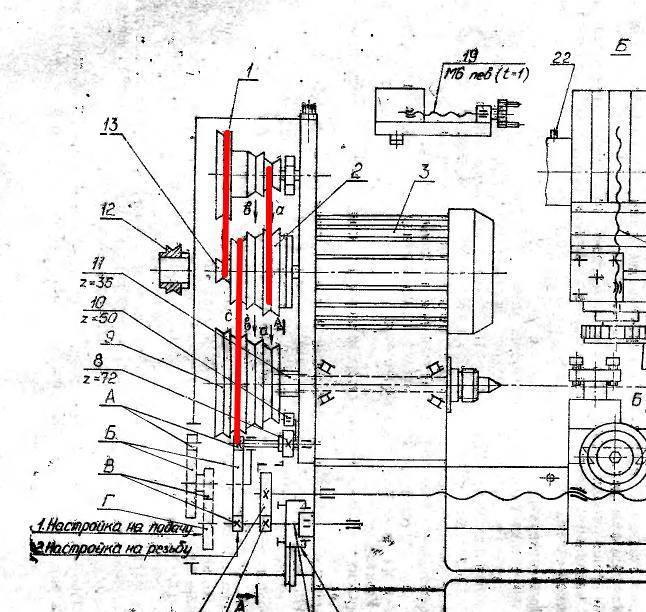
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью «а» — со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев — «в» или «с» — вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью «в» — на шкив 2, который передает вращение шкиву 9 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее — на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) — через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй — при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 — и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
Предназначение станка ТШ-3
Модель ТШ-3 предназначена для заточки рабочих поверхностей различного режущего инструмента. В качестве дополнительной функции этого оборудования используется:

Внешний вид ТШ-3
- способность черновой частичной обработки материалов;
- снятие поверхностного слоя окислов;
- выравнивание рабочих граней или кромок сверл, ножей или резцов;
- удаление облоя, заусенцев и т. д.
Станок может быть использован для шлифовки или полировки различных деталей или поверхностей, но для этого потребуется замена точильного круга на войлочный или фетровый (полировальная шайба). Может быть оснащен специальными приспособлениями для заточки сверл, обеспечивающими правильный угол атаки и затыловки. Кроме того, возможна установка для выполнения ленточного шлифования плоских деталей, для полирования изделий и правки кругов.
Точильно-шлифовальный агрегат ТШ-3 имеет аналоги, производимые на других заводах:
- Е-3-400, производится Ейским станкостроительным заводом.
- 3Т-636, производится в Кемерово, ЗАО СПК.
- 3Н-340, производится Навоийским машиностроительным заводом.
Особенности устройства
Станок токарный настольный ТШ-3 применяется в масштабном производстве металлических деталей, а также в частной практике. С его помощью проводится полировка деталей, но для выполнения этих работ рекомендуется заменить круг.
Круг полировальный
Дополнительно токарный станок используется для заточки разнообразных слесарных инструментов. Благодаря уникальной конструкции агрегата затачиваются и шлифуются инструменты, с помощью которых проводится сверление и точение. Устройство позволяет снимать фаску, шлифовать и обрабатывать металлические детали.
Модель ТШ-3 часто имеет в комплекте специальный пылесос, благодаря которому очищаются поверхности в период проведения работ по обработке металлических изделий.
Токарный станок характеризуется классической конструкцией:
- Он имеет станину, на которой устанавливается электрический двигатель. С его помощью обеспечивается движение рабочего вала.
- На вал мастера одевают точильные головки, подобные детали характеризуются присутствием защитных приспособлений.
- На каждом из них имеется специальное отверстие, в которые устанавливаются обрабатываемые элементы.
Устройство токарного станка
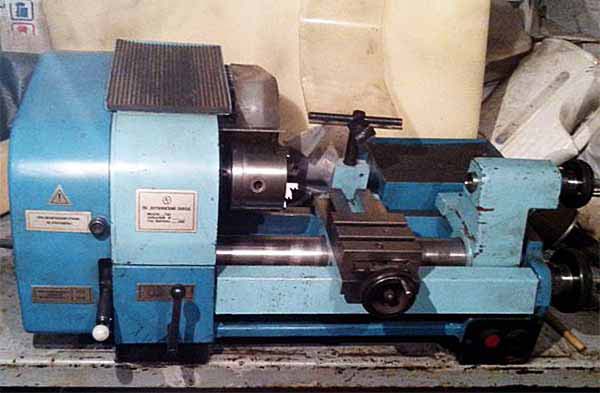
Устройство и основные части токарного многофункционального станка Универсал
В перечисленных исполнениях станок состоит из следующих основных частей и устройств:
- Станина (см.рис.1), на которой закрепляются все части станка;
- Круглые направлявшие, привернутые к станине;
- Шпиндельная бабка, которая прикрепляется к станине таким образом, что может поворачиваться на 360° или сниматься со станка; предназначена для сообщения обрабатываемому изделии или режущему инструменту вращательного движения;
- Гильза с вращающимся в ней шпинделем на подшипниках качения; на правый конец шпинделя устанавливаются устройства для закрепления обрабатываемого изделия или режущего инструмента; гильза может перемещаться по своей оси в шпиндельной бабке и закрепляться двумя винтами;
- Шкивно-ременный привод (под кожухом), служащий для изменения скоростей вращения шпинделя и передачи вращения от электродвигателя на шпиндель;
- Электродвигатель для вращения ременного привода шпинделя, смонтированный на кронштейне, который клеммным зажимом скреплен с гильзой. Электродвигатель, ременная передача и гильза со шпинделем представляют собой единый узел, который комплектно может быть снят со станка.
- Суппорт, который состоит из продольной каретки, перемещающейся по направляющим станины от маховичка, расположенного справа;
- Верхние салазки, перемещающиеся перпендикулярно оси вращения шпинделя от маховичка, расположенного спереди; суппорт сообщает ревущему инструменту или обрабатываемому изделию поступательное перемещение;
- Задняя бабка, перемещающаяся по круглым направляющим станины и в необходимом положении прикрепляемая к ним; в корпусе бабки имеется пиноль, которая перемещается маховичком и служит для поддержки обрабатываемого изделия центром, вставленным в пиноль;
- Электрический тумблер для пуска и останова электродвигателя;
- Подставка из дерева, к которой прикрепляется станина станка четырьмя винтами;
- Кронштейн, посредством которого шпиндельная бабка прикрепляется к стойке;
Описание других более мелких приспособлений и устройств приведено в разделе «Наладка станка и правила работы на станке».
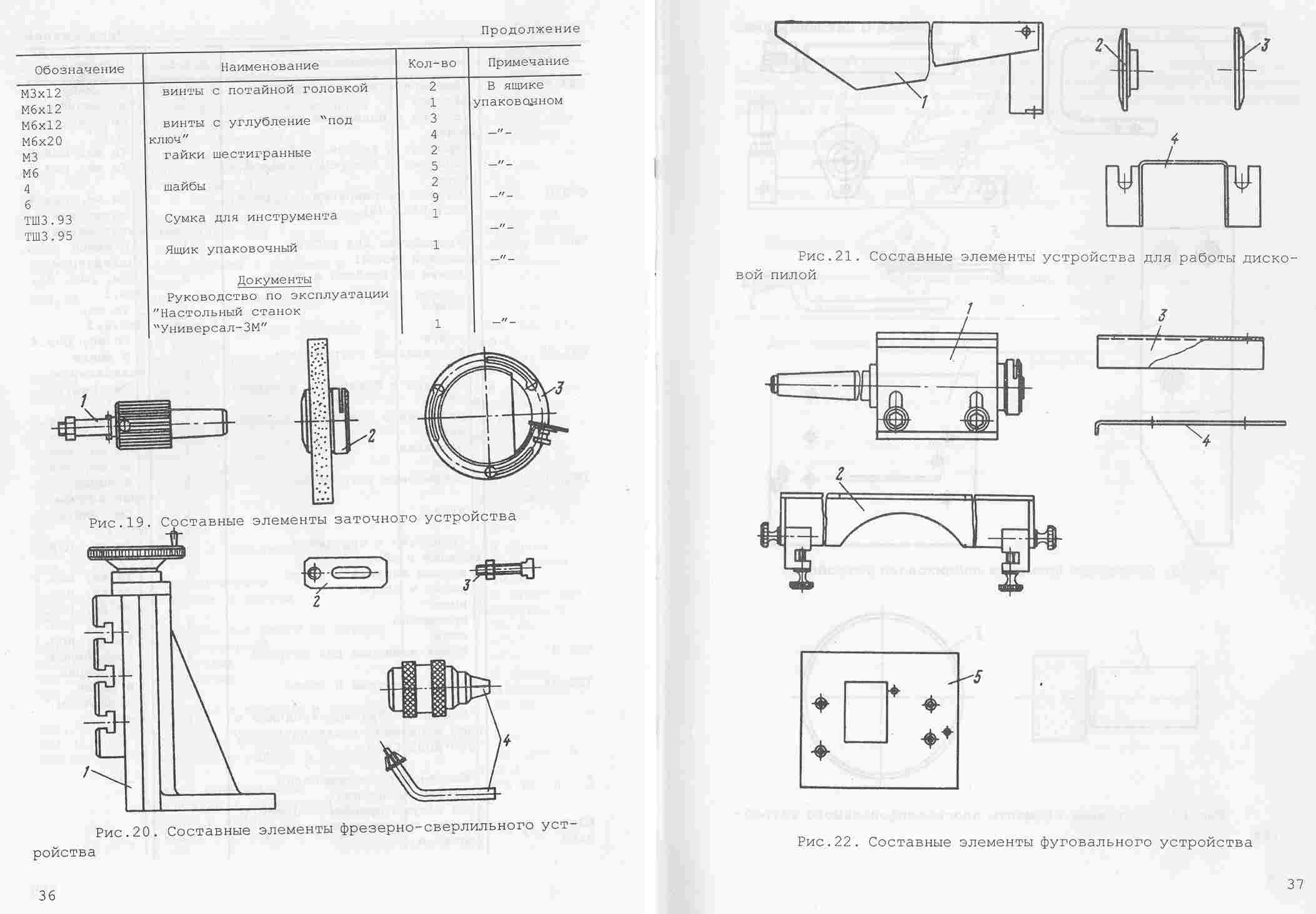
Дополнительные принадлежности к настольному токарному станку ТН-1
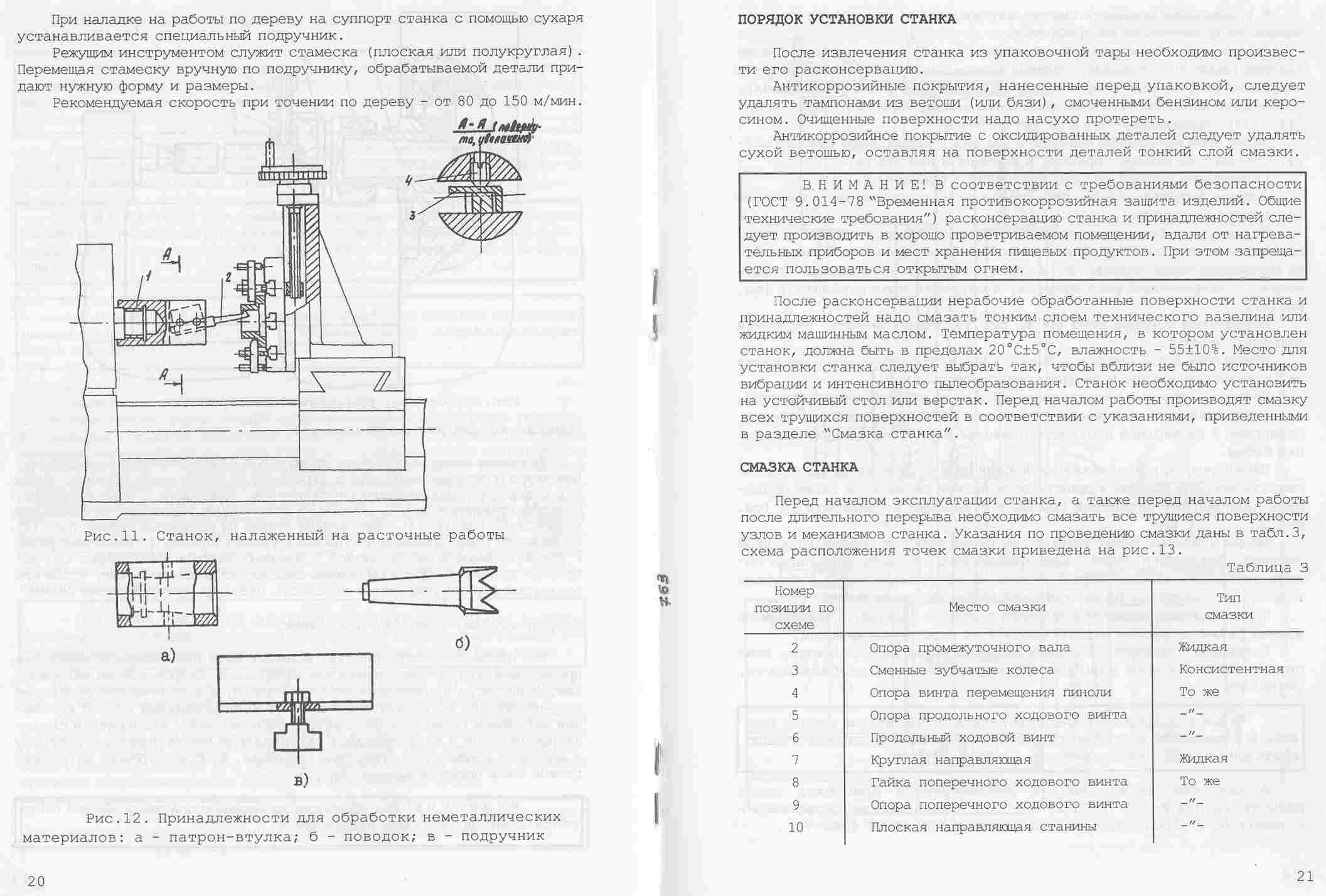
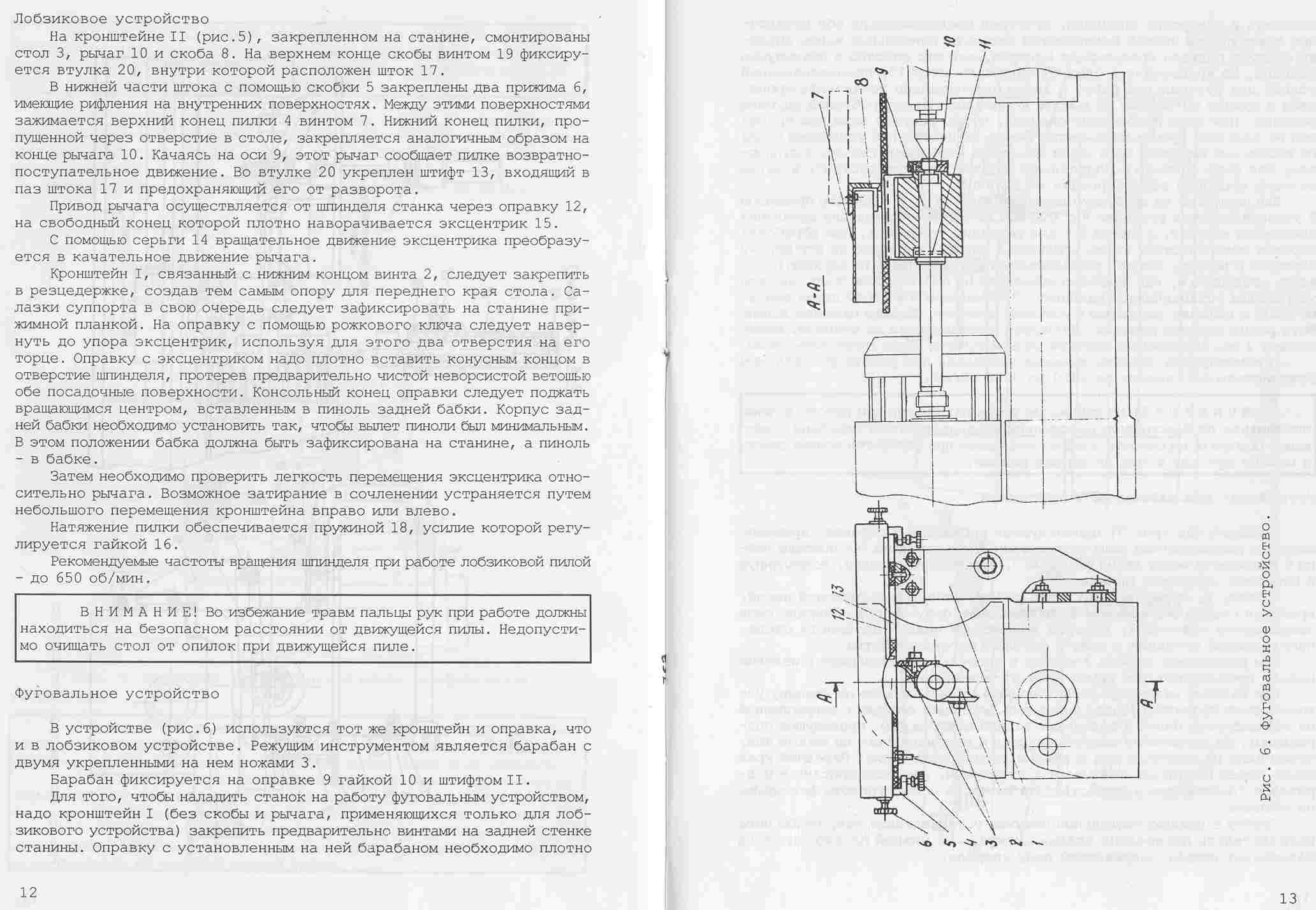
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
Резцедержки
В комплект поставки входят две резцедержки
- подвижная резцедержка
- неподвижная резцедержка
С помощью подвижной резцедержки, смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1





ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
Задняя бабка
С помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.
Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
Цанговый зажим
Зажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
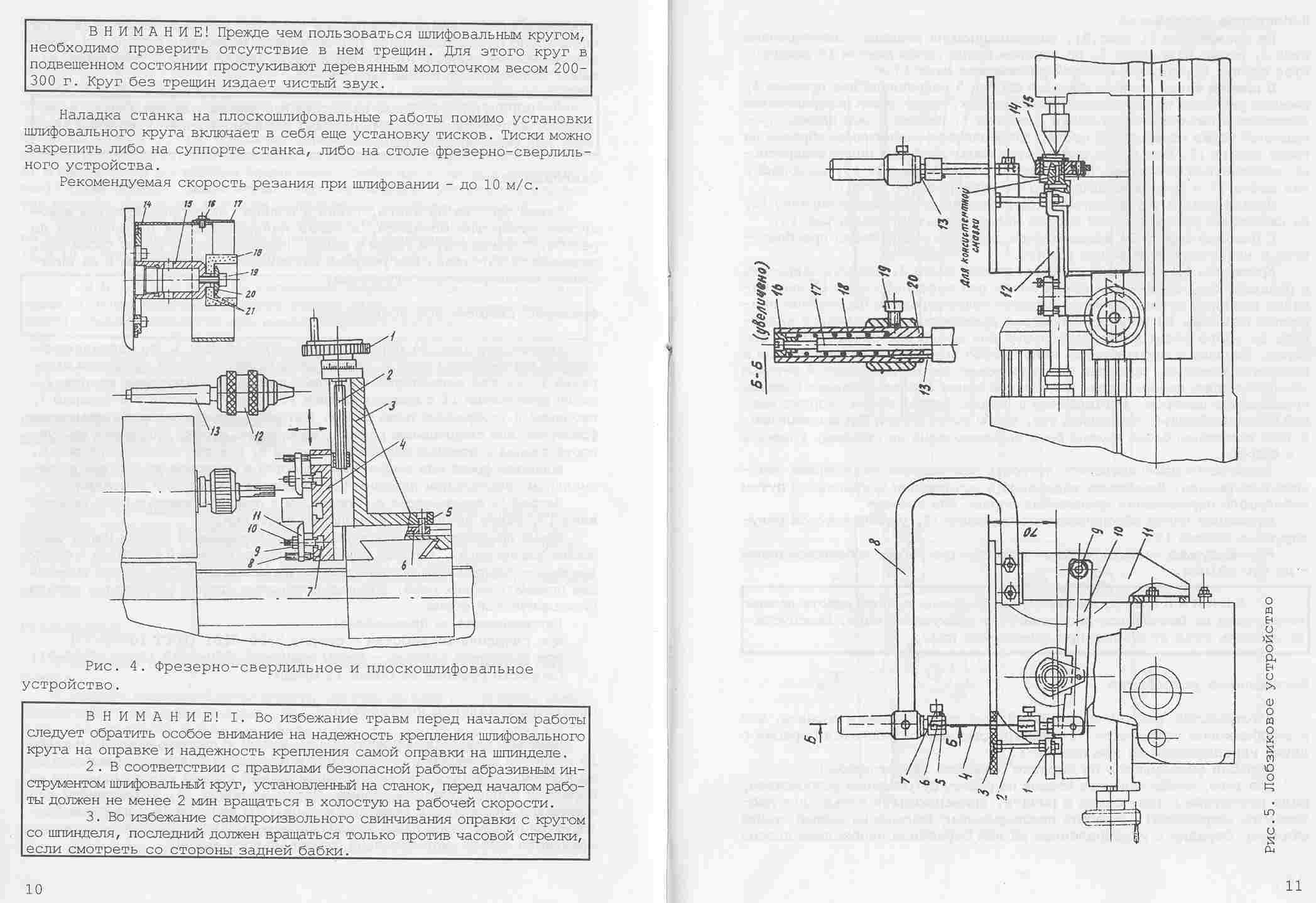
Фрезерно-сверлильное устройство токарного станка ТН-1
Устройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO. За 40 лет продано свыше 600 тысяч станков.
Станок начал производиться серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- : , , , , Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Мичуринский завод Прогресс: ,
- Орион СКТБ г. Нижний Новгород:
- Пензенский приборостроительный завод (ФГУП ФНПЦ “ПО “Старт” им. M.B.Проценко”) г. Пенза: ТД-180, ТН-150