Типы организации производства
Тип организации производства – это своеобразная характеристика процесса изготовления продукции. Их классификация напрямую зависит от многих факторов, например, таких, как специализация, объем выпуска товаров, методы создания продукта и др. Различают следующие типы организации производства:
- единоличное, которое характеризуется штучным выпуском разных видов товаров;
- серийное производство отличается большим объемом выпуска однородных продуктов разной номенклатуры;
- массовый тип – это непрерывное производство небольшой номенклатуры продукции в больших объемах.
Сравнительная характеристика типов организации производства
Единичный, массовый и серийный тип организации производства значительно отличаются друг от друга:
| Характеристика | Единоличный тип | Серийный | Массовый |
| Объем производства | Штучное (по количеству заказов) | Большое количество однородной продукции (партии) | Неограниченное число |
| Номенклатура | Не ограниченная | Широкая | Ограниченная |
| Повтор цикла | Нет | Случается в некоторых случаях | Присутствует постоянно |
| Тип оборудования | Универсальное | Универсальное и в некоторых случаях – специализированное | Только специализированное |
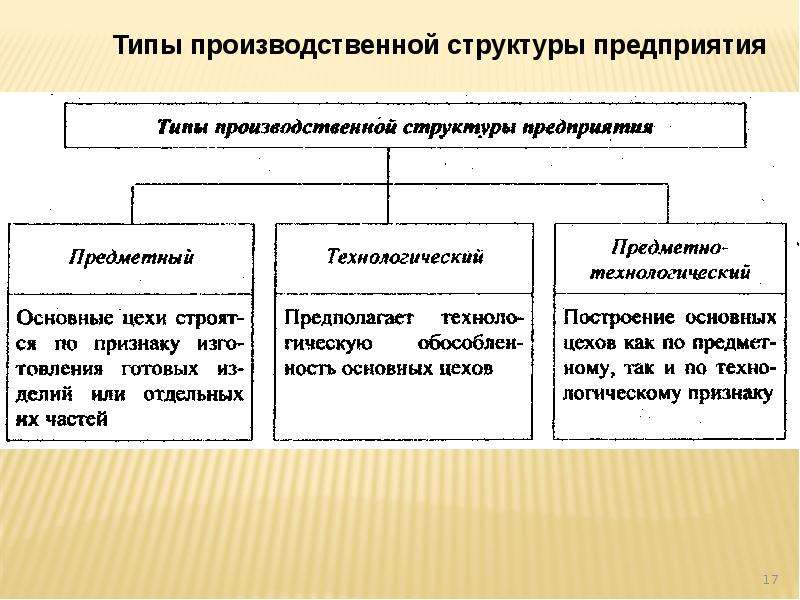
| Тип структуры производства | Технологический | Предметно-технологический | Предметный |
| Коэффициент закрепления | 40 и более | 2 – 39 | 1 |
Также единичное, массовое и серийное производство можно сравнить по месторасположению основных средств, по закреплению операций за оборудованием, а также по периодичности передачи производимых объектов из одного цеха в другой.
Формы организации производства
Выше мы говорили о формах организации производственного процесса и соответствующих им методах передачи предметов труда с операции на операцию. Таким образом, форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса — предметов труда.
Напомним, что единичному производству соответствует технологическая форма организации с последовательной передачей предметов труда с операции на операцию; серийному производству — предметная, групповая или гибкая предметная форма с параллельно-последовательным методом движения предметов труда; и наконец, массовому типу производства свойственна прямолинейная форма с параллельной передачей деталей с операции на операцию.
Рассмотрим эти формы организации производства более подробно.
Организация производства с последовательной передачей предметов труда представляет собой процесс, в ходе которого предметы труда передаются на каждую последующую операцию лишь после окончания обработки всей партии деталей на предшествующей операции. Эта форма наименее производительна, производственный цикл здесь затягивается, так как детали, прошедшие обработку, пролеживают в ожидании окончания обработки всей партии. Вместе с тем преимуществом данной формы служит ее гибкость по отношению к изменениям производственной программы, что нередко является объективной необходимостью.
Параллельная организация производства позволяет запускать в обработку и передавать на следующую операцию предметы труда без какой-либо задержки, поштучно, по мере окончания обработки данной детали на данном станке. Таким образом, детали не пролеживают в ожидании обработки всей партии, что сокращает длительность производственного цикла, уменьшает объем незавершенного производства. Однако различия в длительности отдельных операций могут приводить к простою оборудования и рабочих.
Наиболее прогрессивная, оптимальная форма организации производства — параллельно-последовательная. Она содержит в себе преимущества и параллельной, и последовательной форм организации производства. Так, предметы труда с операции на операцию передаются так называемыми транспортными партиями. Партии деталей проходят по операциям параллельно. Оборудование здесь расположено по направлению движения обрабатываемых деталей, его количество определяет величину необходимой производственной площади. В результате обеспечивается максимальная непрерывность использования оборудования и рабочей силы, что позволяет достигнуть относительно высокого уровня производительности труда и низкого уровня себестоимости изготовляемой продукции.
В современных условиях на машиностроительных предприятиях все большее распространение получают такие формы организации производства, как гибкие и блочно-модульные. Гибкие формы позволяют быстро переналаживать производство на изготовление других деталей и изделий. Блочно-модульная форма позволяет сконцентрировать на отдельном производственном участке весь комплекс технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры деталей и изделий.
На основе расчетов рациональной потребности в ресурсах, с поставкой их в определенные сроки, достигается непрерывность процесса производства. Рассчитывается и обеспечивается сопряженность по мощности и загрузке между заготовительными, металлообрабатывающими и сборочными производствами. В условиях блочно-модульной формы организации производства возрастают роль и ответственность коллектива работников за результаты своего труда, комплексно реализуются вопросы организации производства, труда и управления. При этом достигается наивысший уровень производительности труда, эффективности всего производства.
Типы организации производства
Тип организации производства – это своеобразная характеристика процесса изготовления продукции. Их классификация напрямую зависит от многих факторов, например, таких, как специализация, объем выпуска товаров, методы создания продукта и др. Различают следующие типы организации производства:
- единоличное, которое характеризуется штучным выпуском разных видов товаров;
- серийное производство отличается большим объемом выпуска однородных продуктов разной номенклатуры;
- массовый тип – это непрерывное производство небольшой номенклатуры продукции в больших объемах.
Сравнительная характеристика типов организации производства
Единичный, массовый и серийный тип организации производства значительно отличаются друг от друга:
| Характеристика | Единоличный тип | Серийный | Массовый |
| Объем производства | Штучное (по количеству заказов) | Большое количество однородной продукции (партии) | Неограниченное число |
| Номенклатура | Не ограниченная | Широкая | Ограниченная |
| Повтор цикла | Нет | Случается в некоторых случаях | Присутствует постоянно |
| Тип оборудования | Универсальное | Универсальное и в некоторых случаях — специализированное | Только специализированное |
| Тип структуры производства | Технологический | Предметно-технологический | Предметный |
| Коэффициент закрепления | 40 и более | 2 — 39 | 1 |
Также единичное, массовое и серийное производство можно сравнить по месторасположению основных средств, по закреплению операций за оборудованием, а также по периодичности передачи производимых объектов из одного цеха в другой.
Рыночное и нерыночное производство
Отвечая на вопрос «что такое производство», стоит отметить важную особенность, которая выражается в разделении его на рыночное и нерыночное. Первое подразумевает изготовление товаров для их дальнейшей реализации по объективно сложившимся рыночным ценам. В данном случае весь производственный процесс будет направлен на получение максимально возможной прибыли.
В некоторых случаях товарные единицы могут распространяться бесплатно или по заниженным ценам. Тогда производство уже будет считаться нерыночным. Чаще всего к нему имеют отношения государственные фонды или разного рода некоммерческие организации. Также в некоторых случаях прибыльные предприятия могут прибегать к большим скидкам или распродажам, чтобы сбыть товар, который не пользуется спросом на рынке.

Единичное производство
Этот процесс отличается выпуском, как правило, уникальных товаров различного вида и назначения объемом несколько штук.
Обычно изделия не повторяются, или их выпуск осуществляется крайне редко. Примером такого вида производства может служить изготовление штамповых изделий или пресс-форм.
Технологические зоны не настроены на выполнение однотипных операций, которые обусловлены только производственными характеристиками изделий и их размерами. Сам технологический процесс отличается наличием универсального оборудования и повторных действий.
Особенности единичного производства:
- наличие незавершенного выполнения;
- отсутствие фиксации операций за рабочими местами;
- использование уникальных станков;
- довольно частая переналадка оборудования;
- высокая квалификация специалистов;
- преобладание ручного труда;
- значительная трудоемкость и длительность процессов изготовления;
- высокая себестоимость изделий.
Такой тип производства экономически обоснован только при изготовлении уникальной и сложной продукции, выпускаемой в небольших объемах. Сюда можно отнести выпуск крупных устройств, уникальных приборов, прокатных станов и т. д.
Характеристика типов производства
Тип выпуска продукции влияет на организацию производства, его управление и финансово – экономические показатели, то и в целом эффективность предприятияв целом.
Рост технического оснащения и объемов производства готовых изделий в момент перехода от единичного производства к серийному, и массовому снижает потребность в использовании живого труда. Соответственно снижается стоимость готовых изделий. Кстати, в качестве примера можно привести заводы Ford. На них в начале ХХ века первые автомобили производили на стапелях. При внедрении конвейерного производства резко вырос объем готовых изделий, и упала их цена для потребителей.
Всеволожский завод Ford Sollers
На основании вышесказанного можно провести некоторые обобщения. К возможностям штучного производства можно отнести то, что номенклатура выпускаемых изделий практически неограниченна, большая часть изделий носит сугубо индивидуальный характер. Для производства штучной продукции применяют универсальное оборудование, например, станки токарно-фрезерной группы. При разработке рабочей документации, в частности, технологической документации, проектировщики занимаются созданием укрупненного технологического процесса, не какой-то одной детали, а на узел или изделие в целом. Для производства штучных изделий привлекают высококвалифицированный инженерный и рабочий персонал. Все перечисленные факторы приводят к тому, себестоимость штучных изделий непомерна высока.
Для организации серийного производства изделий привлекают универсальное или специализированное оборудование. Выпуск изделий происходит с определенной периодичностью. Для выполнения работ нет необходимости в привлечении высококлассных специалистов.
Во время организации массового производства используют специализированное оборудование. Для работы на нем достаточно использовать инженерный и рабочий персонал с низкой квалификацией.
Оборудование для массового производства
На самом деле, на предприятии может работать несколько типов производства. Но это может быть объяснено тем, что на предприятии не слишком высокая специализация. Например, в свое время автомобильный завод им. Лихачева (ЗИЛ), серийно выпускал грузовики, предназначенные для эксплуатации военными, в сельском хозяйстве, строительстве, и множестве других отраслей. Вместе с тем, на этом предприятии было организовано штучное изготовление автомобилей для перевозки первых лиц государства.
Единичное производство
Единичное производство предполагает выпуск одного или нескольких экземпляров продукта, при этом повторного изготовления товара не планируется. Предприятия, для которых единичный тип производства является основным, выпускают обычно множество разнообразной продукции, и ее ассортимент может постоянно меняться. Себестоимость таких товаров высока по сравнению с серийным или массовым производством. Это обусловлено повышенным расходом материалов, невозможностью применять стандартные инженерные решения и необходимостью привлекать высококвалифицированных рабочих, способных выполнять несколько различных операций. Единичное производство трудоемко, и время изготовления каждого изделия может быть длительным.
Типы производства
Определение 1
Тип производства – это комплексная характеристика особенностей организации, техники и экономики производства.
На тип производства влияют несколько факторов: широта номенклатуры и уровень специализации, масштабность производства, стабильность выпускаемой продукции и т.п.
Существует три типа производства:
- Единичное производство.
- Серийное производство.
- Массовое производство.
Основная характеристика единичного производства – штучный объём выпуска разнообразной и непостоянной номенклатуры продукции ограниченного потребления.
Замечание 1
Повторное производство данной продукции, а также ремонт выпускаемой продукции, не предусматривается.
Серийному производству свойственно одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск такой продукции повторяется на протяжении длительного периода. Одновременно с тем серия представляет собой выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, последовательно, непрерывно на протяжении заранее установленного периода времени.



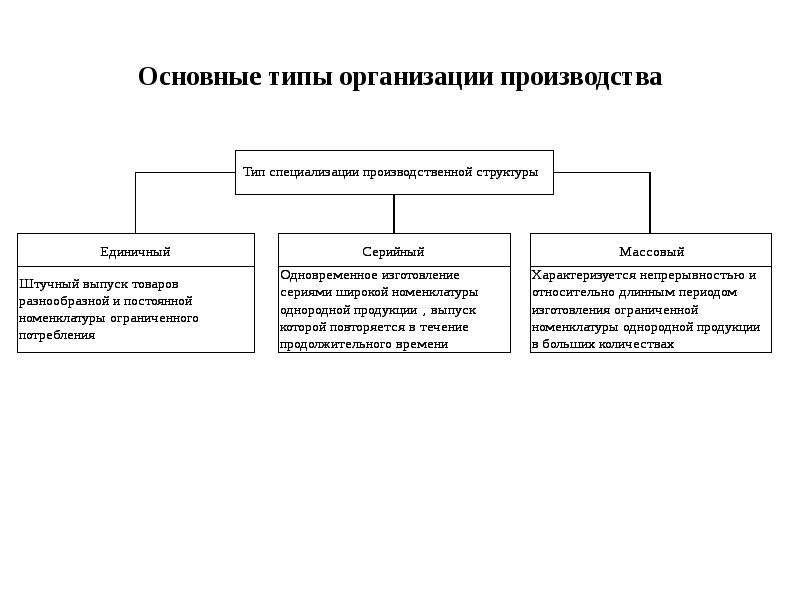

Массовому производству характерна непрерывность и относительно длительный период изготовления ограничений номенклатуры однородной продукции в больших количествах.
Нужна помощь преподавателя?
Опиши задание — и наши эксперты тебе помогут!
Описать задание
Сравнить все три типа производства можно в таблице ниже. Из неё становится понятно, что единичное и мелкосерийное производство основано на производстве деталей и изделий неограниченной, широкой номенклатуры. Для этого типа производство свойственна определённая гибкость, здесь нет повторяемости выпуска, а также предусмотрена последовательная передача предметов труда с операции на операцию.
Сравниваемый признак | Тип производства | ||
| Единичный | Серийный | Массовый | |
| Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей, изготовляемых партиями | Ограниченная номенклатура деталей, изготовляемых в большом объеме |
| Повторяемость выпуска | Отсутствует | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Закрепление операций за станками | Отсутствует | Закрепляется ограниченное число деталеопераций | Закрепляются одна-две операции |
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
| Передача предметов труда с операции на операцию | Последовательная | Параллельно последовательная | Параллельная |
| Форма организации производственного процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
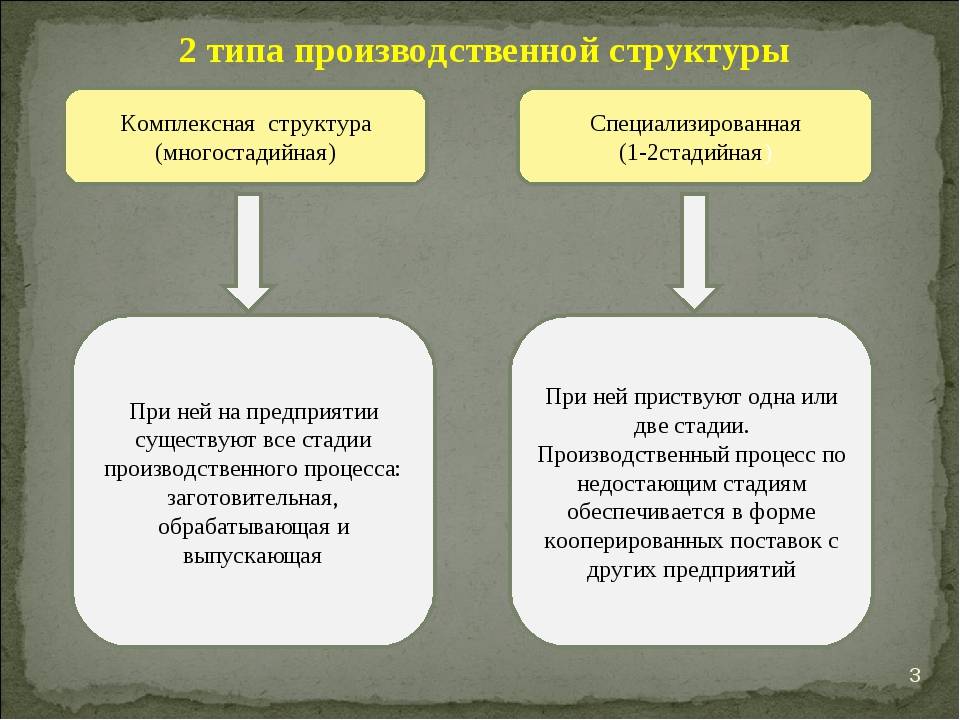
Пути совершенствования производственной структуры предприятия
Рациональное использование ресурсов, повышение качества продукции находится в тесной взаимосвязи с совершенствованием его произв. структуры. Предполагаемые пути ее улучшения:
- Рационализация способов формирования участков, цехов, их взаимодействия. Объединение, укрупнение подразделений, производственных процессов. Введение дополнительных видов работ на одном произв. участке для рабочих узкого профиля с направлением их на профобучение.
- Соразмерность всех элементов произв. ст-ры. Исключение необоснованного роста трат, направленных на обслуживающее, вспомогательное производство.
- Оптимальная планировка производственных объектов, позволяющая уменьшить траты на транспортировку, передвижение по территории предприятия.
- Адекватная организация работы на произв. участках: «профилактика» простоев, уменьшение перерывов и времени обработки деталей на одном произв. участке.
- Смена специализации предприятия, улучшение организационной ст-ры управления.
В случае преобладания вспомогательной, обслуживающей составляющей над основным производством вопрос решается путем передачи данных работ на исполнение другим компетентным организациям.
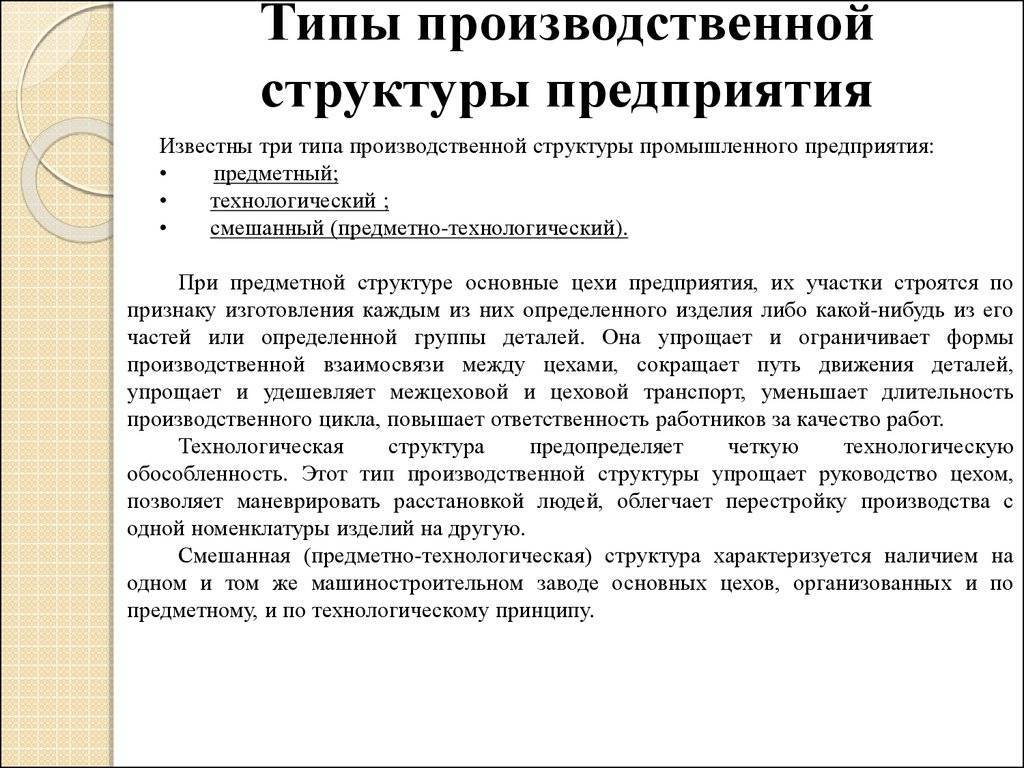
Классификация и основные показатели
Объединенные параметры во многом предопределяют виды специализации и способы организации производственных действий. Классификация типов производства делится на некоторые факторы. К ним относятся:
- Номенклатура продукции — фактор, объединяющий количественные показатели наименований изделий, которые закреплены за структурой технологических процессов и характеризуют их специализацию. Чем больше наименований выпущенных деталей, тем уже специализация.
- Диапазон изготовления продукции — показывает объем определенного вида изделий, который выпускается за конкретный период. Количество и трудоемкость непосредственно влияют на специализацию системы производства.
- Неизменность номенклатурного перечня — означает цикличность производимых деталей одного типа в определенные отрезки времени. Если происходит смена формы продукции, то в этом случае фактор стабильности отсутствует. Устойчивость номенклатуры позволяет обеспечить ритмичность производства.
- Уровень загрузки рабочих зон — этот показатель характеризует фиксирование за технологическими местами конкретных операций производственного процесса. В зависимости от их количества различают зоны с узкой и широкой специализацией.
Основным показателем, который описывает характер производства, считается коэффициент закрепления действий Kз. Для группы сотрудников это значение вычисляется отношением суммарного количества произведенных или планируемых операций к общей величине рабочих мест. Формула имеет вид — Kз = Kоп1 + Kоп2 +…+ Kопn/N, где:
- Kопn — количество операций, выполненных на n-м месте;
- N — число рабочих мест.
Откуда берутся разные типы производств?
В своей деятельности каждое предприятие начинает тяготеть к определенным, повторяемым процессам, моделям управления и специфическим методам планирования. Комплексная характеристика совокупности признаков, учитывающих особенности предприятий, и определяет его тип. Сюда же можно отнести и факторы специализации производства.
С момента использования первых машинных производств была выработана классификация типов производственных систем, которая является универсальной во всем мире. Выделяют три основных вида систем, к которым относится подавляющее большинство существующих предприятий.
Рабочее место
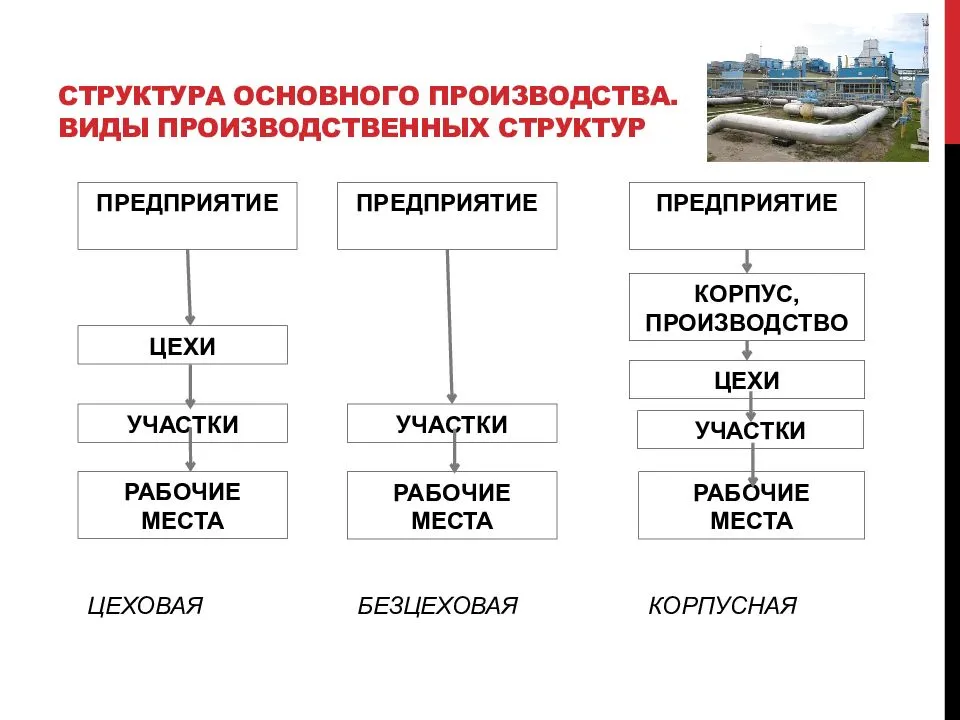
Является пространственной единицей, на которой размещены организационная и инструментальная оснастка, средства диагностики и контроля выполнения технологических этапов, требуемое оборудование. Являясь первым звеном в производственной цепочке (рабочее место – отделение – участок – цех – корпус), оказывает существенное влияние на структуру производственного процесса и конечные результаты деятельности в масштабе всей системы.
На рабочих местах концентрируются основные резервы производства. От уровня их организации, согласованности работы, оптимального расположения зависят показатели деятельности предприятия.
Производственный цех
Является последней ступенькой в формировании законченной технологической системы по выпуску готовой продукции. Цех окраски вагонов проводит полный комплекс подготовительных (зачистка, грунтовка), окрасочных (нанесение нескольких слоев краски) и завершающих (нанесение знаков, клейм) операций на изготавливаемом изделии.
Каждый цех имеет свою структуру управления (начальник цеха, технолог, инженерный аппарат, диспетчерский аппарат). Если количество работников цеха превышает 100 человек, создается своя цеховая бухгалтерия. При меньшем количестве обслуживание работников происходит в общей бухгалтерии предприятия.

Понятие организационной структуры предприятия
Организационная структура предприятия — это система взаимоотношений структурных подразделений предприятия в процессе производства.
Элементами такой системы выступают:
- отношения управления;
- внутренние нормы и правила;
- личная ответственность каждого подразделения за выполнение той или иной работы;
- распределение полномочий персонала и руководителей.
Правильно выстроенная, отлаженная и продуманная структура организации предприятия гарантирует стабильное и динамичное развитие бизнеса и полноценное функционирование учреждения в целом.
Организационная структура формируется под влиянием множества факторов:
- правовой формы предприятия;
- видов деятельности;
- масштабов предприятия и объемов выпускаемой продукции;
- используемых стратегий и технологий;
- способов реализации товаров и услуг;
- размеров капитала, имеющихся ресурсов и проч.
Для создания качественной структуры предприятия требуется ее постоянный анализ и своевременное внесение корректировок на основе полученных в результате анализа данных.
Общая структура предприятия включает в себя:
- производство;
- обслуживающие подразделения;
- руководство структуры.
На примере швейной фабрики указанным элементам могут соответствовать следующие кадровые единицы:
- ПРОИЗВОДСТВО: швеи, закройщицы, упаковщики;
- ОБСЛУЖИВАНИЕ: бухгалтера, поставщики ткани, доставка готовых вещей, уборщики;
- РУКОВОДСТВО: генеральный директор и его заместители.
Текстовое и графическое описание организационной структуры предприятия требует не только досконального знания типов организационных структур, но и умения тонко подмечать характерные признаки, плюсы и минусы каждого из них.
Типы организации производства
Тип организации производства – это своеобразная характеристика процесса изготовления продукции. Их классификация напрямую зависит от многих факторов, например, таких, как специализация, объем выпуска товаров, методы создания продукта и др. Различают следующие типы организации производства:
- единоличное, которое характеризуется штучным выпуском разных видов товаров;
- серийное производство отличается большим объемом выпуска однородных продуктов разной номенклатуры;
- массовый тип – это непрерывное производство небольшой номенклатуры продукции в больших объемах.
Сравнительная характеристика типов организации производства
Единичный, массовый и серийный тип организации производства значительно отличаются друг от друга:
| Характеристика | Единоличный тип | Серийный | Массовый |
| Объем производства | Штучное (по количеству заказов) | Большое количество однородной продукции (партии) | Неограниченное число |
| Номенклатура | Не ограниченная | Широкая | Ограниченная |
| Повтор цикла | Нет | Случается в некоторых случаях | Присутствует постоянно |
| Тип оборудования | Универсальное | Универсальное и в некоторых случаях — специализированное | Только специализированное |
| Тип структуры производства | Технологический | Предметно-технологический | Предметный |
| Коэффициент закрепления | 40 и более | 2 — 39 | 1 |
Также единичное, массовое и серийное производство можно сравнить по месторасположению основных средств, по закреплению операций за оборудованием, а также по периодичности передачи производимых объектов из одного цеха в другой.
Единичное производство
Этот процесс отличается выпуском, как правило, уникальных товаров различного вида и назначения объемом несколько штук.

Обычно изделия не повторяются, или их выпуск осуществляется крайне редко. Примером такого вида производства может служить изготовление штамповых изделий или пресс-форм.
Технологические зоны не настроены на выполнение однотипных операций, которые обусловлены только производственными характеристиками изделий и их размерами. Сам технологический процесс отличается наличием универсального оборудования и повторных действий.
Особенности единичного производства:
- наличие незавершенного выполнения;
- отсутствие фиксации операций за рабочими местами;
- использование уникальных станков;
- довольно частая переналадка оборудования;
- высокая квалификация специалистов;
- преобладание ручного труда;
- значительная трудоемкость и длительность процессов изготовления;
- высокая себестоимость изделий.
Такой тип производства экономически обоснован только при изготовлении уникальной и сложной продукции, выпускаемой в небольших объемах. Сюда можно отнести выпуск крупных устройств, уникальных приборов, прокатных станов и т. д.
Массовое производство
Массовый тип организации производства максимально полезен там, где требуется выпуск больших объемов однотипной продукции в течение длительного времени. В основном это крупные заводы и корпорации, выпускающие станки, оборудование, автомобили, сельскохозяйственную технику, товары массового потребления и др.

Все технологические процессы на таких предприятиях жестко регламентированы, что вызывает многочисленные трудности и затраты при необходимости перестройки или внесения изменений. Поэтому детально отлаженные технологические алгоритмы рассчитаны на годы. Ассортимент выпускаемой продукции не отличается разнообразием, однако стоимость таких товаров невысока.
При организации массового производства появляется возможность автоматизировать большинство операций, использовать новейшее высокопроизводительное оборудование и унифицированные детали. Участие человека в таком производстве ограничивается рабочими-наладчиками, квалификация которых должна соответствовать сложности используемой техники, и операторами, выполняющими одну-две несложных манипуляции. Время на изготовление одного изделия в таком цехе может исчисляться минутами.
Контроль качества при массовом производстве также осуществляется автоматически.
Массовый тип производства экономически является наиболее выгодным, но имеет серьезные недостатки. Это, прежде всего, жесткость и «неповоротливость» системы, тяжелый монотонный труд рабочих-операторов, лишенный индивидуальности «безликий» товар.
Какие виды деятельности относятся к производству
Отвечая на вопрос о том, что такое производство, важно определить основные виды деятельности, которые попадают под действие данного понятия, а именно:
- деятельность по изготовлению продукции, разрешенная законом;
- незаконные виды производственной деятельности;
- теневое производство (скрываемое от налоговых органов);
- движение сырья, материалов и полуфабрикатов между структурными подразделениями предприятия или его филиалами;
- незавершенное производство (имеются в виду материалы, уже запущенные в обработку, но еще не преобразованные в готовый продукт);
- товары и услуги, произведенные домохозяйствами для последующей реализации;
- оплачиваемая работа обслуживающего персонала;
- строительные и ремонтные работы;
- использование зданий с целью создания материальных благ или оказания услуг.

Серийный выпуск изделий
Серийным называется производство предприятием однородной продукции в течение конкретного периода.

Этот тип характеризуется изготовлением лимитированного ассортимента продукции, который повторяется через определенный промежуток времени.
По технико-экономическим характеристикам этот тип подразделяется на мелкосерийное, среднесерийное и крупносерийное производство товаров. При серийном типе существует возможность оборудовать индивидуальные технологические зоны для выполнения определенных операций.
За счет следующих факторов удается снизить реальную себестоимость изделий:
- специализация технологических мест;
- привлечение к работе сотрудников средней квалификации;
- эффективное использование станков и производственных площадей;
- наиболее низкие затраты на заработную плату.
К серийному производству относится оборудование отрасли машиностроения, изготовленное согласно ГОСТу. Это обычно бывают механизмы, производимые в больших количествах: металлорежущие и обрабатывающие станки, насосы, компрессоры и т. д. Этот тип считается водоемким и грязным, особенно это касается химических предприятий и целлюлозно-бумажных комбинатов.
Мелкосерийный выпуск продукции по определению тяготеет к штучному изготовлению, так как изделия производятся небольшими партиями широкой номенклатуры. Цикличность производства или полностью отсутствует, или происходит крайне нерегулярно.
По организационным признакам и сравнительным характеристикам этот вид сходен с единичным производством. Среднесерийное производство определяется более крупными партиями ограниченной номенклатуры с непрерывной повторяемостью. При этом применяется универсальное и современное специальное оборудование для выполнения операций узкой категории.
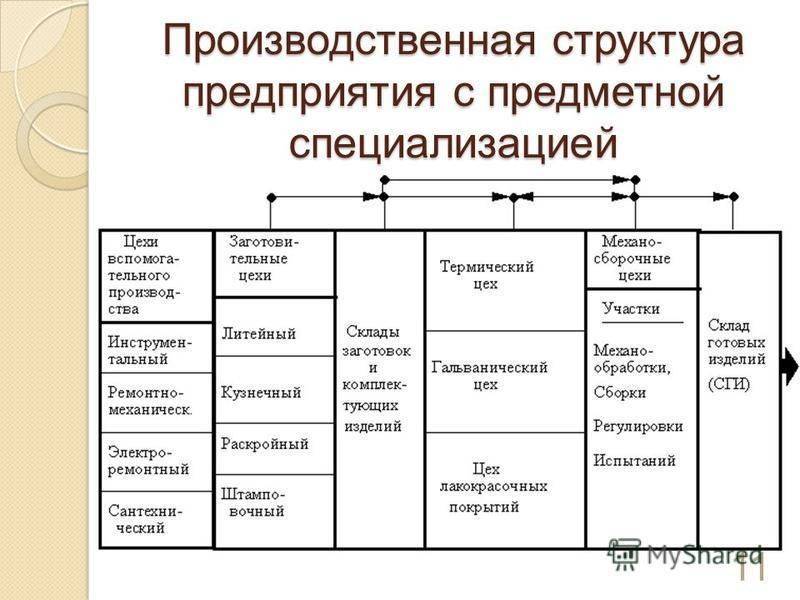
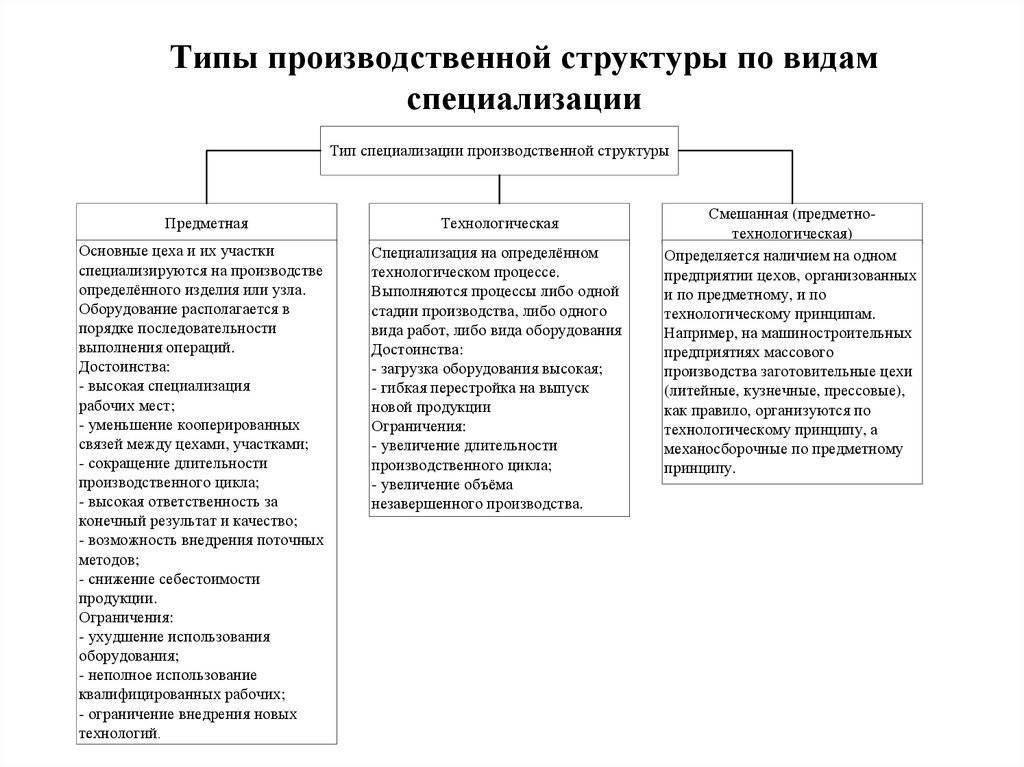
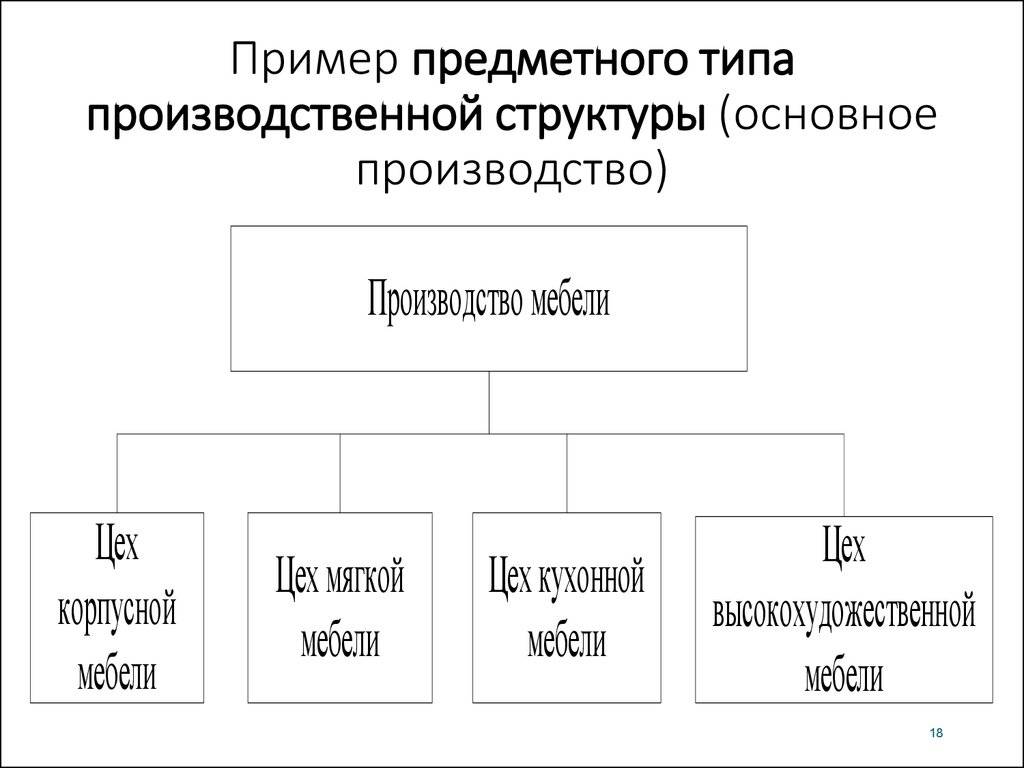
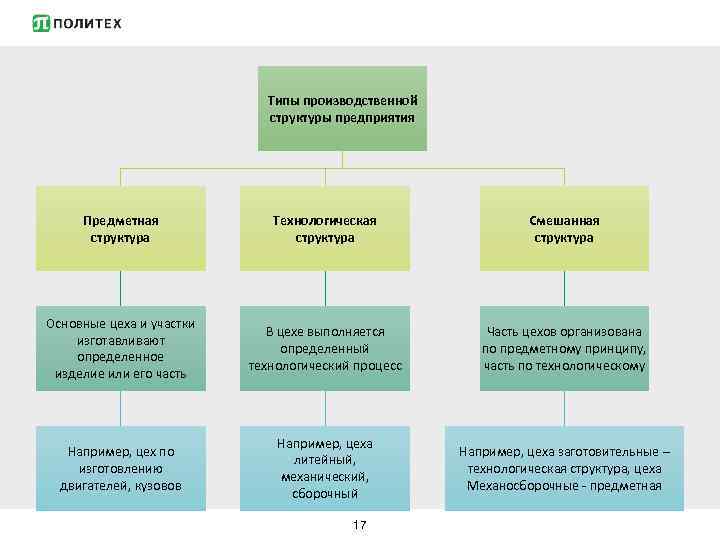
По классификационным признакам к крупносерийному производству относится изготовление деталей существенными партиями очень узкого ассортимента. Заводы обладают простой структурой, где обрабатывающие и сборочные цеха работают по предметному принципу, а заготовительные — технологическому.
Факторы развития, совершенствования и внедрения технологий производства
Развитие технологий производства и внедрения инноваций зависит от нескольких факторов:
Персонал. Чтобы добиться устойчивого результата, необходимо привлекать квалифицированный и обученный персонал. Только таким образом можно в короткие сроки удовлетворить потребности потребителя.
Средство труда. К ним относят различного рода материальные предметы, при помощи которых можно создать продукцию или осуществить услуги. К подобным средствам относят различное оборудование и инструменты, аппарата, компьютеры, машины, тракторы, сложная техника
Важное значение имеют естественные ресурсы, например, вода. Благодаря таким средствам, природные компоненты трансформируются в полезную продукцию
Предмет труда
Представляет собой совокупность вещей, которые используются людьми для удовлетворения их потребностей. Они разделяются на две категории. К первой можно отнести природные элементы, которые не проходили специальную обработку, и компоненты, прошедшие обработку.
Информация. Данный фактор является одним из самых главных. Именно информация играет связующую роль в производстве и продвижении товара. Даже если иметь обученный и профессиональный персонал, качественную технику и предметы труда, не владея сведениями о спросе и предложении, об общей ситуации на рынке, добиться успеха невозможно.
Типы производства
Определение 1
Тип производства – это комплексная характеристика особенностей организации, техники и экономики производства.
На тип производства влияют несколько факторов: широта номенклатуры и уровень специализации, масштабность производства, стабильность выпускаемой продукции и т.п.
Существует три типа производства:
- Единичное производство.
- Серийное производство.
- Массовое производство.
Основная характеристика единичного производства – штучный объём выпуска разнообразной и непостоянной номенклатуры продукции ограниченного потребления.
Замечание 1
Повторное производство данной продукции, а также ремонт выпускаемой продукции, не предусматривается.
Серийному производству свойственно одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск такой продукции повторяется на протяжении длительного периода. Одновременно с тем серия представляет собой выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, последовательно, непрерывно на протяжении заранее установленного периода времени.





Массовому производству характерна непрерывность и относительно длительный период изготовления ограничений номенклатуры однородной продукции в больших количествах.
Нужна помощь преподавателя? Опиши задание — и наши эксперты тебе помогут!
Описать задание
Сравнить все три типа производства можно в таблице ниже. Из неё становится понятно, что единичное и мелкосерийное производство основано на производстве деталей и изделий неограниченной, широкой номенклатуры. Для этого типа производство свойственна определённая гибкость, здесь нет повторяемости выпуска, а также предусмотрена последовательная передача предметов труда с операции на операцию.
Сравниваемый признак | Тип производства | ||
| Единичный | Серийный | Массовый | |
| Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей, изготовляемых партиями | Ограниченная номенклатура деталей, изготовляемых в большом объеме |
| Повторяемость выпуска | Отсутствует | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Закрепление операций за станками | Отсутствует | Закрепляется ограниченное число деталеопераций | Закрепляются одна-две операции |
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
| Передача предметов труда с операции на операцию | Последовательная | Параллельно последовательная | Параллельная |
| Форма организации производственного процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
Классификация и основные показатели
Объединенные параметры во многом предопределяют виды специализации и способы организации производственных действий. Классификация типов производства делится на некоторые факторы. К ним относятся:

- Номенклатура продукции — фактор, объединяющий количественные показатели наименований изделий, которые закреплены за структурой технологических процессов и характеризуют их специализацию. Чем больше наименований выпущенных деталей, тем уже специализация.
- Диапазон изготовления продукции — показывает объем определенного вида изделий, который выпускается за конкретный период. Количество и трудоемкость непосредственно влияют на специализацию системы производства.
- Неизменность номенклатурного перечня — означает цикличность производимых деталей одного типа в определенные отрезки времени. Если происходит смена формы продукции, то в этом случае фактор стабильности отсутствует. Устойчивость номенклатуры позволяет обеспечить ритмичность производства.
- Уровень загрузки рабочих зон — этот показатель характеризует фиксирование за технологическими местами конкретных операций производственного процесса. В зависимости от их количества различают зоны с узкой и широкой специализацией.
Основным показателем, который описывает характер производства, считается коэффициент закрепления действий Kз. Для группы сотрудников это значение вычисляется отношением суммарного количества произведенных или планируемых операций к общей величине рабочих мест. Формула имеет вид — Kз = Kоп1 + Kоп2 +…+ Kопn/N, где:
- Kопn — количество операций, выполненных на n-м месте;
- N — число рабочих мест.