Особенности использования
Среди преимуществ свёрл Левиса следует отметить:
Плавность нарастания рабочей нагрузки по мере углубления инструмента в материал.
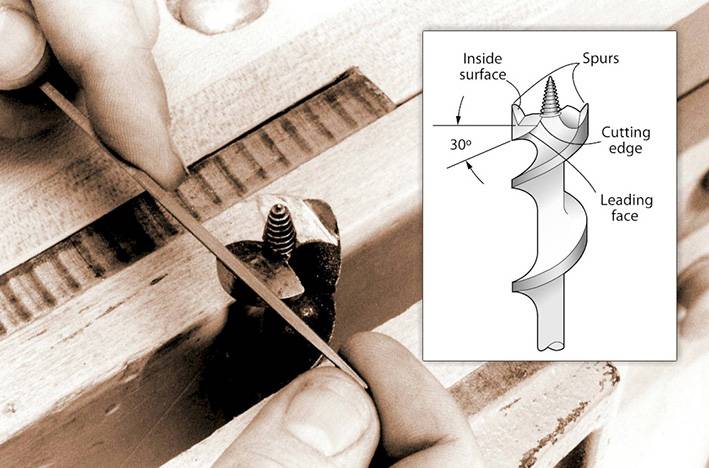
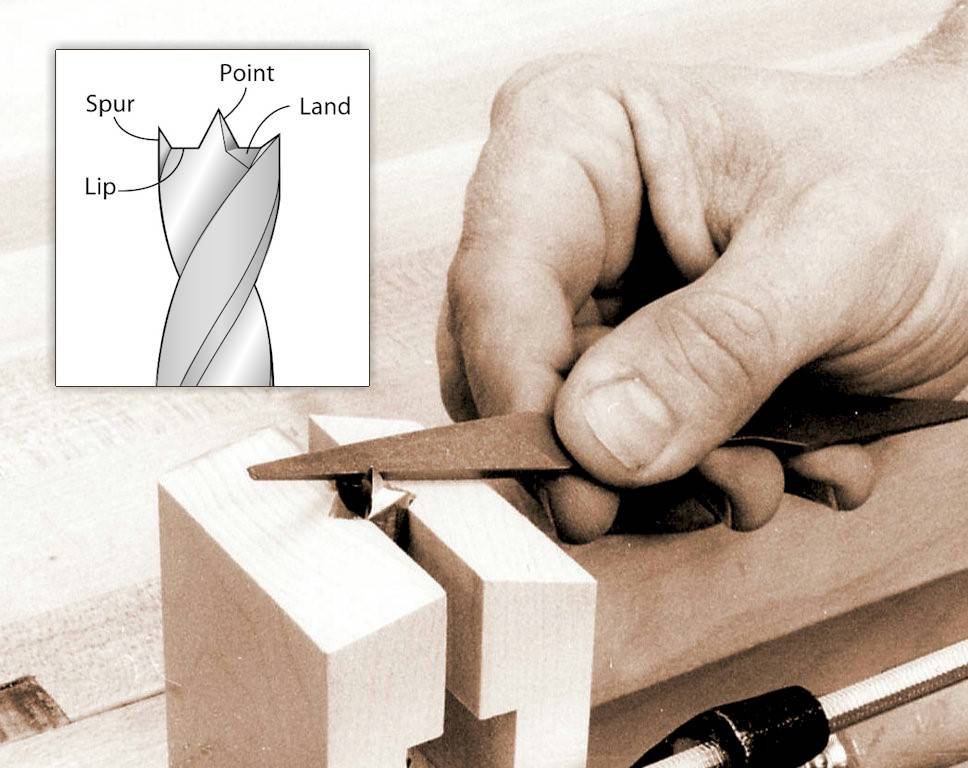
Высокое качество внутренней поверхности отверстия, поскольку образующиеся при сверлении заусенцы полностью срезаются боковой режущей кромкой и незамедлительно удаляются шнековой образующей сверла наружу.
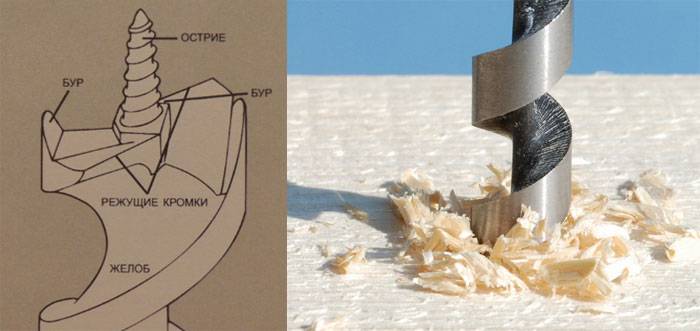
Широкая винтовая канавка обеспечивает надёжное удаление стружки, независимо от её количества.
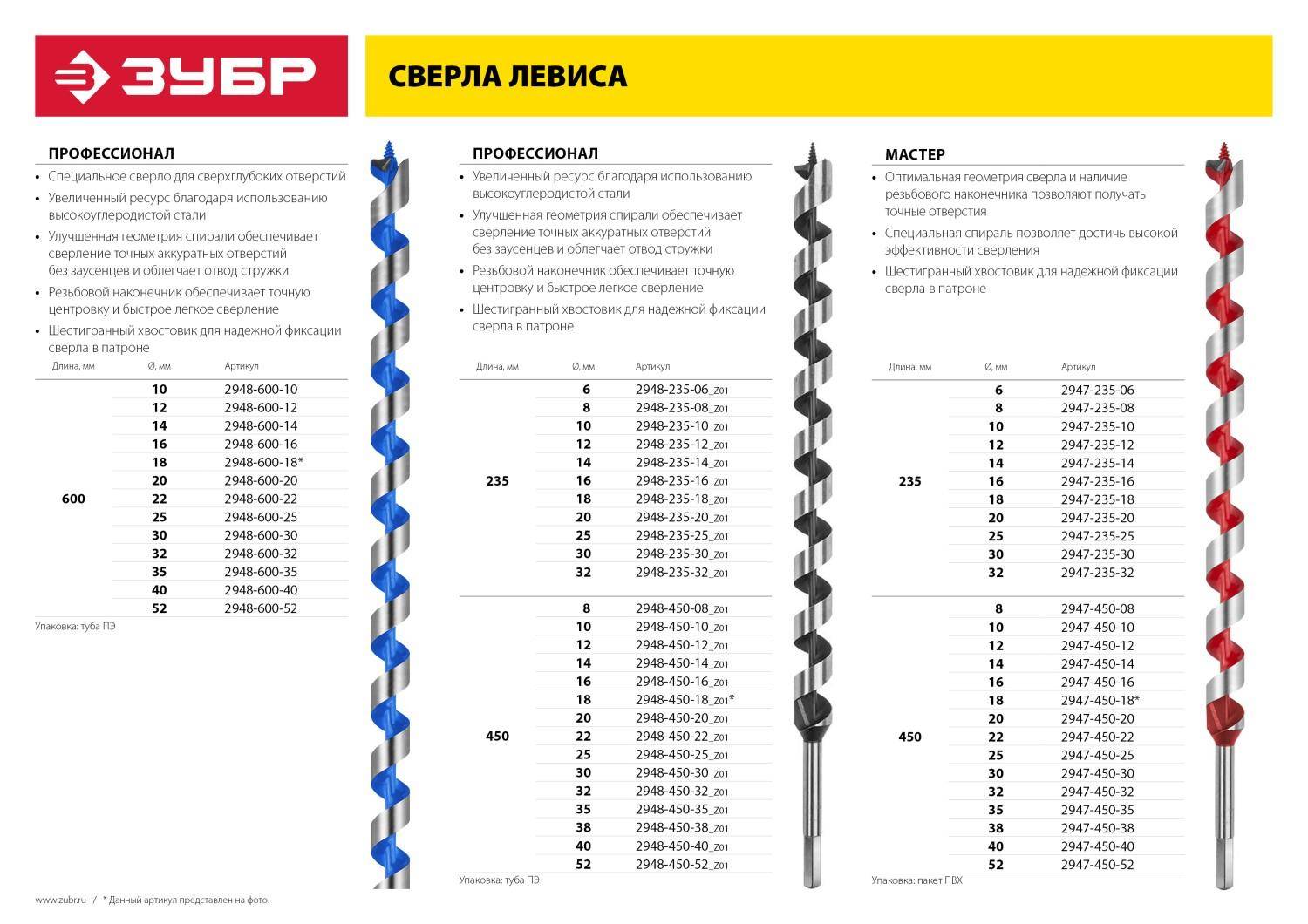
Шестигранный наконечник на хвостовике обеспечивает надёжное удержание сверла в патроне.

Высокое качество и производительность, особенно заметные при получении отверстий значительной глубины, не отменяют и некоторых ограничений спиральных свёрл:
При заклинивании сверла Левиса, что возможно на операциях с твёрдой древесиной, его остановка происходит практически мгновенно, и сопровождается резкой отдачей. Это может привести к травме работающего.
Поскольку усилия реза при таком сверлении велики, то качество материала имеет решающее значение для стойкости шнекового сверла. Поэтому стоит приобретать инструмент от известных производителей, указывающих марку стали (на свёрлах китайского производства марка обычно не указывается).
Спиральное сверло обладает повышенной хрупкостью, поскольку при закалке обычно прокаливается по всему сечению. При относительно малой жёсткости это может стать причиной разрушения рабочей части.
Стоимость свёрл Левиса выше, чем обычных, при тех же диаметрах получаемых отверстий.
Маломощные дрели (менее 1000 Вт) при своём пуске сверло данной конструкции могут не провернуть. Важным также является наличие у дрели функции реверса.

Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
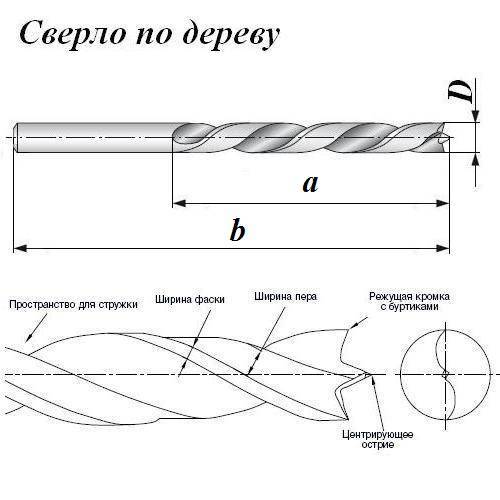
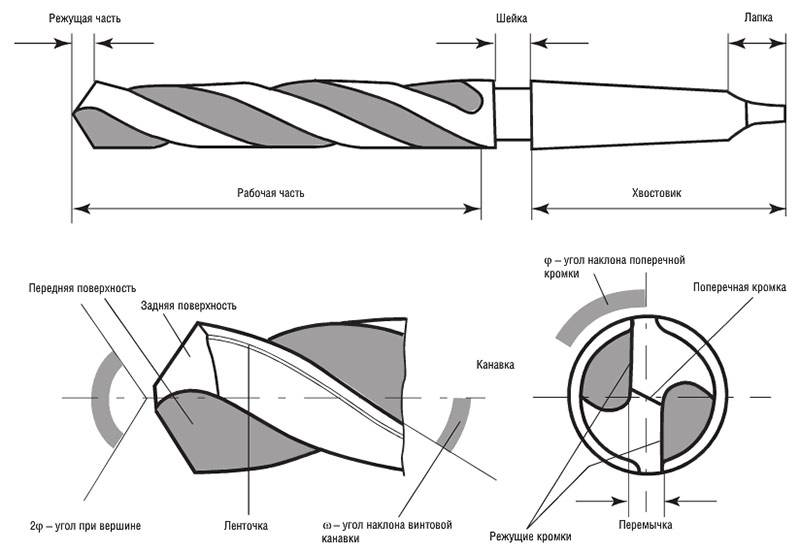 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
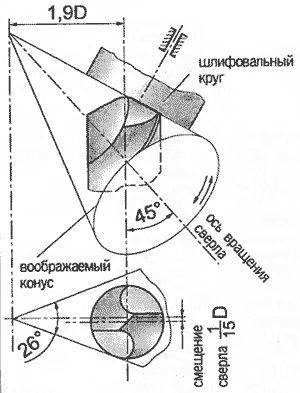
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
 Подводи сверло режущей кромкой к шлифовальному кругу.
Подводи сверло режущей кромкой к шлифовальному кругу.
 Покачиваем сверло в низ, а потом опять вверх.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
 Подточка передней поверхности.
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
 Подточка задней поверхности.
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
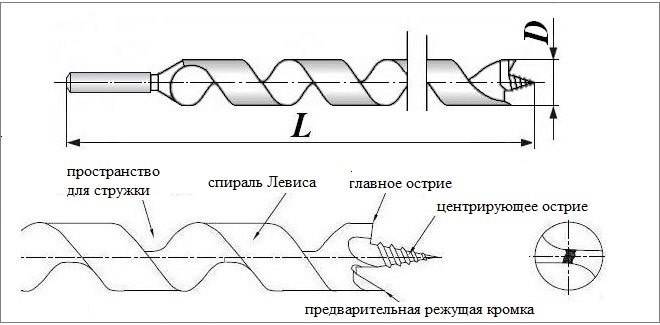
Как работает сверло Левиса?
В начальный момент сверления в материал вдавливают коническое остриё, которое при вращении внедряется вглубь. Затем на него опирается основная, спиральная часть сверла. В отличие от других конструкций свёрл по дереву, у рассматриваемого инструмента в начальный момент имеется только одна рабочая кромка, а далее сверление происходит спиральной режущей частью. При увеличении общей длины режущей кромки это способствует снижению общего осевого усилия на сверло, но увеличивает риск заклинивания и «увода» сверла от центра.
Читать также: Как разобрать утюг бош sensixx b4
Первую проблему решают следующим образом. Во–первых, сверло Левиса предпочтительно устанавливать на низкооборотистые, более мощные дрели. Во-вторых, такие спиралеподобные свёрла нецелесообразно использовать для получения отверстий в твёрдых породах древесины, т. к. получающаяся при этом стружка способствует заклиниванию отхода в довольно длинной канавке. Обычно число оборотов выбирают обратно пропорционально диаметру получаемого отверстия.
Для решения второй проблемы спиральное сверло можно использовать в качестве развёртки, а предварительный проход, за исключением особо глубоких отверстий, выполнять при помощи обычного сверла. Из опыта эксплуатации известно, что прямое получение отверстий при помощи сверла Левиса целесообразно для диаметров, не превышающих 15…30 мм. В остальных случаях пользуются перьевыми свёрлами, а спиральное применяют только на последнем проходе, когда требуется повысить гладкость боковых стенок.
Влажность древесины при использовании такого сверла значения не имеет, так же, как и направление волокон древесины.
Преимущества в использовании станка
Еще одна особенность, которую дает станок – это движение с помощью двигателя.
Поэтому, в качестве колонки, реально использовать любой подшипниковый узел с валом.
На конце вала у нас будет располагаться крепление для сверла. Лучше всего использовать болты, для надежной фиксации.
После того, как инструмент зафиксирован, включаем точило, а колонка сама подводится к кругу так, чтобы задняя часть сверла по металлу была повернута на заточку.
Это удобно, ведь еще до включения мы можем настроить правильный угол, чтобы заточить сверло.
Основной минус обычного приспособления – его не вынесешь за пределы гаража, а внутри помещения необходимо много места.
Поэтому есть вариант использовать насадочный станок.

В таком устройстве с одной стороны находится присоединительный узел, благодаря которому насадка устанавливается на шпиндель дрели, а с другой – можно найти отверстие под сверла для металлов.
Заточить таким способом инструмент просто даже своими руками – просто вставить до упора и включить механизм.
А малейшие сдвиги во время работы могут закончиться травмами. Болгаркой не добиться высокого качества, она подходит только для сверл по металлу с малым диаметром.








А после процесса заточки нельзя сделать доводку.
Доводка – важная составляющая процесса, когда необходимо заточить инструмент.

В заводских условиях она позволяет убрать все неровности в конце процедуры, придать режущей части гладкость.
Если сверло будет цельным и однородным, то оно прослужит гораздо дольше и лучше.
При желании, доводку можно сделать и дома. Для этого — просто меняем круг на сделанный из карбида кремния.
В качестве точильного круга здесь используется алмазный камень. При таком процессе — наждачный круг просто не даст нужных результатов.
Перед тем, как заточить инструмент, стоит замерить напайку, ведь если она меньше 10 миллиметров — точить уже не имеет смысла. Нужна только полная замена.
Помните о том, что чем тверже материал инструмента, тем ниже должна быть скорость вращения круга.
Видео:
А для победитового сверла по металлу — скорость вообще находится на минимуме, чтобы не повредить режущую часть.
Заточку выполняем непродолжительными и плавными касаниями, исключая резкие движения.
Если речь идет о напайках, то их затачивают так же, как и обычные сверла – с задней стороны.
Правильная заточка сверла
Перед тем, как приступить непосредственно к заточке дорогого и качественного сверла, следует испробовать свои навыки на старых, бывших в употреблении изделиях. Таким образом, при негативном результате старое сверло всегда можно пустить на расходный материал. Когда рука будет набита, то можно без страха переходить на новое сверло.
Для наиболее правильного проведения заточки сверла по дереву следует соблюдать его геометрические параметры
Это означает, что важно сохранить угол заводской заточки. Иногда результат может быть и таков — идеально заточенный для перфоратора
Само сверло можно обрабатывать как вручную, так и с помощью электроточила.
Приспособление для заточки сверл в домашних условиях
Ручная заточка
При ручной заточке используется напильник из мягкой стали. Причем начинать процесс обработки стоит с инструмента с широким шагом насечки, обрабатывая как режущую кромку, так и обратную сторону. После этого можно довести сверло до идеального состояния при помощи напильника с мелкой насечкой.
Заточка при помощи электрического точила
Когда же заточка сверла происходит в «автоматическом» режиме при помощи электрического точила, то очень важно поблизости иметь холодную воду (в емкости или проточную), так как необходимо постоянно охлаждать стержень. Это позволит сохранить изделие от перегрева и порчи
Затачивать сверло при таком варианте следует об край диска точила.
Как только достигнута требуемая геометрия сверла, стоит провести доводку при низких оборотах.
Самодельный станок для заточки сверла
В случае, когда станка для заточки под рукой нет, его вполне можно сделать своими руками.
- Необходимо крепко установить в удобном положении болгарку. Подойдет и стационарная станина с двигателем частотой до 1500 оборотов в минуту (при мощности в 200 Вт).
- Основой для самодельного станка вполне может послужить толстая фанера или деревянный брус.
- Для более корректной заточки необходимо исключить любую вибрацию двигателя и создать условия для плавного перехода на различную скорость оборотов. Чтобы достичь такого результата, можно использовать абразивный круг.
Пошаговая инструкция заточки сверла
Итогом вышеописанных действий является определенная схема действий:
- Подводка сверла к краю диска точильного станка.
- Обязательное соблюдение заводского угла заточки, равного 95 градусам.
- Для улучшения качества заточки сверло следует закрепить в шайбу, задние кромки которой нужно подвернуть на пару миллиметров.
- Как только заточка окончена, стоит продолжить работу на более низких оборотах.
- После этого можно охладить затачиваемое изделие и протестировать на работоспособность.
При выполнении заточки сверла важно понимать, что человеку необходимо обладать очень хорошим зрением. Поэтому для лучшего результата нужно организовать качественное освещение места работы
В случае четкого соблюдения правил, заточенное сверло прослужит очень долго и всегда будет «спасением» при ремонтных или строительных работах.
Инструмент, при помощи которого делают отверстия в древесине, изготавливается из относительно мягкого металла, но требует заточки очень редко, однако из-за фигурной обработки данная операция является одной из самых трудных. Для ее выполнения нужен навык.
При помощи электрического станка
Для начала стоит уточнить, что данный процесс будет довольно сложен для тех, кто ни разу до этого не занимался заточкой. Если вы относитесь к числу таких людей, то попробуйте потренироваться и заточить уже изношенный инструмент, давно не используемый вами. Только после небольшой тренировки появится представление о том, как обстоят дела с процессом. Можно будет приступать непосредственно к делу.
Работа является кропотливой — одно лишнее движение может испортить инструмент, чего вам, конечно же, не нужно
Поэтому очень важно следовать ниже прописанной инструкции, она поможет наиболее правильно проделать процедуру
Во время выполнения нужно руководствоваться несколькими правилами, которые обеспечат вам хороший исход:
- поставьте рядом емкость с холодной водой — она пригодится вам для охлаждения перегретого сверла,
- 45 градусов — именно такой угол является наиболее правильным. Поэтому старайтесь держать элемент в таком положении,
- сверло устанавливается на край диска станка — это наиболее правильный вариант,
- если хотите, чтобы заточка была произведена наиболее точно, то поместите элемент в шайбу — так у вас появится уверенность, что работа пройдет нормально,
- задние кромки сверла необходимо подвернуть на несколько миллиметров и после этого следить за их ровностью,
- перемычка инструмента должна быть тонкой, это обеспечит вам наибольшее удобство работы,
- после того как процесс почти завершен, немного сбавьте обороты станка и продолжите заточку,
- после окончания охладите готовый предмет с помощью воды, убедитесь, что он правильно работает. Если это не так, то продолжите процесс до оптимального состояния инструмента.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
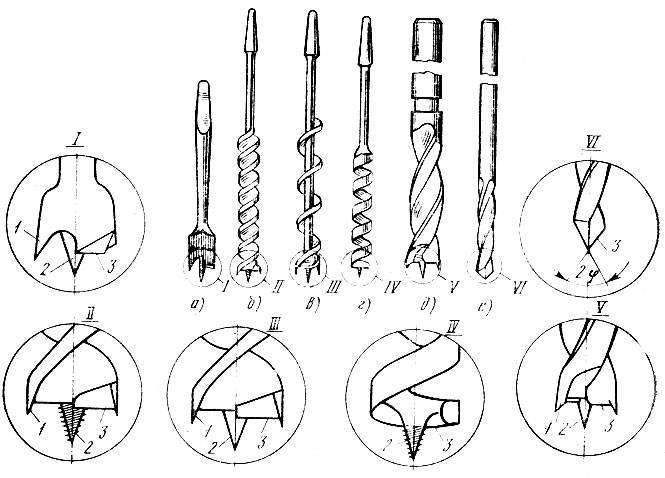







1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
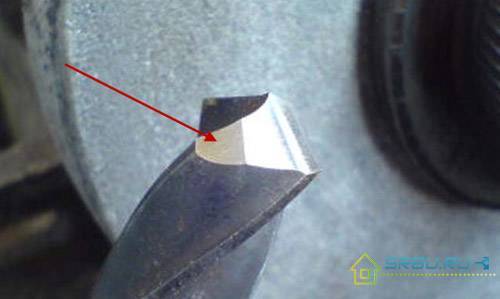
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения. Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм
Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.







В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Особенности применения станков для заточки ленточных пил
Ленточная пила представляет собой металлическую полосу с зубьями по одному краю с замкнутым контуром. При помощи данного инструмента выполняется пиление материала самой разнообразной конфигурации. Естественно, после определенного рабочего цикла такая пила должна восстанавливать свои потенциальные возможности. Основным показателем, указывающим на необходимость заточки, является излишняя шероховатость обработанной поверхности.

Если ленточная пила оставляет шероховатости, то ее пора затачивать
Сначала пила отправляется на регулировку разводки, то есть на корректировку отгибания зубьев в разные стороны. В зависимости от функционала существуют различные способы расположения режущих элементов: волнистая разводка, нетронутым остается каждый третий зуб, поочередный отгиб каждого элемента.
После выполнения разводки инструмент обрабатывают на станке для заточки пил подобного типа. Основной элемент станков (круги) должен соответствовать материалу, из которого выполнена ленточная пила. Для биметаллических вариантов подойдет боразоновый или алмазный абразив. Для пил из инструментальной стали вполне достаточно корундового обтачного круга.
Выбирают обтачные круги по форме и размеру пильных полотен. Различные варианты станков могут быть оснащены следующим типом абразивов:
- плоским;
- тарельчатым;
- чашечным;
- профильным.

Станки для ленточных пил могут быть оснащены чашечным, профильным, плоским или тарелочным абразивами
Особенности заточки рассматриваемого инструмента
Сложность конструкции сверла определяет то, что при заточке может возникнуть просто огромное количество нюансов. К особенностям проводимой работы можно отнести нижеприведенные моменты:
- Необходимость в заточке многие замечают при возникновении проблем на момент проведения работы по сверлению. Стоит учитывать, что проблемы могут возникать не только по причине затупления режущей кромки, но и поломки или износа всего инструмента.
- Первым признаком того, что следует провести заточку сверла является существенное увеличение продолжительности работы. Другими словами, на получение отверстия уходит намного больше времени.
- Тупое сверло намного быстрее греется. Стоит учитывать, что повышенная температура становится причиной деформации металла. Высокая температура приводит к повышению пластичности металла.
- При отсутствии требуемого опыта следует провести тренировку на изношенных сверлах. Это позволит исключить вероятность повреждения режущего инструмента. При неправильном проведении работы в дальнейшем сверло нельзя будет использовать для проведения работы.
Читать также: Вибратор для бетонных работ
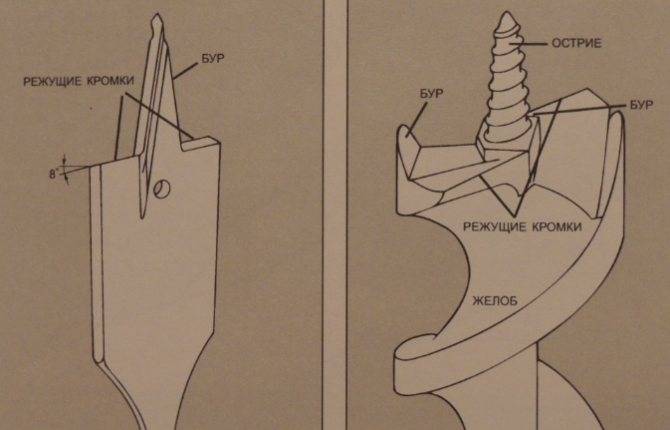
Разновидности сверл по дереву.
Важным моментом назовем то, что сверло по дереву изготавливается из менее прочного материала. Сверла, предназначенные для сверления металла, изготавливают из более износоустойчивого материала.
Как работает сверло Левиса?
В начальный момент сверления в материал вдавливают коническое остриё, которое при вращении внедряется вглубь. Затем на него опирается основная, спиральная часть сверла. В отличие от других конструкций свёрл по дереву, у рассматриваемого инструмента в начальный момент имеется только одна рабочая кромка, а далее сверление происходит спиральной режущей частью. При увеличении общей длины режущей кромки это способствует снижению общего осевого усилия на сверло, но увеличивает риск заклинивания и «увода» сверла от центра.
Читать также: Сферы бизнеса с применением фрезерных чпу станков
Первую проблему решают следующим образом. Во–первых, сверло Левиса предпочтительно устанавливать на низкооборотистые, более мощные дрели. Во-вторых, такие спиралеподобные свёрла нецелесообразно использовать для получения отверстий в твёрдых породах древесины, т. к. получающаяся при этом стружка способствует заклиниванию отхода в довольно длинной канавке. Обычно число оборотов выбирают обратно пропорционально диаметру получаемого отверстия.

Для решения второй проблемы спиральное сверло можно использовать в качестве развёртки, а предварительный проход, за исключением особо глубоких отверстий, выполнять при помощи обычного сверла. Из опыта эксплуатации известно, что прямое получение отверстий при помощи сверла Левиса целесообразно для диаметров, не превышающих 15…30 мм. В остальных случаях пользуются перьевыми свёрлами, а спиральное применяют только на последнем проходе, когда требуется повысить гладкость боковых стенок.
Влажность древесины при использовании такого сверла значения не имеет, так же, как и направление волокон древесины.