
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно
Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже
Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Удобные приспособления для хранения сверл и фрез
Расскажем о приспособлениях для хранения сверл и фрез, которыми мастера пользуются на производстве и в домашних условиях.
Хранение сверл и фрез на специальных подставках
Использование подставки с отверстиями — отличный способ организовать систему хранения сверл или фрез. Купите подходящую модель и установите ее в домашней мастерской или на работе.
Фотография №4: подставка для хранения сверл и фрез
Кстати, если не хотите тратить деньги, можете изготовить систему хранения сверл и фрез из дерева или оргстекла своими руками. Расскажем, как это сделать.
- Возьмите прямоугольное деревянное изделие или его аналог из оргстекла с габаритами, определенными в зависимости от размеров нуждающихся в хранении инструментов для металлообработки. Если нет под рукой подходящей заготовки, сделайте ее самостоятельно из нескольких листов фанеры.
- Просверлите в заготовке отверстия, диаметры которых соответствуют диаметрам сверл или/и фрез. При этом отверстия делайте рядами в порядке увеличения диаметров.
- Удалите стружку. Если использовали древесину или фанеру, обработайте изделие наждачной бумагой и нанесите пропитку. Подставка для хранения сверл готова.
Фотография №5: самодельные подставки для хранения инструментов
Сверло для высверливания точечной сварки: нюансы при работе и заточке
Многие специалисты по кузовному ремонту сталкивались с ситуацией, когда требовалось заменить какую-либо часть в конструкции авто, соединяемую со смежными элементами посредством точечной сварки. При этом далеко не всегда получается использовать для этого гидропробойник, так что лучшим решением для высверливания точечной сварки становится специальное сверло, размещаемое прямо в патроне электрической дрели.
Конструкция
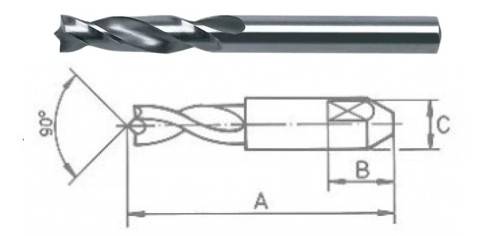
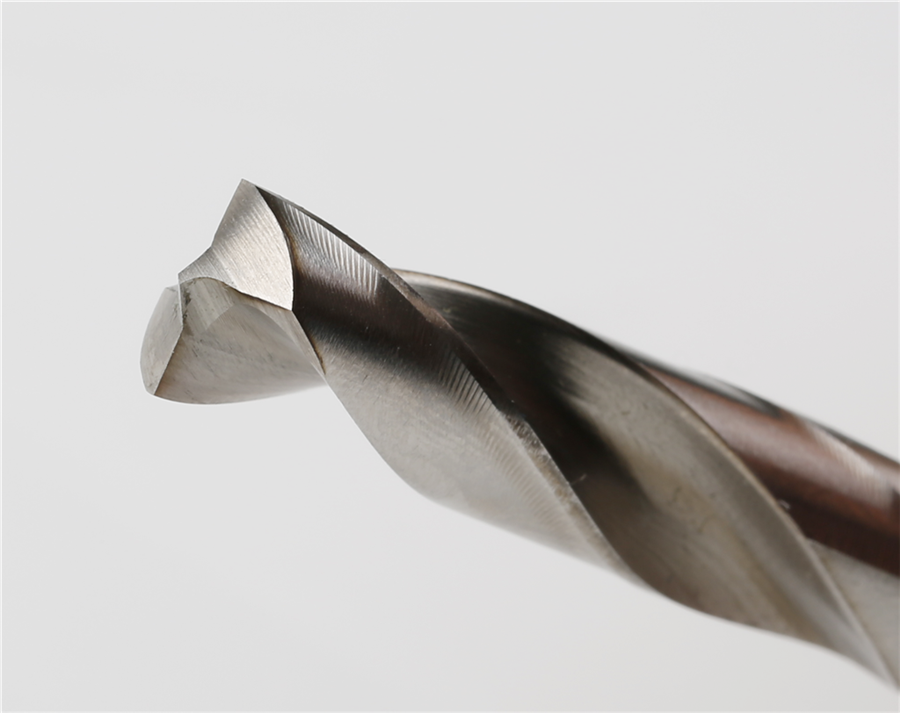
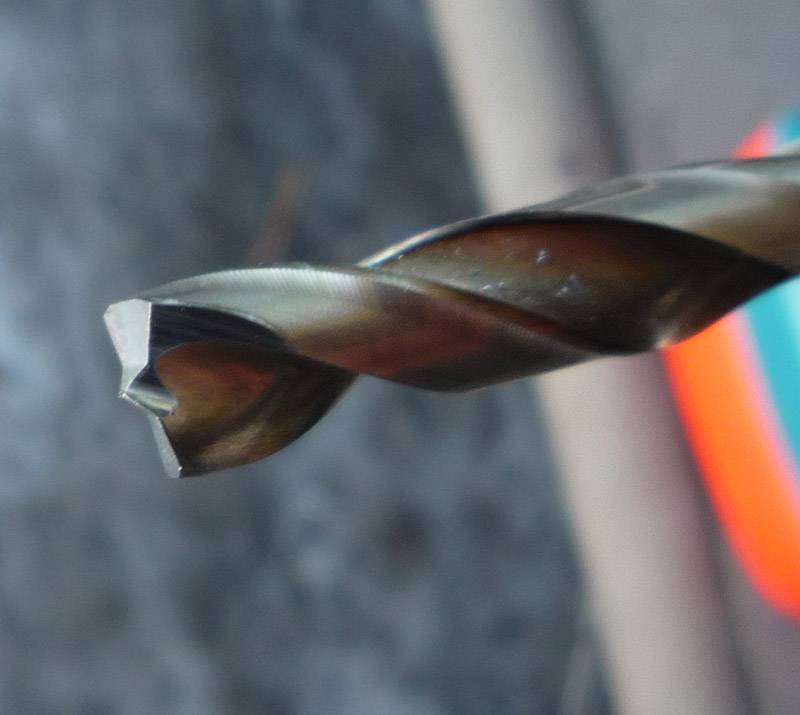
По внешнему виду распознать сверло для точечной сварки довольно легко – по его оси располагается заточенный на 90 градусов на конус кернящий выступ, существенно упрощающий процесс центровки сверла. Рабочий торец же выполнен плоским. Исходя из этого, многие мастера зачастую пользуются обыкновенными сверлами со специальной заточкой для высверливания отверстий.
Однако возможен еще один метод высверливания точечной сварки при помощи специальных коронок. С этой целью используется инструмент, который состоит из подпружиненного центрующего стержня, поверх которого надевается режущий диск с зубьями по торцевой стороне. В процессе работы мастер должен первоначально вдавливать керн в металлическую поверхность, после чего, по мере опускания коронки в толщину материала, происходит высверливание области сварного шва. Для большей жесткости инструмент дополняется специальной оправой.
Стоит произвести сравнительную оценку эффективности представленных способов высверливания точечной сварки, предположив, что материал сверл с коронками будет идентичен, а именно быстрорежущая сталь Р18. Однако ничто не исключает возможности применения и других сталей, например, Р9К6, Р6М5К5 или Р6М5. Лучше всего пользоваться инструментом отечественного изготовления. Китайские же аналоги за место привычного быстрореза могут использовать другой материал, к примеру, сталь 45Х, эксплуатационный период которой существенно ниже!
Сверло для точечной сварки
Рассматриваемый инструмент предлагает 3 участка:
- Посадочный элемент для патрона электродрели.
- Основная режущая часть, которая может быть представлена как в обычном исполнении, так с напылением из нитрида титана. В последнем случае продолжительность службы сверла существенно выше, в то время как температура нагрева не станет влиять на габариты режущего элемента.С
- Керн. Как правило, его высота составляет порядка 2-3 миллиметров, при этом оставаясь больше толщины металла обрабатываемой детали.
В данном случае процесс высверливания сварки немного облегчается: первым делом керн входит в металлическую поверхность, после чего боковые грани сверла начинают постепенно выполнять нужную операцию. При таком подходе главной проблемой выступает то, что держать инструмент в строго перпендикулярном положении относительно кузовного элемента довольно затруднительно.
Выбирая сверло для точечной сварки стоит заранее позаботиться о точном расположении керна. С этой целью лучше всего использовать штангенциркуль с делением 0,01 миллиметра за место привычных 0,1 миллиметра
Важно подчеркнуть, что несоосность становится причиной того, что часть сверла проходит по незакаленному металлу, в результате чего инструмент начинает подвергаться неравномерным нагрузкам. Помимо этого, больше времени придется отводить на заточку керна со сверлом, каждый раз тщательно вымеряя его высоту и угол при вершине. Пользуясь сверлом с целью высверливания точечной сварки необходимо дополнительно периодически менять число оборотов инструмента, причем в начале работы количество оборотов должно оставаться небольшим, в районе 700-800 мин-1
И все равно суммарная трудоемкость будет оставаться ниже, нежели в прошлом случае, да и для работы потребуется лишь один инструмент – электрическая дрель
Пользуясь сверлом с целью высверливания точечной сварки необходимо дополнительно периодически менять число оборотов инструмента, причем в начале работы количество оборотов должно оставаться небольшим, в районе 700-800 мин-1. И все равно суммарная трудоемкость будет оставаться ниже, нежели в прошлом случае, да и для работы потребуется лишь один инструмент – электрическая дрель.
Коронка
Сам по себе инструмент довольно массивный, так что первоначально необходимо хорошо прижать центрирующий стержень к поверхности металла, после чего на слабых оборотах переходить к вырезанию металла. Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.
Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Как использовать
В отличие от сверла, инструмент можно использовать простой — бытовую дрель. Хорошо если у неё маленькая мощность и скорость (количество оборотов в минуту).
Это может быть электродрель с возможностью вручную регулировать скорость оборачивания. Так дрель не деформируется во время того, как вы будете удалять сварное соединение.
Вставьте сверло, которое вы выбрали (не важно, обычное или заточенное) в инструмент и проверните пару раз. Обязательно удостоверьтесь, что сверло хорошо село и не выпадет во время работы. Перед тем, как вы начнете сверлить, накерните точки сварки
Для этого используйте керн. Его диаметр может быть меньше двух миллиметров, это не критично. После керна отверстие можно расширить стандартным электросверлом до трёх миллиметров








Перед тем, как вы начнете сверлить, накерните точки сварки. Для этого используйте керн. Его диаметр может быть меньше двух миллиметров, это не критично. После керна отверстие можно расширить стандартным электросверлом до трёх миллиметров.
Это короткое действие уменьшит степень деформирования заготовки, когда вы будете окончательно высверливать ее.
Если вы всё подготовили правильно, настроили дрель, закрепили сверло и обработали сварочные точки приступайте к высверливанию шва самодельным или специальным сверлом.
Время, которое вы потратили на подготовку, «окупится», благодаря тому, что сам процесс высверливания длится несколько секунд.
Дрель с возможностью ручной регулировки желательно настроить так, чтобы она не выдавала больше 800 оборотов в минуту, чтобы не столкнуться с её поломкой.
Во время работы держите инструмент параллельно по отношению к конструкции, стараясь ни в коем случае не наклонять её слишком сильно. Само сверло должно чётко вертикально упираться в элемент, который вы высверливаете.
Высверливаем точечную сварку
Кузов любого транспортного средства не является монолитным, а включает большое количество элементов, объединенных между собой в одну конструкцию, причем это производится благодаря точечной сварке. Если требуется снять тот или иной элемент, то прибегают к специальному сверлу, рассчитанному на точечную сварку.
Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Эффективное удаление точечной сварки
Проще всего высверлить точечную сварку, так как данная технология является одной из наиболее удобных и довольно аккуратных методов, связанных с разъединением точечно сваренных деталей. Фреза должна идти только на минимальных оборотах, так как при их повышении коронки будут нагреваться чересчур быстро, станут затупляться. Тупое сверло прекратит нормально работать, вместо этого оно будет скользить по металлу.
Стоит отметить, что максимальный диаметр сверла в данном случае находится в промежутке от 7 до 9,5 мм. Для высверливания точечной сварки следует брать сверло, имеющее довольно большой кончик — это позволяет с первого раза удалить провар, а отверстие в дальнейшем заваривается довольно легко.

Еще одним положительным качеством широкого кончика является не слишком высокая точность работы, потому что подобное сверло держать строго перпендикулярно просверливаемой поверхности совершенно необязательно. Кроме того, оно не требует регулярной заточки.
Сверлом с тонким кончиком обычно пользуются опытные автомеханики, так как оно нуждается в более осторожном подходе к выполнению работ, к тому же максимальный высверливаемый диаметр в данном случае составляет всего лишь 2–3 мм. Это довольно удобно в случае, когда сварка осуществлялась небольшими прикосновениями, соответственно, просверливать отверстия значительного диаметра не возникает необходимости. В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно
Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков
В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно. Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков.
Когда точечная сварка будет полностью удалена, начинают демонтировать сам кузовной элемент. Проделать такое не слишком сложно: достаточно срезать заклепки, удалить «бабочки» и открутить болты. После этого деталь отойдет сама по себе.
Стоит отметить, что в последнее время вместо высверливания пользуются плазменной резкой. Благодаря ей участки точечной сварки попросту прожигаются по всей толщине железных элементов. Стоит отметить, что данная технология довольно дорогая, поэтому используют ее только в исключительных случаях: большинство специалистов, которые специализируются на кузовных работах, все-таки отдают предпочтение сверлу.
Сергей Одинцов
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Сверла для точечной сварки
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Чем высверлить точечную сварку?
28.05.2018
Точечная контактная сварка давно применяется при соединении металлоконструкций. Для автомобилестроения применение роботизированной точечной сварки стало настоящим спасением — вместо несущих рам, появилась возможность производить недорогие несущие кузова, по прочности и безопасности превосходящие старые технологии.
https://www.youtube.com/watch?v=YK3H2eAddTg
При необходимости ремонта такого изделия обычно пользуются методом высверливания точечной сварки. Этот метод имеет следующие достоинства:
- технологичность;
- дешевизна;
- скорость;
- доступность даже для гаражных мастерских.
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
- Электроинструмент: дрель, шуруповерт, углошлифовальная машинка,
- Ручной инструмент: молоток, зубило, узкое долото.
- Приспособления и насадки: сверло для точечной сварки, коронки по металлу соответствующего диаметра, наждачная бумага, отрезные и зачистные круги.
- Сварочный полуавтомат
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.
Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Если есть необходимость высверлить только лицевую часть состыкованных панелей, то потребуется специальная заточка сверла для точечной сварки. Она максимально плоская, на носике имеется поводок — конусообразный выступ, удерживающий центр в нужном месте. Такое сверло можно приобрести или изготовить самостоятельно.
Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
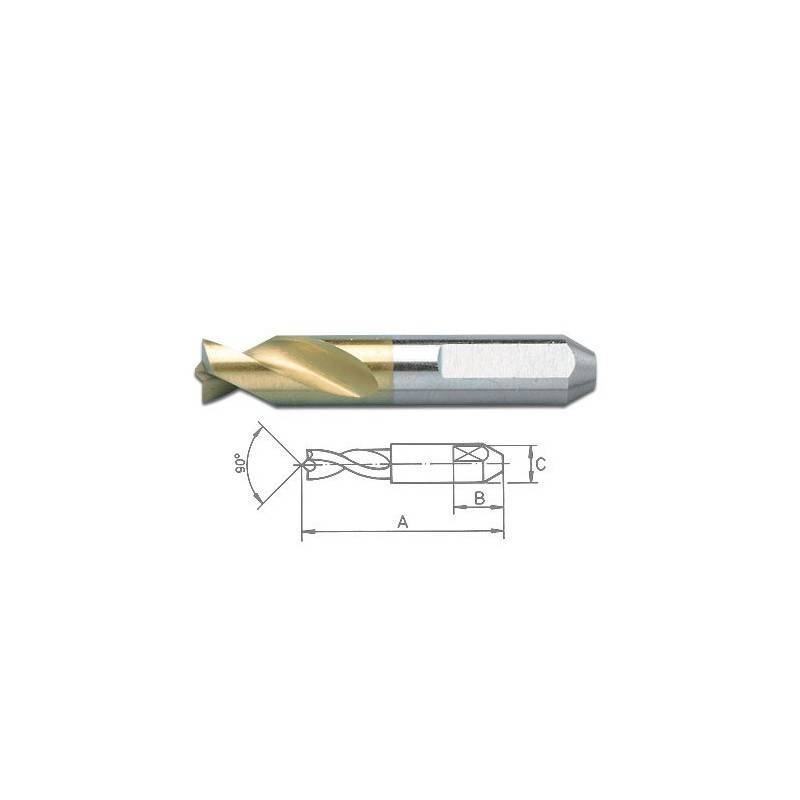
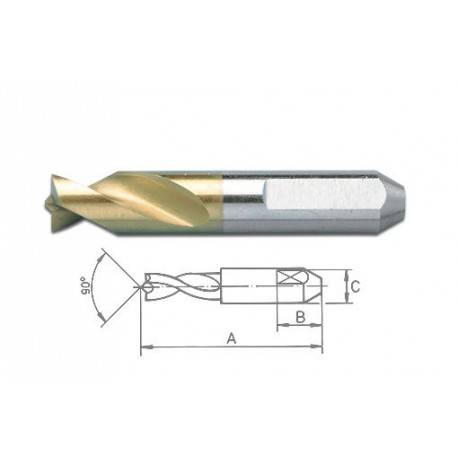
Специальные сверло и коронка для высверливания точечной сварки.
Дополнительный инструмент для качественной точечной сварки
Точечная сварка, как и любая из разновидностей сварочного процесса в целом, требует не только понимания технологии в общем, но и учета некоторых сопутствующих аспектов.
В частности, при осуществлении точечной сварки необходимо запастись определенными вспомогательными инструментами, подготовить поверхности соединяемых деталей и, что немаловажно, воспользоваться спецодеждой. Именно об этих нюансах мы поговорим подробнее
Именно об этих нюансах мы поговорим подробнее.
Особое сверло для высверливания точечной сварки
О вспомогательном инструменте
Для сжатия свариваемых деталей используются специальные клещи для точечной сварки. Они могут быть ручными либо подвесными. Легкие и удобные клещи оказывают существенное влияние на течение процесса сварки.








Иными вспомогательными инструментами, наличие которых требует точечная сварка, являются:
- Сверла для точечной сварки. Этот инструмент необходим для того, чтобы сверлить детали. Поэтому без сверла для высверливания точечной сварки не обойтись.
- Стальная щетка. Она применяется в целях удаления ржавчины с поверхности свариваемой детали (подробнее о подготовке деталей к работе мы поговорим далее);
- Молоток. Используется для сбивания шлака;
- Зубило. Возможно применение комбинированного зубила;
- Слесарный молоток;
- Клеймо;
- Набор шаблонов. Этот набор используется с целью проверки размеров швов.
Как подготовить поверхности?
Подготовка поверхностей соединяемых перед работой деталей включает в себя несколько этапов. Впрочем, некоторые из них далеко не всегда необходимы.
Коронка
Сам по себе инструмент довольно массивный, так что первоначально необходимо хорошо прижать центрирующий стержень к поверхности металла, после чего на слабых оборотах переходить к вырезанию металла. Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.

Еще одним нюансом во время работы выступает то, что зубья коронки не равномерно врезаются в металл, так как сталь на участке сварки всегда отличается наличием микронеровностей, образующихся вследствие термического воздействия от работы электродов. В итоге появляется большая вероятность эксцентричности нового отверстия.

Опытные мастера рекомендуют заранее кернить участок высверливания, к примеру, шуруповертом, так как часто случается так, что центрирующий стержень неожиданной выскальзывает из гнезда, в результате чего коронка начинает резать металл в неподходящем месте. При таком подходе работнику нужно обзавестись парой приводных инструментов.
На этом проблемы не заканчиваются – быстрый перегрев коронок также негативно сказывается на работе, ведь от теплового расширения коронки новое отверстие в корпусе становится больше, чем нужно, а сама насадка начинает трескаться.

Хотя не все столь печально, ведь современные коронки отличаются двухсторонним исполнением, так что после затупления одной стороны можно просто развернуть инструмент и продолжить разрезать металл этим же комплектом.
источник
Как использовать
В качестве инструмента можно использовать обычную бытовую электродрель. Лучше, если она будет маломощной и с малым количеством оборотов. Идеальный вариант — дрель с ручной регулировкой количества оборотов. Так вы сможете без последствий удалить сварные точки, не деформировав деталь.
Вне зависимости от того, какое приспособление вы используете (будь то специальное сверло или обычное сверло с заточкой), вставьте его в дрель и прокрутите несколько раз. Убедитесь, что сверло надежно закреплено и готово к работе.
Прежде чем приступить к высверливанию, мы рекомендуем немного накернить сварные точки при помощи керна. Для этого можно использовать керн небольшого диаметра, менее 2 мм. Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.
После выполнения подготовительных операций можно начать высверливать точечную сварку при помощи специализированного или заточенного вами сверла. Работа займет считанные секунды за счет предварительной подготовки.
Если у вас дрель с ручной регулировкой оборотов, то установите не более 800 об/мин. При высверливании держите дрель параллельно металлу, ни в коем случае не под углом. Сверло должно быть перпендикулярно поверхности детали.
Каким должно быть сверло для высверливания точек контактной сварки?
Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки.
Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками.
Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края.
Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления.
Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм.
Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.
Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали.
Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок.
В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время.
Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.








Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
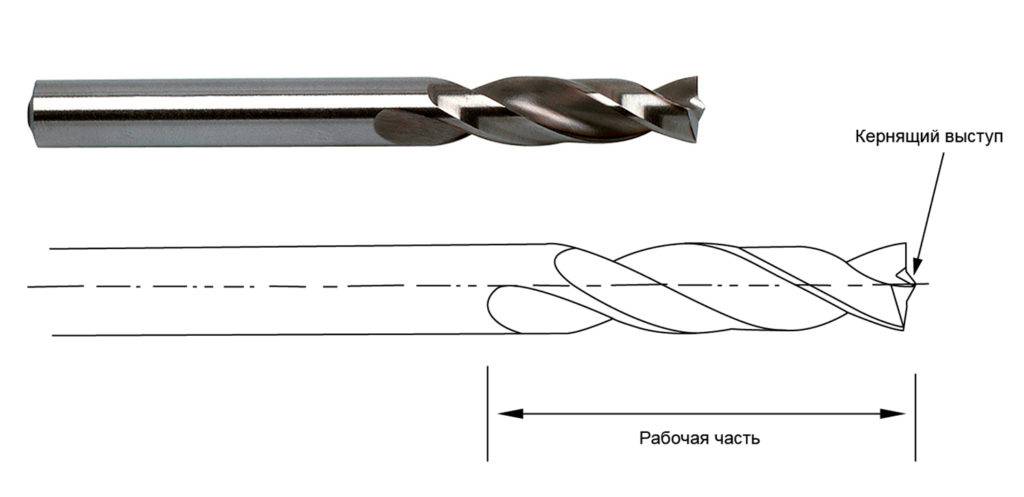
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.





