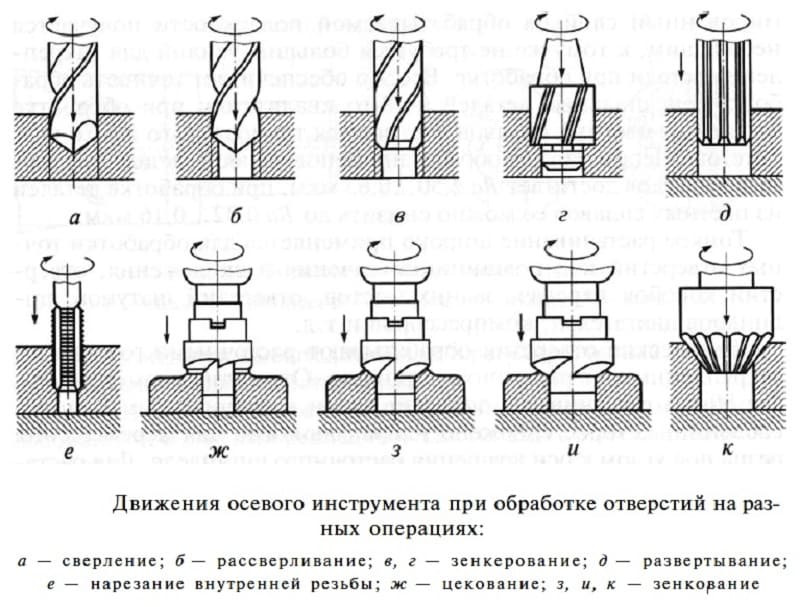
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.
Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.
Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.. Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа
У них имеется усиленная штанга, проникающая внутрь отверстия
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.
Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
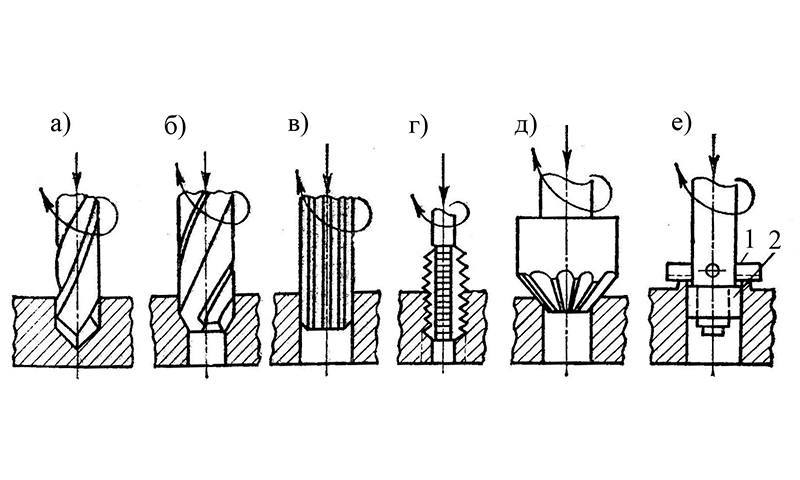
Гребенки для нарезания резьбы снаружи и в отверстии:
а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
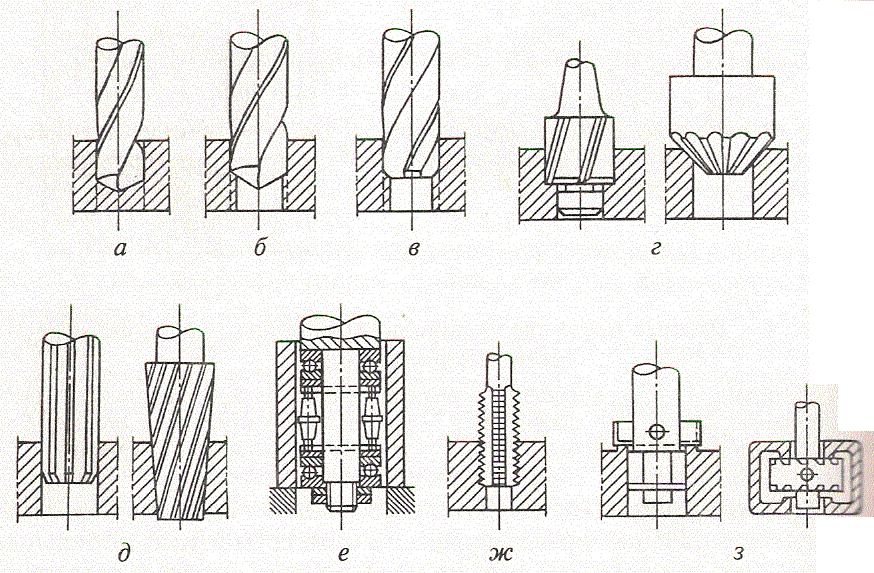
Комбинированный инструмент
Кроме обычных метчиков и сверл на практике применяют особые комбинации. С их помощью досверливается отверстие до нужного размера. Этот же прибор нарезает резьбу. Для легких сплавов, а также низкоуглеродистой стали подобные устройства применяют не только мастера в собственных мастерских. Их используют на крупных предприятиях, где приходится изготавливать разные изделия серийно.
Комбинированный метчик-сверло
Подобный инструмент применяют, когда требуется незначительно увеличить диаметр в заготовках. Подобные операции часто приходится выполнять при работе с отливками. Там уже имеются отверстия, получаемые за счет стержневых смесей. Но они часто не обладают требуемой формой и размерами. Применив метчик-сверло, выполнят сразу две операции.
Широкое применение на производстве и в домашнем хозяйстве электрических шуруповертов привело к созданию специальных сверл-метчиков и для этого удобного инструмента. Можно приобрести целые наборы.
Сверло-метчик для шуруповерта
Производители пишут, что подобные изделия лучше применять для пластиков и алюминиевых сплавов. На самом деле при наличии смазки подобные инструменты неплохо справляются с конструкционными сталями с невысоким содержанием углерода.



![Глава 14. слесарная обработка металлов [1963 вокрачко ю.г. - учебник военного водителя второго класса]](https://snabkz.ru/wp-content/uploads/9/6/2/962f6a91451c179b8b9ac551ea1734c1.jpeg)
На большинстве крупных предприятий процедура нарезания резьб максимально механизирована. Используют специальные машинные метчики. Их отличает длинный хвостовик, а также наличие не только гребенок врезания. Тут присутствует и калибрующая часть.
Видео: как подобрать сверло под нарезку резьбы метчиком?
Методика нарезания
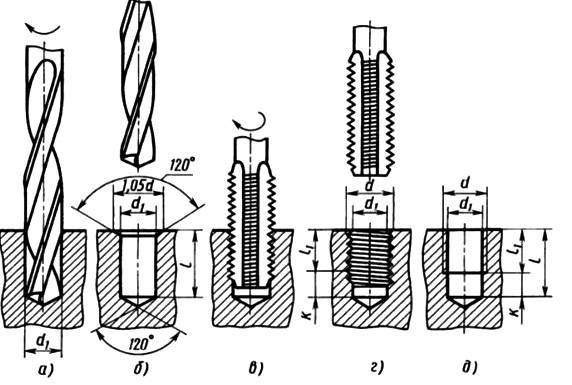
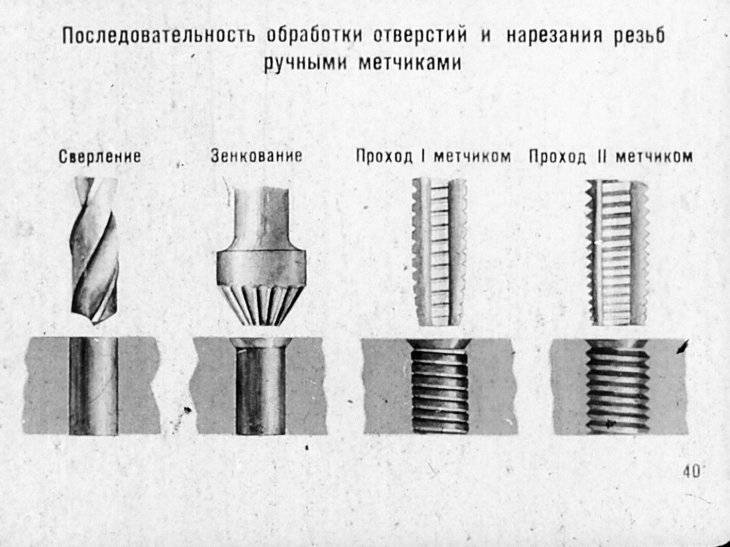
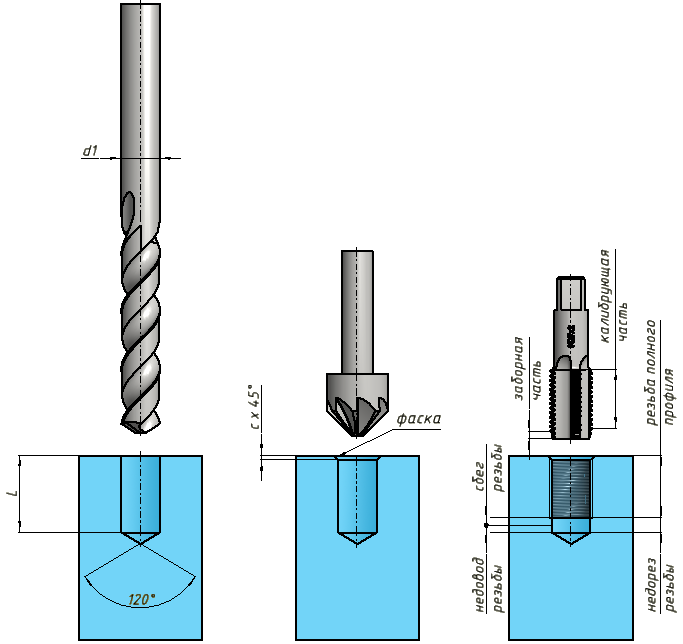
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие :
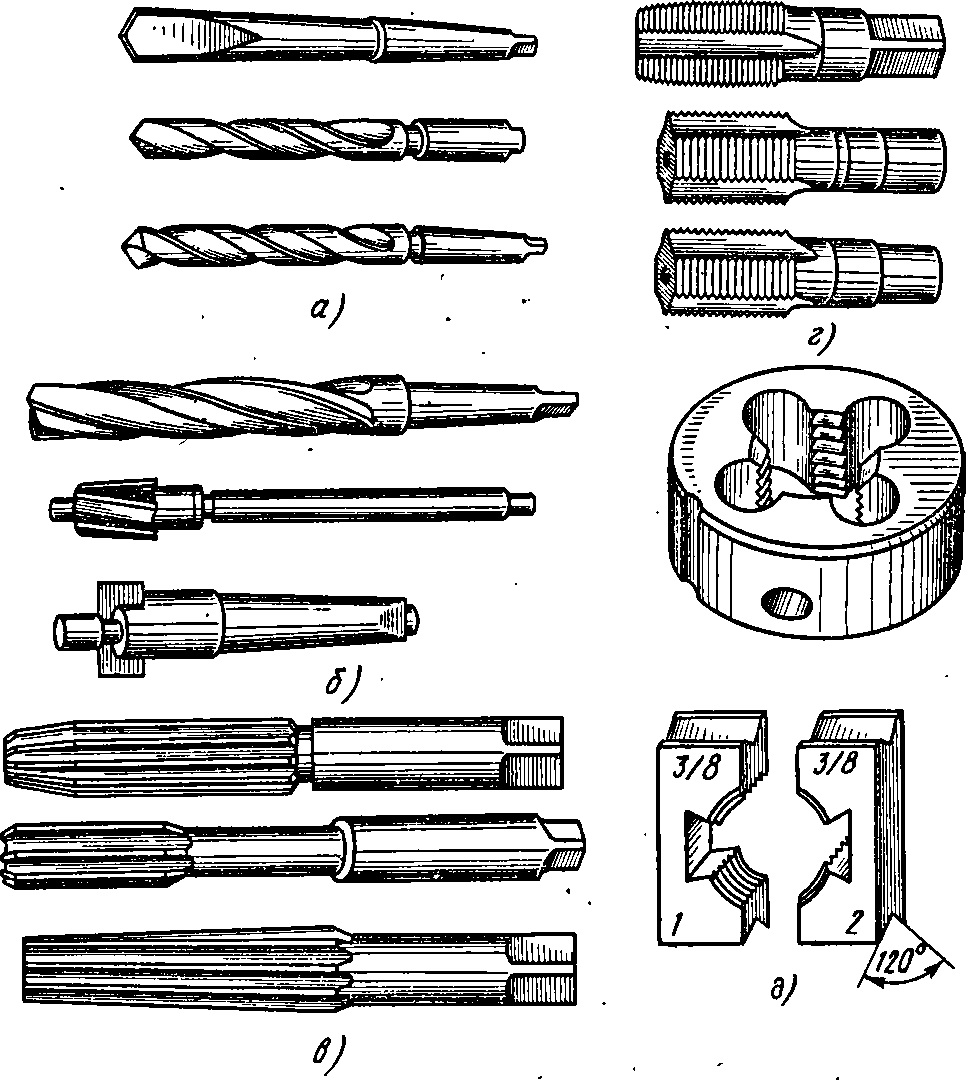
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия
Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Процесс нарезания
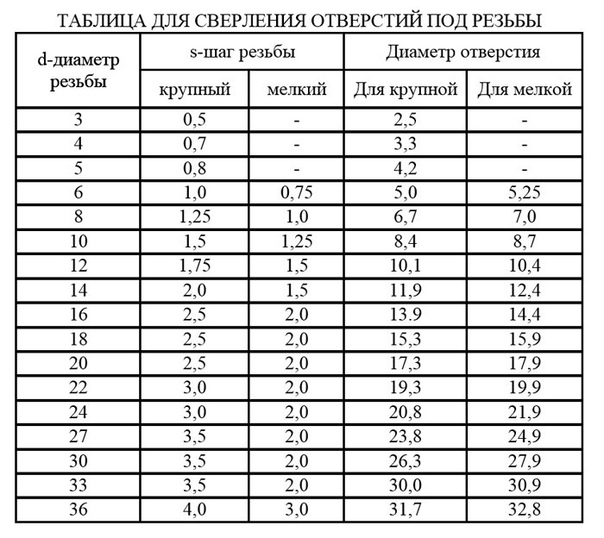
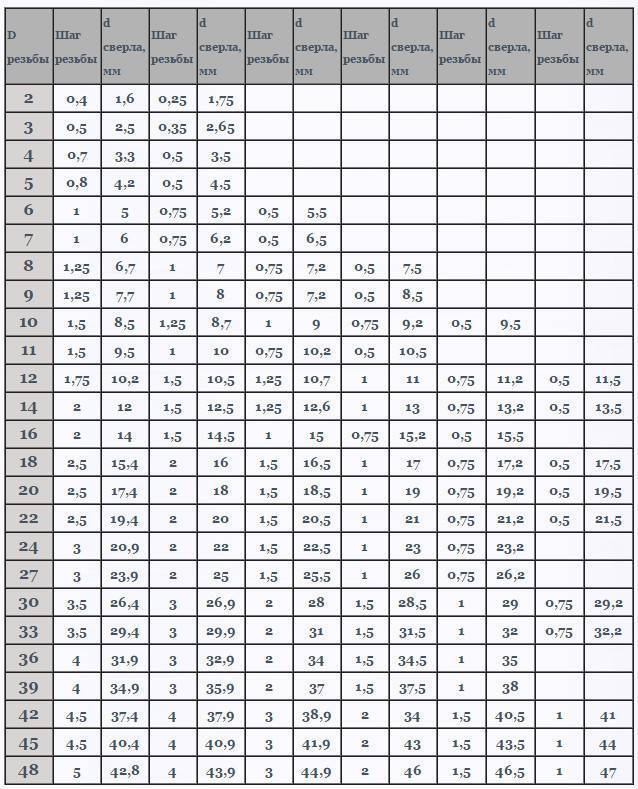
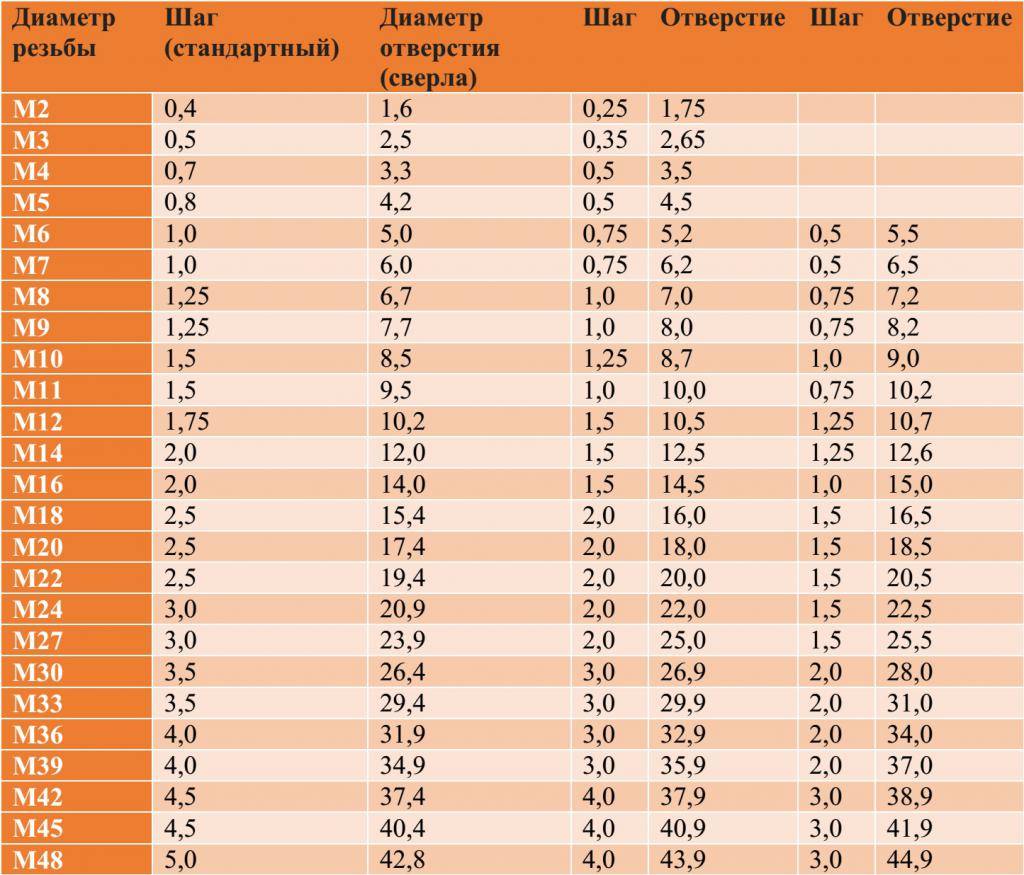
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
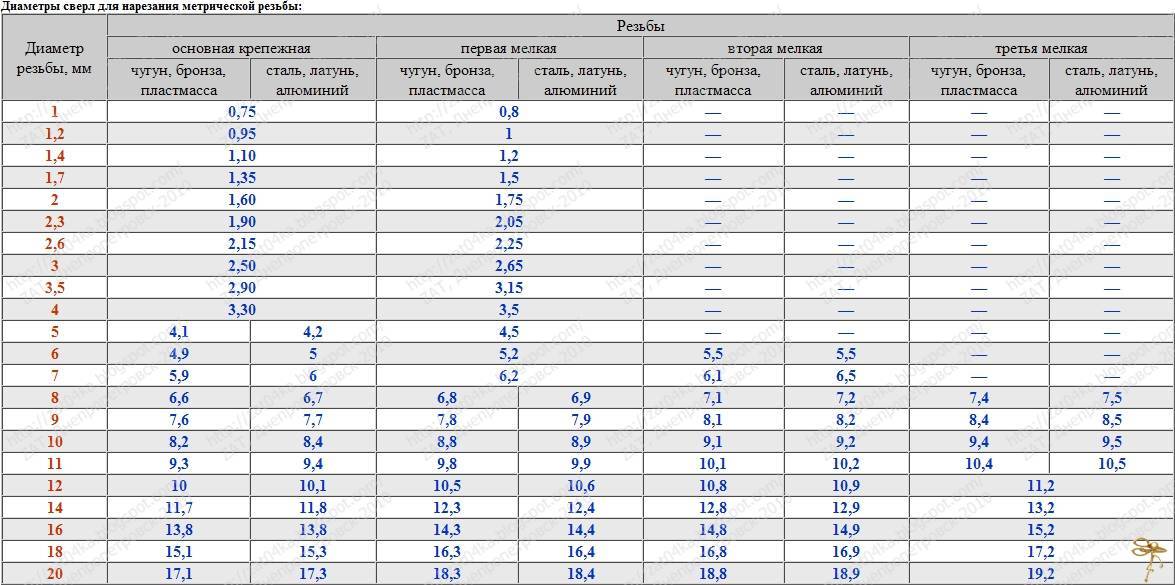
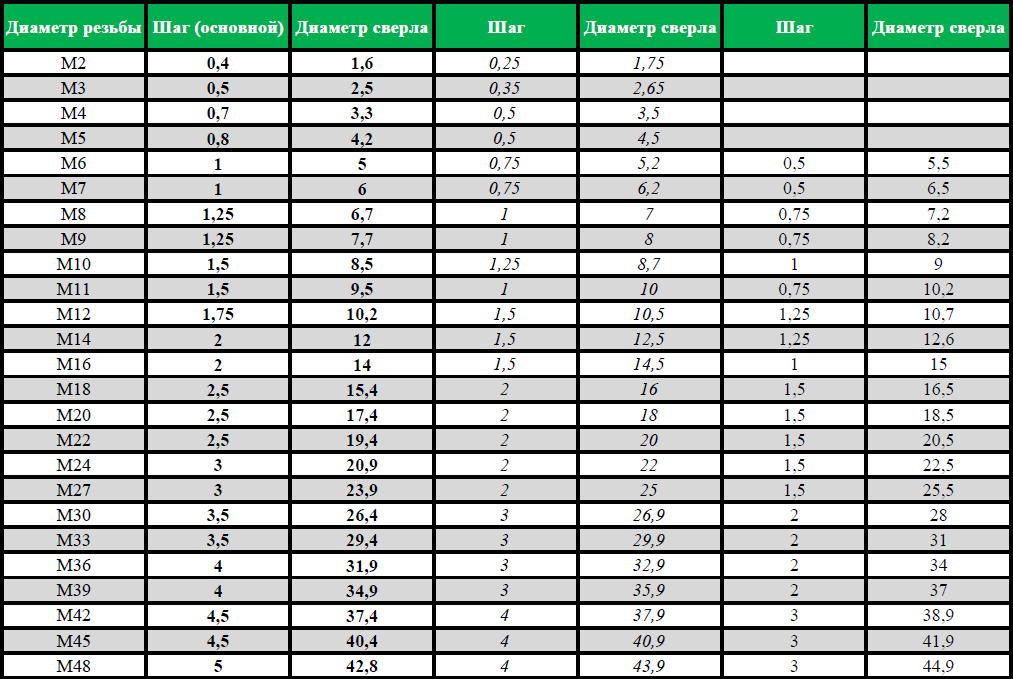
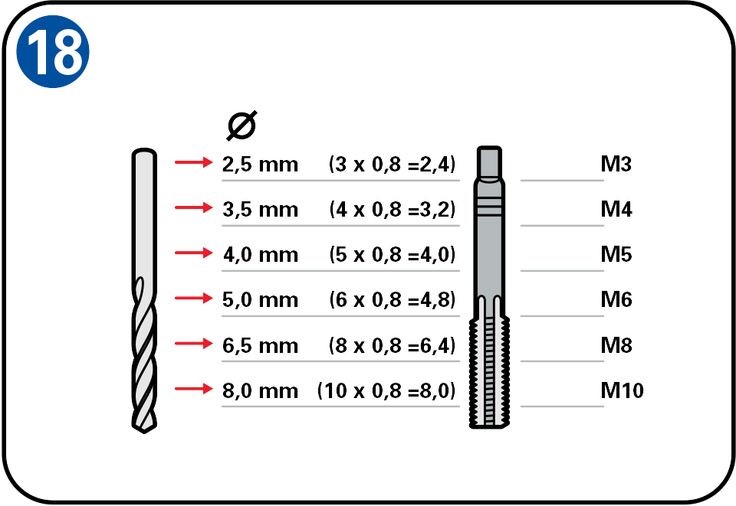
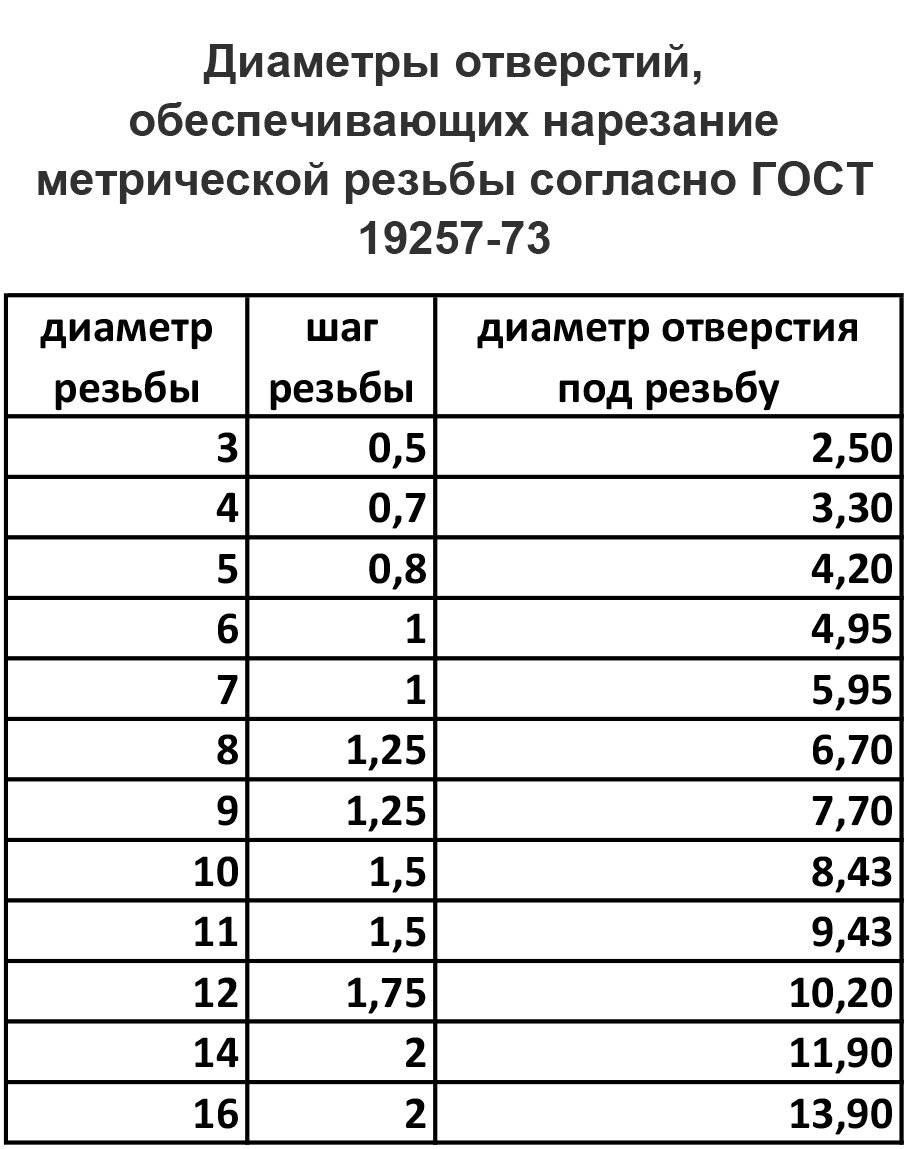
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Читать также: Последовательное соединение проводников формулы
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 18″ | 2,095 | 0,74 | 1,058 |
| 14″ | 6,35 | 4,72 | 1,27 |
| 316″ | 4,762 | 3,47 | 1,058 |
| 516″ | 7,938 | 6,13 | 1,411 |
| 716″ | 11,112 | 8,79 | 1,814 |
| 38″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.

По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.

Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров. Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза. На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы. Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы. Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм. Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.


![§ 60. нарезание внутренней резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://snabkz.ru/wp-content/uploads/1/1/a/11a915ee966c0b36d6a51bad6f1abd28.jpeg)
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Меры предосторожности
Существует несколько правил проведения работ:
- Не пытаться нарезать резьбу метчиком, закрепленным в патроне электродрели. С помощью этого электроинструмента невозможно выставить точный угол, усилие.
- Нельзя продолжать движения вперед если появились затруднения. При чрезмерном надавливании произойдет поломка оснастки, которая останется в отверстии. Вытащить ее оттуда будет крайне сложно. Для этого его нужно высверливать разными сверлами или зачищать пространство вокруг шлифмашинкой. После зачистки попытаться вытащить обломок плоскогубцами.
- Проверять угол сверления отверстия. Оно должно быть ровным, чтобы сохранить целостность оснастки.
- Использовать защитный очки, во избежание попадания металлической стружки в глаза.
- После проведения работ очистить отверстия от стружки.
- Движения должны быть плавными, без нажима.
- Не забывать про съем фаски.
Мастера рекомендуют покупать несколько приспособлений для проведения работ, взамен одного универсального.
Резьбовые соединения может изготовить любой человек без практического опыта. Для этого нужно купить набор метчиков, для внутренней резьбы, плашек для наружной. Изучить технологический процесс, научиться пользоваться инструментами.
Особенности сверл под конфирматы
При работе с конфирматным креплением важно правильно определить, какие отверстия сверлить под евровинт. Посмотрев на внешний вид стандартного евровинта, и учитывая то, что он полностью углубляется в тело детали, можно сделать вывод, что необходимо просверлить отверстие с двумя разными диаметрами и конусными участками
Конечно, можно использовать под евровинт сверло постоянного сечения
Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт
Конечно, можно использовать под евровинт сверло постоянного сечения. Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт.

Конфирматным сверлом получается отверстие требуемой конфигурации за одну операцию. Такой инструмент состоит из двух разъемных частей. В его состав входит обычное спиральное сверло по дереву определенного диаметра. Этим сверлом в деревянной детали получают отверстие, в которое будет вкручиваться резьбовая часть крепежа.
Второй частью режущего инструмента является фреза, которая вырезает в древесине отверстие под гладкую цилиндрическую часть с переходом, а также коническое углубление под потайную головку. Спиральное сверло входит в центральное отверстие фрезы и фиксируется в ней при помощи специального крепежного болта. Болт вкручивается шестигранным ключом.
Составное сверло для мебельных соединений удобно тем, что при износе центрального спирального сверла по дереву, его можно заменить. Можно взять обычное сверло из набора подходящего диаметра, вставить его во фрезу и закрепить фиксирующим винтом. При использовании подходящего конфирматного сверла евровинт вкручивается в такое отверстие без лишних усилий и не разрушает структуру детали.
Качественное сверло для евровинта изготавливается из быстрорежущей стали и имеет в своей маркировке буквы HSS. Также в маркировке на хвостовике сверла или фрезы должны быть указаны его диаметр и рабочая длина. В комплекте желательно должен идти шестигранный ключ для затягивания фиксирующего болта. Хвостовик у фрезы обычно имеет цилиндрическую форму и может быть установлен в патрон обычной дрели или шуруповерта. Сверла для ЛДСП должно иметь повышенную прочность, надежность и хорошую заточку режущих граней.
Смазка на нарезания резьбы
Без смазки работа будет происходить ооочень туго, кроме чугуна.
Для мягкой стали следует использовать синтетическое масло.
Для более крепкой или нержавеющей стали надо использовать синтетическое масло, смешанное с керосином, в пропорциях 9 к 1.
А вот на чугуне нельзя применять масло. Осколки можно удалить сжатым воздухом.
При резьбе по алюминию используйте минеральное масло или керосин. Также очень хорошо работает WD-40.
По латуни надо использовать ничем не разбавленный керосин.
Наконец, при работе с бронзой, используйте керосин или минеральное масло, разбавленное синтетическим.
Переходим к практике.
Для начала нарезания резьбы нужно решить, какой диаметр в итоге вам нужно получить.
Если у вас есть шуруп или болт, к которому нужно проделать отверстие с резьбой, найдите в наборе размер с правильным диаметром. В Википедии, например, есть таблица с размерами. Можно также посмотреть ГОСТ 24705-2004. А на многих метчиках уже выставлен диаметр отверстия. ГОСТ 24705-2004
Процесс происходит так:
Сначала просверлите отверстие. Старайтесь сверлить перпендикулярно детали. Сверлильный пресс – лучшее для этого устройство. Если пресса у вас нет, то хотя бы зажмите деталь в тисках.
На кромке выполните фаску. Это поможет задвинуть в центр отверстия метчик и вообще облегчит работу.
Когда вы закончили с этим, можно взять метчик и вороток к нему. Закрепите метчик в воротке.
Закрепите деталь в тисках.
Добавьте смазку, как на деталь, так и на метчик. Убедитесь, что вы выбрали правильную смазку для обрабатываемого материала.
Вставьте конец метчика в отверстие. Держите его перпендикулярно изделию и давите вниз. Начните медленно его поворачивать по часовой стрелке. Зубцы вопьются в материал и начнут создавать резьбу
Каждые несколько поворотов останавливайтесь, чтобы удалить осколки.
Это так важно, что надо написать дважды: работайте медленно и убирайте осколки.
Именно из-за осколков эти метчики чаще всего и ломаются – осколок застревает между метчиком и деталью, а так как метчик не рассчитан противостоять такой нагрузке, он ломается. И, поверьте, очень трудно и неприятно извлекать из отверстия, которое вам нужно сделать, обломок метчика.
Продолжайте этот процесс (крутим, выкручиваем, чистим) до тех пор, пока вы не дойдете до самого низа отверстия
Если смазки мало или она стерлась, пока вы удаляли осколки, добавьте еще.
Протестируйте отверстие: вкрутите туда болт, который вы к нему подобрали. Если отверстие сделано для самодельного болта, вам надо нарезать и болт: подберите к внутреннему метчику внешнюю плашку.
Использование станка для нарезания резьбы
Если вы уже поняли принцип работы метчика, но установить перпендикулярно его трудно, можно зажать метчик в патроне сверлильно станка, зажать в тисках деталь и спокойно работать.
Работаем с плашкой
Этот процесс почти такой же, как и для метчика, но с небольшими дополнениями.
Найдите болванку – стержень из нужного материала, который немного толще нужного диаметра. Сделайте на конце фаску. Это особенно легко сделать, зажав его в патроне сверлильного станка и обточив его с краев напильником.
Теперь зажмите стержень в тисках. Лучше, если он стоит вертикально.
Выберите плашку и вставьте ее в плашкодержатель, закрепите винтами плашку. Добавьте немного смазки, подобранной по материалу. То же, что и для метчика – действуем аккуратно и не спеша, добавляем смазку.
Если давить сильно, можно погнуть стержень, или соскользнуть с него и пораниться!
Следуя той же технике, что и с внутренним метчиком, медленно поворачивайте плашкодержатель, прорезая резьбу, останавливайтесь каждые пол-оборота и убирайте осколки. Продолжайте по мере надобности.




Рекомендации по выполнению работ
Схема сверления металла.
В идеальном случае работы по сверлению лучше всего выполнять на специальном станке, тогда можно просто принимать необходимое значение диаметра из Таблицы 1. Однако такого рода оборудование есть далеко не у всех, поэтому чаще всего сверлить металл приходится с помощью обычной ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций:
- Инструмент должен быть правильно заточен и не иметь отклонений от продольной оси (биения). Угол заточки зависит от твердости обрабатываемого материала, чем тверже металл, который нужно просверлить, тем больший угол режущей части нужно соблюсти. При этом его значение не может превышать 140⁰.
- Как бы вы ни старались крепко и уверенно держать дрель в процессе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
- Перед тем как сверлить металл, нужно произвести разметку и выяснить точное местонахождение отверстия. Затем это место надо накернить, сделав достаточно глубокую насечку, иначе в самом начале сверления инструмент будет «гулять» по поверхности детали. В идеале лучше всего углубить насечку центровкой, которая сделает в металле небольшое глухое отверстие, сверло из него никуда не уйдет.
- Обрабатываемая деталь должна быть хорошо закреплена в удобном положении. Если вам удобно работать в положении стоя, держа дрель горизонтально, деталь следует прочно зафиксировать в тисках. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
- Во время работы инструмент требует смазки. Лучше всего для этой цели подойдет кусочек старого свиного сала, нужно включить дрель и погрузить в него конец сверла на ходу. Если сало отсутствует, можно воспользоваться солидолом или другой густой смазкой. Во время работы с вязкими или жаропрочными марками сталей (нержавейка, медь), в качестве смазки надо применять машинное масло.
Обороты вращения патрона должны быть как можно меньше. Наверняка многие сталкивались с ситуацией, когда пройдя пару мм, процесс останавливался, сверло вращалось на одном месте. При этом визуальное изучение его кромок показывало, что инструмент не затупился.
Причина в другом: перегретая на высоких оборотах режущая кромка сверла теряет свою твердость и не в состоянии справиться с металлом. Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Схема метчика.
Не пытайтесь просверлить с первого же раза отверстие большого диаметра, как правило, для ручных дрелей неудобства начинаются с размера 10 мм. Лучше сначала выполнить отверстие малого диаметра (3-4 мм), а потом его рассверлить до необходимого. Иногда это приходится делать и в три приема. При рассверливании нужно быть внимательным в тот момент, когда сверло выходит наружу с другой стороны. Возникает резкое сопротивление последнего слоя металла под режущей кромкой, нужно крепко держать дрель двумя руками, иначе ее может провернуть и просто вырвать у вас из рук.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Выравнивание
Выровнять грубые обрезные кромки или зачистить сварные швы на крупных деталях, которые нельзя зажать в тисках, можно ручной угловой шлифовальной машиной.
Для чистовой обработки грубых срезов толстостенных труб или профилей используют черновой шлифовальный круг, для выравнивания поверхностей или удаления с них ржавчины — фибровый шлифовальный круг. Черновые круги изготовлены из твердого материала и по мере износа становятся тоньше. У фибровых шлифовальных тарельчатых кругов, в отличие от черновых, гибкая основа.
Черновой шлифовальный круг передвигают под углом 30 градусов, покачивая в обе стороны. Так, к примеру, выравнивают сварной шов.
Гибким фибровым шлифовальным кругом выравнивают поверхности, удаляют ржавчину.