Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.

ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
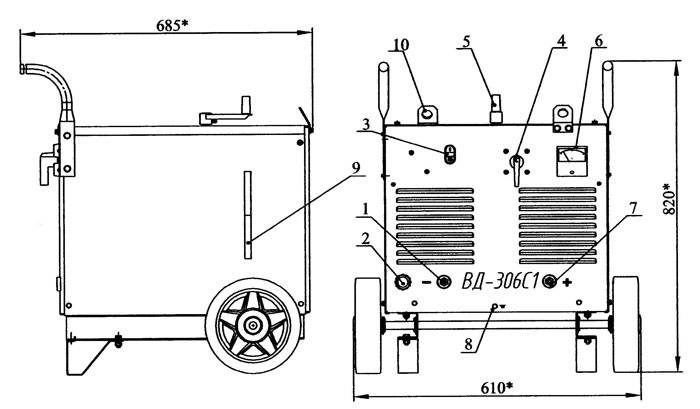
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
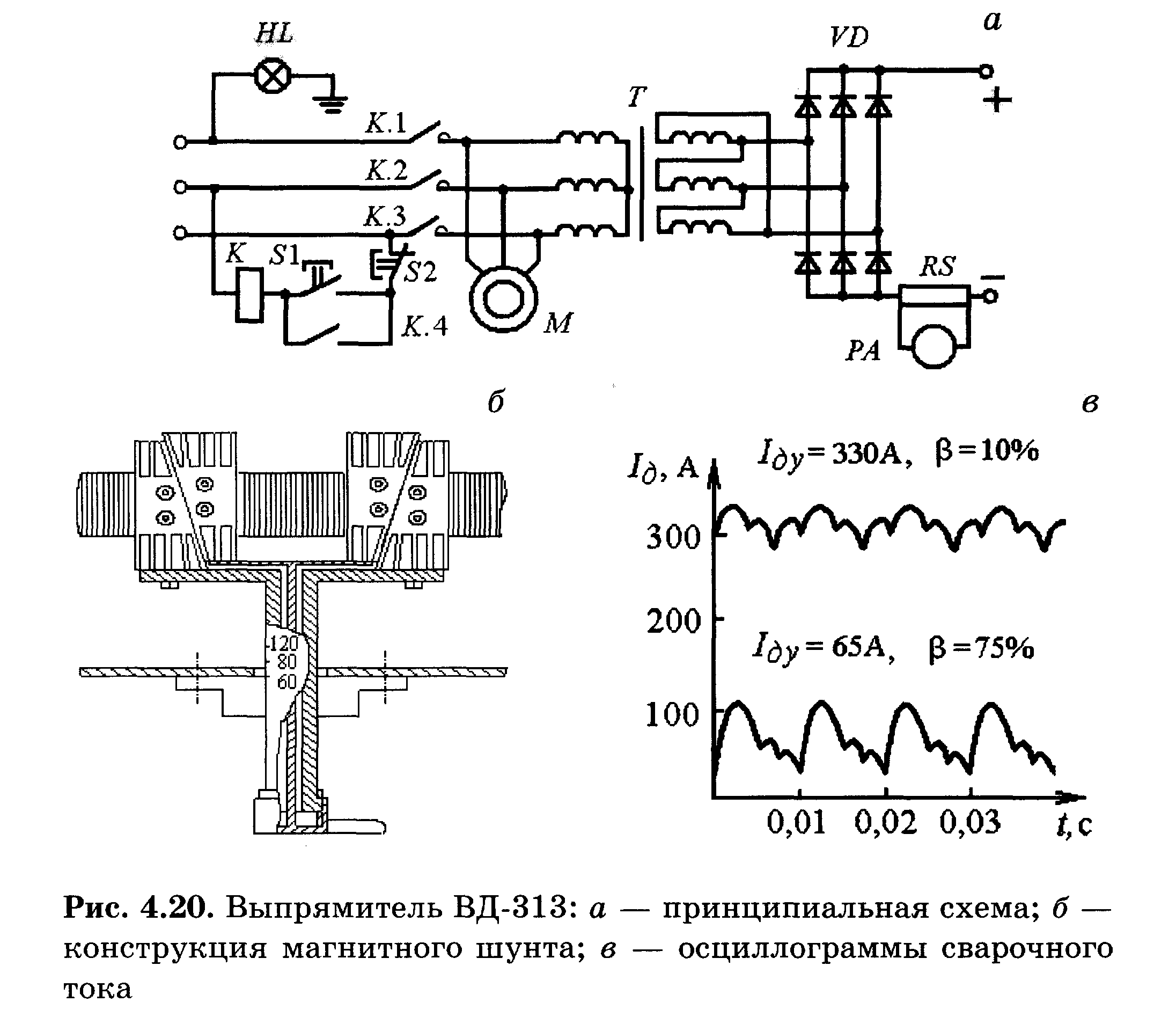
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Классификация и маркировка
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.

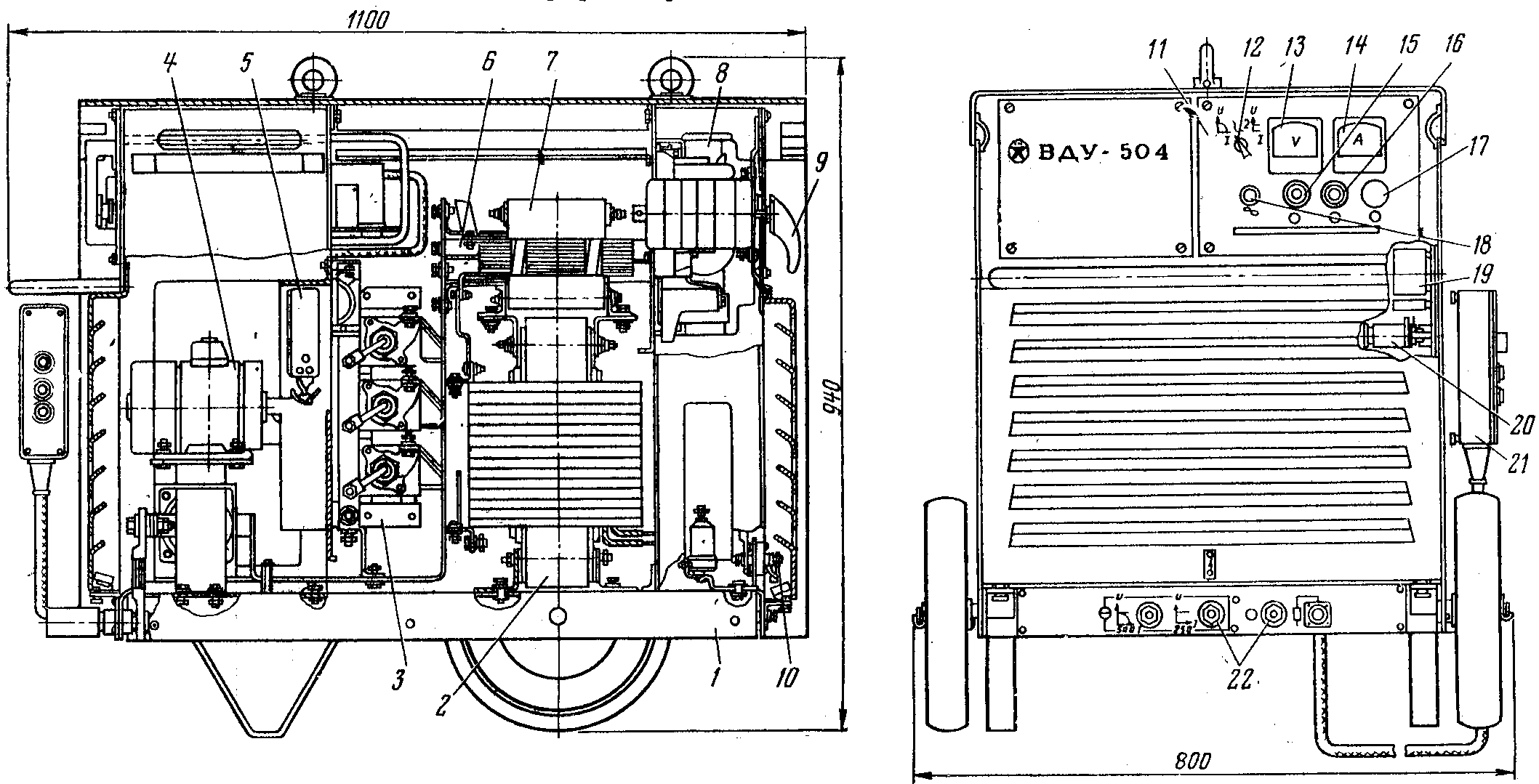
Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.

Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.
Рекомендуем к прочтению Как сделать сварочный аппарат самостоятельно

Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
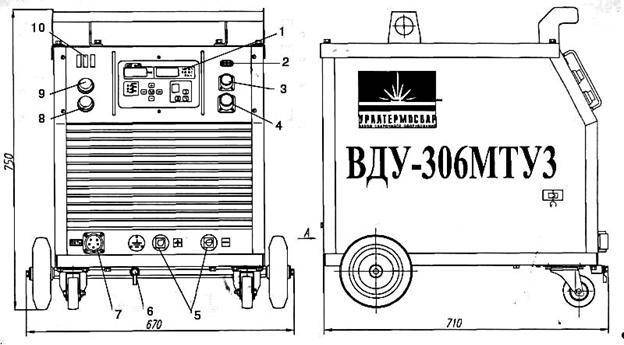
ВДУ-306МТ «Трасса»
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
Конструктивное исполнение «Трасса» — на платформе с амортизаторами повышенной вибростойкости — для работы в тяжелых климатических условиях в составе передвижных сварочных единиц.
Выпрямитель ВДУ-306МТ является новейшей разработкой и существенно отличается от всех известных выпрямителей серии ВДУ своими сварочными свойствами. Использование надежных силовых тиристоров, управляемых микроконтроллером, обеспечивает формирование внешних характеристик для различных видов сварки.

При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
комбинированную внешнюю вольтамперную характеристику; плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений; дистанционное регулирование сварочного тока на расстоянии до 30м; выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях; режим «горячий старт» — регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва; режим форсирования тока короткого замыкания
В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов; функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание; ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Аттестованы АЦ «Газпром», включены в:
|
| Аттестованы ОАО «ВНИИСТ», включены в: РД 08.00-60.30.00-КТН-050-1-05 «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». |
При любом способе сварки рабочие параметры задаются в цифровом виде в абсолютных значениях. Значения тока и напряжения, характеризующие режим сварки, отображаются на цифровых индикаторах. Предусмотрено хранение в памяти и воспроизведение заранее установленных режимов, в том числе подобранных сварщиком.
Температура эксплуатации от -40 до +400С.
| Технические характеристики: | ММА | МИГ/МАГ | ТИГ |
| Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
| Номинальное напряжение дуги, В | 32 | 29 | 22 |
| Пределы регулирования сварочного тока, А | 30 — 350 | 50 — 350 | 30 — 350 |
| Пределы регулирования рабочего напряжения, В | 21 — 34 | 15 — 32 | 11 — 24 |
| Коэффициент наклона внешних характеристик, В/А | 0,4 — 2,0 | ∞ | |
| Напряжение холостого хода, В | 12 | 85 | |
| Номинальное напряжение питающей сети, В | 380 | ||
| Номинальная частота, Гц | 50 | ||
| Число фаз питающей сети | 3 | ||
| Потребляемая мощность, кВА | 23 | ||
| Габаритные размеры, мм | 710 х 670 х 750 | ||
| Масса, кг | 182 |
Устройство и принципиальная схема выпрямителя
Электрическая цепь прибора включает следующие компоненты:
- Силовой трансформатор. По принципу действия он схож с преобразователем, работающим с переменными параметрами.
- Выпрямительный узел с полупроводниками. Для превращения переменного тока в постоянный в схему включают кремниевые диоды (неуправляемые переключатели), тиристоры (регулируемые вентили).
- Пусковой блок. Устройство автоматически отключает сварочный агрегат при выходе выпрямителя из строя.
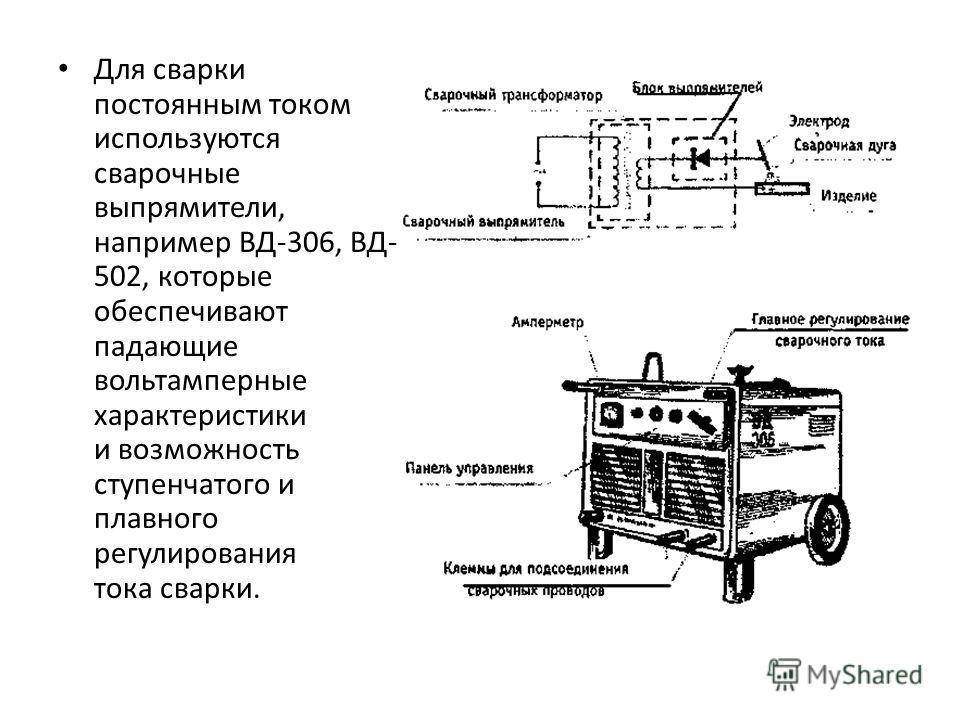
- Панель управления. Включает средства регулировки параметров, измерительные приборы.
- Блок защиты от токовых перегрузок. Препятствует выходу аппарата из строя по причине перегрева. Подобные ситуации часто возникают из-за несоблюдения сварщиком технологии работ.
- Охлаждающая система. Схема этого блока содержит вентилятор и несколько радиаторов. Для поддержания нормальной температуры в корпусе выпрямителя после включения агрегата охлаждающая система периодически запускается на некоторое время.
Рекомендуется включать в электрическую цепь трехфазный выпрямитель, снабженный соответствующим трансформатором. В таком случае скачки напряжения будут менее выраженными, это повысит коэффициент полезного действия сварочного оборудования, улучшит качество шва.
 Устройство СВ.
Устройство СВ.
Подготовка к работе и эксплуатация
Если ВД 306 долгое время не эксплуатировался или будет использоваться в первый раз, необходимо правильно его подготовить к работе:
 Характеристика выпрямителя ВД-306
Характеристика выпрямителя ВД-306
- сварочный выпрямитель продувают струей воздуха, что позволяет избавить его от накопившейся пыли и грязи;
- проверяют состояние всех соединяющих зажимов, при необходимости затягивают их;
- вторичную цепь зажимают;
- осуществляют заземление корпуса сварки;
- прибор подключают к электрической сети, используя специальные приспособления в виде выключателя, рубильника, сетевого провода;
- производитель сварочного выпрямителя категорически запрещает использовать его без заземления;
- когда агрегат будет включен, следует проверить работоспособность вентилятора. Если он не функционирует, сварку использовать нельзя;
- к сети прибор рекомендуется подключать изолированными медными проводами сечением больше 4 кв. мм;
- сварочный кабель должен иметь сечение не меньше 35 кв. мм.
Выбор конкретного сварочного режима для выпрямителя выбирают с учетом инструкций, предъявляемых к этому процессу
Принимают во внимание тип электрода и толщину обрабатываемого материала. Силу тока во время работы можно контролировать, используя встроенный в агрегат амперметр. При необходимости его можно изменять в большую или меньшую сторону при помощи рукояти
При необходимости его можно изменять в большую или меньшую сторону при помощи рукояти.
При эксплуатации прибора необходимо не забывать периодически выключать его. Это предупредит перегрев агрегата и его поломку.
Частые поломки и способы их устранения
В процессе эксплуатации пользователь может столкнуться со следующими проблемами:
- Прибор постоянно отключается от питающей сети. Причин может быть несколько: короткое замыкание на выводах выпрямителя, поломка тиристоров или замыкание на корпус вторичной обмотки трансформатора. Для локализации поломки следует использовать омметр. После этого ликвидируйте неисправность.
- Отсутствует напряжение на выходе. Как и в предыдущем случае, причин может быть несколько: выход из строя регулятора напряжения, поломка вентилятора, поломка ветрового реле, обрыв цепи или поломка тиристоров.
- Невозможна эксплуатация на жестких внешних характеристиках. В этом случае следует проверить по напряжению цепь обратной связи – где-то произошел обрыв.
- Нестабильная работа на падающих и жестких внешних характеристиках. Скорее всего, сигналы управления не доходят до некоторых тиристоров. В первую очередь следует проверить наличие сигналов. В случае отсутствия необходимо последовательность их формирования и найти причину обрыва. Для этого следует использовать осциллограф. Среднее значение импульса составляет 1,5-2 В.
- Нестабильная работа на жестких характеристиках. Такая картина наблюдается при обрыве цепи вспомогательной обмотки дросселя.
При наличии профессиональных навыков можно легко отремонтировать данный аппарат.
Важно. Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.
Устройство и принцип работы сварочного выпрямителя
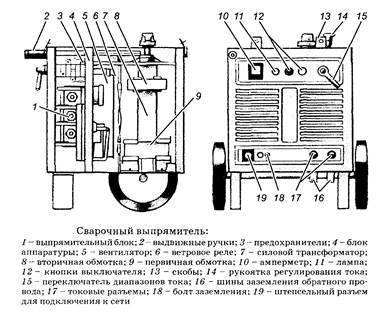
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
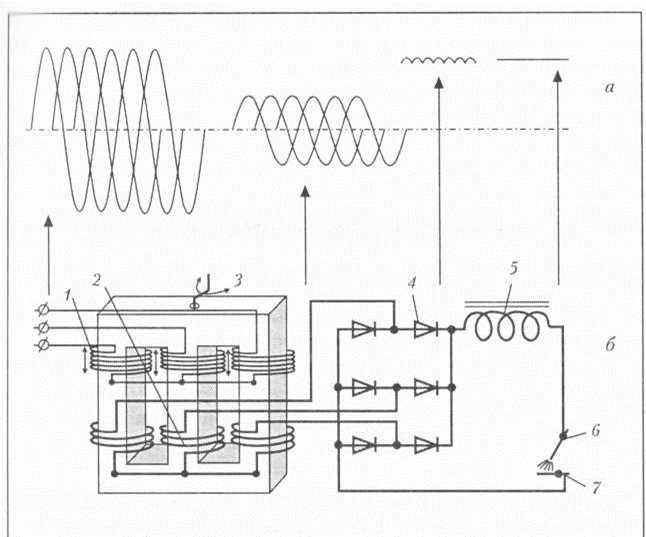
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.
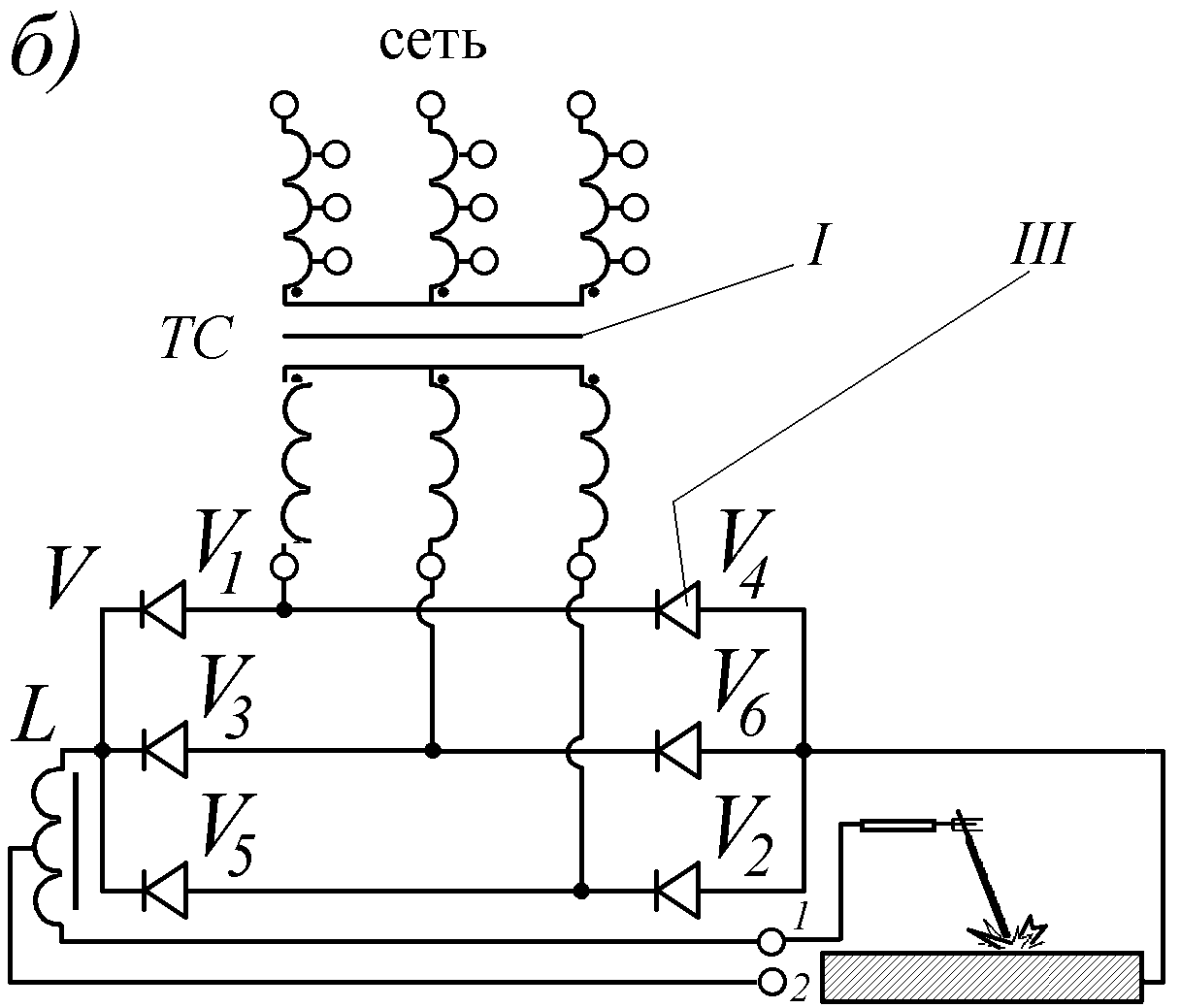
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Виды выпрямителей
Существует несколько видов выпрямителей:
- сварочный тиристорный выпрямитель вд 313 сэ, вд 306;
- инверторный выпрямитель силовой (сварочный);
- дроссельный;
- транзисторный (универсал).
В чем разница таких аппаратов?
Тиристорные источники питания подходят для различных видов электродов при дуговой сварке и могут быть использоваться для сварочных работ на прутках.
Преимущества:
- Более высокая эффективность по сравнению с обычными выпрямителями.
- Отличные характеристики дуги, искра намного меньше.
- Одиночный ряд текущего контроля
- Легко реализуется функция дистанционного контроля
- Хорошие показатели прочности от колебания напряжения
- Подходит для использования вне помещения.
- Это сварочный многопостовой выпрямитель — вдм – 1201, 2х313, вдм-1202 с, 1001, сэлма (selma), ВС ма, 6303 с.
Дроссельный выпрямитель предназначен для сварки в самых тяжелых условиях эксплуатации (карьеры, шахты, трубопроводы и т.д.). Он обеспечивает сварку-полуавтомат и наплавки на токи до 650А. По полуавтоматической сварке рабочее напряжение регулируется ступенчато. Сварочный однопостовой выпрямитель представлен ВДУ 505, 504, вду 506, ДУГА проф и ДУГА индустриал.
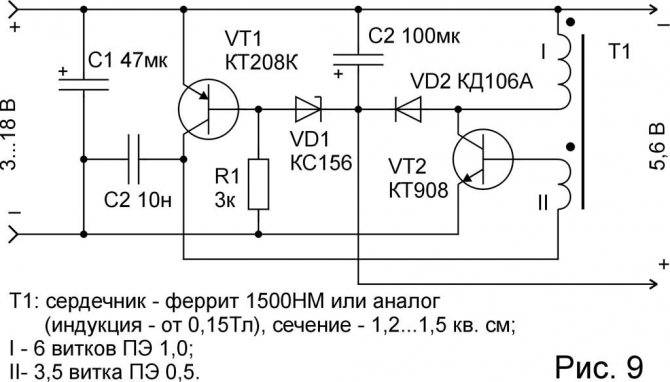
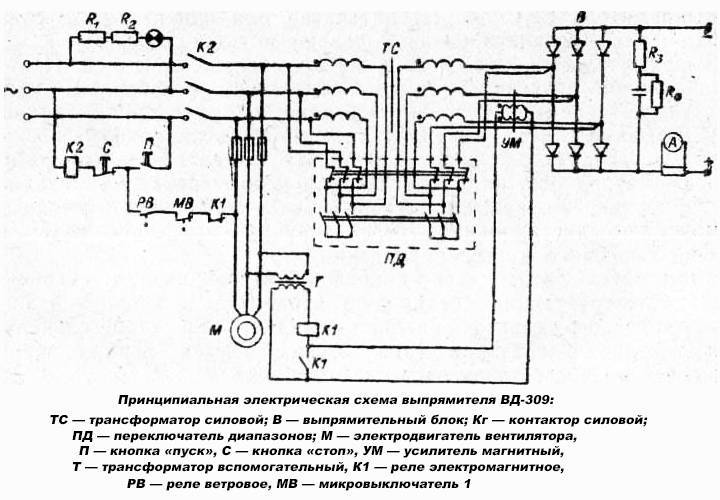
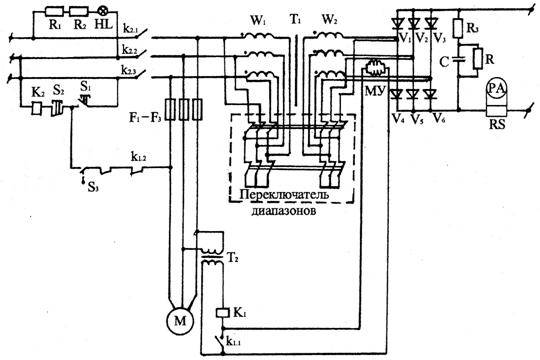
Схема: Дроссельный выпрямитель
Система питания сварочной дуги помимо основного дросселя имеет встроенный в параметрическом отделе еще один, что позволяет значительно улучшить качество сварного шва, в связи со стабилизацией сварки. Как правило, помимо основной обмотки мощности, еще используется вспомогательная, которая служит для регулирования индуктивности дросселя и, тем самым, контролирует пик-точку при замыкании или скачках напряжения.

Инверторный выпрямитель применяется для преобразования входящего переменного тока в постоянный, представлен моделями esab, man, . Этот ток включается и выключается очень быстро, чем создает импульсные, высокие частоты постоянного тока. Типичные частоты в диапазоне от 10000 до 20000 Гц, но возможны данные до 100000 Гц. Инвертор, как и весь выпрямитель сварочный, нуждается в поверке каждые полгода. Сварочный инверторный выпрямитель представлен моделями электрон 125, вс 600, 318м1, arc, neon (накс), форсаж, power, патон, терминатор и анод (СССР).
Видео экономичной работы сварочного выпрямителя
Транзисторные источники сварочной энергии были разработаны для точного контроля параметров сварки. Скорость работы и реакции транзисторов очень высока, следовательно, такие источники энергии можно регулировать, чтобы получить любое желаемое показание вольт-амперной характеристики между постоянным током и напряжением постоянного типа. Кроме того, можно программировать систему управления, с целью задать переменную тока и напряжения во время фактической операции сварки. Эти технические особенности делают универсальный сварочный транзисторный выпрямитель особенно привлекательным для сварки труб, вентиляционных проходов и шахт. Сварка может проводиться электродами всву.
Практически каждый мастер имеет в наличии бензиновые сварочные выпрямители (Эсва, лорис). Это достаточно удобные портативные устройства, при помощи которых удобно проводить работы на выезде или открытом воздухе. Очень хорошие отзывы про выпрямитель сварочный fubag, причем его характеристика говорит о том, что устройство подходит и для эксплуатации в локальной сети питания. Кроме того, данные аппараты часто комплектуют портативным зарядным устройством.
Если распределять выпрямители по области применения, то получим такую таблицу:
| Область применения | Название выпрямителя |
| Для наплавки металла под флюсовым слоем | вду |
| Для одновременного питания нескольких сварочных постов | вксм |
| Применяется для питания сварочного аппарата при работе с конструкционными и легированными сталями. Широко используется в коммунальном хозяйстве, быту, небольших мастерских и цехах. | вдмш |
| В холодных двигателях автомобилей часто применяется дуговой частотный универсальный аппарат | ВДУЧ и ВДЧ |
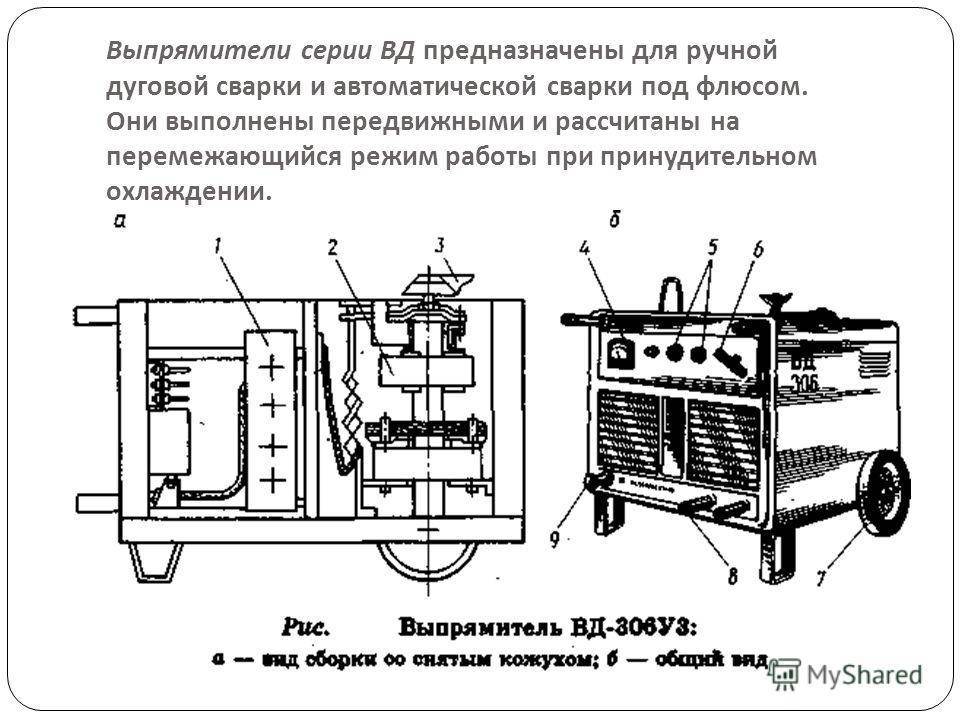
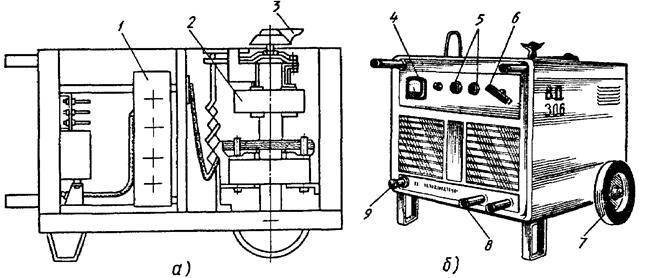
1 Выпрямитель ВД 306 – назначение и технические данные
Аппарат, подключаемый к сети переменного тока, применяется для питания постоянным током электросварочной дуги при выполнении работ по резке и сварке металлических изделий, а также их наплавке.
Использовать его можно при влажности воздуха до 80 % и температурах от -40 до +40 °С в помещениях закрытого типа, где вентиляция воздуха происходит естественным путем.
Запрещается эксплуатировать данный агрегат в средах, которые:
- способны вызывать разрушение электрической изоляции и металлов;
- содержат потенциально небезопасные газы и едкие пары;
- чрезмерно насыщены пылью.
Технические характеристики ВД 306:
- сварочный ток (номинальный) – 315 А;
- номинальный рабочий режим (длительность включения) – 60 %;
- напряжение питания – 3х380 В (при частоте 50 Гц);
- мощность потребления – до 20 кВА;
- используемые сварочные стержни – от 2 до 6 мм;
- интервал регулирования тока для сварки – от 45 до 315 А;
- холостой ход (напряжение) – 70 В.

Масса выпрямителя составляет 104 килограмма; габариты: длина – 56, ширина – 51, высота – 66 сантиметров. Поставляется агрегат с двумя токовыми вставками и трехметровым сетевым кабелем.
Особенности использования
Выпрямитель сформирован несколькими блоками, работа которых преобразует входящее напряжение, повышать силу тока.

Основная задача модуля – формирование постоянного тока с большой силой, что обеспечивает следующие эксплуатационные возможности:
- Сварка любыми электродами, вне зависимости от типа покрытия. Наличие покрытия способствует стабильному горению дуги, металл не разбрызгивается, шов получается более ровным и прочным, нуждающимся в минимальной доработке.
- Расширение возможностей сварочного аппарата. Регулировка силы тока позволяет эффективно работать и с деталями, толщина стенок которых составляет 5 сантиметров, и с миллиметровыми пластинами. Также аппарат может использоваться и не непосредственно для сварки, а для плавления кромки с целью корректировки ее геометрии.
- Появляется возможность применения неплавящихся электродов (к примеру, на вольфрамовой основе), требующих дополнительного применения присадочной проволоки.
- Выпрямитель для дуговой сварки расширяет список материалов, с которыми может вестись эффективная работа. Удается сваривать детали из нержавейки, чугуна, стали с малым содержанием углерода и иных “сложных” сплавов.
- Устройство помогает не только варить, но и резать металл. Для этого выставляются максимальные значения силы тока, формирующие очень мощную дугу, прорезающую материал.
Некоторые специалисты могут заметить, что для проведения указанного спектра работ можно пользоваться и обычным трансформатором, но практика показывает, что выпрямитель гораздо технологичнее и удобнее, кроме того, он способствует снижению общего расхода электродов.
Интересное видео, переделка сварочного аппарата АС WELDER 160C на постоянный ток:
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
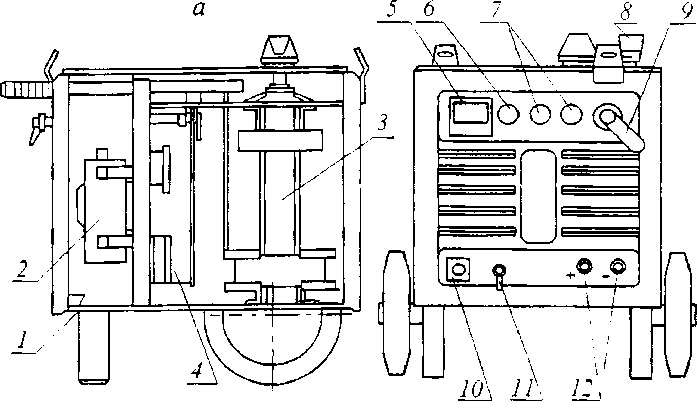
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.
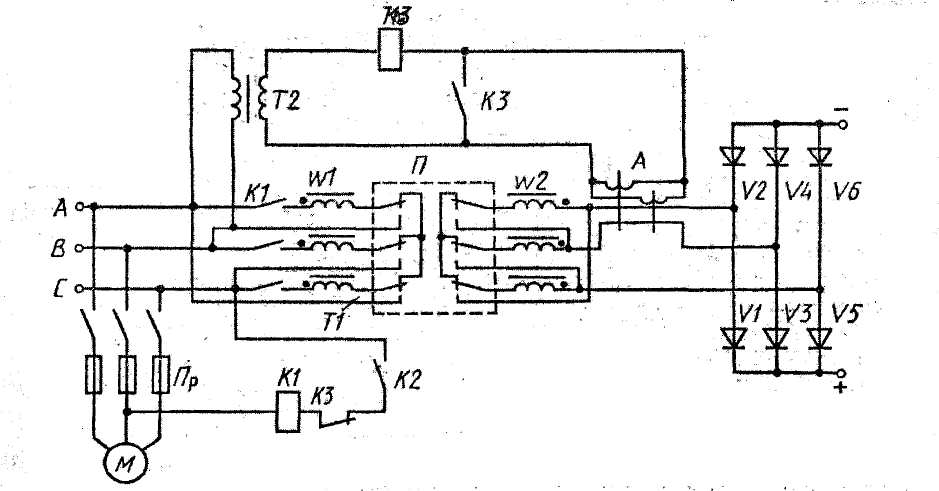
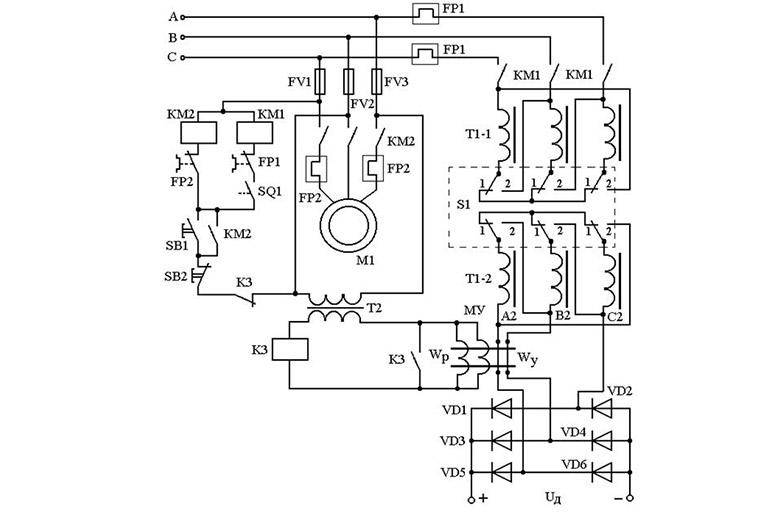
Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
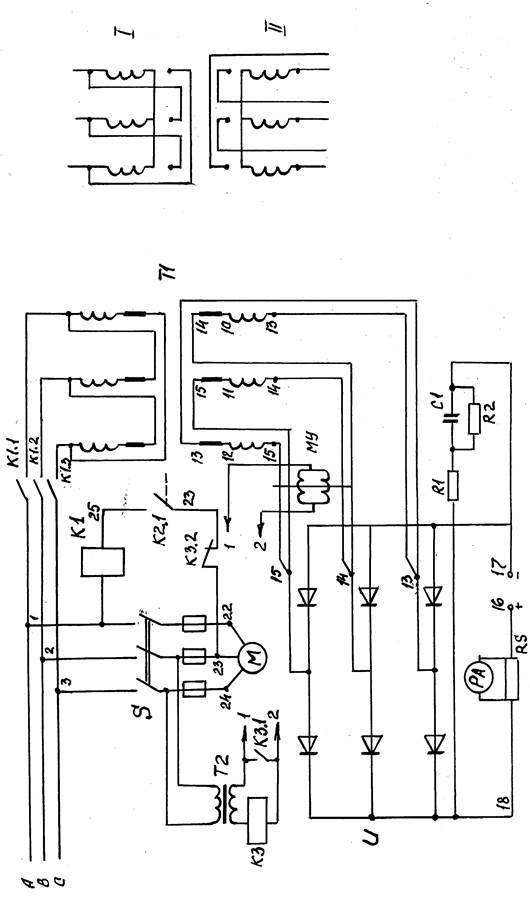
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V
Модельный ряд
Компания – производитель данного оборудования для сварки предлагает широкий выбор приборов различных модификаций. Категория аппаратов «ВД» может быть представлена во всевозможном исполнении, в зависимости от предъявляемых требований. Каждой новой модели присваивается свой артикул, выраженный в буквенном виде.
1. ВД-306И — прибор инверторного типа, средняя стоимость 26 000 руб.

Отдельного внимания заслуживают функциональные возможности инвертора, влияющие на работу сварочной дуги. Модель оснащена следующими режимами работы:
- «горячий запуск дуги»;
- «форсаж дуги»;
- «антизалипание».
2. ВД-306Д. Данные представители семейства «ВД» нашли свое применение в большей степени в промышленном производстве.

Такие аппараты отличаются высокой степенью надежности и неприхотливостью в тяжелых эксплуатационных условиях. Оснащены тепловой защитой трансформатора и выпрямительного блока. Требует питание с напряжением сети 380В. Максимальное значение выходной мощности равно 25 кВт. Стоимость — 110 000 руб.

3. ВД-306М1. При помощи указанного типа сварочного оборудования можно проводить работы в режиме переменного или постоянного тока.

Максимальная мощность такого устройства составляет 24 кВт вне зависимости от режима сварки. Основная сфера применения – промышленный сектор. Цена — 45 000 руб.
4. ВД-306Ш. Этот тип выпрямителя может быть подключен как к промышленной, так и к бытовой сети.

Значение максимальной выходной мощности составляет 23 кВт. Средняя стоимость — 35 000 руб.
Компании – производители, стоимость
Изначально, выпуск такого оборудования был налажен на предприятии ОАО «Электромашиностроительный завод», фирма «СЭЛМА» в г. Симферополь. В настоящее время на рынке наблюдается появление всё большего числа предприятий, ориентированных на производство приборов серии «ВД».
Чтобы ответить на вопрос: где же производят сварочный выпрямитель ВД-306, достаточно зайти на сайт компании ООО «СЕВЭКО», где представлен перечень наиболее распространенных предприятий, выпускающих подобную продукцию.
Цены сварочного выпрямителя ВД-306 на сегодняшний день в пределах 30 000 рублей. Стоимость изменяется от популярности производителя, поставщика комплектующих частей.
 Основным видом аппаратуры сварочного поста, предназначенного для работ на постоянном токе, является сварочный выпрямитель. В отличие от бытовых сварочных инверторов, такие агрегаты позволяют реализовывать значительно боле высокие токи обработки (причём в течение длительного времени), а также питать несколько сварочных постов.
Основным видом аппаратуры сварочного поста, предназначенного для работ на постоянном токе, является сварочный выпрямитель. В отличие от бытовых сварочных инверторов, такие агрегаты позволяют реализовывать значительно боле высокие токи обработки (причём в течение длительного времени), а также питать несколько сварочных постов.
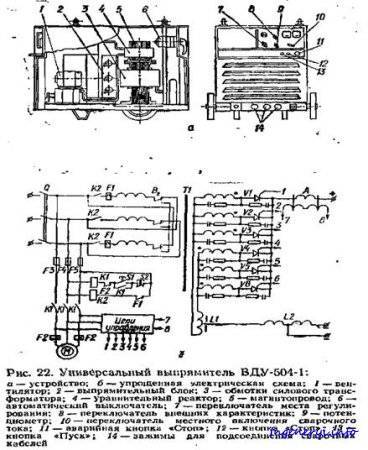
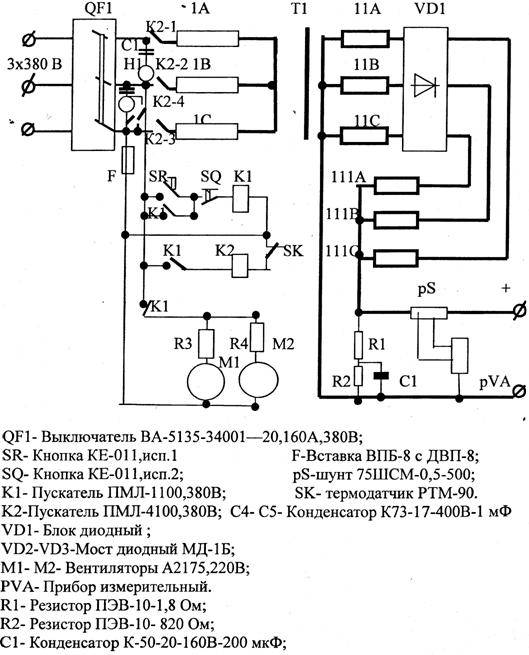
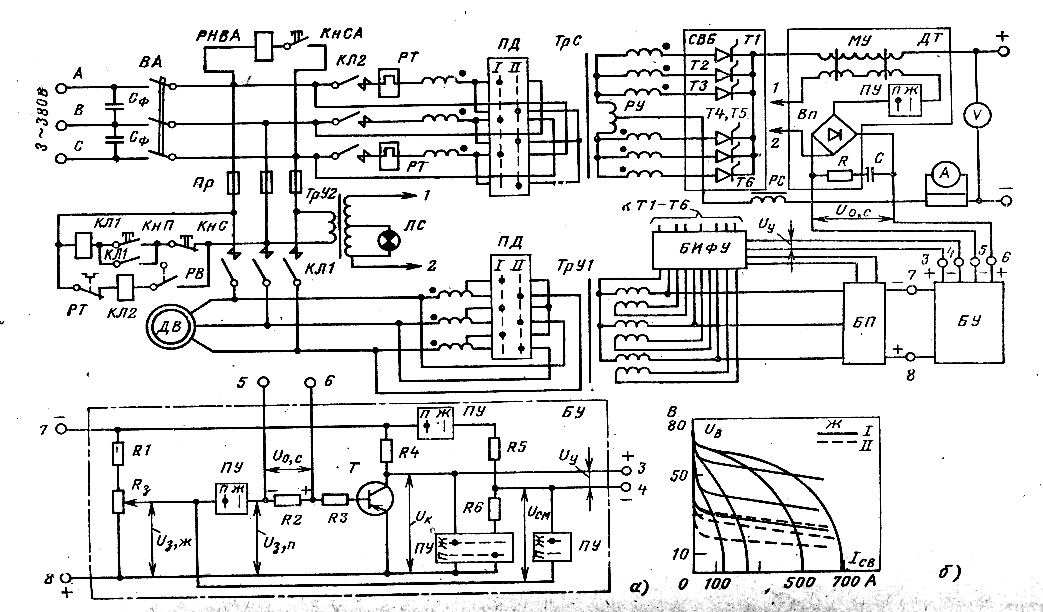
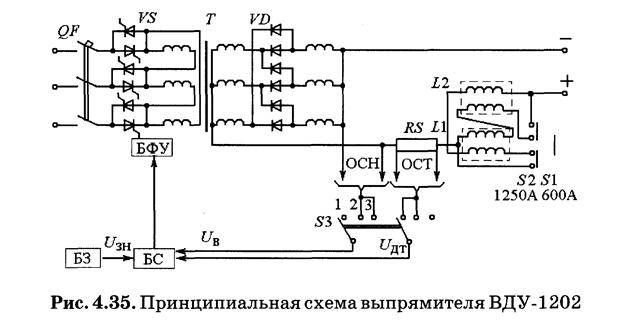
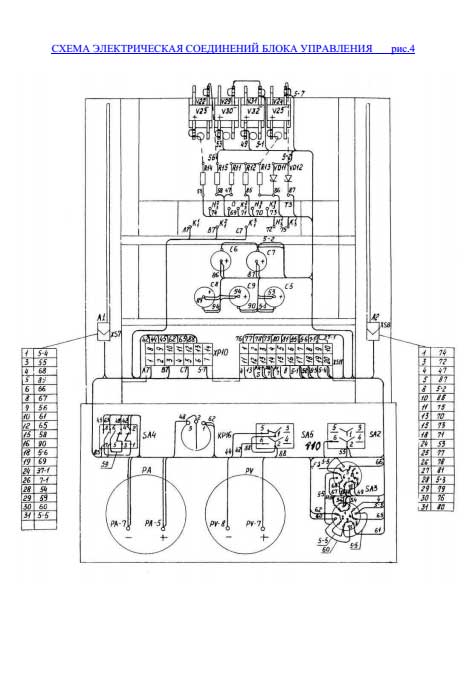
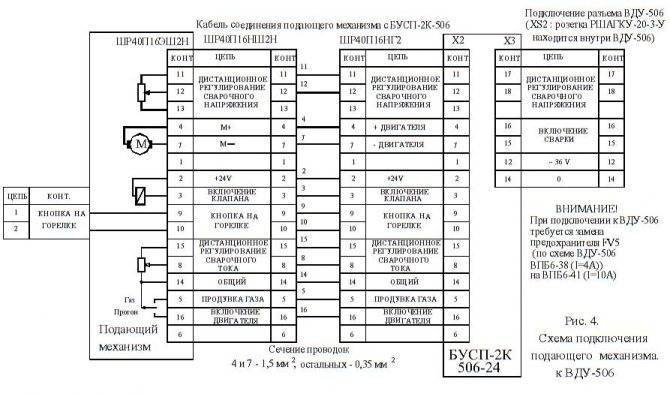
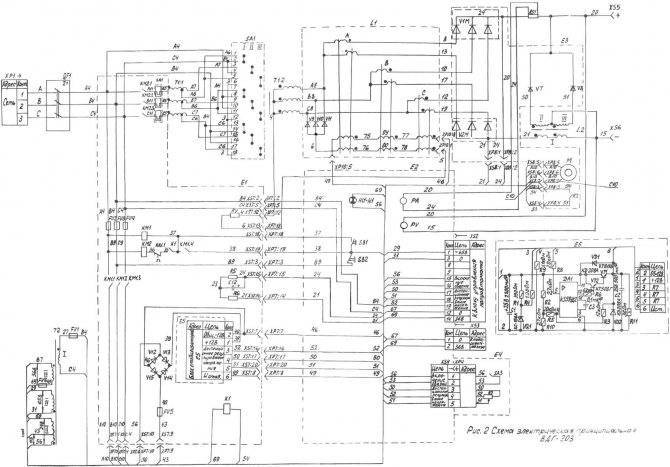
Вду 506с Схема Электрическая
Условия эксплуатации Согласно инструкции, эксплуатация сварочного выпрямителя возможно лишь в случае соблюдения следующих условий: Работа производится в закрытых помещениях с действующей системой вентиляции.
Запрещено эксплуатировать аппарат с нарушениями токопроводящей изоляции. При работе на падающих внешних характеристиках переключатель SA3.
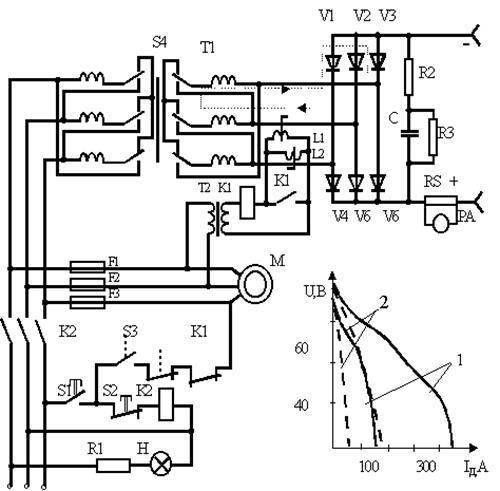
Включением автомата QF подается напряжение на вспомогательные цени, при этом загорается сигнальная лампа Н1. Поэтому тиристоры открываются анодным напряжением. Самодельный сварочный аппарат: управление тиристорами.
В этом случае следует проверить по напряжению цепь обратной связи — где-то произошел обрыв.
Уравнительный реактор L1 Частые поломки и способы их устранения В процессе эксплуатации пользователь может столкнуться со следующими проблемами: Прибор постоянно отключается от питающей сети.
Заключение Гарантийный срок эксплуатации сварочного выпрямителя ВДУ составляет 12 месяцев, с момента его запуска в работу. Соседние файлы в папке ЭСО.
 Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже.
Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже.
Подключение выпрямителя к питающей сети и защита его от коротких замыканий осуществляются автоматическим выключателем QF 4 , расположенным на задней стенке. При отсутствии напряжения в одной из фаз включать выпрямитель запрещается, т.
Сварочный выпрямитель: видео работы