Как использовать домашнее оборудование начинающим
Применение самодельного осциллятора для электродуговой сварки деталей из алюминия и иных материалов требует соблюдения следующих правил:
- Приборы могут использоваться как в помещениях, так и на открытых участках. При наличии осадков устройства нельзя применять на улице.
- Диапазон рабочих температур оборудования составляет -10…+50 °С. Применять осциллятор можно при влажности воздуха не более 95%.
- Устройства применяются при атмосферном давлении 85-105 кПа.
- Нельзя включать приборы в запыленных и загазованных помещениях, подвергать элементы устройства воздействию агрессивных веществ, способных разрушать металл и изоляцию.
- Разрешается работать только с заземленными приборами. Перед началом сварки проверяют правильность подключения осциллятора к электрической цепи, осматривают контакты.
- Демонтировать защитный корпус можно только после отсоединения оборудования от сети.
- На поверхностях прибора не должно присутствовать следов пыли, коррозии или нагара. При появлении загрязнений элементы аппарата зачищают наждачной бумагой.
Дополнение для инвертора
В таком случае вместе с основной техникой безопасности соблюдают следующие правила:
- В процессе сварки регулярно проверяют работоспособность блокировочного конденсатора. При повреждении этой детали оператор рискует получить электротравму.
- Настраивают и регулируют аппарат только в отключенном от сети состоянии. Это же касается процесса очищения поверхностей от нагара.
- Постоянно контролируют частоту импульсов. Она не должна быть более 40 мкс.

Для плазмореза
Осциллятор настраивают в соответствии с параметрами режущего устройства, в сочетании с которым он будет работать. Тиристоры подбирают опытным путем, ориентируясь на устойчивость дуги. При работе с устройством особо тщательно соблюдают технику безопасности.
Избежание частых ошибок
Исключить возникновение проблем в работе самодельного прибора помогает соблюдение следующих рекомендаций:
- При сборке простых схем удерживать стабильную дугу удается не всегда. Причиной неисправности является низкое напряжение в электрической сети. Исключить возникновение сбоев в работе сварочного агрегата помогает установка автотрансформатора.
- Не стоит экономить на дросселе. Разрядник подает ряд затухающих высокочастотных колебаний с напряжением 1000 В. Не имеющая дросселя вторичная обмотка принимает до 50 В. Из-за этого возникает короткое замыкание. Поступающий от сети ток начинает нагревать трансформатор. Чтобы сварочный аппарат не вышел из строя, устанавливают дроссель.
- При формировании обмотки используют изолирующие прокладки, пропитывают жилы бакелитовым лаком.
- Безопасной считается частота тока в 150-300 кГц. Если человек становится проводником, ток не влияет на работу внутренних органов, однако вызывает поверхностные ожоги. Избежать возникновения травмоопасной ситуации помогает правильное заземление.
- Колебательный контур должен быть оснащен блокировочным конденсатором.
Перед сборкой рекомендуется проконсультироваться со специалистом, который выяснит, является ли выбранная схема безопасной.
Рекомендуем к прочтению Как самому сделать индукционный нагреватель из сварочного инвертора
Разновидности установок
Осцилляторы можно применять в разных целях – с учетом типа и особенностей выполняемых работ. Единая для всех установок характеристика – преобразование токового импульса до значений максимально до 500 кГц.
Осцилляторы отличаются временными характеристиками высокочастотных импульсов.
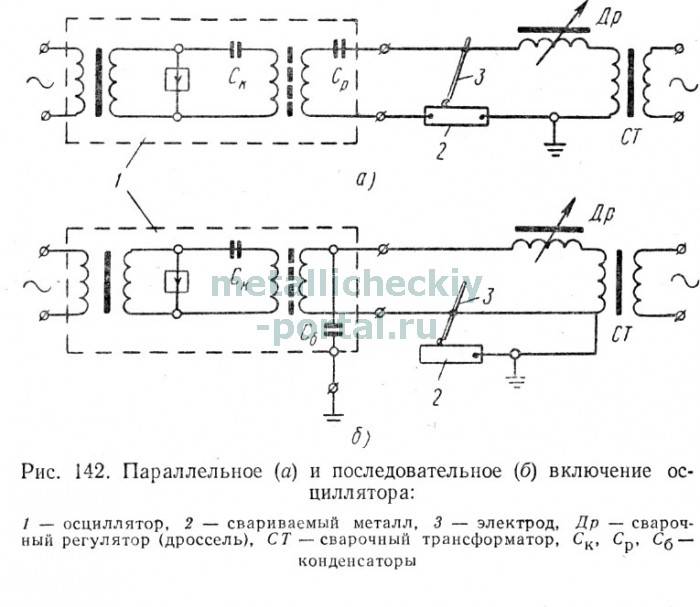
Модель непрерывного цикла поддерживают горение дуги. Подключение нужно делать последовательным – это защитит мастера от негативного влияния высоких показателей напряжений, присутствующих внутри электроцепи. Установки накладывают высокие частотные токи поверх сварочных, розжиг происходит быстро и без препятствий, сварку можно проводить на минимальных токах. Установками оснащают инверторы, трансформаторы.
Второй вид осцилляторных аппаратов используют в ходе бесконтактных дуговых поджигов. Данный принцип активно задействуется в аргоновых установках. Электродный элемент из вольфрама будет быстро затупляться в ходе чирканья, что снизит качество шва, увеличит его толщину, начнет рассеивать дугу. Регулярные затачивания кончика иглы возможны, но они замедляют рабочий процесс. Введение в схему осцилляторной установки с импульсом кратковременного типа даст возможность возбуждать дугу, избежав контакта с рабочей поверхностью.
Сварочный осциллятор своими руками
Убедившись в полезности этого прибора, вы обязательно пожелаете его приобрести. Однако стоимость хорошего осциллятора может превысить цену вашего сварочного аппарата.
При постоянной занятости в роли сварщика, покупка целесообразна, поскольку устройство оптимизирует работу и ускоряет процесс сварки. А если вы расчехляете свой трансформатор несколько раз в году – имеет смысл изготовить самодельный осциллятор.
Подробно как сделать самодельный сварочный осциллятор — видео
Он будет не таким эффективным, как заводской, но качество дуги вырастает в разы. Особенно если у вас не очень качественные электроды.
Как сделать сварочный осциллятор
Сделать осциллятор своими руками не так то трудно. Аппарат должен быстро зажигать дугу без контактирования электрода с поверхностями деталей, которые соединяются и поддерживать стабильное качество горения.
Для осцилляторов домашнего производства чаще всего применяют следующую схему. Главным ее компонентом будет трансформаторный элемент, отвечающий за наращивание напряжения со стандартной отметки в 220 В до 3000 В. Сложность состоит в создании хорошего разрядника – приспособления, пропускающего искровые разряды высоких мощностей.
Следующим важным рабочим компонентом бытового самодельного осциллятора является контур колебательных движений с блокировочным конденсаторным блоком. Он с катушкой-индуктором, разрядником обеспечивает поддержание непрерывного течения генерации затухающих высокочастотных импульсов. Они упрощают процесс дугового розжига, отвечают за стабильность процесса.
Самодельные аппараты делятся на импульсные и непрерывной подачи тока. Импульсные модели более практичные и комфортные в эксплуатации, гарантируют стабильное горение дуги.
Важные нюансы самостоятельной сборки
До начала работ по изготовлению сварочного осциллятора нужно досконально разобраться в схеме функционирования, подобрать компоненты – начиная с высоковольтной трансформаторной установки.
Сразу предусмотрите кнопку управления – в ее состав входит разрядник, отвечающий за подачу защитных газовых масс к месту создания сварочного шва. Высокочастотные импульсные токи, необходимые для осуществления процесса сварки, производят разрядник с трансформаторной установкой. Выходные компоненты прибора – пара рабочих контактов (с минусом и плюсом). Положительный контакт, поступающий от трансформатора, подается на горелку аппарата для сварки, второй направлен к деталям, которые свариваются.
Для создания аппарата будет достаточно минимальных познаний по вопросам электротехники и сборки соответствующих устройств.
Возможные схемы сборки
Аппарат должен повышать показатели напряжения, которое поступает. Колебания частот могут находиться в диапазоне 150-500 кГц.
Схема сборки может включать разные компоненты. Стандартный набор:
- выпрямитель;
- источник (стабилизатор);
- зарядник с накопителем;
- блок для программирования, управления;
- формирователь импульса;
- трансформаторная станция;
- определитель силы тока;
- клапан (газ).
Осциллятор устанавливают в цепь за обычным трансформаторным, инверторным узлом, перед рукавом с идущим к горелке либо держателю электрода кабелем. Отдельные системные блоки можно собрать из купленных деталей, другие сделать с нуля. Так контур колебаний, который функционирует как генератор искр, можно собрать из конденсаторов, в качестве катушки индуктивности подойдет высокочастотная трансформаторная обмотка. Следует обязательно предусмотреть предохранитель, который предотвратит замыкания, заземление.

Подготовка составляющих
Начинать изготовление бытового осциллятора для сварочных работ нужно с повышающего трансформатора. Он отвечает за повышение напряжения. Площадь, сечение, количество витых деталей выбирают по электротехническим справочным нормам. Нужно ориентироваться на необходимость корректировки показателей до 3000-6000 В.
Колебательный рабочий контур создают из индуктивных катушек, приматываемых кабелем к сердечнику из феррита. Хватит одного витка провода на первичку и пяти для вторички. В контур устанавливают блокировочный конденсатор и разрядное устройство.
Внутри разрядника протекают процессы генерации и высвобождаются затухающие импульсы. Этот узел получают из пары вертикально расположенных медных стержней. К стержням фиксируются прутки из вольфрама – они передают ток. Желательно заливать медные металлические стойки составом с диэлектрическими свойствами, который самостоятельно затвердевает. Предварительно к стойкам проводят контактные провода.
Можно собрать осциллятор с катушкой зажигания – после нее в схему устанавливают диод ВВ, конденсатор, только потом подсоединенный к первичной трансформаторной обмотке разрядник.
Накопительный конденсатор покупайте отдельно или достаньте из старого телевизора. Клапаны подачи газа для монтажа на выходе в продаже есть, так что можно выбрать любое устраивающее в плане соотношения цены и качества решение.
Разновидности
Осциллятор может применять по-разному, в зависимости от его типа и вида выполняемых сварочных работ. Общими параметрами всех устройств является преобразование тока до 3000-5000 В, и повышение частоты колебания до 150-500 кГц. Различие же заключается во временном показателе высокочастотного тока.
Модели с непрерывным действием применяются для поддержания и стабилизации сварочной дуги. Их подключение должно быть последовательным, чтобы защитить сварщика от высокого напряжения, которое постоянно присутствует в цепи. Такие осцилляторы накладывают высокочастотный ток поверх сварочного, что помогает производить беспрепятственный розжиг и вести сварку на малых токах. Чаще всего эти модели устанавливают на инверторы или трансформаторы для работы с покрытыми электродами.
Второй тип осцилляторов применяется лишь для бесконтактного поджига дуги. Обычно это используется в аргоновых аппаратах. Вольфрамовый электрод быстро затупляется при чирке об изделие. Это сказывается на качестве шва, который становится толще, и на свойствах дуги, чье действие рассеивается. Постоянная заточка конца иглы тормозит рабочий процесс. Внедрение в схему осциллятора с кратковременным импульсом позволяет возбуждать дугу без непосредственного контакта с поверхностью. Количество заточек электрода зависит лишь от аккуратности сварщика во время ведения шва.
Использование осцилляторов значительно оптимизирует сварочный процесс и экономит дорогостоящие расходные материалы. Выбрав аппарат в зависимости от типа намеченных работ, можно облегчить ее выполнение и повысить качество.
Как своими руками сделать осцилляторное устройство
Как уже говорилось выше, осцилляторы позволяют зажигать сварочную дугу без касания электродом поверхности соединяемых деталей, а также поддерживать ее стабильность в процессе горения. Обеспечивается такая функциональность данного устройства за счет того, что на электрический ток, поступающий от сварочного аппарата, накладывается ток, обладающий высокой частотой и большим значением напряжения. Используется такое приспособление, которое можно сделать и своими руками, преимущественно для сварки деталей из алюминия.
Для изготовления самодельного сварочного осциллятора можно воспользоваться наиболее простой и распространенной схемой. Основным элементом схемы такого устройства является трансформатор, который обеспечивает увеличение значения напряжения со стандартных 220 до 3000 В. Основную трудность при изготовлении осциллятора своими руками представляет разрядник, через который и проходит мощная электрическая искра.
Самодельный одноискровый разрядник
Важнейшим элементом схемы сварочного осциллятора выступает колебательный контур, в котором обязательно должен присутствовать блокировочный конденсатор. Такой контур, в состав которого входят также разрядник и катушка индуктивности, решает основную задачу осциллятора – генерирование затухающих высокочастотных импульсов, облегчающих зажигание сварочной дуги и ее поддержание в стабильном состоянии.
Как серийный, так и сделанный своими руками, такой аппарат может быть выполнен по двум основным схемам: непрерывного и импульсного действия. Осцилляторы, работающие по схеме непрерывного действия, считаются менее эффективными, в их конструкции необходимо использовать устройства, защищающие их от повышенного напряжения. Более эффективными являются импульсные осцилляторы, которые обеспечивают быстрое зажигание сварочной дуги и ее стабильное горение при работе на переменном токе.
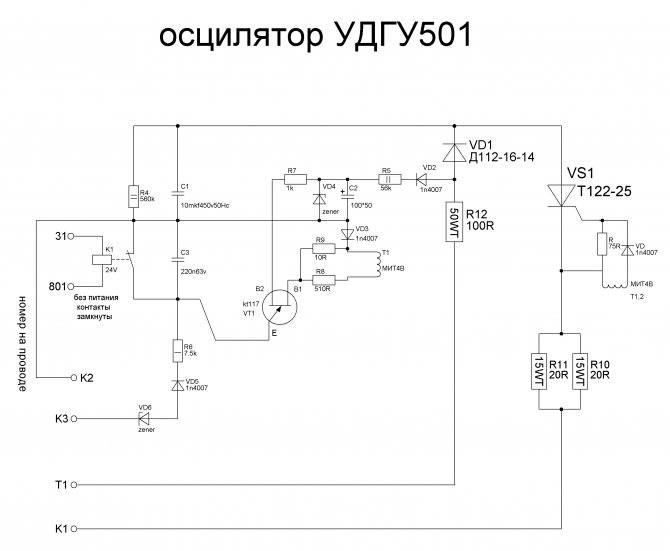
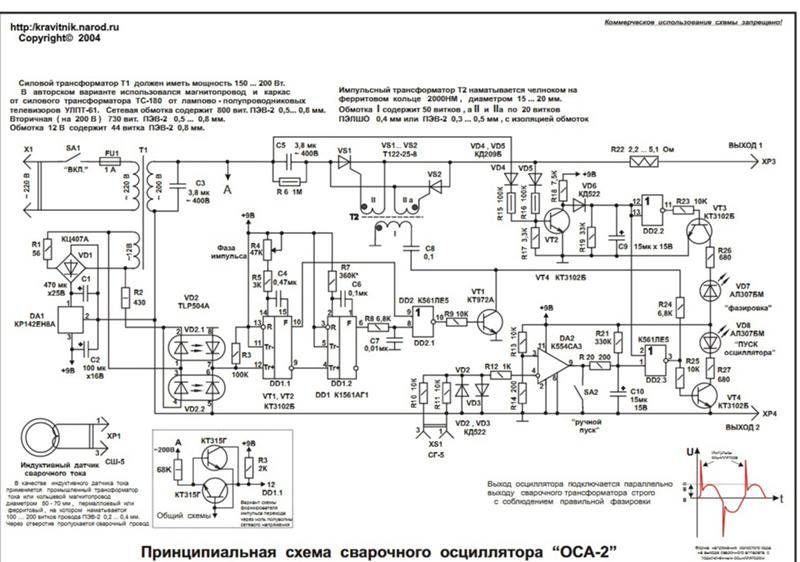
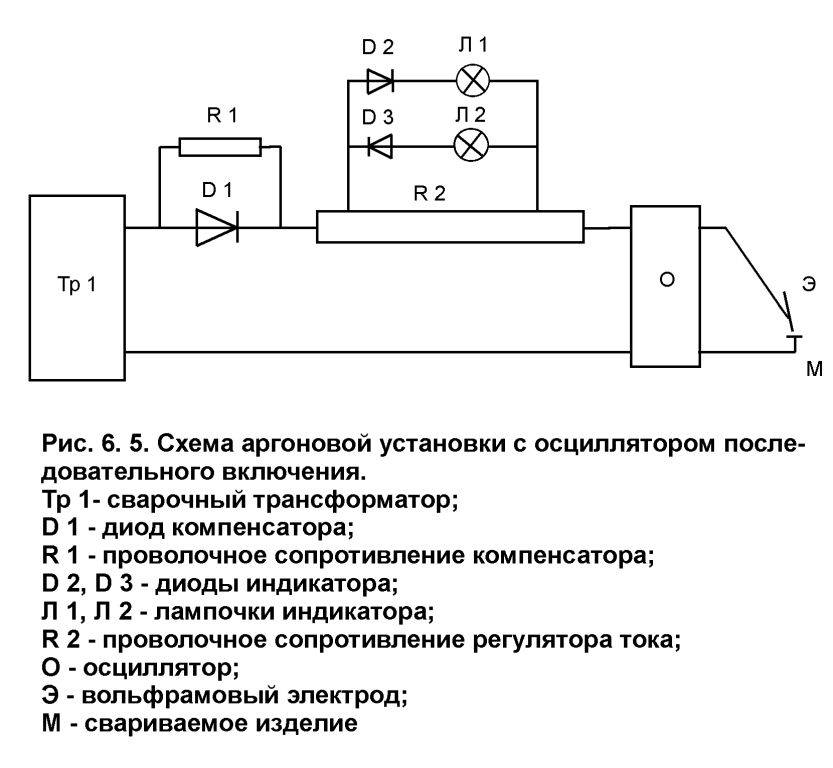
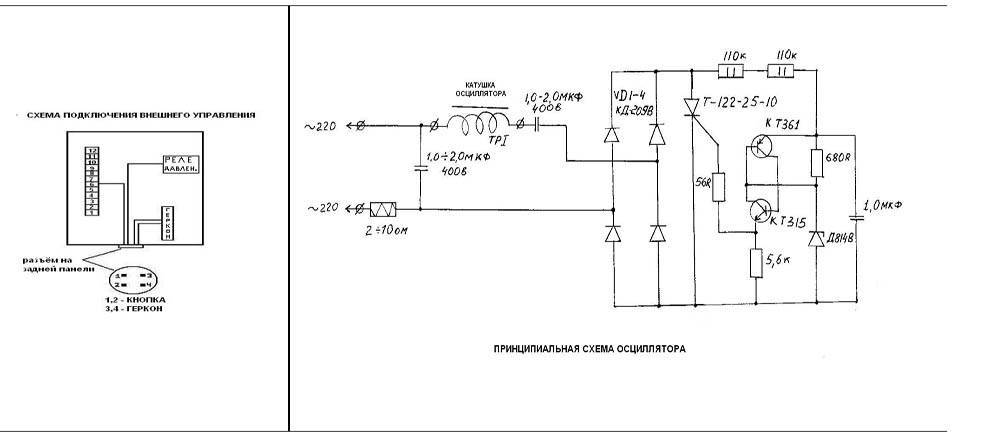
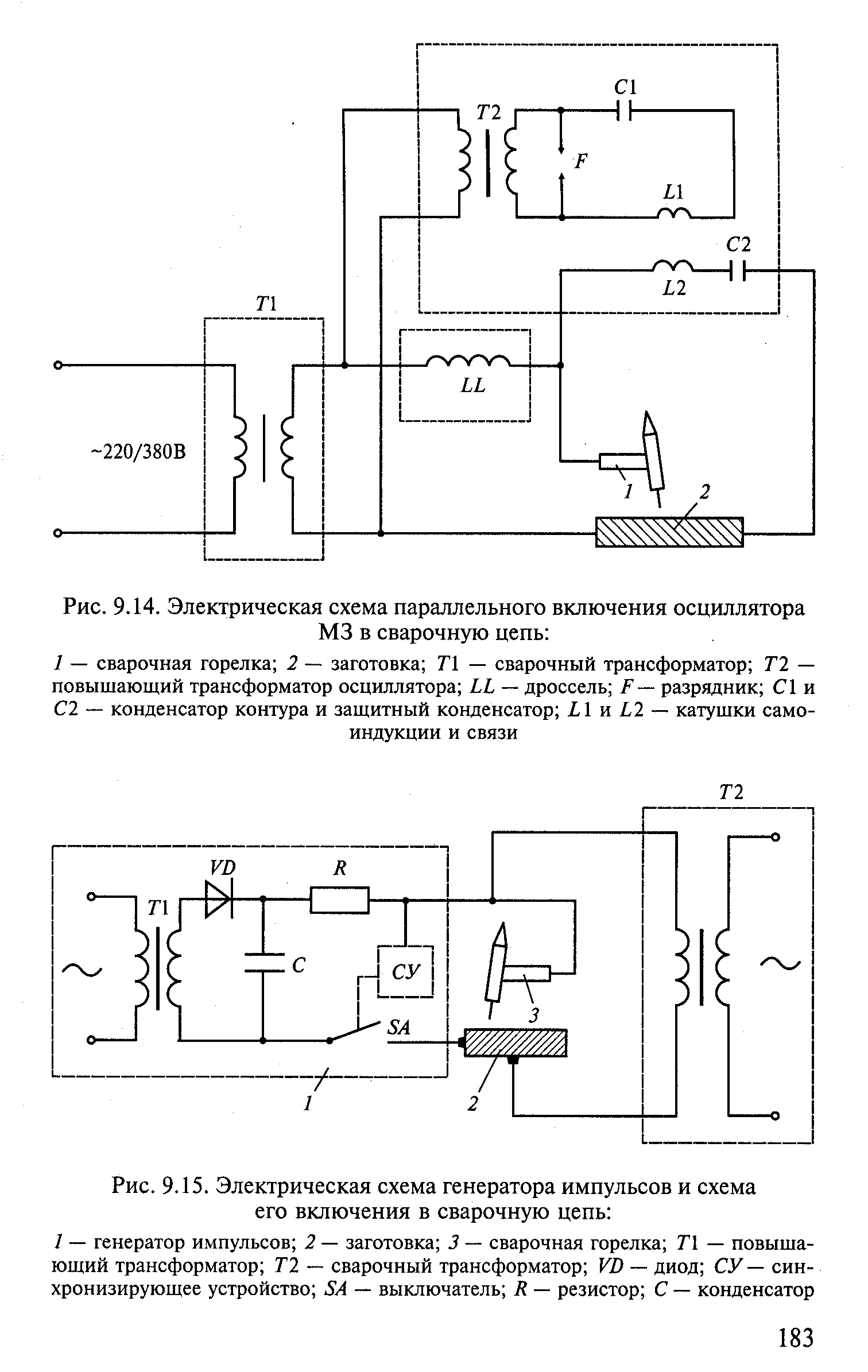
Принципиальная схема сварочного аппарата с осциллятором
Основным элементом управления осциллятором является кнопка, которая одновременно включает разрядник и отвечает за подачу защитного газа в область выполнения сварочных работ. Сами высокочастотные импульсы, обеспечивающие эффективное выполнение сварочных работ, вырабатывают разрядник и высоковольтный трансформатор. Выходными элементами такого устройства являются два контакта – плюсовой и минусовой. Первый, подающийся от высоковольтного трансформатора, подключается к горелке сварочного аппарата, второй – к свариваемым деталям.
Для того чтобы своими руками изготовить такое устройство, значительно упрощающее процесс сварки деталей из цветных металлов и нержавеющей стали, достаточно обладать элементарными знаниями электротехники и навыками сборки электрических устройств.
Конечно, можно приобрести такое устройство в магазине или на строительном рынке, но это обойдется вам недешево. Если использовать его вы собираетесь не постоянно, а время от времени, то есть смысл изготовить его своими руками.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.
Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
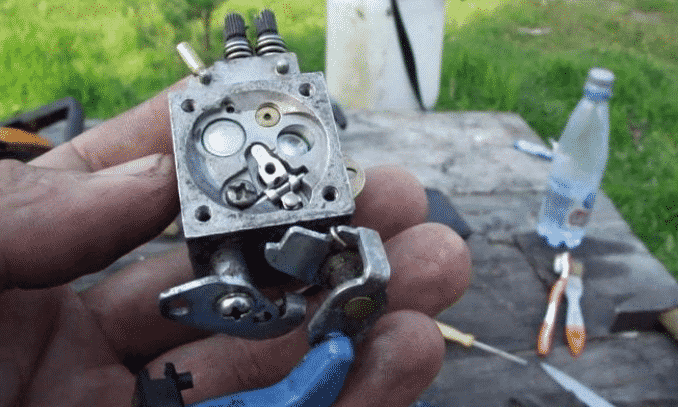
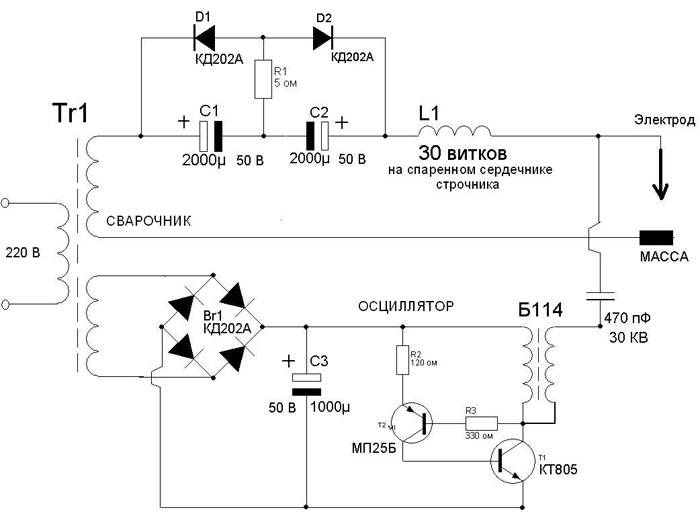
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.


Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Осциллятор для плазмореза делаем своими руками
Для розжига плазмы в резаке достаточно напряжения 20000 вольт постоянного тока. Поэтому подойдет искровой осциллятор. Чтобы не создавать сложный повышающий трансформатор, проще использовать банальный умножитель напряжения. Сила тока не имеет значения. Схема компактная, и выполняется буквально из бросовых деталей времен СССР.

Осциллятор для плазмореза — видео рекомендации.
Чтобы витки обмотки не вибрировали под нагрузкой, трансформатор пропитывается эпоксидной смолой.
Накопительный конденсатор – капризная часть схемы. После перебора нескольких вариантов, лучше всего показал себя «кондер» от стартера для люминесцентных ламп.
Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.
Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
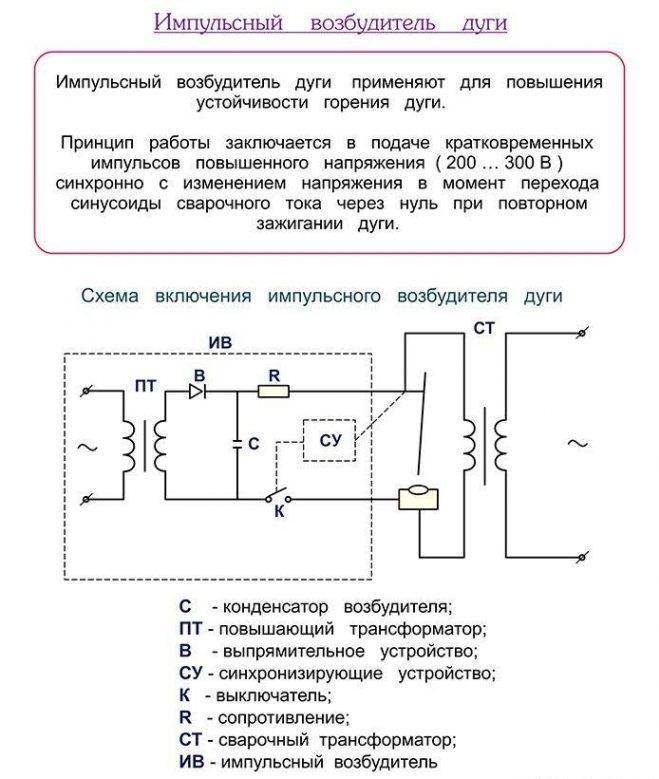
Принцип работы
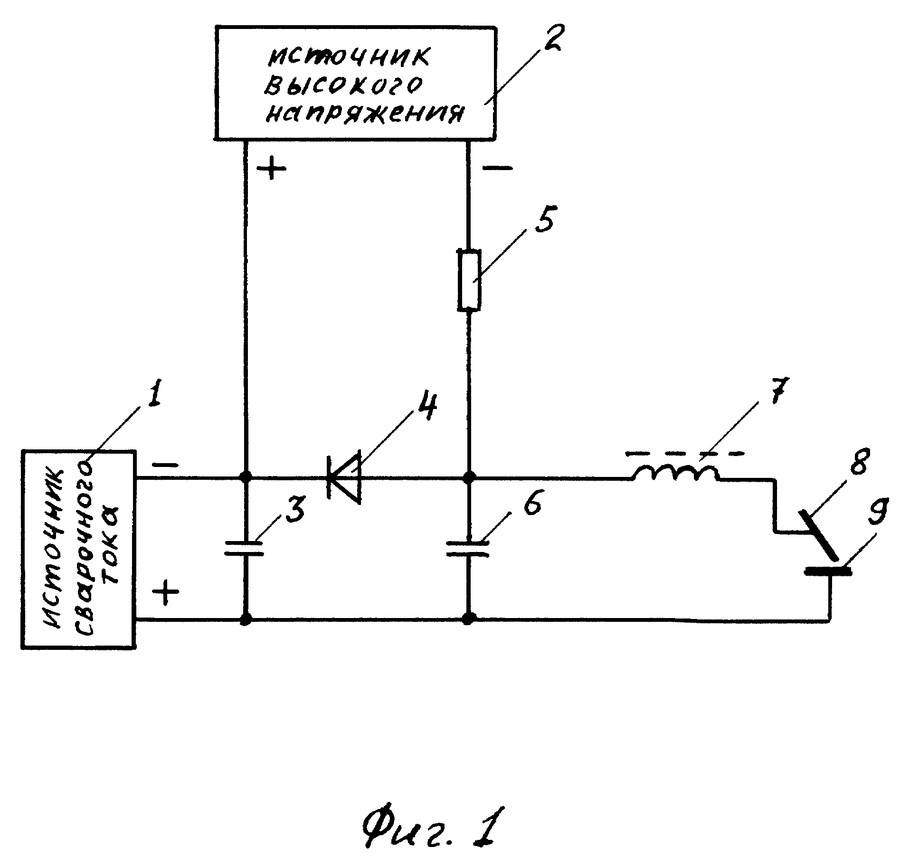
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
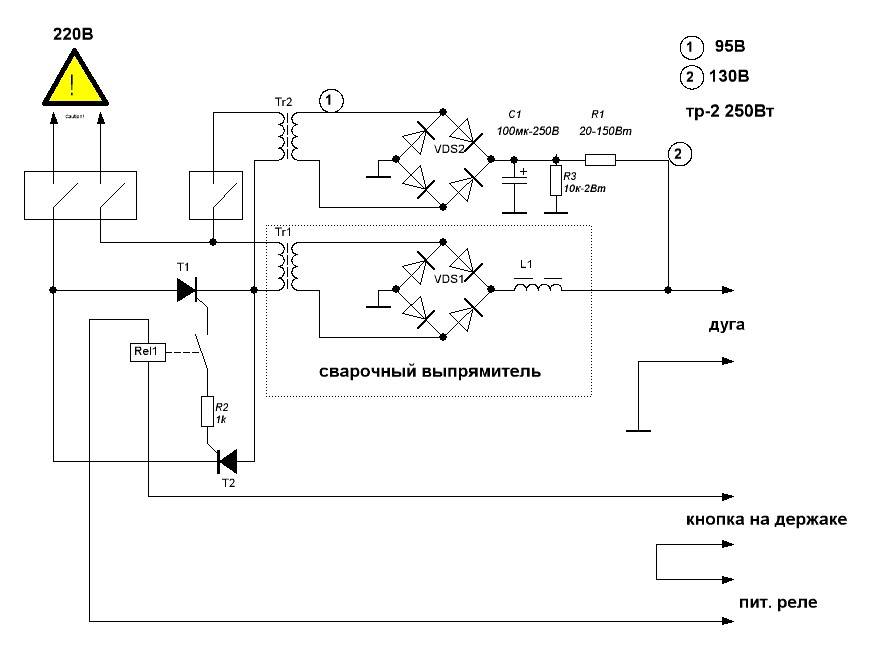
Сварочный осциллятор своими руками
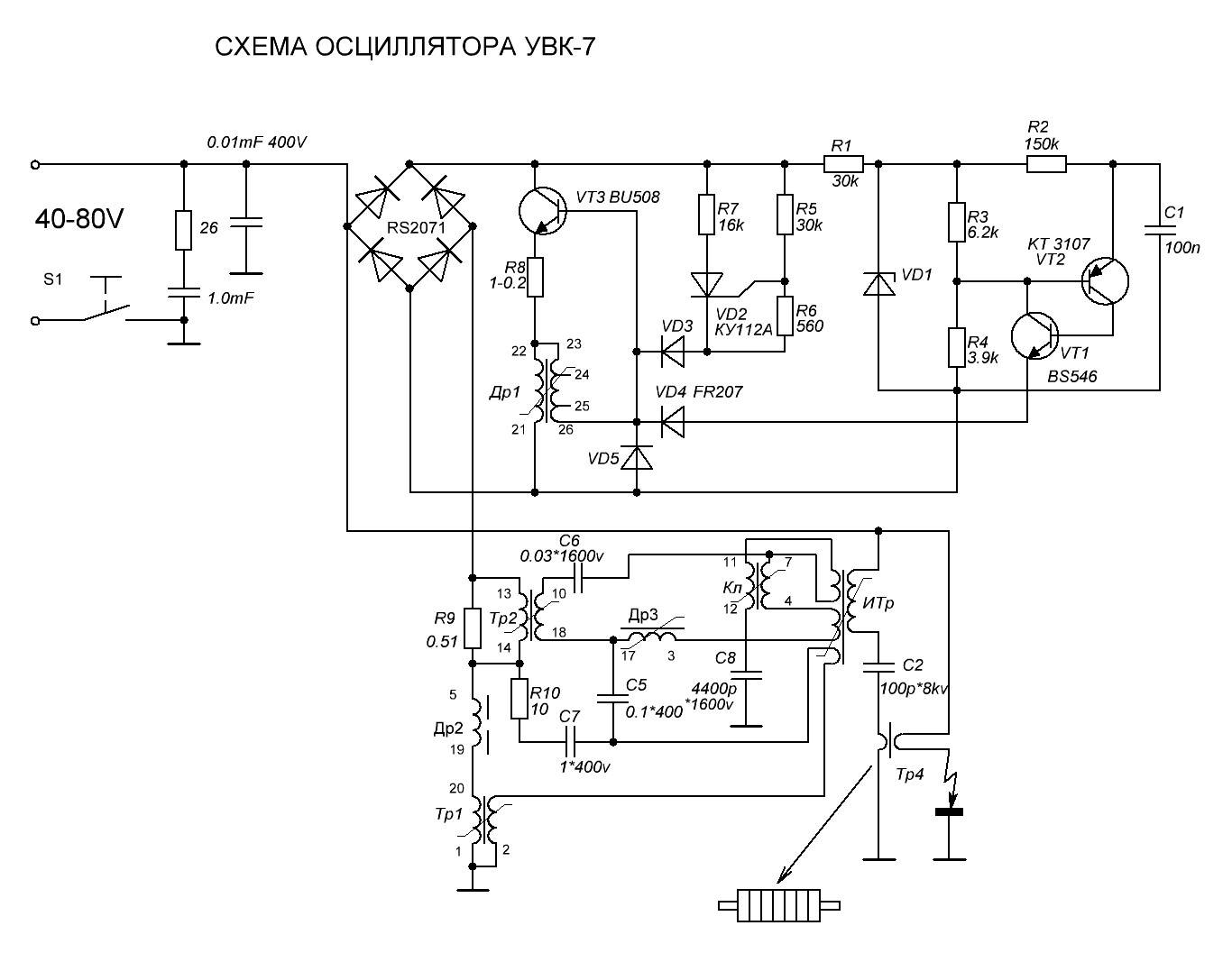
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
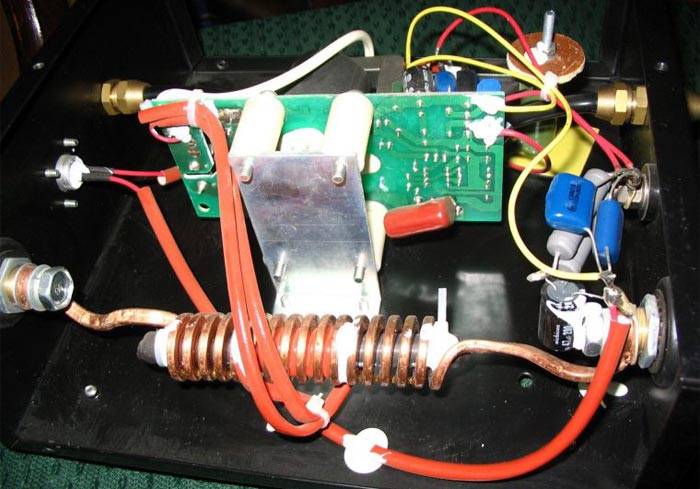
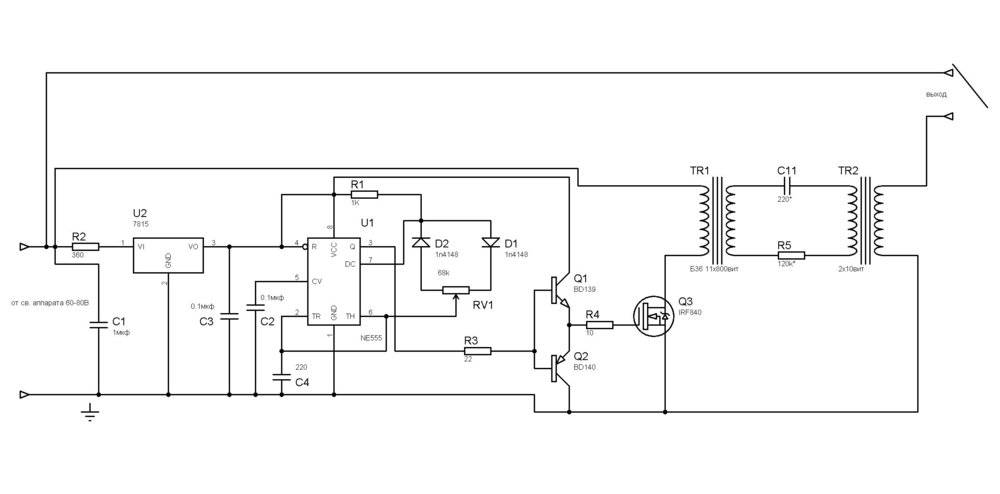
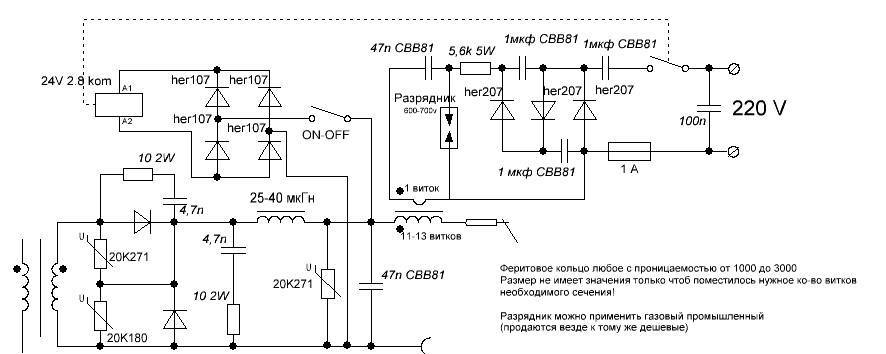
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
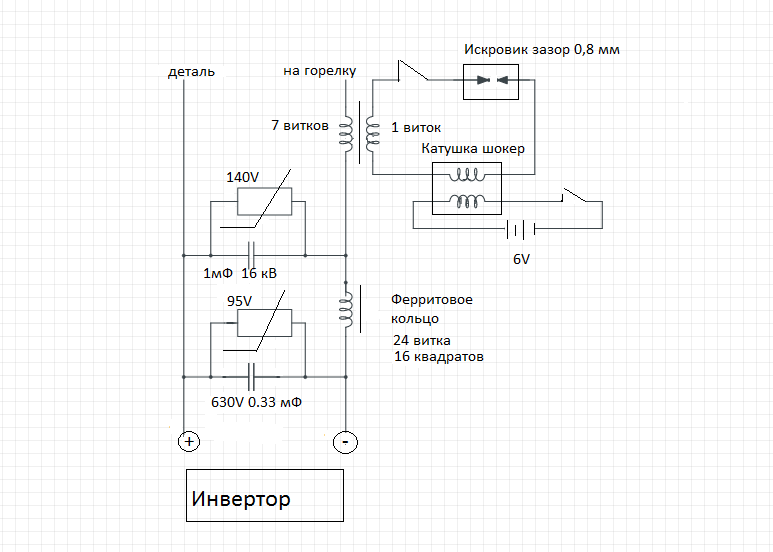
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;

Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
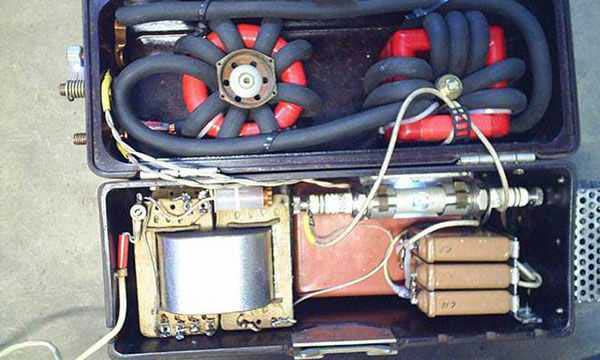
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.