Дефекты сварных швов
Причинами возникновения дефектов могут быть:
- Некачественный материал или неисправность применяемого оборудования.
- Ошибки при проведении производственного процесса, недостаточная квалификация сварщика.
- Нарушение технологического процесса. Выбор электродов неправильного размера, включение на оборудовании несоответствующего виду сварки режима, колебания напряжения в электросети, неподходящая скорость процесса.
- При проведении сварки на свежем воздухе могут неблагоприятно подействовать плохие погодные условия.
Виды дефектов, в зависимости от места возникновения:
- Наружные дефекты хорошо видны при визуальном осмотре. К ним относятся наплывы, трещины, выпуклости и углубления, подрезы, свищи. Сюда же и относится наличие в сварном шве участков, различающихся по ширине, а при угловых соединениях — разная величина катетов.
- Внутренние (непровар, поры, трещины). Причины возникновения — недостаточно качественный основной материал, нарушение технологии сварки.
- Сквозные (поры, проходящие всю толщину шва) также можно обнаружить при визуальном осмотре.
Виды дефектов сварного шва и причины образования:
| Причина дефекта | Схема |
| Кратеры в сварочном шве могут образоваться по причине обрыва дуги или неправильного выполнения конечного участка шва. | |
| Поры могут возникнуть из-за: быстрого охлаждения шва; загрязнения кромок маслом (ржавчиной); непросушенных электродов; высокой скорости сварки. | |
| Включения шлака в шве — это следствие: грязи на кромках; малого сварочного тока; большой скорости сварки. | |
| Несплавления могут возникнуть из-за: плохой зачистки кромок; большой длины дуги; недостаточного сварочного тока; большой скорости сварки. | |
| Причинами наплыва являются: большой сварочный ток; неправильный наклон электрода; излишне длинная дуга. | |
| Свищи в сварочном шве возникают из-за: низкой пластичности металла шва; образования закалочных структур; напряжения от неравномерного нагрева. | |
| Причинами образования подрезов являются: большой сварочный ток; длинная дуга; смещение электрода в сторону вертикальной стенки (при сварке угловых швов). | |
| Непровар образуется из-за: малого угла скоса вертикальных кромок; малого зазора между кромками; загрязнения кромок; недостаточного сварочного тока; высокой скорости сварки. | |
| Прожог сварочного шва — это следствие: большого тока при малой скорости сварки; большого зазора между кромками; плохого поджатия флюсовой подушки или медной подкладки под свариваемый шов. | |
| Неравномерная форма шва образуется при: неустойчивом режиме сварки; неточном направлении электрода. | |
| Трещины в сварочном шве образуются из-за: резкого охлаждения; высокого напряжения (физическое воздействие) в жестко закрепленных конструкциях; повышенного содержания серы или фосфора. | |
| Перегрев (пережог) металла происходит по причине: чрезмерного нагрева околошовной зоны; неправильного выбранной тепловой мощности; завышенного значения мощности пламени или сварочного тока. |
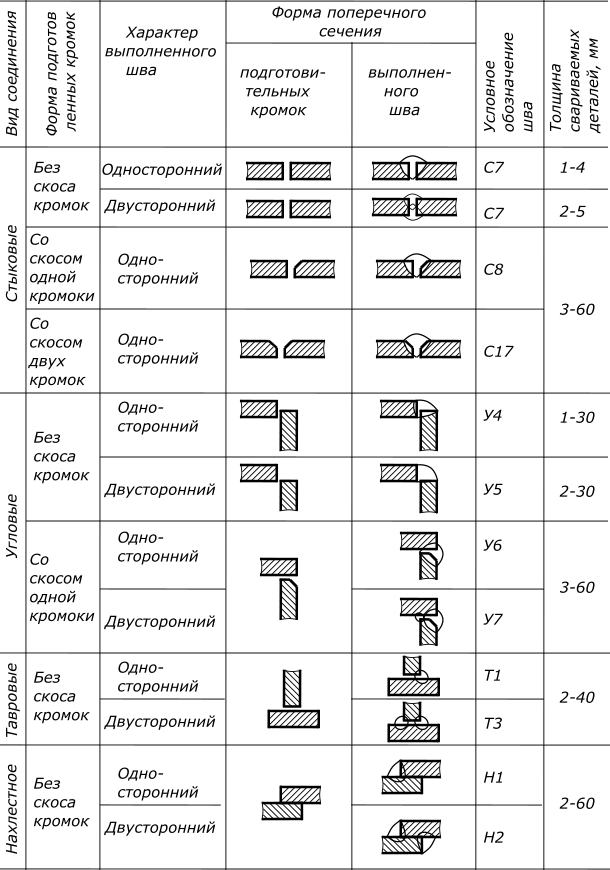
ГОСТ 5264-80 (Ручная дуговая сварка. Соединения сварные), ГОСТ 30242-97 (Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения) четко регламентируют требования к сварным швам, определяют, какие дефекты в каких швах допустимы.
Термическая обработка сварных соединений
Сварка подразумевает высокотемпературное воздействие на металл, которое ведет к нарушению его структуры, материал становится тоньше, поэтому после сварки требуется дополнительно укрепить его защитными средствами. В данном случае могут прибегать к термической обработке сварных соединений. Вариант схемы воздействия зависит от типа металла, и условий работы.

После сварки требуется дополнительно укрепить его защитными средствами.
Герметики для авто бывают разнообразные, это дает возможность подобрать себе удобный тип для использования. При выборе средства учитывают область нанесения и тип металлического основания.
Способы нанесения
К методам нанесения относятся:
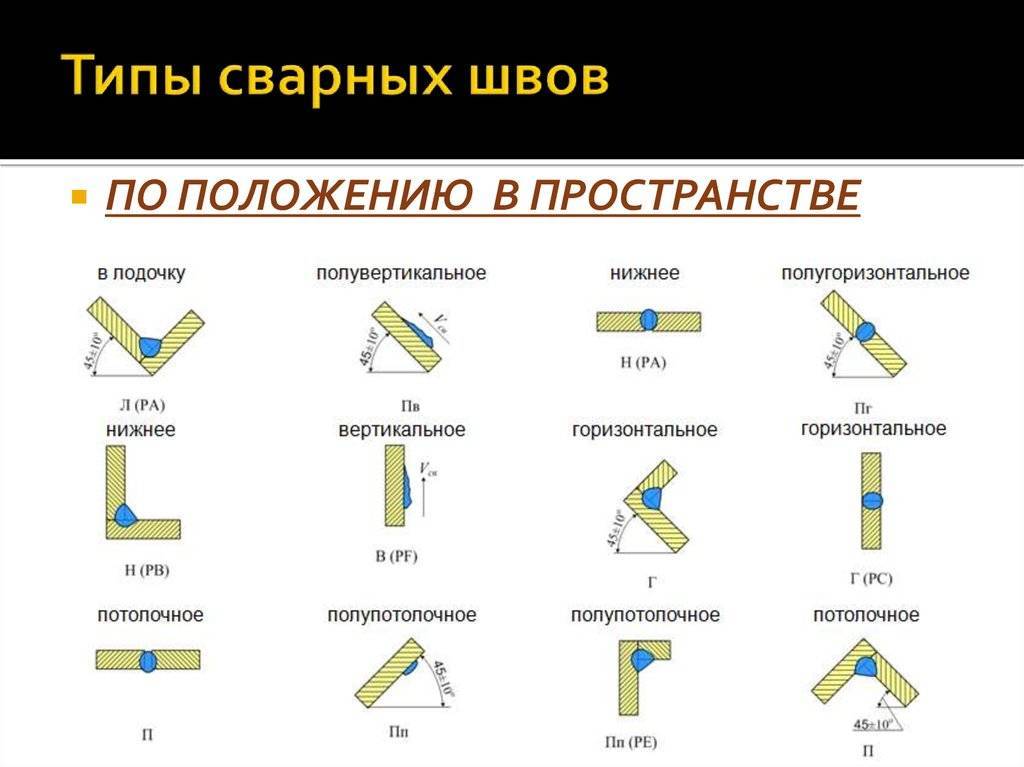
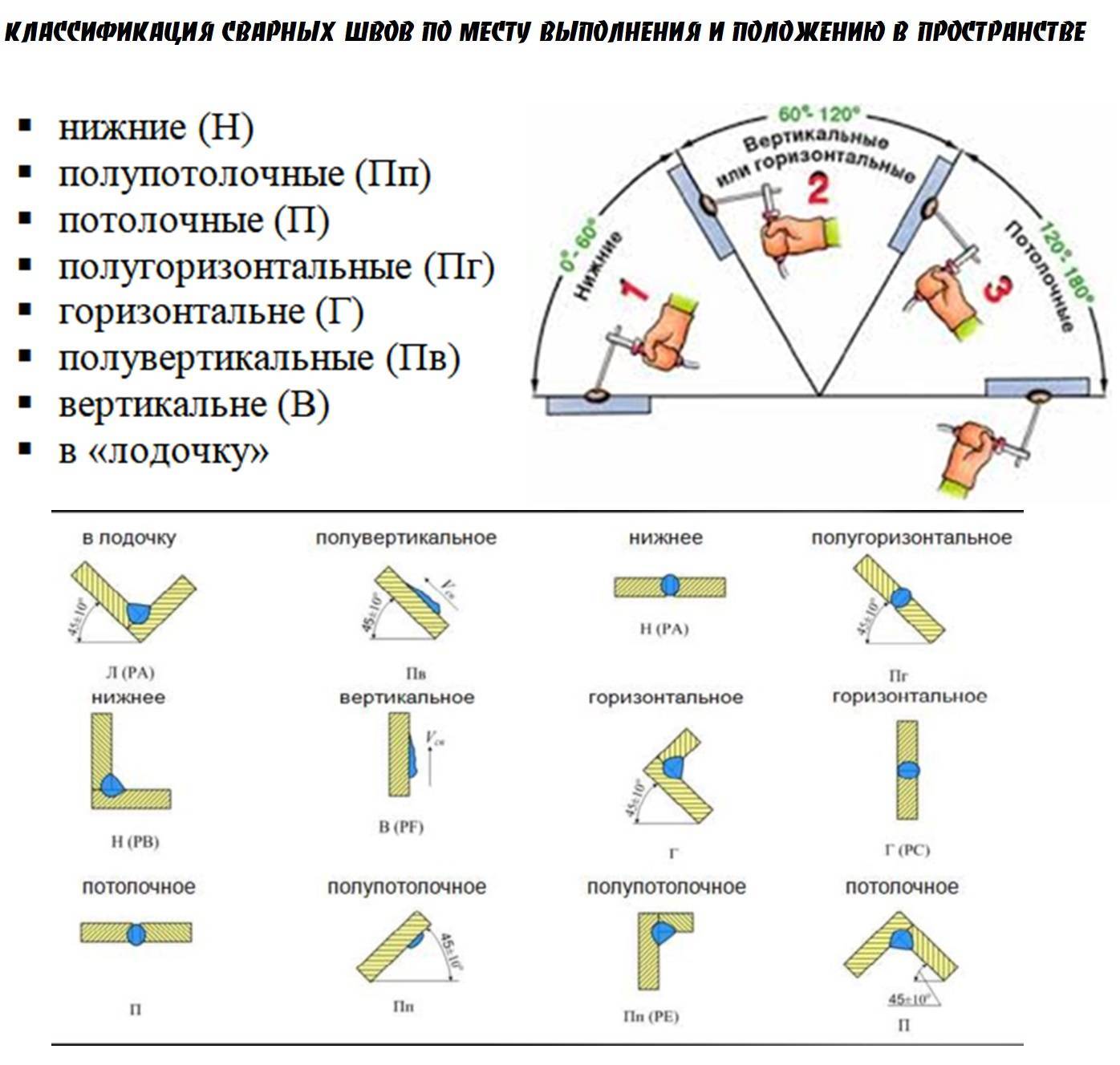
Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону
Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
Вертикальный тип
Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.
Типизация сварочных швов по способу нанесения
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Сварное соединение, форма шва и изображение на чертеже
Разобравшись с процессом ручной дуговой сварки, в процессе которого образуется шов, перейдем к рассмотрению основных зон сварного шва и его формам.
Сварное соединение включает четыре зоны металла:
| 1) Зона сварного шва — это сплав, образованный расплавленным основным и наплавленным металлами. | |
| 2) В зоне сплавления, где нагрев ниже температуры плавления, находятся частично оплавленные зерна металла на границе основного металла и металла шва. Зерна металла здесь разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны. | |
| 3) Зона термического влияния — это участок основного металла, не подвергшийся расплавлению. Структура и свойства данной зоны меняются в результате нагрева при сварке. | |
| 4) Часть основного металла, прилегающая к зоне термического влияния. |
Различают лицевую и обратную стороны шва. За лицевую сторону в одностороннем шве принимается та, с которой производится сварка. В двухстороннем шве с несимметричным скосом — сторона, с которой производится сварка основного шва. В двухстороннем шве с симметричным скосом — любая сторона.
Стороны сварного шва
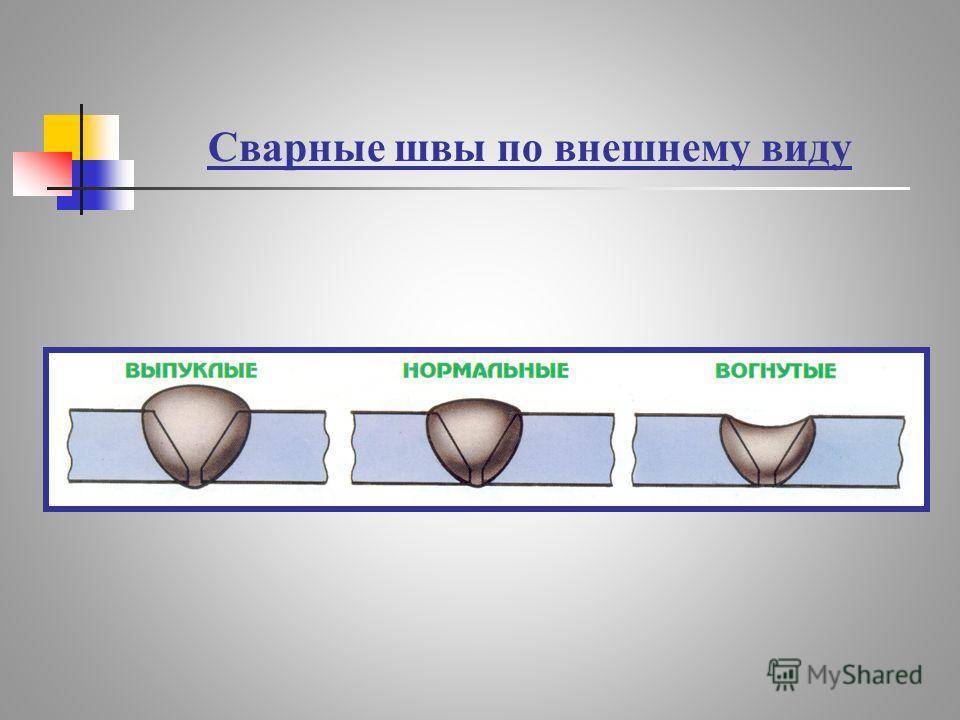
По форме наружной поверхности сварные швы бывают:
| 1 — 2 — 3 — выпуклый шов. При его остывании усадка (обозначено пунктиром) проходит спокойно. Пунктирная линия шва короче первоначальной, поэтому растягивающее напряжение в сварном шве не возникает. | |
| 1 — 4 — 3 — вогнутый шов. Усадка шва протекает с удлинением кривой контура, поэтому может возникнуть местный разрыв и трещина. |
Основные геометрические параметры стыкового шва по ГОСТ 2601 – 84:
| S — толщина свариваемого металла. | |
| e — ширина сварного шва. | |
| g — выпуклость стыкового шва — наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей. | |
| h — глубина провара (глубина проплавления) — наибольшая глубина расплавления основного металла. | |
| t — толщина шва (g + h). | |
| b — зазор. |
Основные геометрические параметры углового шва по ГОСТ 2601 – 84:
| K — катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали. | |
| g — выпуклость шва. | |
| Hp — расчетная высота углового шва — длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. | |
| a — толщина углового шва (g + p). |
Видимые сварные швы на чертеже изображаются основной линией, а невидимые — штриховой:
Обозначение шва на чертеже
Структура шва
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Некоторые советы по сварке различных соединений
Можно ли новичку самостоятельно научиться накладывать качественные швы? Да, без сомнений. В некоторых источниках присутствует слово «с легкостью». Легкости лучше не обещать, потому что сварка никогда не была легким и безопасным процессом. Но определить последовательные и выполнимые шаги вполне возможно самостоятельно. Принцип – от простого к сложному. Безусловно, все основные типы сварочных соединений имеют свои секреты и тонкости, которые нужно освоить.
Для дебютантов лучше всего подойдет электрическая дуговая сварка. Самый оптимальный вариант – начинать учиться под присмотром опытного наставника. Но если такой возможности нет, в сети огромное количество видеороликов с показом всех действий и подробнейшими разъяснениями к ним.


Однопроходные и многопроходные швы.
Главный начальный этап – это грамотная подготовка нужного оборудования.
Вот что нужно подготовить для электрической дуговой сварки:
Сварное оборудование (разные типы);
Электроды с правильно подобранным диаметром (чрезвычайно важно!)
Молоток для зачистки остывшего шва;
Металлическая щетка для той же зачистки сварного участка
Маска, специальный световой фильтр.
Требования к одежде простые: она должна быть плотной, с длинными рукавами и перчатками. Пригодятся выпрямитель с трансформатором (особенно если оборудование старое).
https://www.youtube.com/watch?v=AoRkP_DqEKs
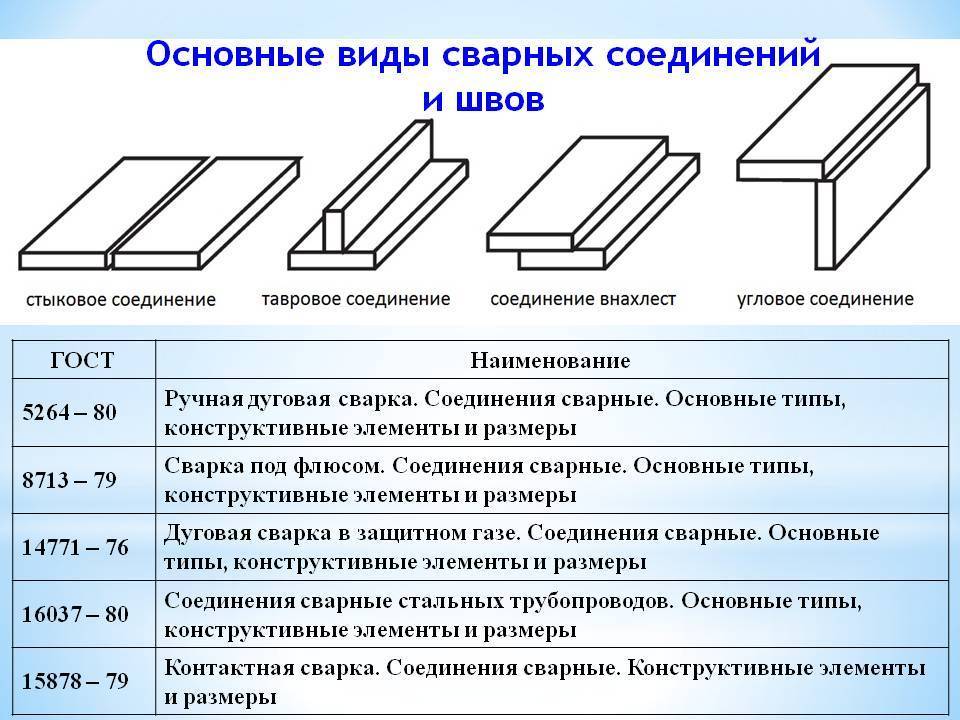
Общая информация
Прежде чем узнать, какие есть виды сварных соединений и швов, нужно определиться с понятием свойств сварного соединения. Свойства — это, по сути, характеристики шва, от которых зависит его качество. К свойствам относится прочность, вязкость, относительное удлинение и сужение. Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Так же важно знать, какую нагрузку выдерживает сварной шов. В интернете ходит много споров по этому поводу
Каждый мастер считает, что именно он знает, сколько выдерживает сварной шов. Мы скажем лишь одно: не существует единого ответа на этот вопрос. Для каждого типа металла это отдельное значение, поскольку разные виды швов имеют свой предел прочности.
Нормативная база
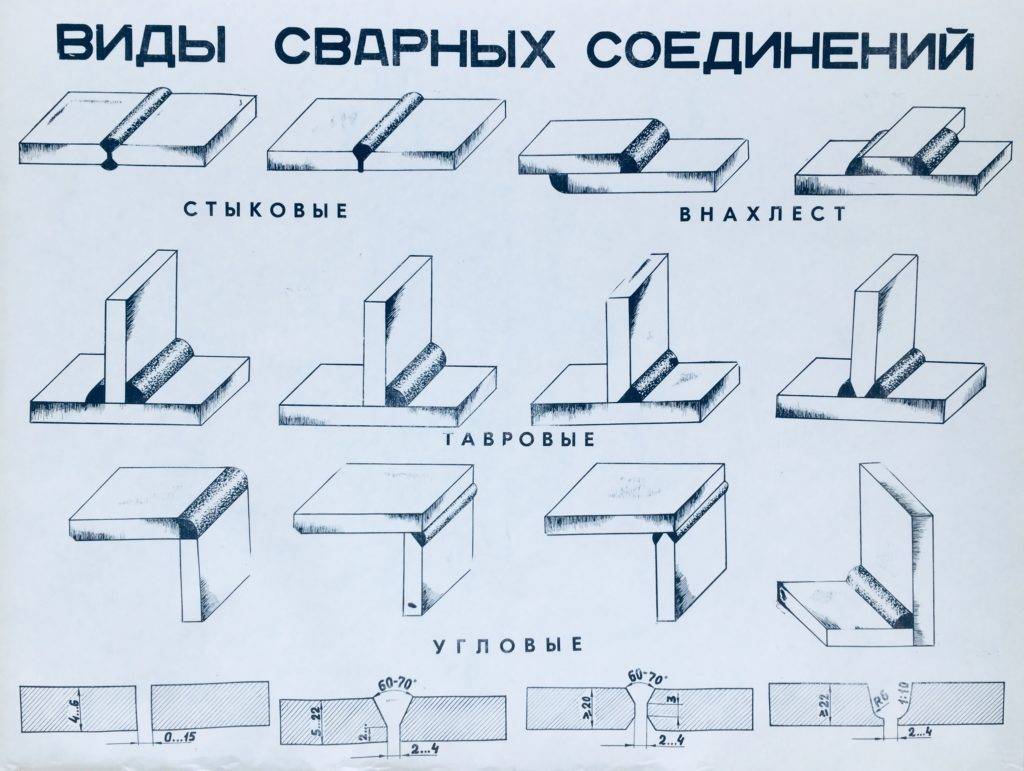
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
- ГОСТ 2601-84;
- ГОСТ5264;
- ГОСТ15878;
- ГОСТ15164.
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.
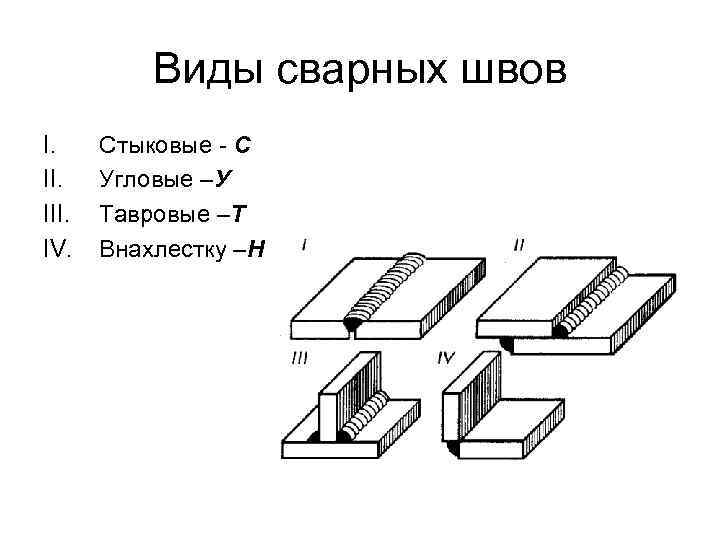
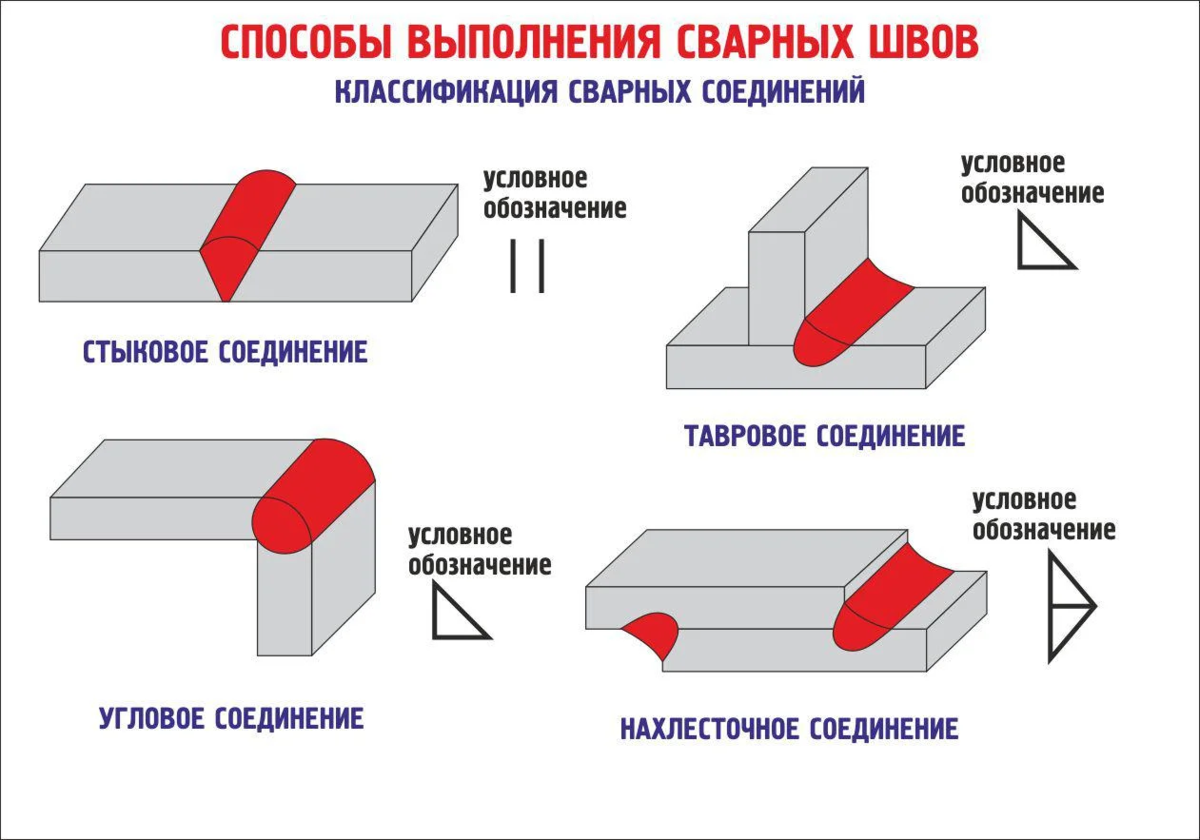
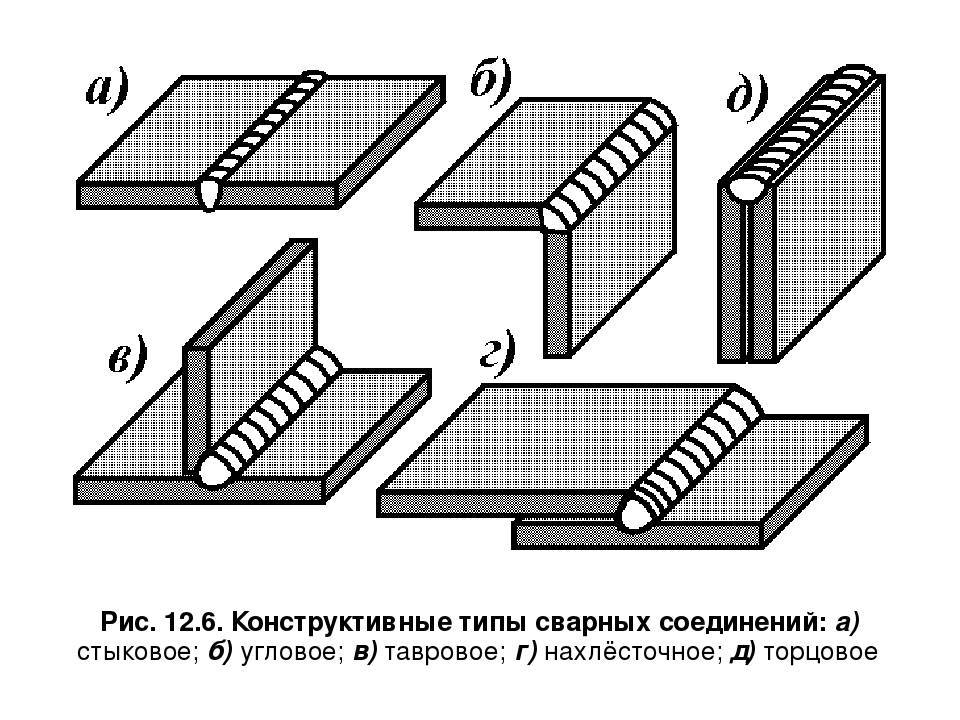
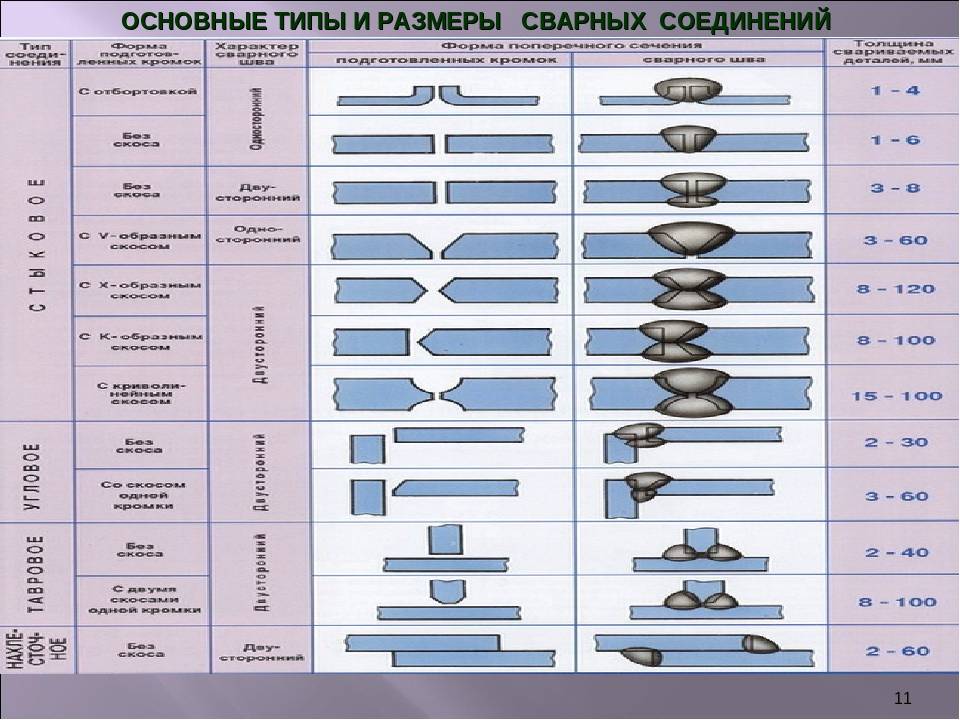
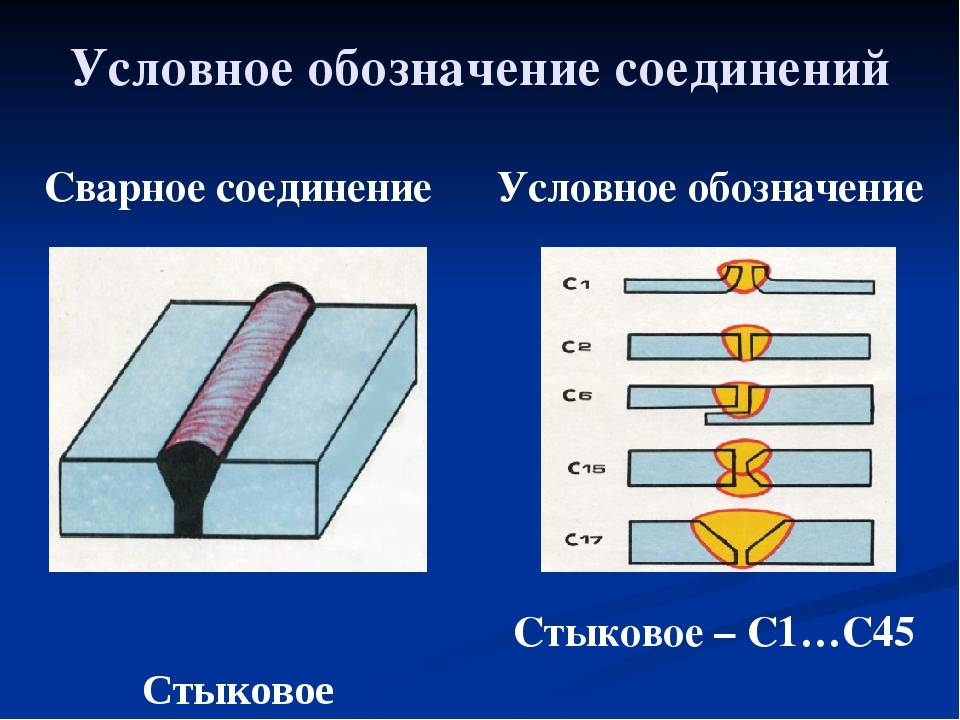
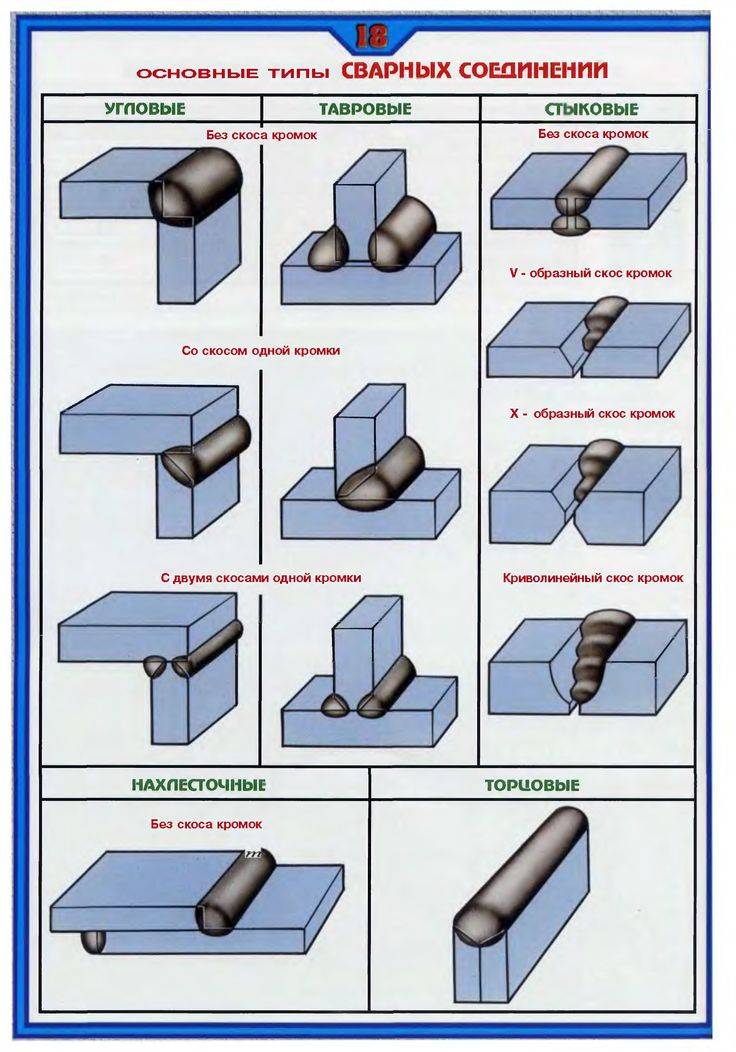
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
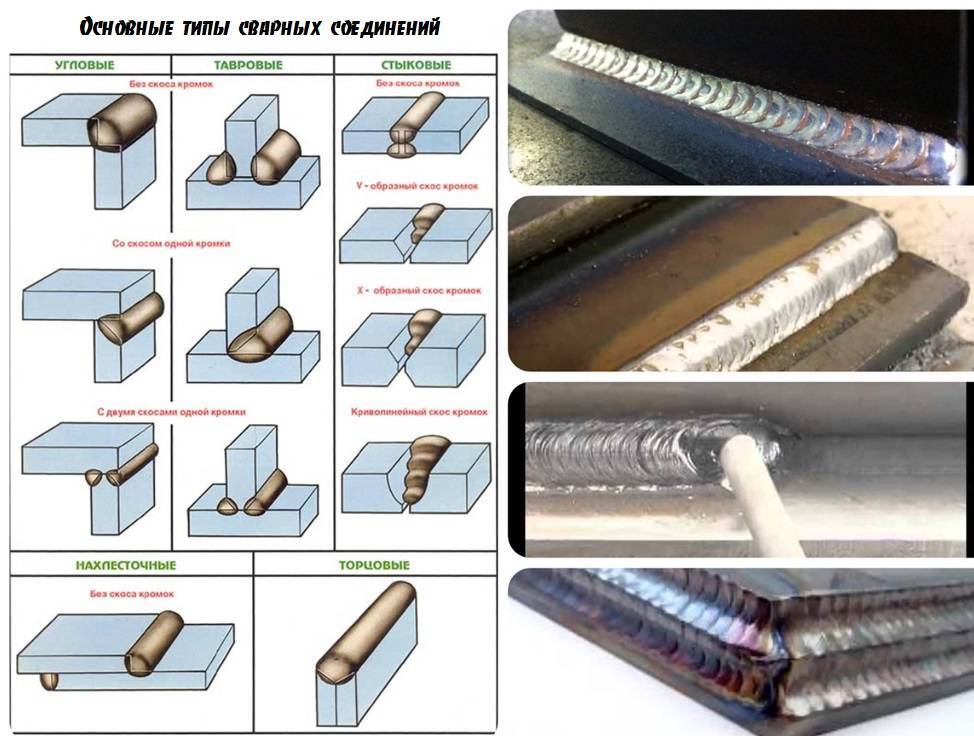
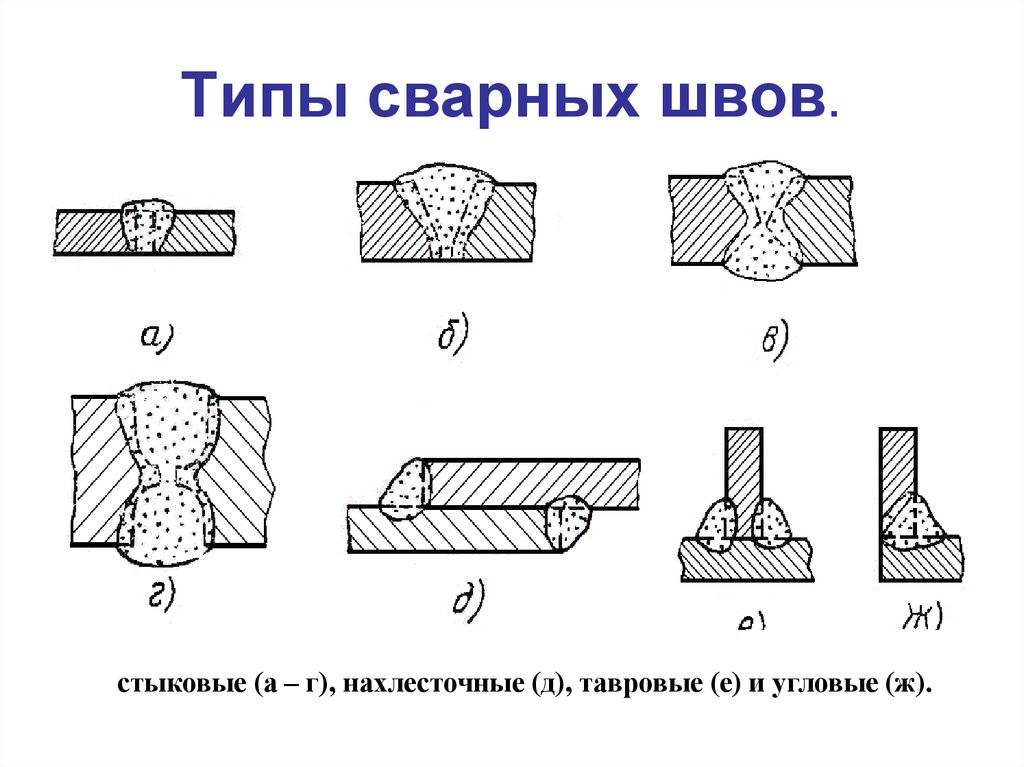
Среди стыковых швов можно различить разные виды:
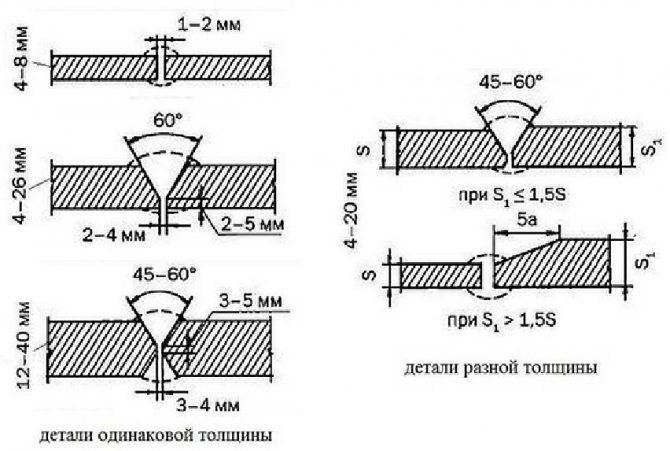
Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться “пробочными” или в случае дуговой сварки «электрозаклепкой».
Потолочный шов
Теперь можно разобраться с тем, как варить потолочный шов электросваркой. Его необходимо на маленьком расстоянии от поверхности с помощью тугоплавкого электрода. Из-за этого на торце возникает чехольчик, способный предотвратить растекание материала. По мере создания шва конец электрода равномерно удаляется, а потом приближается к дуге. Во время отдаления она гаснет, а металл затвердевает. Чтобы знать, как варить потолочный шов, следует ознакомиться с информацией о том, какие электроды для него используются. Несмотря на направление ведения шва, он должен быть маленького диаметра.
При работе с потолочной сваркой в корне шва всплывают пузыри газа. Из-за этого может получиться брак. Её рекомендуется использовать только при невозможном выполнении нижнего шва.
Потолочное соединение Источник i.ytimg.com
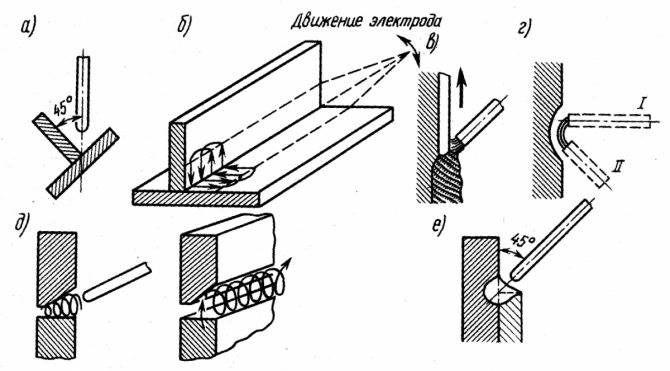
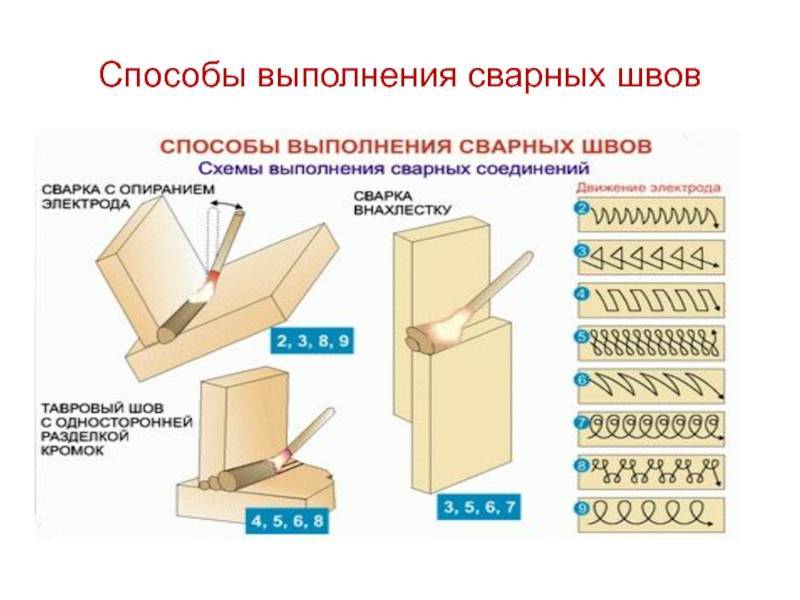
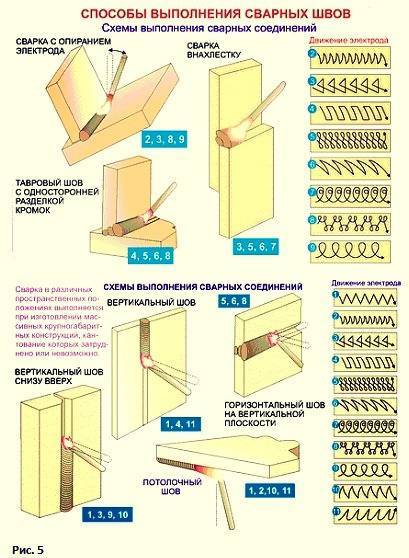
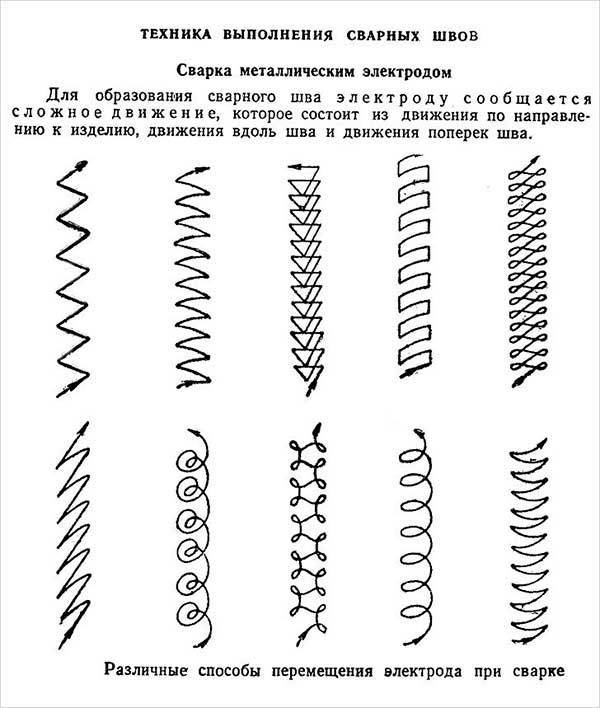
Как вести электрод в процессе сварки
(классическое расположение и движение)
Прочертите воображаемую линию на плоскости, поместите электрод вертикально, но с небольшим наклоном к этой плоскости и ведите им слева-направо или справа-налево. Конечно, при сварке сложных конструкций положение электрода может очень сильно меняться, вы в этом сами убедитесь, если будете много сваривать. На картинке показаны варианты, как можно двигать электродом при сварке. Возьмите простое соединение, например, стыковое и попробуйте самое легкое движение, показанное в пункте а), затем можете отработать остальные.
Приучайте руку к движениям, которые надо выполнять электродом. Сложность будет заключаться в том, что электрод в это время плавится и руке нужно будет привыкнуть выполнять продольные плавные движения и одновременно поддерживать длину дуги. Если она будет очень большой, ухудшится защита расплавленной ванны и процесс может прекратиться.
К меню
Траектория движения
Казалось бы, не имеющий никакого значения параметр. Но нет, траектория перемещения электрода оказывает большое влияние на формирование сварочного шва. В любом случае она носит колебательный характер, поскольку иначе просто нет возможности «склеить» воедино две заготовки.
Колебания могут иметь различную конфигурацию: могут быть плавными или резкими с разными углами, похожими на восьмерки или любыми другими. Качественный шов имеет приятный внешний вид с ровными краями, одинаковой шириной и высотой наплава. Не должно быть дефектов в виде не проваренных зон, подрезов, кратеров и т.п.
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение
Тем не менее, важность из значения не становится меньше. Здесь выделяют:. Схема углового соединения
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.





Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
О специфике процесса в общем
Перед началом сварки нужно подготовить стыки. Они должны сформировать прямой угол. Одна деталь ставится горизонтально, другая – вертикально.




Рекомендуем к прочтению Сварка вертикальных и горизонтальных швов
Кромки тавровых конструкций требуют обязательной разделки. Однако этот этап пропускают при работе с нахлесточными швами. Соединение формируют в углах, образующихся при наложении металлических листов друг на друга.
Классический угловой шов представляет собой два элемента конструкции, соединенных между собой. В этом случае требуется срезание торца одного из них.
Разделка кромок при стыковом соединении.
Трудности проведения сварки угловых швов
Как и для любых сварочных мероприятий есть определённые трудности, которые выделяют сварку угловых швов в вертикальном положении по определенным критериям:
- Неравномерные режимы нанесения наплавляемого металла на фактические стороны расположения металла. Есть определенная характеристика металла под воздействием электродов, кромка железа во время сварки всегда будет тянуться вниз. Большая часть шовного соединения окажется внизу рабочей пластины. Верхняя кромка катета углового сварного шва всего лишь слегка оплавится, при определённой нагрузочной массе, такая кромка легко распадётся.
- Подрезы. Электрическая дуга имеет свойство выгрызать небольшие участки обрабатываемой поверхности изделия. Ультразвуковой контроль угловых сварных соединений в нижнем положении позволяет вести условный контроль процесса, возможно задержание электрода в данном положении во время проведения технологических операций. Электродом можно осуществлять дополнительную наплавку вспомогательного материала на повреждённый участок обрабатываемой поверхности. Но есть определенная сложность углового сварочного шва, загнать естественные капли раскалённого готового металла на боковую часть очень сложно. В данном случае обработка происходит при помощи выемки с одной стороны изделия.
- Непровар корневого участка. Чаще всего по неопытности, сварщики начинают концами электрода хаотично манипулировать по сторонам. Таким образом, пытаются заполнить зону стыка наплавленным металлом. Это приведёт лишь к тому, что сварка угловых швов в лодочку осуществиться или не полностью, или будут видны явные нарушения технологического процесса работы. Возможно появление дефекта непровара, а это в свою очередь снижает техническую сторону конструкции.
- Неправильное расположение катета. В данном случае, катет углового шва это участок, от которого зависит общий принцип стыкового соединения сваркой. Здесь вам потребуется опытным путём подбирать необходимую скорость перемещения электрода, а также адаптировать работу сварочного устройства, согласно общим принципам управления. Слабые показатели тока, приведут к выпуклости подгонки угловых стыков сварных соединений, что прямо указывает на плохую сторону проплавления основных составляющих металлического соединения. Сильные, чрезмерно высокие показатели силы тока, наоборот, приведут к вогнутости толщины угловых сварных швов, или появится отрицательный угол катета. С одной стороны, высокий ток создаёт полную схему сварки углового соединения, которое визуально кажется идеальным и качественным, но на самом деле высокие нагрузки приведут к разрушению стыка, а это в свою очередь чревато тяжёлыми последствиями.
- Неправильный параметр угла соединения. Сварочные конструкции редко имеют отклонения в одну или другую сторону. Чтобы минимизировать эти явления, сварка угловых швов полуавтоматом осуществляется исключительно по заданным чертежам, где не допускается каких-либо отклонений, если не предусмотрено произвольного угла конструкции соединения. Эта проблема чаще всего характерна для конструкций, где предусмотрены чёткие углы соединений под 90,45, 135 градусов.
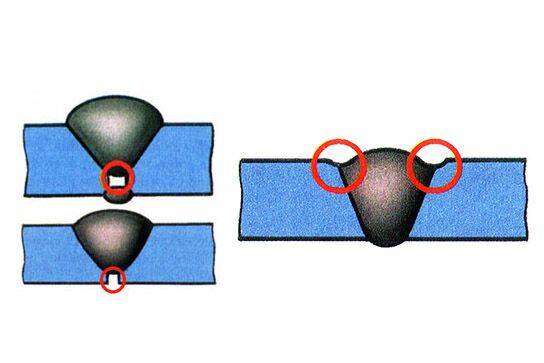
Подрез и непровар сварного шва
Вышеперечисленные дефекты являются самыми распространёнными для сварки под флюсом угловых швов. Встречаются также такие нехарактерные недостатки, как лунки и пустоты в металлоконструкции, наличие твёрдых включений, появление трещин на границе основного и посадочного материала, имеет место смешиваемых характеристик формового исполнения шва.
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Это интересно: Сварка нержавейки полуавтоматом в среде аргона и углекислым газом