Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой — надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
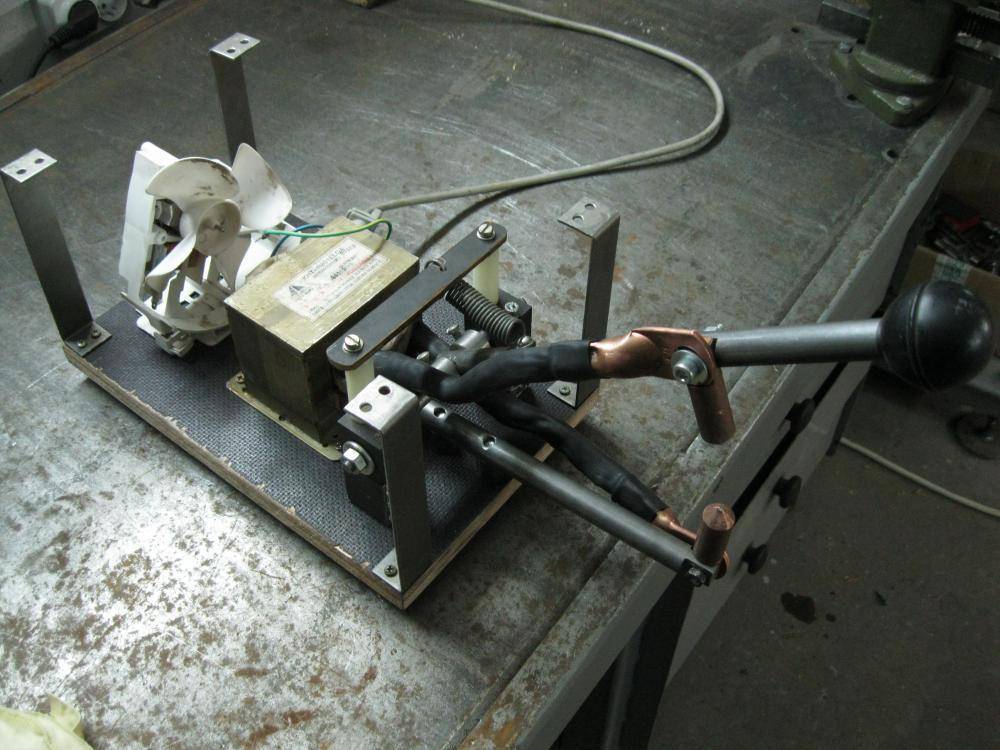
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Что такое точечная сварка
Современная точечная сварная технология предоставила возможность практически в полном объеме автоматизировать производственные процессы на предприятиях, соответственно запустить массовую сборку авиа-, ж/д и автотранспорта, различного технологического и бытового оборудования.

Точечный сварочник работает по простому принципу, что позволяет его использовать, как в заводских цехах, так и небольших гаражных автомастерских, в быту. При этом необязательно приобретать мощный дорогостоящий агрегат, сделать точечную сварку с минимальными финансовыми затратами можно даже на дому.
Принцип действия точечной контактной сварки
Рассматриваемая технология контактной сварки не представляет сложности использования ее мастерами-любителями в домашних условиях. Свариваемые детали плотно сжимают, затем подают на участок их соприкосновения с коротким шагом мощный импульс электротока.
Сжатые стальные поверхности нагревают электротоком. В точке сваривания формируется расплавленное ядро, осуществляется диффузия металлов. Когда подачу тока прекращают, шовное соединение остывает, происходит кристаллизация стали.
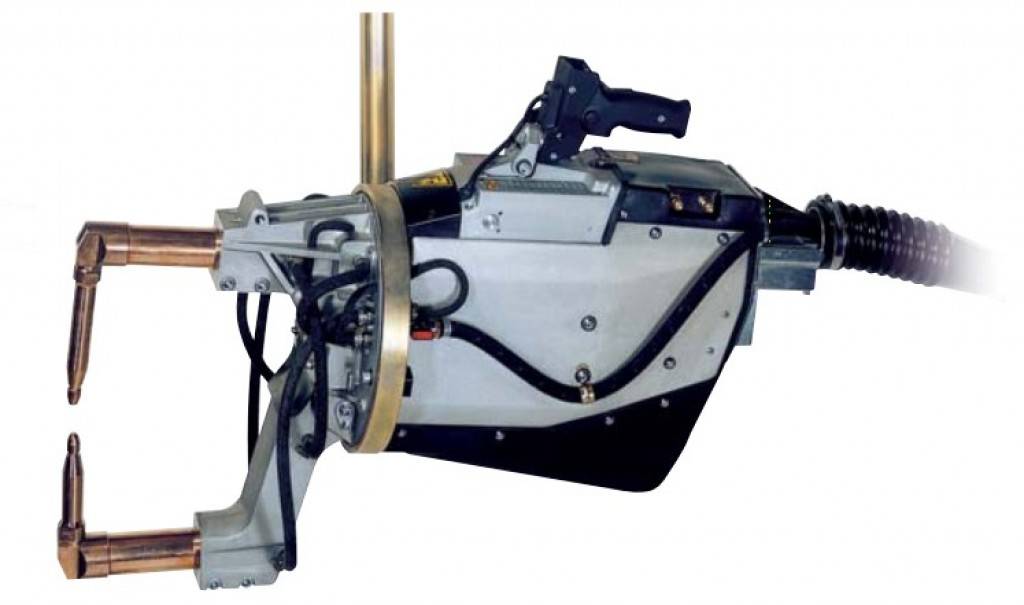
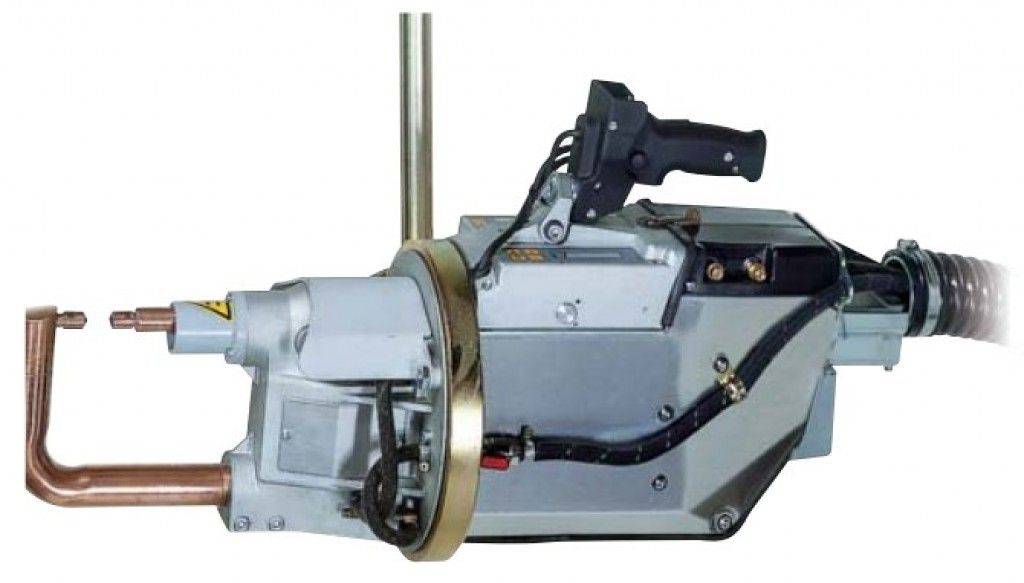
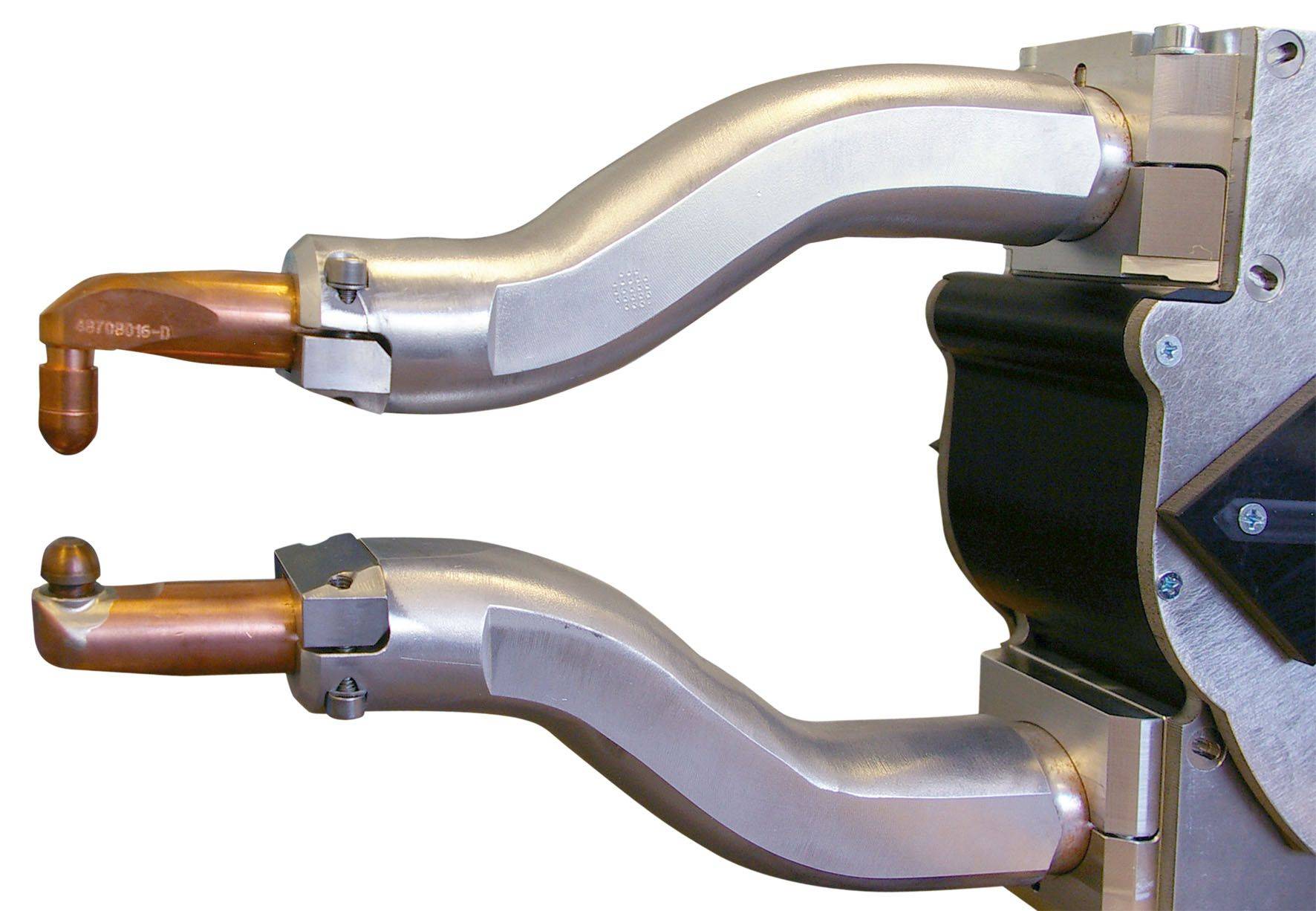
Устройство аппарата точечной сварки
Ключевыми элементами конструкции любого сварочного оборудования являются зажимные клещи, электродная проволока, источник электропитания.
Для получения мощного электрического разряда с небольшим напряжением используют индукционные трансформаторы для контактной сварки. Токовый импульс, требующийся для расплавления стальных сплавов, позволяет получать требуемое соотношение двух обмоток электропроводов (первичной, вторичной).
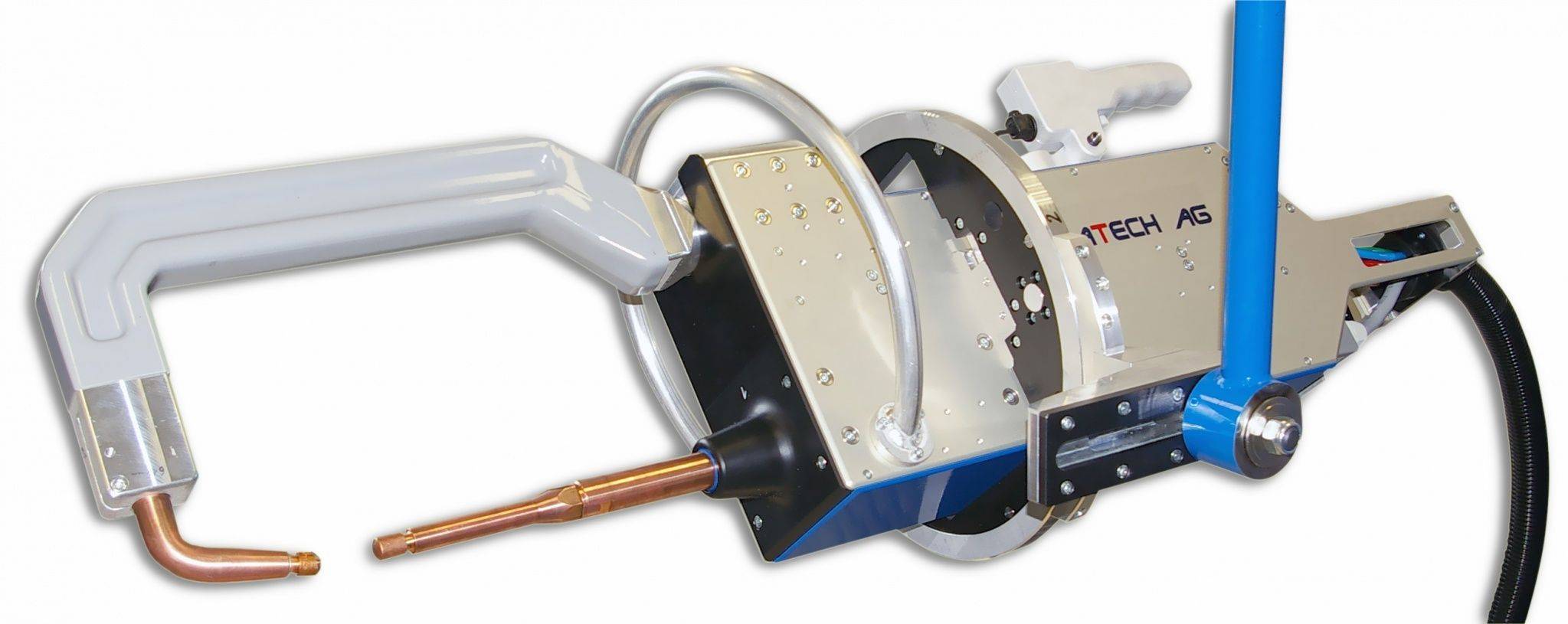
Конструкция клещей для точечной сварки своими руками включает прижимное устройство и 2 графитовых либо медных контакта, оборудованных на противоположных рычагах.
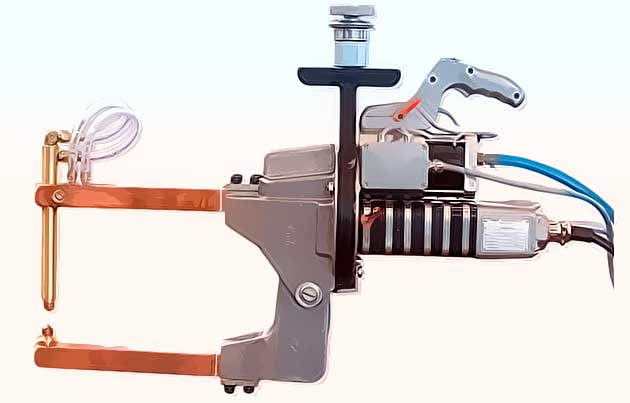
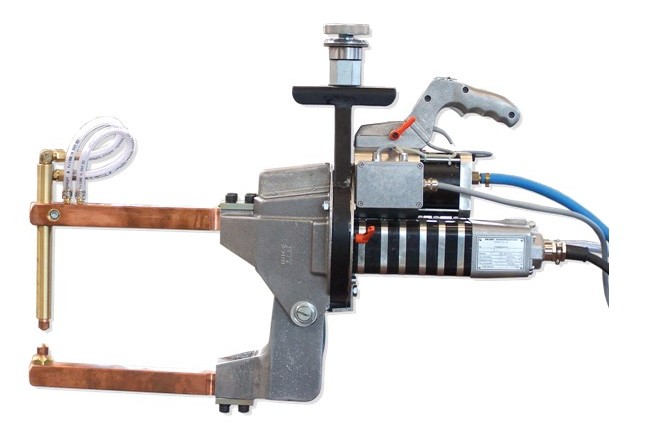
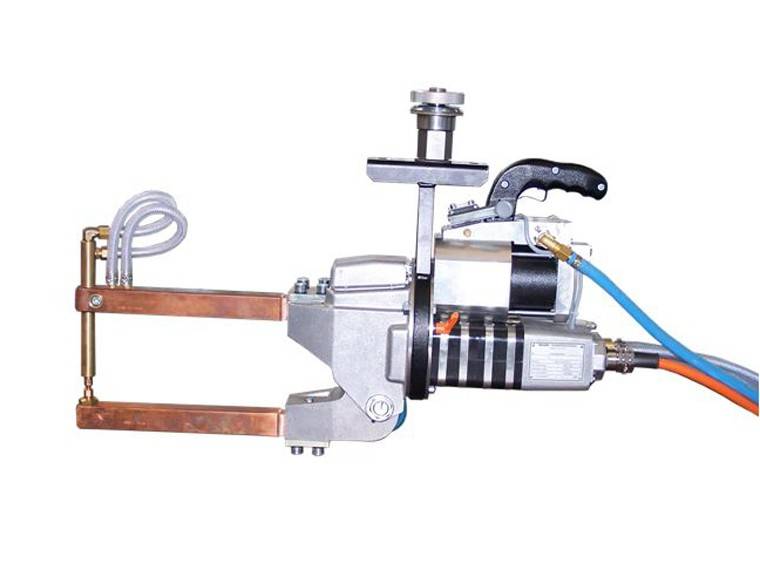
Варианты приводов прижимного механизма:
- Пневматический. Один из самых востребованных ручных переносных сварочных аппаратов, отличающийся простотой настройки и эксплуатации. Единственный недостаток – достаточно медленный в работе, не позволяет в процессе сварки менять давление.
- Механический. В конструкцию входит рычаг и мощная пружина, металлические детали сварщик сжимает собственным физическим усилием. Аппарат отличается незначительной производительностью, поэтому предназначен для периодического бытового применения.
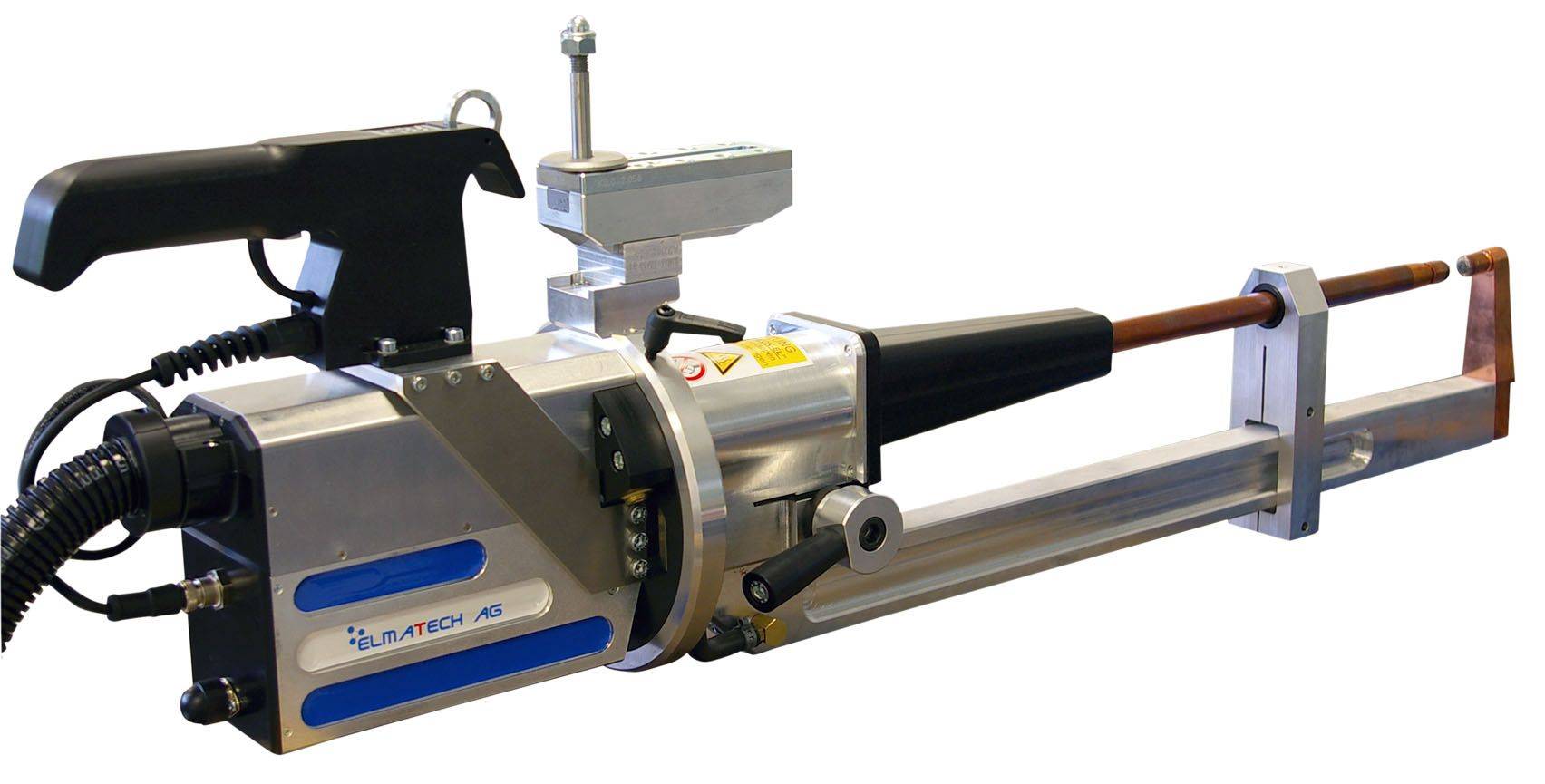
- Электромагнитный. Характеризуется повышенной производительностью, устанавливается на стационарные сварочные агрегаты и ручные сварочники. Позволяет регулировать сжатие свариваемых компонентов, предупреждает «выплеск» расплавленной стали.
- Гидравлический. Это достаточно медленный привод, не пользуется значительной популярностью. Но благодаря использованию регулируемых клапанов имеет множество различных настроек.
Самодельные сварочники можно дополнять разными механизмами управления прижимом и электротоком, контурами жидкого охлаждения, автоматизацией подачи электродов.
Где применяется
Сегодня Область применения точечной односторонней ТИГ сварки достаточно обширная. Технологию используют для сваривания конструкционных металлических сплавов в разных сферах производства:
- для сборки автомобильных кузовов;
- для соединения компонентов ювелирных изделий;
- для спаивания микросхем электронного оборудования;
- для сваривания армирующих каркасов железобетонных конструкций;
- при производстве металлической продукции народного потребления.
Сварочное оборудование точечного типа достаточно востребовано на производстве и пользуется популярностью у домашних мастеров.
Преимущества и недостатки
- простота эксплуатации сварочного оборудования;
- получение надежных сварных соединений;
- скорость производства;
- возможность автоматизации процедуры;
- абсолютная безопасность для экологии окружающей среды.
- соединяемые стальные поверхности требуют тщательной предварительной зачистки;
- сложность регулировки оборудования, проведения последующей диагностики сварного шва.
Несмотря на эти незначительные минусы, технология является наиболее востребованной в производственной сфере.
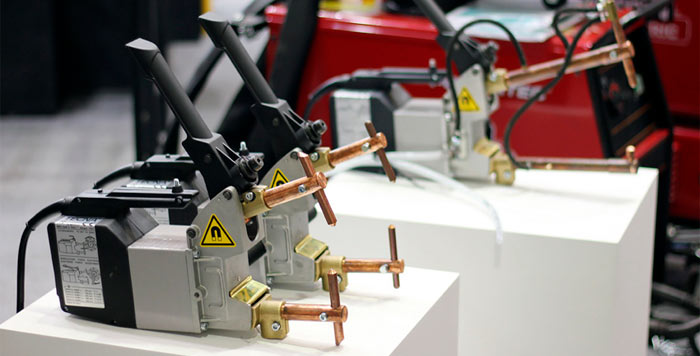
Клещи для контактной точечной сварки
Клещи сварочные для контактной сварки — самый востребованный инструмент при выполнении сварочных работ. Существует огромное количество разных соединительных приспособлений, но вариант сварочные клещи предпочитают большинство сварщиков, так как они имеют множество достоинств. Например:
- отсутствует необходимость приобретения профессионального сварочного оборудования, дополнительных специфических приспособлений;
- простота выполнения сварочных работ — от сварщика требуется всего лишь выполнить нагревание электротоком металла;
прочность фиксации свариваемых изделий позволяет выполнять высококачественные соединения.
Принцип работы сварочных клещей
Трансформатор, который обладает значительной массой, в процессе выполнения сварочных работ стоит на одном месте. Сварщик подсоединяет к нему небольшой переносной прибор, которым непосредственно и осуществляет необходимые работы. Для соединения отдельных частей сварочного оборудования используется гибкий многожильный кабель, который вставляется в резиновый шланг с водой для охлаждения.
Особенности сварных работ с использованием клещей
- Металлические образцы сжимаются клещами, благодаря вмонтированным в них электродам происходит их соединение.
- Применяются электроды из сплавов меди с добавлением прочих металлов. Они отличаются повышенной теплопроводностью, жаропрочностью, низким электрическим сопротивлением, сохраняют первоначальную твердость даже после их разогрева, контакта с металлической поверхностью соединяемых образцов.
- Электроды контактной сварки «Краб» могут закрепляться на инструменте несколькими способами — резьбовыми соединениями, вставляться в специализированные пазы или припаиваться.
Требования, которые необходимо соблюдать при использовании сварочных клещей
- Предварительная подготовка изделий.
- Расчет силы электротока, достаточной для выполнения сварочных работ.
- Учет времени, на протяжении которого производится воздействие на нужную площадь детали с целью ее мгновенного соединения с прочим элементом основной конструкции.
- Расчет усилия, которое нужно прилагать для качественного сцепления соединяемых образцов.
Сварочные клещи считаются прекрасным вариантом для сварки контактного типа, они отвечают всем выше перечисленным условиям.

Инструмент своими руками
Чтобы сделать самодельные клещи для контактной сварки, необходимо иметь терпение, проявить немного старания. В качестве материала для изготовления такого инструмента понадобится дротик диаметром 3 см, сделанный из меди, а его длина должна составлять не меньше 2 метров.


Пошаговая инструкция изготовления инструмента
- Медный дротик необходимо согнуть, чтобы он получился U-образной формы.
- На концах делаются одинаковые отверстия диаметром 1,8 см, затем их нужно развернуть и сделать пропил. В результате получится два зажима под электроды.
- Далее нужно параллельно соединить трансформаторы на 9 А — 2 шт., где соединение первичной, вторичной обмотки выполнено напрямую.
- Для регулировки подачи тока можно спаять коммутатор на симисторах, оборудованный стандартным ждущим мультивибратором, предназначенным для отработки выдержки.
- Для охлаждения самодельных клещей будет использоваться вода.
- Снятие электродов посредством ножной педали.
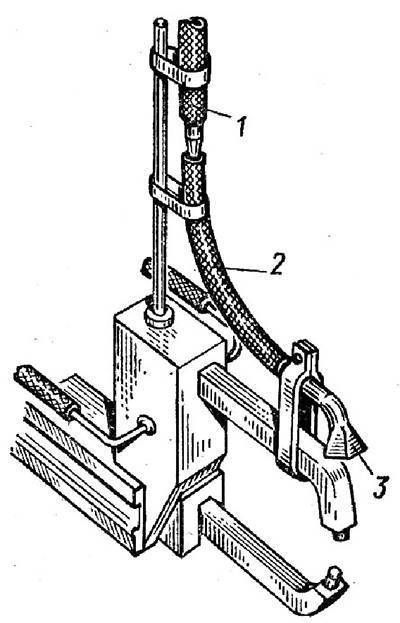
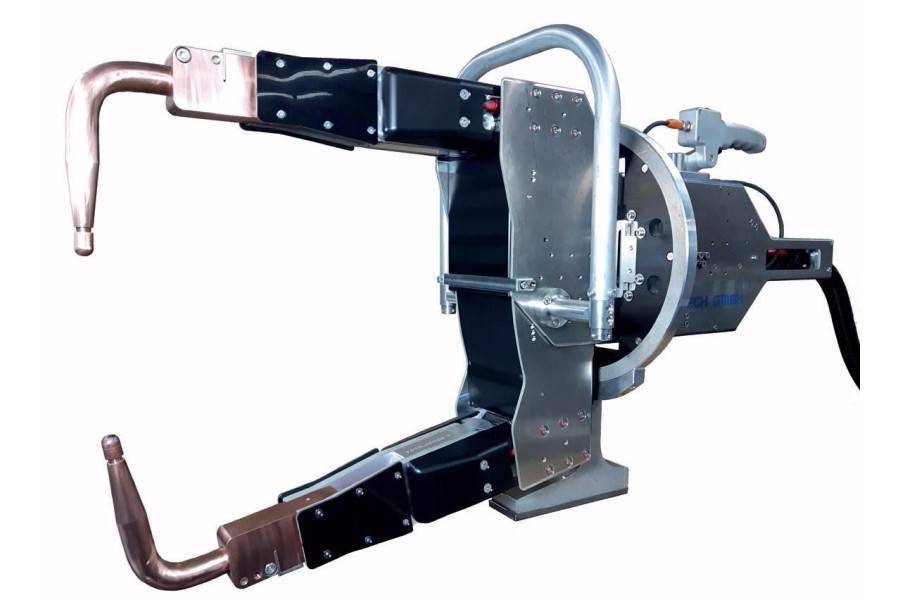
Основные элементы конструкции ручных клещей
- Трансформатор для сварки.
- Рычаг проворачивания электродов.
- Рукоятка, оборудованная толкателем.
- Шарниры, фиксирующие рычаг, рукоятку.
Некоторые конструкции клещей для контактной точечной сварки дополнительно имеют пружины между толкателями, но недостаточно удобны в процессе эксплуатации. Сжимать пружину после каждого последующего поворота сложнее.
Важно! При самостоятельной сборке такого изделия нужно понимать, что каждый отдельный элемент конструкции достаточно значим. При поломке любого из них перестанет работать вся система.
Рекомендации по подбору инструмента
При покупке инструмента необходимо обязательно проверить предельное значение тока. Чем оно выше, тем больше вероятность сцепления деталей больших размеров.
Также стоит обращать внимание на длину кронштейнов. От этого зависит, на какое расстояние будут вылетать электроды
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего
Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов
При этом не нужно использовать инертный газ или неплавящиеся стержни
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Общая информация
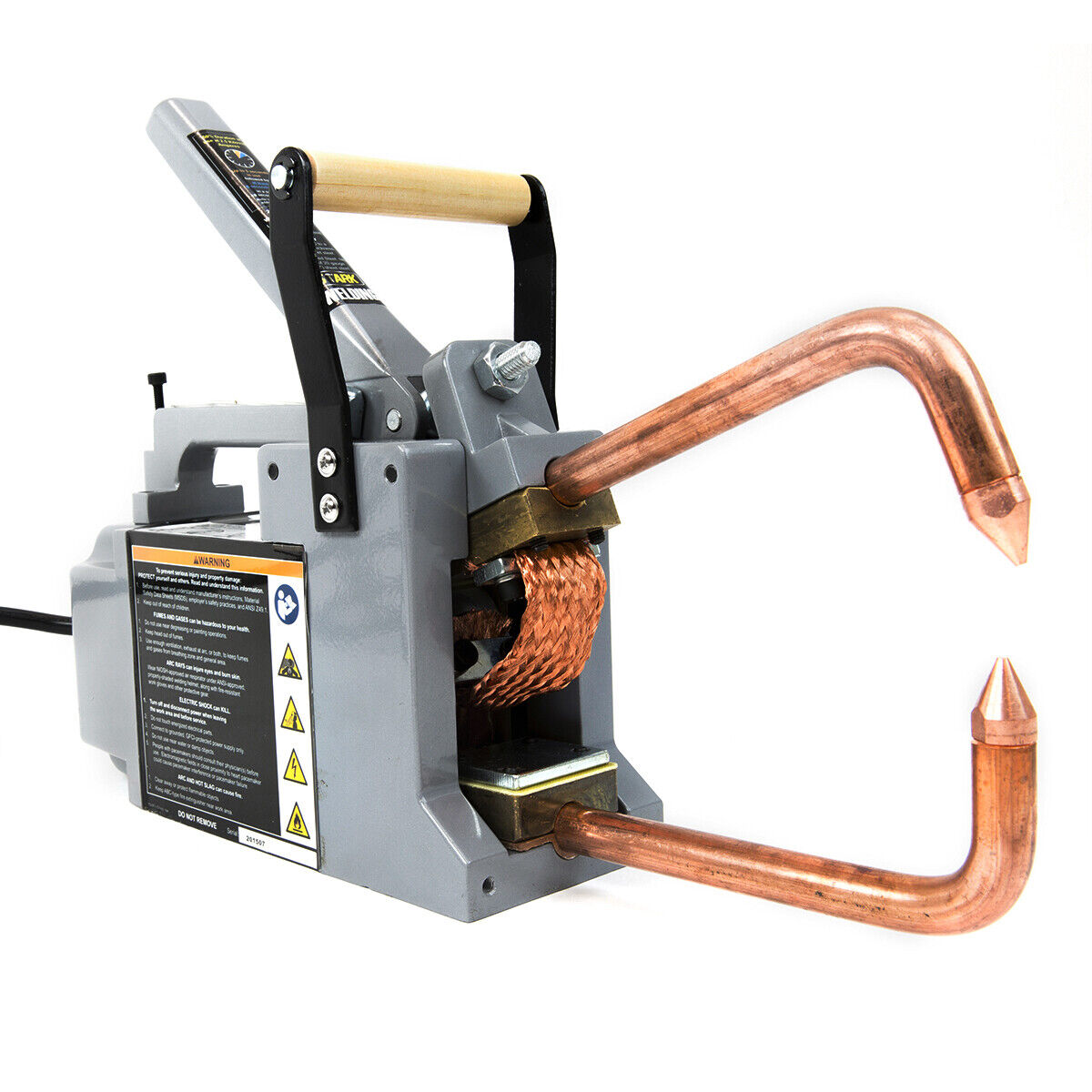
Зажимы для точечной сварки бывают ручные и подвесные. На типах этого инструмента нужно остановиться на пару минут, чтобы понимать нюансы их ручной сборки.
Главный нюанс сварочных клещей — возможность применить трансформаторную систему. К одной рукояти клещей подсоединяется трансформатор, который передает на инструмент ток для того, чтобы создать соединение.
Через одну из рукояток трансформаторный механизм передаёт генерируемый сварочный ток на электродные стержни. В этом заключается основная работа механизмов для зажима. Вы руками прижимаете детали из металла клещами, через них идёт ток.
Электрическая сила и сила сжатия создают точку сварки (поэтому сварка точечная). Процесс не механизированный, он от начала до конца выполняется руками сварщика, поэтому только он решает, насколько быстро будут свариваться элементы.
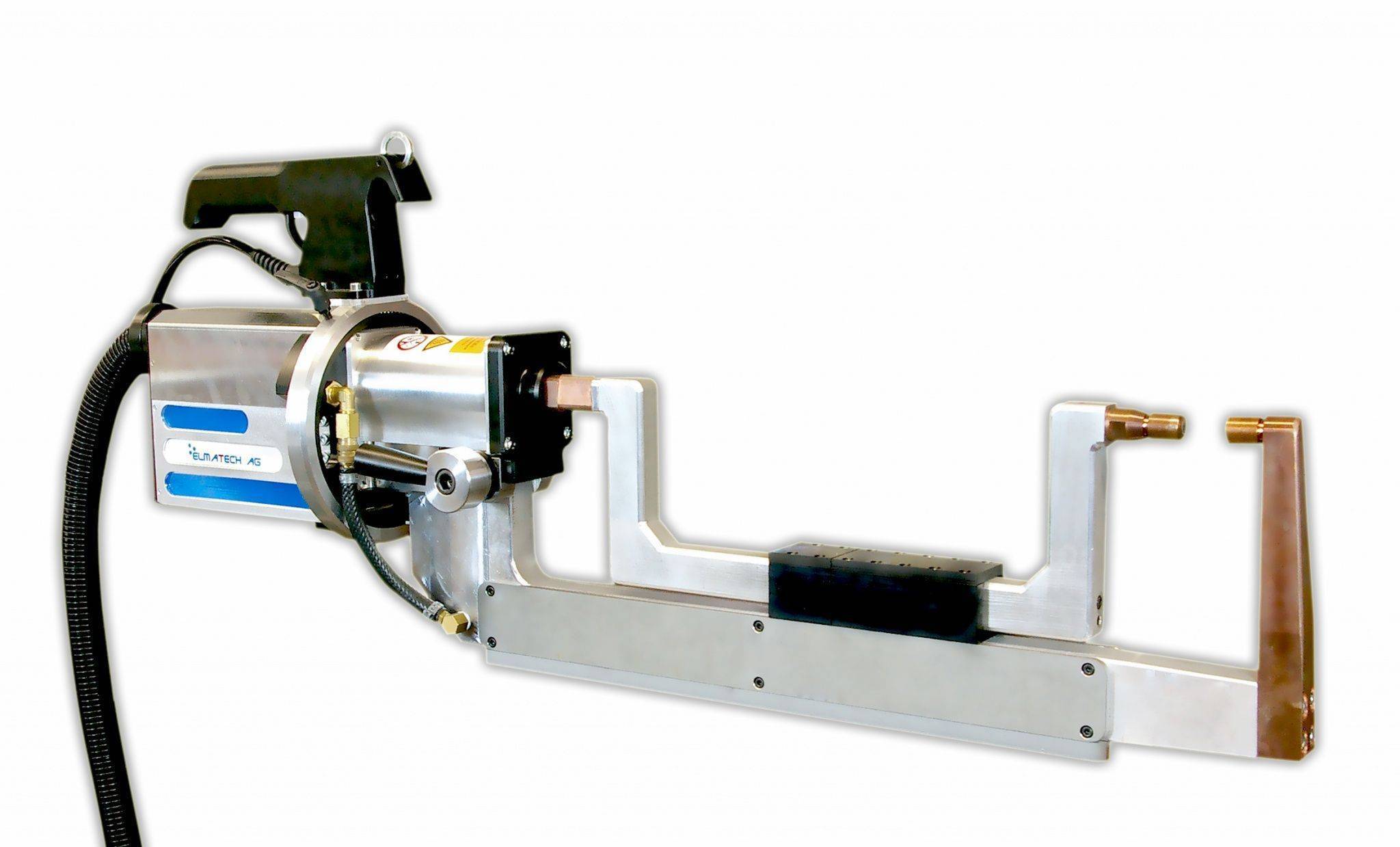
Подвесные зажимы для контактной сварки в быту используются редко. Но их часто можно встретить на заводах и у профессиональных мастеров, использующих узкоспециализированное оборудование для точечной технологии.
Эти клещи встроены в сам аппарат, и принцип их работы другой. Да, они созданы, чтобы сжимать детали друг с другом, но не вручную. Потому производительность работ вместе с подвесными клещами выше, чем с ручными.
Поэтому далее речь будет идти о сборке именно ручных клещей для точечного метода сварки.
Это интересно: Как своими руками настроить полуавтомат сварочный?
Как выбирать типоразмер сварочных клещей?
Промышленно производимые конструкции ориентированы на строго определённое напряжение – 220 В или 380 В также параметрами выбора служат:
- Ориентировочная часовая производительность контактной сварки.
- Максимально допустимый вес сварочных клещей (от 7…8 до 12…15 кг; в последнем случае конструкцией предусматривается крепление оснастки).
- Конструкция узла зажима электродов (клеммный зажим надёжнее резьбового).
- Способ охлаждения. Например, клещи с водяным охлаждением снабжаются внешней охлаждающей камерой, которая увеличивает габариты устройства.
- Характеристики электродов, на которые рассчитывается инструмент.
- Способ подсоединения к кабелю.
Стоит упомянуть о ряде предлагаемых опций, которые функциональность клещей не повышают. В частности, предлагаемый иногда контроллер длительности времени дугового разряда сварщиками используется редко, зато увеличивает трудоёмкость подготовки всего комплекта оборудования к работе
При выборе стоит обратить внимание на суммарное энергопотребление: если оно превышает 400…450 кВт, то целесообразно остановить выбор не менее энергоёмком варианте
При большом производстве лучше выбирать сварочные клещи для контактной сварки, которые позволяют одновременно производить сварку нескольких десятков точек. Такой инструмент выпускается двух типов – последовательного и параллельного. Производительность повышается также и при использовании сварочных клещей подвесного типа.








Из практики известно, что ручные сварочные клещи целесообразнее использовать для контактной сварки листов толщиной до 1…1,2 мм, а с механизированным зажимом электродов – для более толстолистовых изделий.
Ручной листогиб. Дорабатываем лист металла до нужных форм
Комбинированная торцовочная пила. Качество и универсальность
2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.
На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.
Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО “Элемент-Преобразователь”.
Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
Сварочный аппарат своими руками
Основой сварочного аппарата является трехфазный понижающий трансформатор. Не разбирая сердечника, необходимо перекусить медную шину и снять вторичные обмотки со всех катушек. Первичные проводки остаются нетронутыми, а среднюю нужно перемотать тем же проводом, образуя отводы через каждые 30 витков. Их всего должно быть 8 – 10.
Используя трехфазный силовой многожильный кабель, намотайте на две крайние катушки вторичную обмотку, до их полного заполнения. Кабель должен состоять из проводов D – 6-8 мм., а один из них должен быть потоньше. Он надежно изолирован и способен выдержать большой ток. Благодаря гибкости провода, намотку можно осуществить без предварительной разборки оборудования. Вам понадобиться ориентировочно 25 метров кабеля. При необходимости, его можно заменить проводом меньшего сечения, в данном случае при намотке, жилы нужно сложить вдвое.
В одиночку с такой задачей будет сложно справиться. Рекомендуется выполнять работу вдвоем: один протягивает провод, второй укладывает витки. Для изготовления клем, понадобится медная трубка D – 10 — 12 мм и длиной в 30 — 40 мм. Одну сторону трубки нужно расклепать, в получившейся пластине просверлить отверстие D – 10 мм. В другую сторону вставляются провода, которые следует тщательно зачистить. При помощи молотка, необходимо обжать зачищенные провода. Для улучшения контакта на поверхности трубки нужно сделать насечки.
Штатные винты с гайками, находящиеся на верху трансформатора, необходимо удалить и заменить их двумя новыми с резьбой М10, к ним присоедините клемы вторичной обмотки. К трансформатору нужно прикрепить отдельную текстолитовую плату. Это необходимо для выводов первичной обмотки. Перед тем как прикрепить плату, в ней нужно просверлить 11 отверстий D – 6 мм. и вставить в них винты с двумя шайбами и гайками.
Вот такой эстетический вид, может иметь, точечная сварка собранная своими руками
В качестве электродержателя выступает труба 3/4 длиной 250 мм, с обеих сторон которой выпиливаются выемки. Для обеспечения свободного прижатия электрода, к держателю приваривается отрезок стальной проволоки. На противоположной стороне просверливается отверстие и присоединяется отрезок такого же кабеля, который использовался при вторичной обмотке. Труба должна быть скрыта резиновым шлангом подходящего диаметра.
Учтите: сварочная машина используется для небольшого объема сварочных работ, поэтому после работы с 10-14 электродами, ей нужно дать остыть.
Электроды для точечной сварки
Никакая контактная сварка не сможет осуществиться без специфического сварочного атрибута, который называется — электроды для контактной сварки. Для точечной контактной сварки используются специальные электроды, которые изготавливают из сплавов с высокой теплопроводностью. Электроды выполняют функцию сжатия металла и подводки тока к изделию. Тепловая концентрация при точечной сварке зависит от наконечника, поэтому очень тонкий наконечник подвержен быстрому износу и требует постоянного подточки. Самая распространенная форма наконечника – конус. Для того чтобы электроды прослужили долго необходимо соблюдать следующие условия:
- Не использовать тонкие наконечники для тяжелой сварки;
- Использовать для определенного материала специально предназначенные электроды;
- Использовать водяную рубашку;
- Хранить электроды в местах, где они не получат повреждения;
Электроды для точечной сварки не рекомендуется подпиливать, так как это способствует появлению неровностей и приведет к некачественной сварке.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей
Важно удалить с поверхности окислы и области, подвергшиеся коррозии
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.






Сварочный аппарат
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
Какими электродами варить арматуру
При выборе этого расходного материала учитываются такие показатели, как тип стали стержня, предел ее текучести, толщина стержня и диаметр сварочного прутка. В маркировке арматуры должна стоять буква С («сварочная»), предел текучести (сопротивление разрыву) в индексе обозначают цифрой, например:
- А500С – свариваемая арматура из стали с сопротивлением разрыву до 490 МПа;
- А400С – арматура такого же типа с пределом текучести до 390 МПа.
Для ММА сварки А500С широко используются типы электродов с рутиловым и основным покрытием: Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60. Какие же марки предпочтительнее?
ОЗС-12. Один из лучших вариантов именно для соединения таких стержней. Благодаря двуокиси титана в обмазке они могут работать по окисленным поверхностям, и даже в этом случае в металле шва исключено образование пор. Обеспечивают высокую стойкость соединения к усталости металла, в том числе, когда арматура воспринимает постоянные высокие нагрузки в месте шва. Используются для сварки арматуры для фундаментов, дорожного полотна. В ряду плюсов – возможность варить швы в любом пространственном положении.
УОНИ-13/55У – универсальные электроды с основным покрытием, позволяющие варить и арматуру А500С. Стыки арматуры выполняют ванным способом в нижнем положении шва. Стержни соединяют широким швом, сварная ванна должна как можно дольше находиться в жидком состоянии. Рекомендуемая длина дуги – короткая, поскольку горение при длинной может быть неустойчивым.
Для монтажа каркасов, рассчитанных на меньшие нагрузки, используют арматуру А400С. При сварке широко применяются марки АНО и МР с рутиловым покрытием – варить ими также можно по ржавой поверхности, а арматурные стержни соединяются внахлест. Используются и электропроводники с обмазкой основного типа. Это, прежде всего, изделия, выпускаемые под марками УОНИ-13/45, АНО-21, а также ТМУ-21У (относятся к типу Э42).
Соотношение арматурных и электродных стержней по толщине
- Если диаметр арматурного прута находится в пределах 5–8 мм, используется электроды 2, 2,5, 3 мм, не более.
- При сварке изделий толщиной от 8 до 10 мм, как правило, задействуют стержни 3, 3,5, 4 мм.
- Если толщина арматурного прута превышает 1 см, то нужно использовать стержни диаметром от 5 и более мм.