Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.

Сварка тонкого и толстого металла
На практике мне всегда приходится сталкиваться с ситуацией, когда сварку необходимо применять для соединения изделий разной толщины – естественно при этом требуется не только подбирать разные параметры для полуавтоматического аппарата, но и менять саму технологию.
Например, тонкостенные изделия можно соединять только 2-мя способами:
- Обычный листовой металл – применяются любые допустимые варианты.
- Заклепочный материал – методом внахлест через предварительно рассверленные отверстия в месте контакта.

При этом сварка тонкого металла полуавтоматом допускается только при соблюдении следующих условий:
Подача проволоки, напряжение и сила тока понижаются до минимума.
Исключается даже недолгая остановка дуги на одной точке – чтобы избежать прожога.
Чтобы не залить отверстия, заклепочный материал следует начинать варить только с центральной части нижнего изделия.
В случаях, когда свариваемая конструкция не требует жесткой герметизации, я всегда выполняю точечную сварку – то есть целенаправленно пропускаю от 1 до 5 см между местами соединения.
Заготовки толщиной более 4 мм относятся к разряду толстостенных. Чтобы создать между ними максимально прочный шов, с обеих кромок я снимаю фаски. При этом горелку по месту стыка веду не ровно, а как бы с небольшими колебаниями из стороны в сторону. Благодаря этому достигается лучшая проварка.
Сварка толстого металла полуавтоматом выполняется при следующих условиях:
- Зазор между краями заготовок не должен превышать 2 мм.
- В ширину шов делается равным толщине самой заготовки.
- Сварочные расходники подбираются в соответствии с типом материала и рекомендациями производителя аппарата.

Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. - Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. - Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее. Проверка выставленных параметров на пробном образце
Для данного этапа оптимально подойдут небольшие куски металла
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Технология сварки полуавтоматом
Перед началом работы с полуавтоматом нужно проверить баллон с газом. Все конструктивные элементы установки перечислены в ГОСТ 14771. Подобные документы есть и на проволоку. Для получения качественного шва подразумевается правильный вылет проволоки, обеспечивающий нужную длину дуги. Горелку нужно равномерно передвигать вдоль будущего шва. При необходимости проделываются поперечные движения. Заготовки толщиной до 1,2 мм размещают на весу. Горелка ведется с достаточно большой скоростью под наклоном в 30-45°.
Рисунок 3. Устройство сварочного полуавтомата.
При ведении сварки вертикальных листов толщиной до 6 мм горелка движется сверху вниз с наклоном назад. Это предохранит материал от прожогов. Листы толщиной больше 6 мм варятся снизу вверх. Вместо электрода используется специальная проволока. Процесс проходит под постоянным или импульсным током. Подобная сварка может быть:
- автоматическая;
- автоматизированная.
При автоматической сварке нет необходимости участия сварщика. В последнем случае сварщик-оператор нужен. Средний расход газа колеблется от 5 до 20 л/мин.
Варить нержавейку – дело довольно сложное, оно требует затрат труда. Нужно учитывать множество параметров металла, чтобы шов получился качественным. Важный параметр – свариваемость. По сравнению с обычными металлами следует снижать силу тока на 10-15%. При перегреве металла до температуры выше 500° происходит образование на краях зерен карбида железа. Это может стать очагом растрескивания и дальнейшей коррозии металла. Нужно обеспечить быстрое охлаждение шва. Для этого годятся любые способы.
Кромки следует зачищать и промывать ацетоном. Делается это для удаления жира, который способен снизить устойчивость сварочной дуги и вызвать появление пор. По окончании сварки сразу выключать газ нельзя. Делается это через 10-15 секунд. Проволоку используют специальную, в которую входит никель. Вылет ее составляет 6-12 мм. Расстояние от конца сопла до места сварки – 5-15 мм. Газ из баллона выходит под давлением 0,05-0,2 атм. Полярность обычно применяется обратная. Для защиты сварщика от брызг расплавленного металла используют водный раствор мела.
По окончании сварочных работ нужно выполнить ряд мер для удаления деформаций металла. Для этого нужно молотком простучать зону шва.





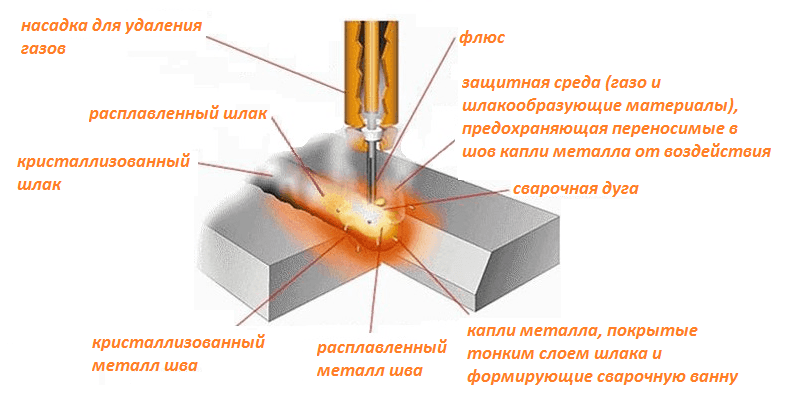




Схема его работы представлена на рис. 1. Полуавтомат обычно укомплектован горелкой (рис. 2). Установка в полном составе представлена на рис. 3.
Какая защита лучше
При выполнении полуавтоматической сварки можно использовать 3 варианта защиты: аргоновую среду, углекислый газ, состав аргона с углекислым газом.
Аргоновая среда
При использовании такой защиты сварочные швы получаются более эстетичными. Но в процессе работы наблюдается интенсивный вылет расплавленного металла, дуга нестабильная. При этом аргонодуговая сварка достаточно дорогая.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
Углекислый газ
Это самый экономичный вариант сварки нержавеющего металла полуавтоматом. Но брызг еще больше, чем при аргоновой защите. Из-за этого получаются грубые швы.
Оптимальный вариант – смесь этих компонентов в пропорции 95%/5% или 98%/2%, соответственно аргона и углекислого газа. Это позволяет удешевить сварные работы без ухудшения качества соединения. А если ко шву не предъявляются высокие требования, можно увеличить процентное содержание углекислого газа до 30%.

Рекомендуем ознакомиться
Какой газ нужен для полуавтомата
Cварка нержавейки полуавтоматом
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.
В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.
Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.
steelguide.ru
Технологический процесс
 Сварка полуавтоматом отличается от сварки электросварочным аппаратом наличием проволоки в качестве электрода. Полуавтомат имеет рабочий рукав автоматической подачи проволоки или по нажатию кнопки сварщиком.
Сварка полуавтоматом отличается от сварки электросварочным аппаратом наличием проволоки в качестве электрода. Полуавтомат имеет рабочий рукав автоматической подачи проволоки или по нажатию кнопки сварщиком.
Второе отличие — соединение металлов выполняется с применением углекислого газа, который подаётся по шлангу в область наложения шва. Сварочные полуавтоматы находят широкое применение в массовом производстве, а электросварочные аппараты в единичном.
Второй регулятор — изменение силы тока для высокого качества шва: чем больше сила тока, тем глубже область расплавленного металла, а значит крепче и лучше шов. Основа качественной сварки — газ СО2, который хранится под высоким давлением в стальных баллонах. Регулируется скорость подачи газа специальным редуктором. Без газа сварка нержавейки невозможна, так как металл при нагревании окисляется кислородом воздуха и сгорает.
Технологический процесс сварки нержавейки полуавтоматом в среде углекислого газа:
- отрегулировать рабочее давление газа 0,2 атмосферы;
- установить расход СО2 десять литров в минуту;
- выбрать силу тока с учётом толщины металла;
- установить скорость подачи проволоки.
Примерная методическая инструкция, как сварить нержавейку инвертором в домашних условиях в среде аргона, предназначенная для новичков. Прежде всего, необходимо выполнить настройки полуавтомата под нержавейку толщиной один миллиметр:
- сила тока — 15 ампер;
- горячий старт;
- толщина сварочной проволоки 2 миллиметра;
- расход газа 6 литров в минуту;
- кабель с клеммой минус на деталь.
Новинка — сварочные инверторы
 В домашней мастерской на замену тяжёлого и громоздкого электросварочного аппарата на 380 вольт пришли инверторы, работающие от сети 220 вольт. Преимущество в весе очевидное, инвертор весит несколько килограмм. Его можно носить в сумке через плечо.
В домашней мастерской на замену тяжёлого и громоздкого электросварочного аппарата на 380 вольт пришли инверторы, работающие от сети 220 вольт. Преимущество в весе очевидное, инвертор весит несколько килограмм. Его можно носить в сумке через плечо.
Электроды используются толщиной от двух до пяти миллиметров. На корпусе есть табличка, где указана сила тока при выбранном диаметре электрода. Для начального поджога установлена специальная функция Hot start. Имеется защита от перепада напряжения и перегрева. Автоматическая система регулировки силы тока даёт возможность получить эстетичный, не нуждающийся в дальнейшей обработке и шлифовке шов.
Нержавеющая сталь – это материал, представляющий собой низкоуглеродистую сталь с добавлением хрома. Полученный сплав имеет высокую стойкость к кислотной среде и повышенную антикоррозийную стойкость. Несмотря на все преимущества, такой состав имеет один недостаток – для получения качественных сварных швов нужно соблюдать все технические требования выбора материалов и технологии сварки. Сварку нержавейки можно упростить, используя полуавтоматическую сварку и подходящую для этих целей проволоку. В этой статье вы узнаете как варить нержавейку полуавтоматом. Мы рассмотрим какие нужно выбирать материалы, техническую схему, настройку аппарата и другие нюансы.

Заключительные работы
Под действием высокой температуры на заготовках могут появиться деформации в виде пузырей. Их удаляют легкими ударами молотка через гладилку, двигаясь от краев к центру. Если избавиться от пузыря не удалось, его нагревают газовой горелкой и повторяют операцию.
Поверхности, пострадавшие от брызг расплавленного металла, зачищаются металлической щеткой или абразивным инструментом. Для удаления со шва окалины, которая быстро покрывается ржавчиной, проводят обработку составами, растворяющими ее. Чтобы повысить устойчивость сварного соединения к коррозии на него наносят средства, способствующие образованию оксидной пленки хрома.
Как и чем варят нержавейку?
Существуют различные способы варки нержавеющей стали. Каждый из них отличается не только технологически, но и качеством полученного результата.
К примеру, для сварки без применения газа используется специальная порошковая проволока, обеспечивающая ровный и красивый шов. Но со временем такой шов может поржаветь.
Чтобы этого не случилось, необходимо использовать сварочный полуавтомат, также проволока для варки нержавейки должна быть из стали, а в сварную ванну нужно подать углекислоту.
Кроме того, обеспечить качественный результат сварка нержавейки полуавтоматом может только при условии использования защитного газового слоя, лучше всего углекислого.
Оптимальный вариант состава газовой смеси включает 98% аргона и 2% углекислоты. Иногда, чтобы понизить себестоимость работ, пропорции газа меняются — 70% аргона и 30 % углекислоты.
При использовании газа применяется специальная нержавеющая проволока, улучшающая не только внешний вид, но и качество свариваемой детали.
Технологические нюансы сварки
Функциональные возможности полуавтоматов отличается механизированной подачей проволоки в зону сварки, без чего осуществить рабочий процесс в среде аргона было бы затруднительно.
Конструкция полуавтомата позволяет обеспечивать сразу несколько функций: охлаждение горелки, высокое качество сварки в среде аргона, скорость подачи присадочной проволоки, а также возможность сварки в труднодоступных местах.
Напряжение в области шва снимается при восстановлении хрома. Для этого шов нужно нагреть до 760°С.










Как подготовить металл к сварке?
Прежде чем приступить к сварке нержавеющего металла, поверхность кромки деталей нужно подготовить. Этот момент особенно важен для получения качественного шва и общего результата.
Подготовительные работы предусматривают:
- Механическую зачистку поверхности нержавейки металлической щеткой и обработку специальными средствами-растворителями для удаления жира и предотвращения пор. Подходит ацетон, авиационный бензин или уайт-спирит;
- Прогрев заготовки до 100°С для удаления влаги из сварочной зоны.
Техническая схема сварки нержавейки
Сварка нержавеющей стали в защитной среде из аргона и углекислоты является самой технологичной и надежной. Метод обработки металла с применением газа позволяет максимально сохранить естественную структуру и свойства стали.
Если же применяется обычная сварочная проволока,то качество работы может быть хуже.
Существует несколько методов современной варки нержавеющих металлов:
- метод короткой дуги применяют для соединения тонких листов металла;
- метод струйного переноса актуален, когда необходимо соединить толстые изделия из металла;
- сварка импульсного характера считается самой распространенной, поскольку при высокой производительности позволяет экономить ресурсы.
Общая схема сварочных работ выглядит так.
Горелка — важный узел сварочного полуавтомата, обеспечивающий подачу проволоки и защитного газа.
Корпус горелки наклоняют слегка назад, так чтобы проволока была расположена под противоположным углом к ходу шва, обеспечивая его обзор.
Сопло горелки располагают на расстоянии не более 12 мм от шва. Ток поступает через токопровод в наконечник внутри сопла, к нему же присоединяется сварочная проволока.
Присадочная проволока должна иметь более высокую степень легирования, чем металл, из которого сделана свариваемая деталь.
Воздействие на металл происходит посредством сварочной дуги. Высокие температуры расплавляют металл и образуют так называемую сварочную ванну.
Далее электродный металл подается в сварочную ванну в виде капель, а защита из аргона распространяется вокруг сварочной ванны и шва.
Что требуется учитывать во время этого процесса
Перед тем как варить нержавейку электросваркой, следует участь некоторые факторы, которые помогут сделать данный процесс более качественным. В первую очередь нужно уяснить, что физические свойства нержавеющей стали заметно отличаются от обыкновенной. Это не только делает процесс сваривания более трудным, но и меняет его технологию, так как тут требуется предварительный нагрев. Нержавеющая сталь имеет более низкую температуру плавления. При этом она обладает высоким коэффициентом теплового расширения.
Предварительный нагрев требуется только в том случае, если содержание углерода в материале превышает 0,2%. В ином случае, подогревать все не требуется и можно сразу приступать к процессу. Но это правило не действует, если требуется сваривать металл толщиной более 3 см, так как в таком случае нужно обязательно все подогревать, вне зависимости от содержания углерода. Температура предварительного нагрева должна составлять, примерно, 150 градусов Цельсия
Выбор способа
Если вам требуется сделать обыкновенный горизонтальный шов, заварить трубу или другие мелкомасштабные вещи, то здесь будет достаточно использовать стандартную сварку. Так проходит сварка нержавейки в домашних условиях и на предприятиях.
В более сложных случаях, когда толщина металла слишком большая, или требуется дополнительный уровень защиты, то здесь желательно использовать вольфрамовый электрод с защитными газами.
Для особо ответственных сооружений и деталей следует выбирать аргонно-дуговую сварку с проволокой, так как, несмотря на высокую себестоимость, она оказывается очень востребованной в промышленности, благодаря качественному результату.
Какие электроды использовать
Сразу стоит отметить, что сварка нержавейки обычными электродами технически возможна. При нехватке требуемых материалов она неоднократно использовалась многими мастерами. Но с точки зрения технологии здесь нужно использоваться специальные электроды из нержавейки, так как в ином случае, качество шва резко падает и в производственных масштабах такие вещи нельзя использовать. Электрод также должен иметь специальное покрытие, рассчитанное на работу с нержавейкой.
Режимы
| Толщина металла, мм | Род тока | Сила тока, А | Напряжение, В | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Расход аргона, л/мин |
| 1 | Постоянный | 30…60 | 11…15 | 2 или 1,6 | 12 – 28 | 2,5…3 |
| 1 | Переменный | 35…75 | 12…16 | 2 или 1,6 | 15 – 33 | 2,5…3 |
| 1,5 | Постоянный | 40…75 | 11…15 | 2 или 1,6 | 9 – 19 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 12…16 | 2 или 1,6 | 13 -14 | 2,5…3 |
| 4 | Постоянный | 85…130 | 12…15 | 4 или 2,5 | – | 10 |
Технология сварки нержавейки
Если сравнивать с обыкновенной сталью, сварка тонкой нержавейки электродом требует меньшее количество тока, при тех же размерах металла. Количество ампер должно быть, примерно, на 20% меньше.
Следует использовать электроды длиной не более 35 см, так как это уменьшает негативный эффект от высокого электрического сопротивления материала
«Внимание! Если подобрать неправильный термический режим, то материал может утратить свою антикоррозийные свойства.» Температура нагревания не должна превышать более 500 градусов Цельсия, а охлаждение не должно быть резким и не стоит использовать воду
Контроль качества
Мало знать, как правильно варить электросваркой нержавейку, следует еще понимать, какие методы контроля качества при этому используются. Для этого используются такие методы как:
- Контроль на проницаемость;
- Дефектоскопия (капиллярная, ультразвуковая, радиационная);
- Внешний осмотр;
- Магнитный контроль.
Для контроля используется ГОСТ 18442-80 СНиП 3-18-75.
Меры безопасности
При высокой текучести материала во время сварки увеличивается вероятность попадания его на пол, или другие поверхности, а также повышается степень разбрызгивания. Поэтому, нужно применять усиленные меры безопасности по защите рук, ног и других частей тела от попадания расплавленного металла. При использовании защитного газа, баллон должен находиться на достаточном расстоянии от непосредственного места сварки, а при работе с аргоном, нужна дополнительная защита органов дыхания, так как газ сам по себе очень не безопасен для здоровья.
Как выбрать хороший полуавтомат
При сварке деталей из нержавеющей стали в домашних условиях сами детали редко являются очень толстыми, обычно не более 2-3 мм. По этой причине нужда покупать дорогостоящий полуавтомат для сварки нержавеющей стали отпадает. Его стоимость измеряется десятками и сотнями тысяч рублей, что по карману лишь средним и мелким предприятиям.
Однако производители сварочного оборудования разработали хорошие варианты для тех, кто прибегает к сварке время от времени. Для работ в домашних условиях достаточно мощности 10 кВт, чтобы сварить хромированную сталь. Стоят такие аппараты не дороже 25 тысяч рублей, а большой их ассортимент предлагается отечественными производителями.
Примером подобного полуавтомата выступает «Ресанта САИПА-165». Его характеристики:
- мощность — 5 кВт;
- напряжение дуги — от 17 до 26 В;
- максимальный потребляемый ток — 22 А;
- совместимость с проволокой диаметром от 0,6 до 0,9 мм;
- габариты — 300х140х270 мм;
- вес — 11,5 кг.
Оптимальный выбор для дачи, дома или гаража стоимостью 16 до 20 тысяч рублей. При благосклонности к отечественным товарам также стоит рассмотреть продукцию брендов «Сварог» и «ФЕБ».
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
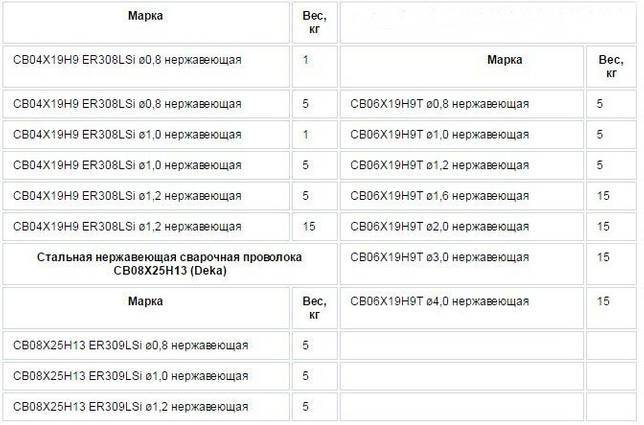
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
Средние показатели:
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.









Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).

Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
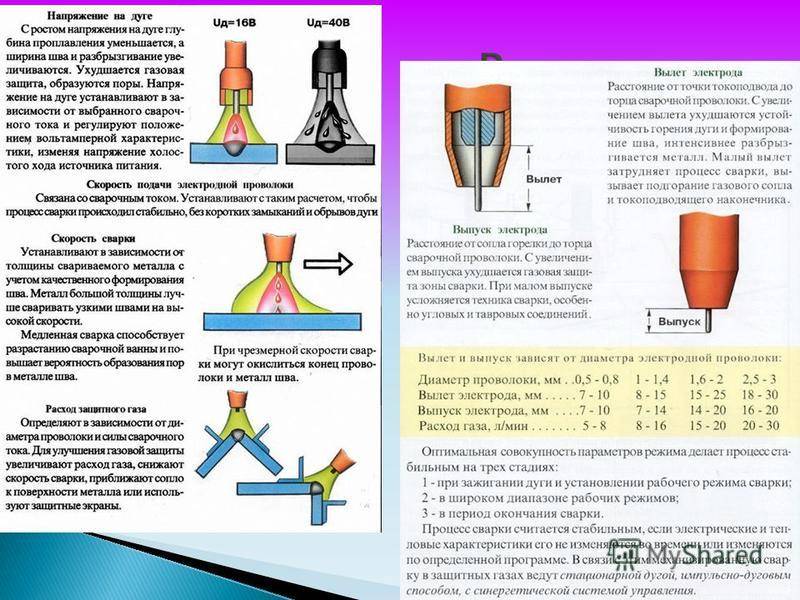
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:
P.S. Прочитав статью, посмотрев таблицы и видео (для начинающих), вы освоите автоматическую технологию соединения нержавеющей стали — быстро. Удачи!
Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.