Ножевые валы рейсмусовых станков
Опубликовано admin Дек 5, 2010 в Рейсмусовые станки
Ножевой вал представляет собой часть рейсмусового станка, соединяемую со станиной или столом через подшипники и не снимаемую со станка при смене инструмента. Съемными его элементами являются ножи для фрезерования. Основные параметры ножевого вала (длина, диаметр, число ножей) зависят от конструкции станка и его технических показателей.

Различают следующие типы ножевых валов для рейсмусовых станков: с прямолинейным расположением ножей цельных и расчлененных; с винтовым расположением ножей цельных и расчлененных. Конструкция любого ножевого вала предусматривает возможность придания ему вращательного движения и закрепления в нем режущих ножей. Вал имеет шейки для установки его в подшипниках, консоль для закрепления приводного шкива (или полумуфту для непосредственного присоединения к валу электродвигателя) и прямые или винтовые пазы для размещения ножей и устройств для их регулирования и закрепления.
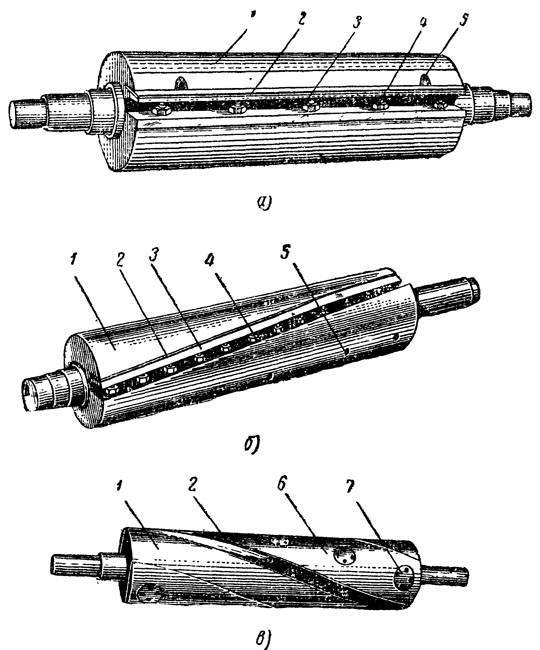
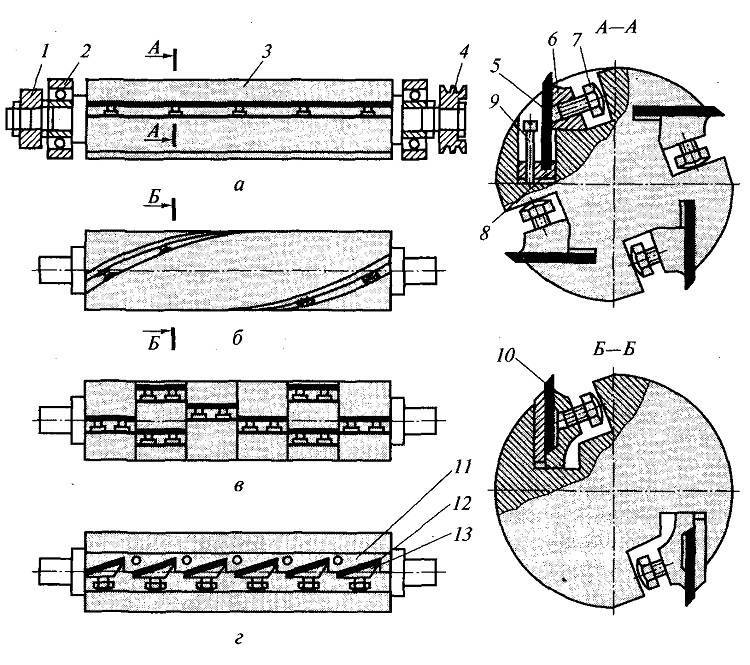
Ножевой вал с прямыми цельными ножами предусматривает закрепление плоских тонких ножей с прямолинейной режущей кромкой центробежно-клиновым способом. Нож удерживается клиновой планкой, прижимающей его к стенке паза в корпусе при вывинчивании винтов. Во время вращения вала под действием центробежных сил возрастают удерживающие нож силы трения по поверхностям корпуса и клина.
Ножевой вал с винтовым расположением цельных ножей имеет в корпусе пазы, расположенные по винтовой линии, в которых устанавливают тонкие плоские ножи серповидной формы. Устройство для закрепления ножа также центробежно-клиновое (клин имеет форму, соответствующую пазу). При закреплении клином и винтами плоский тонкий серповидный нож изгибается, и его режущая кромка приобретает вид винтовой линии, несколько выступающей над цилиндрической поверхностью ножевого вала.
Преимущества вала с винтовым расположением ножей перед прямым заключается в равномерном последовательном врезании ножа в заготовку (без удара), повышении качества фрезерования и снижения шума при работе станка. Однако технические трудности изготовления, подготовки и установки серповидных ножей сдерживают широкое распространение такой конструкции.
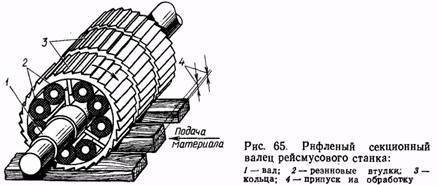
Расчленение длинных прямых или винтовых ножей на отдельные секции имеет целью сохранить основные преимущества винтового вала в более простых конструкциях и, кроме того, обеспечить возможность применения выпускаемых промышленностью твердосплавных пластин ограниченной длины для инструментов с шириной обработки 300. 1200 мм. Валы с расчлененными ножами обычно называют ступенчатыми.
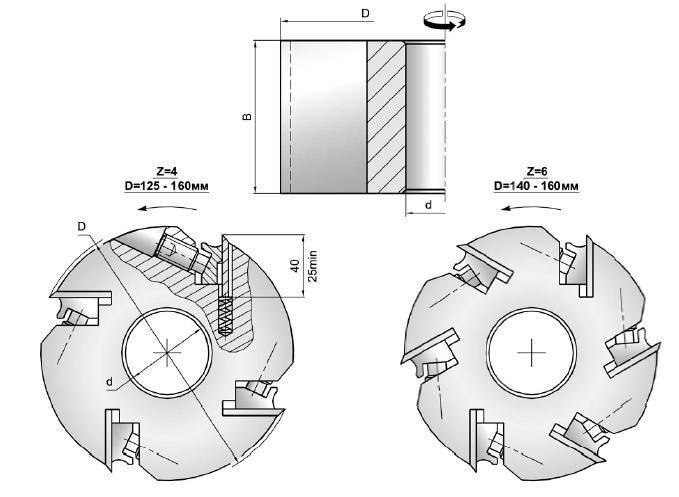
Ступенчатый вал с прямолинейным расположением расчлененных ножей выполнен в виде набора отдельных секций (сборных фрез), неподвижно посаженных на вал с последовательным смещением на некоторый угол (для вала из семи секций при 4-х ножах в каждой угол смещения равен 12°).
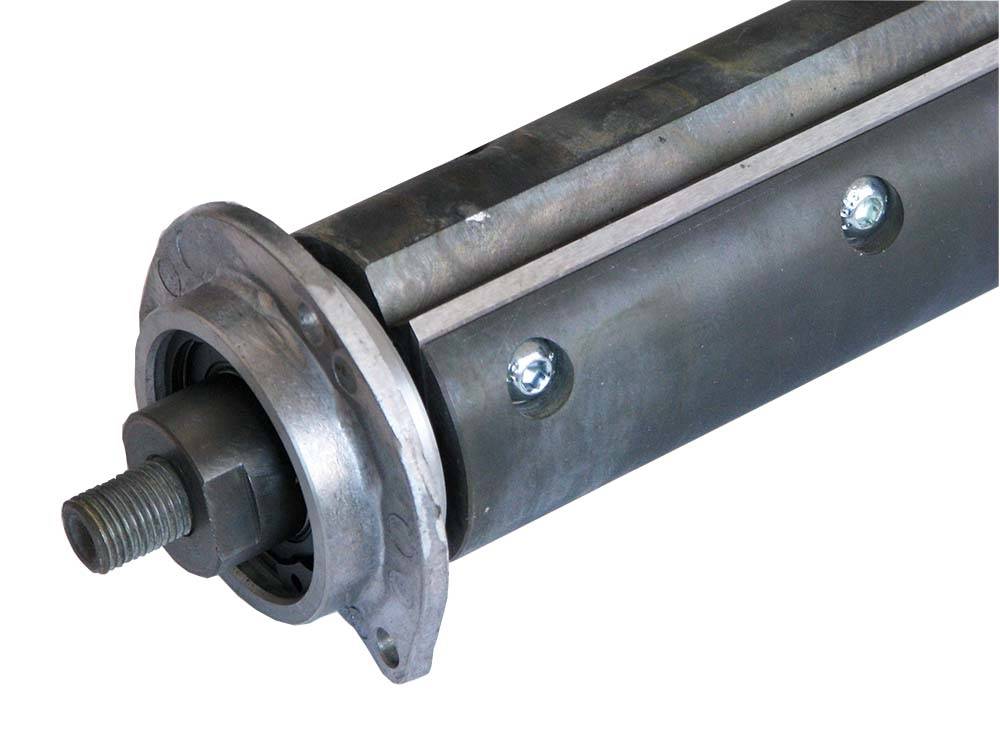
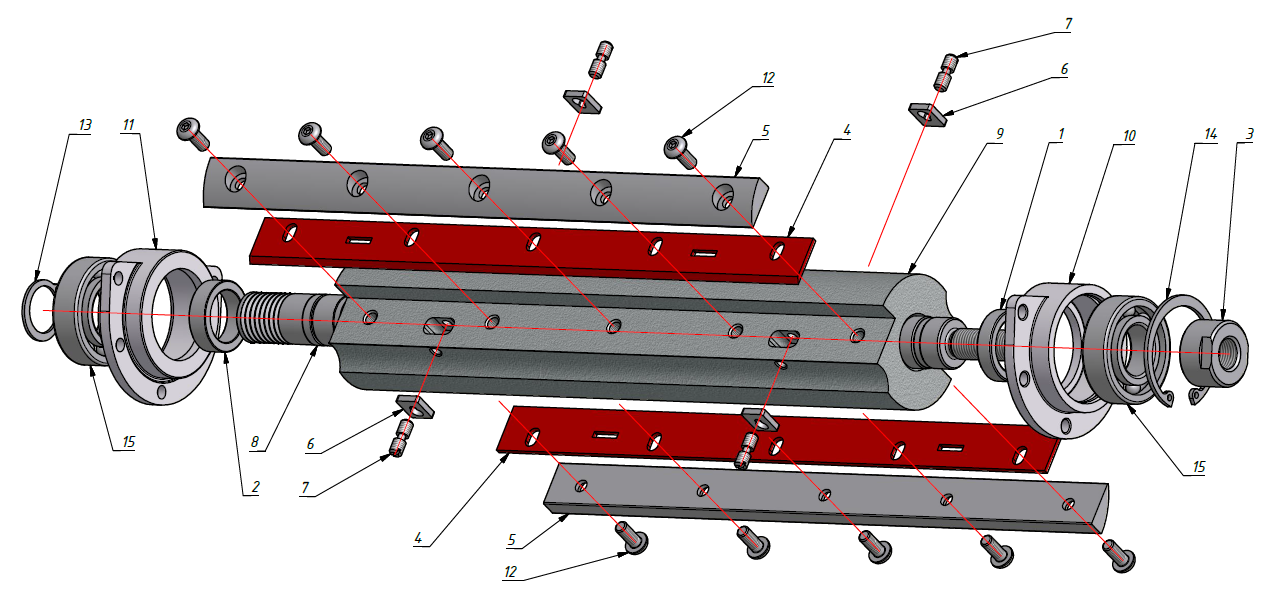
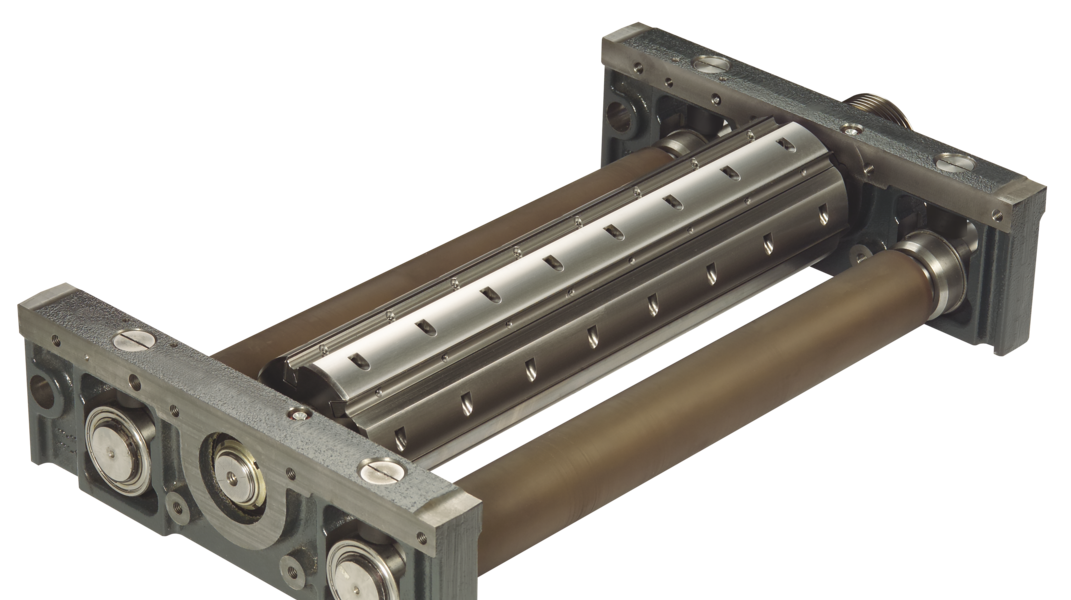
В отдельных моделях рейсмусовых станков, выпускаемых Ставропольским станкостроительным заводом, устанавливают ножевые валы с прямыми пазами, в которых винтами закрепляют клиновые планки, несущие короткие ножи (длиной 60 мм). Ножи на планках закреплены наклонно к образующей вала, т. е. занимают положение отрезков винтовой линии. Ввиду малой длины ножа и значительного диаметра вала (140 мм) режущая кромка ножа практически не отличается от прямой линии.
Планки с ножами в пазах ножевого вала устанавливаются таким образом, чтобы промежутки между ножами в одном пазу перекрывались ножом следующего ряда. Возможные незначительные выступы ножей относительно друг друга устраняются фуговкой лезвий при помощи фуговального приспособления, входящего в комплект принадлежностей к станку. Описанный ножевой вал приспособлен и для установки на нем обычных плоских ножей для фрезерования (вместо набора коротких планок устанавливают длинные нож и клин с винтами).
голоса
Рейтинг статьи
Конструктивные особенности строгальных станков
Строгальный станок по металлу обладает отличительной особенностью – наличием резцов. На некоторых моделях предусмотрено сразу несколько резных инструментов. Поэтому станки могут быть:
- односторонними,
- двусторонними,
- четырехсторонними.
Факторами, которые могут повлиять на качество работы, считаются скорость движения режущей поверхности, плавность и частота движений, наличие резцов, их размеры, количество и расположение. Чем больше резцов у станка, тем выше становится его производительность, повышается качество работы.
Резцы имеют различия в форме и размерах. Они бывают прямыми и изогнутыми. Прямые резцы применяются при малых вылетах, к тому же они просты в использовании. Минусом станет неточность при обработке. В некоторых случаях при применении силы изделие может быть испорчено. Изогнутые ножи более универсальны и дают возможность более точного снятия верхнего слоя с металла. При усилении нажима они не портят рабочую поверхность. С помощью изогнутых резцов есть возможность получить качественное, с высокой точностью нанесения углублений и каналов изделие.
Это интересно: Шлифовальная машинка по дереву — виды и их описания, критерии выбора
Электропривод фуговального станка
Ну и конечно не забудьте про привод. Все механизмы должны вращаться. Это значит, что привод будет являться «сердцем» станка. Приведем некоторые рекомендации по этому элементу конструкции:
— в первую очередь приготовьте электродвигатель.

Электродвигатель для фуговального станка
Лучше всего для этих целей использовать трехфазный агрегат. Конечно, в этом случае вам возможно придется переделывать электрическую сеть в своей мастерской, то это того стоит. Трехфазные электродвигатели, работающие при напряжении в 380 В, способны развивать большую мощность. К тому же и крутящийся момент у таких устройств подходящий для наших целей. Минимальное значение по мощности должно быть 3 кВт, ну а максимальное по вашему усмотрению;
- для передачи вращательного момента от электродвигателя к рабочему валу должно осуществляться при помощи ремней. Лучше всего для этих целей подойдет двухручьевая клинообразная форма. Такие ремни более надежные;
- сам электродвигатель можно монтировать консольно, непосредственно внутри рамы станка. Такой способ поможет решить проблему, связанную с натяжением ремня. Если вы хотите укрепить двигатель более крепко, то нужно добавить в конструкцию салазки, с помощью которых будет проводиться регулировка;
- чтобы увеличить частоту вращения вала, стоит использовать два шкива. Один, большего диаметра, устанавливают на электродвигатель. Шкив с меньшим сечением монтируют на вал.
Очень внимательно отнеситесь к обеспечению питанию станка. Трехфазный ток подается по четырехжильному кабелю. При этом должно быть организовано надежное заземление. Эти требования помогут избежать несчастных случаев при работе на станке.
Самодельный прижим: вариант №1
Самодельное прижимное устройство
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
Чертеж прижимного устройства
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Устройство
Фуговальный станок состоит из следующих элементов:
- Двигатель. Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами.
- Рабочий стол. Данный элемент состоит из задней и передней плит. Они изготавливаются из чугуна и оснащаются ребрами жесткости, обеспечивающими устойчивость рабочей поверхности. Края плит оборудованы накладками из нержавеющей стали. Они защищают рабочий стол от разрушения. Задняя плита находится на одном уровне с верхней точкой режущих лезвий. Передняя плита находится под задней, на расстоянии до 2 мм. Расстояние между уровнями зависит от того, сколько материала нужно снять при обработке деревянного изделия.
- Станина. Она изготавливается из прочных сплавов металлов. Эта деталь выдерживает вес станка и все усилия, возникающие при воздействии режущих элементов на поверхность заготовки. На станине располагаются валы с ножами, направляющие и крепления.
- Строгальный вал. Он располагается между задней и передней плитами. К валу крепятся лезвия одинаковой толщины. Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками.
- Направляющая. Она представляет собой узел, предназначенный для перемещения подвижных элементов станка и обрабатываемой заготовки. Направляющая крепится к станине при помощи болтов. Она может передвигаться в поперечном направлении.
- Круговое ограждение. Оно размещено на передней плите и плотно прилегает к направляющей. Круговое ограждение изготавливается из листовых материалов и защищает ножевой вал.
С помощью фуговального станка рекомендуется обрабатывать детали длиной от 1 до 1,5. Более длинные заготовки плохо закрепляются на рабочем столе и деформируются, что снижает точность реза и создает неудобства в процессе работы. Обрабатывать заготовки длиной меньше 1 м травмоопасно.







Отличие от рейсмуса
Рейсмусовый и фуговальный станки используются для обработки изделий из дерева и иных мягких материалов. Различие между данными инструментами заключается в следующем:
- Рейсмус необходимо использовать для финишной обработки заготовок.
- Качество реза при работе с фуганком зависит от навыков оператора, при работе с рейсмусовым станком – от технических характеристик оборудования.
- Для выравнивания 4 сторон бруска при помощи фуговального станка требуется боковой параллельный упор.
- При работе с фуганком требуется настраивать глубину вхождения режущих элементов в обрабатываемую поверхность.
В промышленности фуговальные и рейсмусовые станки используются совместно. Фуганок задает геометрию деревянных деталей, рейсмус калибрует обработанную заготовку по толщине.
Четырехсторонние деревообрабатывающие станки
Строгальные четырехсторонние станки — деревообрабатывающие станки, которые производят обработку изделия сразу с 4-х сторон. Рабочий орган у такой техники это фрезы, которые вращаются или головки с ножами. Так как обработка осуществляется сразу с 4-х сторон, то и рабочих органов минимально может быть четыре.
Возможности четырехстороннего станка
Конструкция четырехстороннего станка может выполнять сразу несколько функций:
- фрезерование
- фугование
- рейсмусование
- профилирование.
Применяют такие станки для изготовления пиломатериала с плоской поверхностью и профилем. Отличительная особенность заключается в том, что все эти операции можно выполнить за один проход. Так как обработка происходит сразу с 4-х сторон, то и минимальное количество узлов также четыре и работают они одновременно. Рабочими инструментами выступают режущие головки или фрезы.
На оборудование можно производить работы по дереву: профилированный или клееный брус, паркетную и половую доску, вагонку, плинтуса, имитацию бруса и любые оконные и погонажные элементы. Четырехстороннее оборудование это один из видов продольно-фрезеровальной техники. Поэтому все 4-х сторонние агрегаты условно можно разделить на:
- Рейсмусовый строгальный.
- Продольно-фрезерный.
Рейсмусовый деревообрабатывающий станок используется для строгания заготовки одновременно с двух сторон на заданную толщину. Рейсмусовый четырехсторонний деревообрабатывающий станок в первую очередь строгальный и уже во вторую способен профилировать. Профилирование рейсмусовый аппарат выполняет неглубокое с несложной конструкцией замка бруса не большого сечения.
Продольно фрезерный станок
разрезает материал по длине на заданный размер. Профилирование такой техникой может выполнять сложное. В зависимости от толщины строгаемого бруса нижний ножевой вал перемещается в вертикальном направлении вместе со столом.
Одновременная обработка по дереву сразу с 4-х сторон значительно сокращает затрату времени, а значит повышает рентабельность любого производства. Это делает четырехсторонний строгальный станок оптимальным решением в мебельных и строительных отраслях.
Технические характеристики четырехстороннего станка
- Какое сечение пиломатериалов возможно обрабатывать;
- Скорость и система подачи бруса;
- Мощность обработки (установленная);
- Вес станка.
Цена четырехстороннего деревообрабатывающего станка
Цена на данный тип станков складывается из производительности и функциональных возможностей станка. Основные параметры 4-х сторонних моделей:
- Нагрузка;
- Функциональность;
- Подача материала различным способом.
Все оборудование магазина Проинструмент поставляется с официальной гарантией производителя, а также со всеми сопроводительными документами, которые требуются заказчику.
Контроль за настройкой фуговального станка.
Контролировать настройки фуговального станка можно, прикладывая фугованные поверхности двух брусков. В этом случае величину световой щели определяют на глаз. Если проверкой прямолинейности пробных брусков установлено, что кривизна превышает допустимую, это указывает на несоблюдение правил настройки либо на ненормальные погрешности станка. Погрешности контролируют при специальной выверке и устраняют при ремонте станка.
Кроме указанных причин проявления чрезмерной кривизны отфугованных поверхностей, существенное значение имеют внутренние напряжения в древесине. После удаления слоя древесины нарушается равновесие внутренних напряжений и она деформируется до состояния, при котором вновь уравновешиваются внутренние напряжения. Эти деформации искажают характер кривизны фугованных поверхностей, зависящих от технического состояния и качества наладки станка. Поэтому для контроля настройки станка и получения пробных деталей надо брать сухие и выдержанные заготовки. Недостаточно выдержанные и высушенные детали нужно фуговать за 2-3 прохода.
На одном краю стола станка пробный брусок прострагивают на длине 200 мм, затем его переносят на середину стола, где прострагивают еще на длине 200 мм. Обрабатывать брусок по всей длине заканчивают на другом краю стола. Если станок настроен правильно, не должно быть заметных порогов в местах стыковки обработок на разных участках стола. При таком контроле необходимо пользоваться пробным бруском. Прямолинейность смежных граней, обработанных в угол, контролируют не менее чем по четырем пробным деталям и измеряют угол универсальным угломером или поверочным угольником со щупами.
Наладка фуговального станка.
Допускаемый зазор между линейкой и лезвием 0,1 мм при длине лезвия до 400 мм и 0,02 мм для лезвия длиной 800 мм. Скомплектованные по массе (отбалансированные) ножи устанавливают последовательно. Лезвия ножей должны выступать над кромкой стружколомателя на 1-2 мм. Параллельность лезвий ножей задней плите устанавливают по контрольному бруску или индикатору.
Для наладки фуговального станка нам понадобится контрольный брусок, изготовляют его из из твердой сухой, выдержанной древесины, с точно обработанными контрольными гранями, сечением 20-30×50-70 мм и длиной 400 -500 мм. Грани необходимо периодически выверять (фуговать) для удаления забоин и других неровностей.
Контрольный брусок кладут на заднюю плиту станка. При поворачивании вала рукой лезвия ножей должны слегка касаться нижней поверхности бруска. Проверяют не менее чем в трех сечениях ножевого вала: посередине и на расстоянии 50-100 мм от краев стола. Установочной линейкой достигают правильного взаимного расположения ножей на валу, параллельности лезвий ножей задней плите и нормального положения последней по высоте относительно цилиндра, описываемого лезвиями ножей.
Наладка фуговального станка. Установка ножей при помощи индикатора не отличается от установки по контрольному бруску. Однако точность ее увеличивается. Установка ножей выполняется по шаблону. Правильно установленную по высоте заднюю плиту следует фиксировать стопорным устройством, чтобы в процессе работы она не смещалась.
Расстояние губки задней плиты от ножевого вала должно быть наименьшим (5 мм). Передняя плита должна быть установлена на 1-2 мм ниже уровня задней.
Направляющую линейку при фуговании брусков располагают так, чтобы расстояние от бруска до левого края стола не превышало 250- 300 мм. Перпендикулярность вертикальной поверхности линейки задней плите проверяют угольником. Зазор между угольником и вертикальной поверхностью линейки не должен превышать 0,05 мм на высоте 100 мм.
Классификация строгальных валов
В строгальных станках применяются следующие виды режущих валов:
- горизонтальные верхние;
- горизонтальные нижние;
- прямые;
- валы с фасонными ножами;
- шейперные;
- секционные.
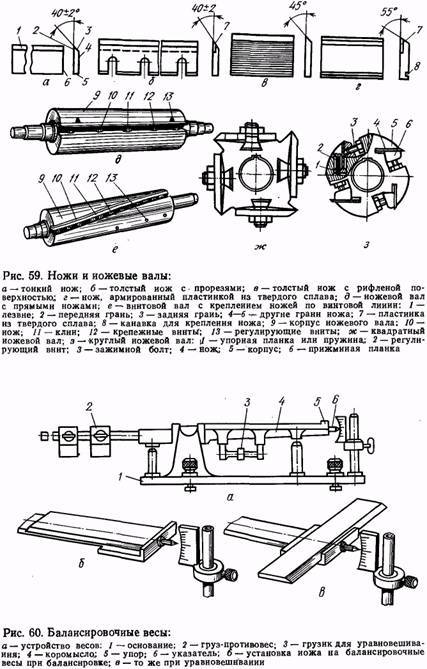
По геометрическим размерам все они делятся на две категории: тонкие и толстые. К толстым относятся валы, имеющие толщину от 8 до 12 мм. Их длина составляет от 50 до 1200 мм. Наиболее часто строгальные валы изготавливают длиной 200 мм, 400мм и ножевой вал 600 мм. Ширина варьируется от 80 до 100 мм. К тонким относятся ножи с размерами: толщина 2,5-5 мм, длинна такая же, как у предыдущих, ширина равна 40 мм.
По форме они бывают круглые и квадратные. Современные производители выпускают большое количество разновидностей строгальных ножей. Это вызвано постоянным совершенствованием технологии обработки деталей, стремлением дизайнеров создавать всё боле оригинальные конструкции, борьбой за экономию ресурсов и сокращением времени на обработку.
Самые простые имеют цилиндрическую конструкцию, в которую вмонтированы специальные ножи. Таким образом, создаётся режущий инструмент для деревообрабатывающего станка.









Секционный — конструктивно выполнен в виде отдельных секций. Такая конструкция позволяет осуществлять подачу заготовок, у которых имеется различная толщина. Подобная конструкция строгального вала значительно снижает время на обработку детали.
Шейперный вал отличается от остальных тем, что сами ножи располагаются по спирали. Кроме этого они повёрнуты на небольшой угол относительно направления оси самого вала. Применение такой конструкции позволяет обеспечить плавный вход ножей в обрабатываемую деталь. Повышается качество обрабатываемой поверхности и исключается эффект надрыва поверхности деталей.

Шейперный вал «кукуруза»
Особое место занимают строгальные валы, которые имеют наименование «кукуруза». Их конструкция достаточно многообразна. Самыми простыми являются шейперные. Они представляют собой стержень, на котором нарезано специальное сечение. С его помощью осуществляют обработку детали. Более сложные, относящиеся к классу кукуруза – это режущий инструмент наборной конструкции. Отдельные детали представляют собой резцы, расположенные таким образом, что они отдалённо напоминают кукурузный початок. Если подходить более строго к терминологии, они имеют более точное наименование — фрезы.
Сегодня многие производители ножей для рейсмусов и фуганков пытаются добиться многофункциональности, высокого качества обработки и снижения уровня шума. Так ножевой вал JET «helical» относится к категории сегментированных строгальных валов. В своём составе он имеет большое количество лезвий, выполненных из твёрдых сплавов. За счёт этого удалось добиться высокого качества обработки и существенно снизить уровень шума.
Приобрести ножи Jet можно в компании Стербруст на странице «Ножи и валы Helical».

Ножевой вал JET «helical»
В этом же направлении двигались разработчики ножей «Xylent». После нескольких лет научной и экспериментальной работы им удалось создать ножи с пониженным уровнем шума. Этот вал специально был разработан для рейсмусовых, фуговальных и комбинированных станков Scm.
К высококачественным строгальным ножам профессионалы относят ножи марки Tersa (Терса). Их конструкция имеет следующую особенность. Ножи устанавливаются в специальные выемки на валу, которые крепится на шпинделе станка или в головку фрезы.

Строгальный вал Tersa
Наиболее распространёнными и относительно недорогими являются строгальные валы, которыми оснащаются деревообрабатывающие станки муравей. К этому классу относиться и строгальный вал Белмаш. Он достаточно прост и оснащён тремя ножами, но показывает достаточно неплохое качество обрабатываемых поверхностей.

Ножевой вал Белмаш
Настройка работы изделия
Благодаря длительной практике известно, что на устройство лучше укладывать обрабатываемые предметы длиной 1 -1,5 метра. Более короткие детали могут выскальзывать из-под ножа и тем самым нанести травму оператору. Очень длинные заготовки неудобно строгать. Перед началом работы стоит определить толщину снимаемого с дерева слоя. Если оборудование с автоподачей, нужно выставить скорость подачи обрабатываемого материала.
Профессионал может определить толщину слоя снятия «на глаз» или выяснить её, проведя пробное пиление. Если остались незатронутые места после пробного строгания, стол со станком фуганком немного опускается. При отклонении более 2,5 мм совершается два повторения порезки. Когда высота стола выставлена, измеряется расстояние между краем ножа и плитой, лучшим считается зазор в 2−3 мм. Если эти параметры превышены, древесная заготовка будет резаться рваными кусками. Если щель меньше 2-х мм, начнёт деформироваться нож. Кроме того, стоит определить размещение рейки направления. Расстояние от левого края ножевого вала до рейки должно быть шире бруска.
Виды фуговальных станков
Существуют 2 основных разновидности фуговальных станков:
- Ручной фуганок. Этот инструмент чаще всего используется в бытовых мастерских. Он отличается простой конструкцией и низкой стоимостью.
- Электрический фуганок. Этот прибор отличается большой массой и высоким энергопотреблением. Его преимуществом является точность реза и повышенная производительность труда. Электрический фуговальный станок используется на крупных производствах. Недостатком этого инструмента является его высокая стоимость.

Фуганки классифицируются по назначению:
- Строгально-фуговальный станок. Используется только строгания деревянных деталей.
- Фуговально-рейсмусовый станок. Применяется для строгания и калибровки заготовок.
- Фуговально-циркулярный станок. Предназначен для продольного и поперечного пиления брусков и фрезерования деталей.
- Универсальные станки. Способны выполнять сверлильно-пазовые работы, фугование, пиление и калибровку досок.
Стационарные фуганки разделяются на:
- Односторонние. Эти инструменты оснащены 1 рабочим валом. За 1 проход они способны обработать только нижнюю поверхность изделия. Односторонние устройства не оснащаются системой автоподачи заготовок. Скорость строгания бруска составляет не более 10 м/мин.
- Двухсторонние. Эти приборы оснащаются несколькими строгальными валами. Поэтому они способны обрабатывать все поверхности детали одновременно, что увеличивает скорость строгания деталей из древесины. Двухсторонние инструменты оснащаются системой автоподачи заготовок.

В бытовых мастерских также используются переносные мини фуганки. Они обладают малыми габаритами и небольшим весом. Недостатком мини фуганков являются сниженными эксплуатационными характеристиками.
7Д36 станок поперечно-строгальный с гидравлическим приводом. Назначение и область применения
Поперечно-строгальный станок модели 7д36 заменил устаревшую модель .
Поперечно-строгальный станок 7Д36 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Строгальный станок 7Д36 предназначен для строгания плоских и фасонных поверхностей в условиях единичного и мелкосерийного производства.
Особенности конструкции станка
Наличие на станке 7Д36 механических подач стола и резцового суппорта, механизма настройки стола на ширину строгания и механизма автоматического останова обеспечивает возможность многостаночного обслуживания.
Ползун имеет гидравлическое возвратно-поступательное движение. Направление движения ползуна и длина его хода изменяются при помощи упоров, расположенных па ползуне. Подача стола в вертикальном и горизонтальном направлениях осуществляется посредством гидромеханического устройства коробки подач. Ускоренные перемещения стола осуществляются от отдельного электродвигателя, соединенного с коробкой подач при помощи фрикционной муфты, отключающей цепь быстрых перемещений стола при перегрузках и крайних его положениях. Предусмотрена возможность перемещения стола вручную.






Станок имеет автоматическую подачу суппорта и отвода резца от обрабатываемой поверхности при холостом ходе ползуна.
Смазка направляющих ползуна и станины автоматическая. Станок 7Д36 является базовым для модификаций с универсальным поворотным столом и копировальным устройством.
По особому заказу за дополнительную плату станок может быть укомплектован теплообменником для охлаждения масляной ванны.
Класс точности станка Н.
Строгальные станки. Общие сведения
Основное назначение строгальных станков — это обработка долблением плоских и фасонных линейчатых поверхностей, пазов и канавок в разнообразных деталях, а также штампов различных видов.
Строгальный станок – металлорежущий станок для обработки строгальными резцами горизонтальных, вертикальных и наклонных поверхностей с прямолинейными образующими.
Различают поперечно-строгальные и продольно-строгальные станки.
Главное движение строгального станка — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие. Резание производится во время рабочего хода, затем следует холостой ход (с более высокой скоростью), при котором резец (или изделие) возвращается в первоначальное положение. Скорость главного движения остается постоянной у всех продольно-строгальных станков и поперечно-строгальных станков с гидравлическим приводом и меняется (от нуля до максимальной и вновь до нуля) у поперечно-строгальных станков с приводом от кулисно-кривошипного механизма. В конце каждого холостого хода осуществляется движение подачи (в поперечном направлении относительно направления главного движения). У поперечно-строгальных станков оно сообщается столу и закрепленному на нём изделию, у продольно-строгальных — резцу, закрепленному в суппорте.
На поперечно-строгальных станках обрабатывают мелкие и средние изделия, на продольно-строгальных — относительно крупные изделия или одновременно несколько средних изделий, а также изделия с узкими длинными поверхностями, главным образом в индивидуальном и мелкосерийном производствах.
Из-за холостого хода невыгодно использование строгальных станков в крупносерийном и массовом производстве, где они заменяются фрезерными, протяжными, шлифовальными станками.
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски
Положение суппорта и поворотной доски суппорта при строгании
Устройство
Фуговальный станок состоит из следующих элементов:
- Двигатель. Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами.
- Рабочий стол. Данный элемент состоит из задней и передней плит. Они изготавливаются из чугуна и оснащаются ребрами жесткости, обеспечивающими устойчивость рабочей поверхности. Края плит оборудованы накладками из нержавеющей стали. Они защищают рабочий стол от разрушения. Задняя плита находится на одном уровне с верхней точкой режущих лезвий. Передняя плита находится под задней, на расстоянии до 2 мм. Расстояние между уровнями зависит от того, сколько материала нужно снять при обработке деревянного изделия.
- Станина. Она изготавливается из прочных сплавов металлов. Эта деталь выдерживает вес станка и все усилия, возникающие при воздействии режущих элементов на поверхность заготовки. На станине располагаются валы с ножами, направляющие и крепления.
- Строгальный вал. Он располагается между задней и передней плитами. К валу крепятся лезвия одинаковой толщины. Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками.
- Направляющая. Она представляет собой узел, предназначенный для перемещения подвижных элементов станка и обрабатываемой заготовки. Направляющая крепится к станине при помощи болтов. Она может передвигаться в поперечном направлении.
- Круговое ограждение. Оно размещено на передней плите и плотно прилегает к направляющей. Круговое ограждение изготавливается из листовых материалов и защищает ножевой вал.
С помощью фуговального станка рекомендуется обрабатывать детали длиной от 1 до 1,5. Более длинные заготовки плохо закрепляются на рабочем столе и деформируются, что снижает точность реза и создает неудобства в процессе работы. Обрабатывать заготовки длиной меньше 1 м травмоопасно.