Техника и правила точения пильных дисков по дереву
Для восстановления состояния зубьев пилы требуется качественно заточить их грани. При этом нужно учесть их неравномерный износ. В основном тупится передняя часть, потому что на нее ложится большая нагрузка.
Потом нужно детально изучить инструкцию производителя по эксплуатации станка
Важно необходимо сначала его подготовить (установить на ровную поверхность, правильно подключить и настроить). Затем можно переходить к точению дисков, причем технология будет зависеть от типа зубьев и затачиваемой зоны
Заточка прямого зуба по передней плоскости
Затачивается передняя часть зубьев дисков пил таким образом:
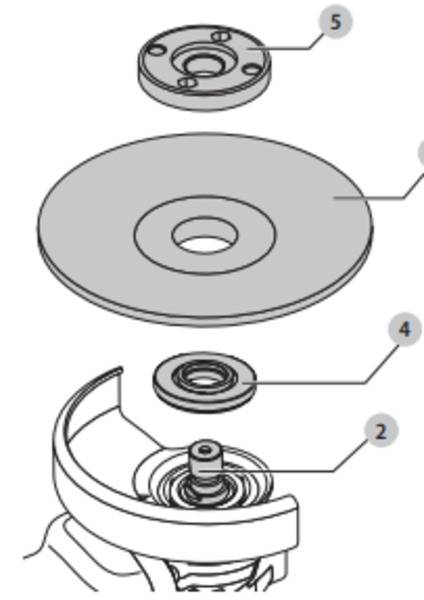
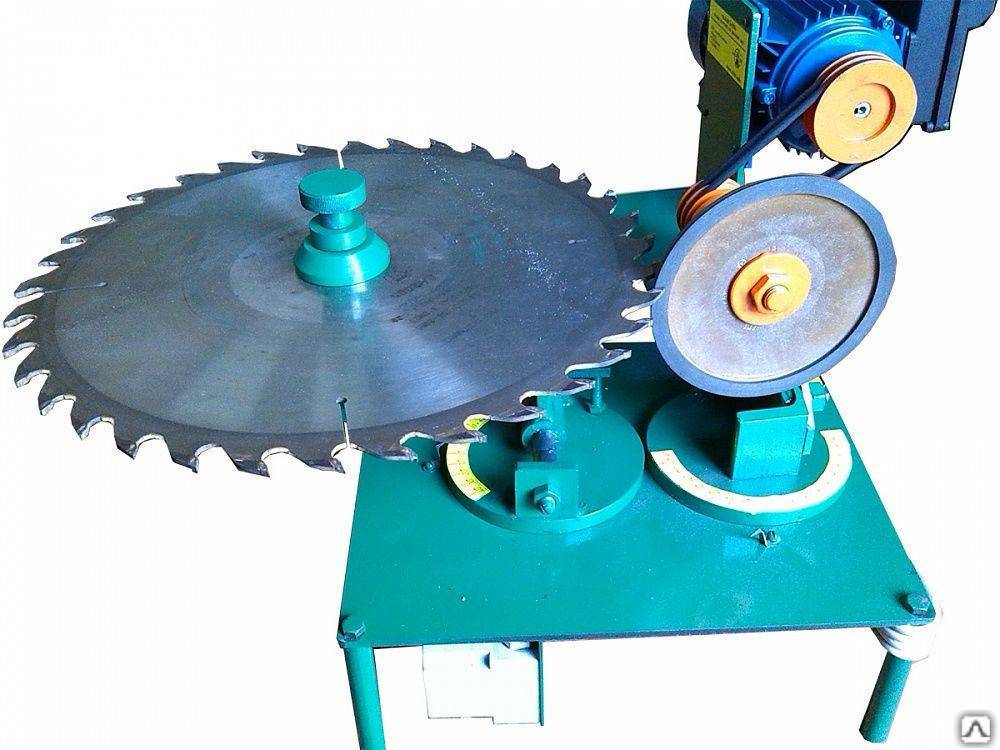
- Затачиваемый диск ставится на оправку, после чего зажимается конусной втулкой и гайкой.
- Потом выставляется по горизонтали с помощью маятникового угломера. При этом угол скоса передней плоскости должен быть равен 0°.
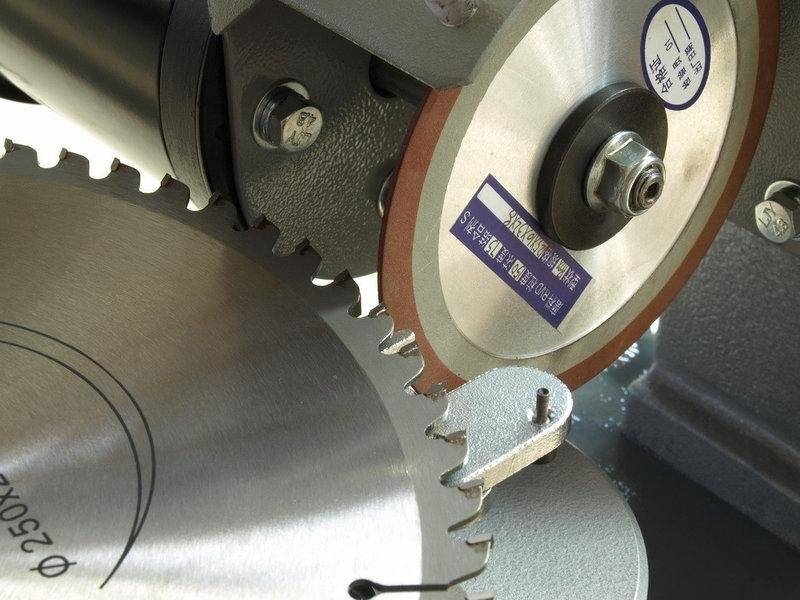
- С помощью вращения винта оправка с кругом двигается по горизонтали для точной регулировки переднего угла заточки, в результате передняя часть зуба должна плотно прижаться к точильному кругу.
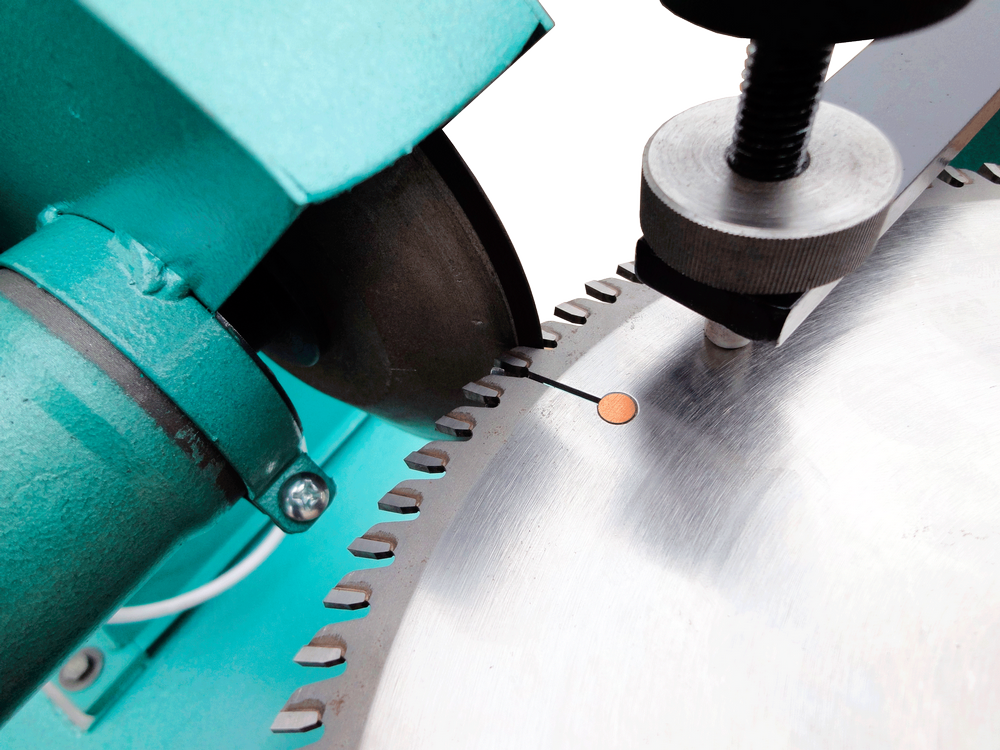
- Маркером отмечается первый затачиваемый зуб.
- Включается электродвигатель, после чего затачивается передняя часть зуба — для этого его несколько раз поступательными движениями прижимают к абразивному кругу и отпускают. Причем за счет силы прижима регулируют толщину снимаемого с зуба металла.
- После затачивания одного зуба пильный диск отводится от точильного круга, затем он поворачивается по оси на один зуб для дальнейшей заточки.
- Данная процедура повторяется до тех пор, пока затачиваемый диск не прокрутится до отмеченного ранее маркером места.
Заточка скошенного спереди зуба
Для этого диск требуется установить под наклоном — под углом скоса передней части зубьев. Чаще всего он составляет +8°. Затем также помечают маркером 1-ый зуб и последовательно затачивают каждый 2-ой зуб. Далее положение диска меняют и устанавливают отрицательный угол заточки -8°. После чего снова затачивают каждый 2-ой зуб диска.
В ходе точения требуется отслеживать равномерный скос для каждого режущего сегмента. При большой погрешности требуется переустановить затачиваемый диск, чтобы зубья на нем были одинаковой формы. При этом требуется периодически делать контрольные замеры.
Заточка зубьев по задней плоскости
Одним из важных этапов точения дисков циркулярных пил является обработка задней части зубьев. Для этого их устанавливают так, чтобы задняя часть зубьев располагалась в одной плоскости с рабочей поверхностью точильного круга и нормально контактировала с ним.
Требуется также учитывать скорость вращения рабочего инструмента. На оборудовании с ручной регулировкой требуется устранить вероятный перегрев кромок затачиваемых зубьев. Кроме того, нужно следить, чтобы круг не снял с зубьев много металла. Изменение формы одного или нескольких режущих элементов негативно отразится на качестве обработки древесины.

Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
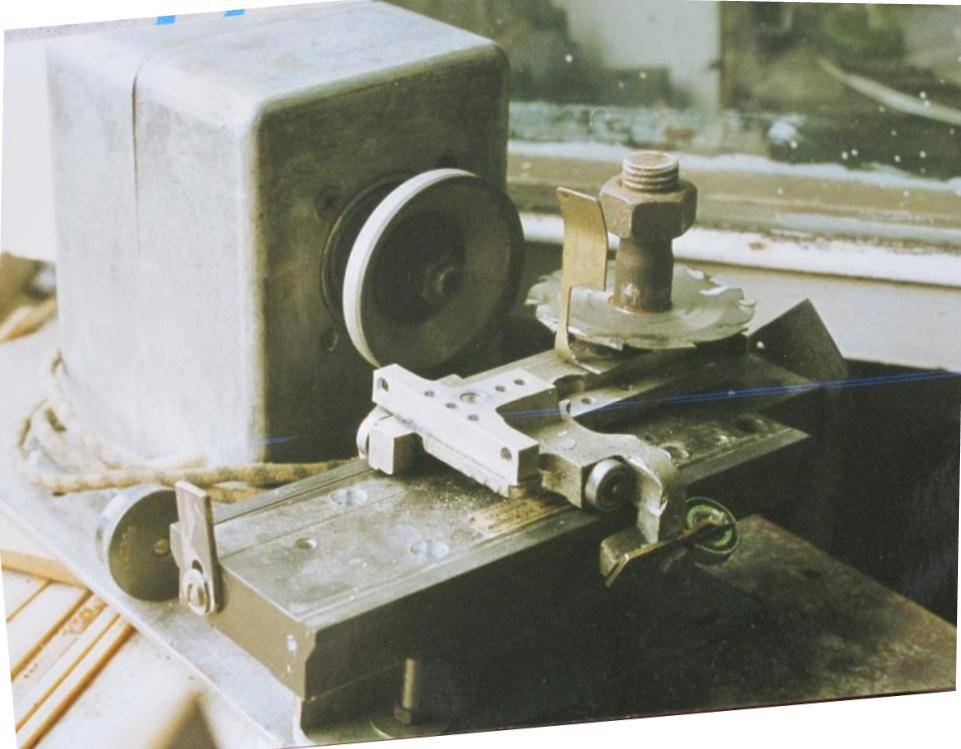
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
Как вырезать окно в куске фанеры
Иногда доски необходимо распилить внутри, вырезав так называемое «окно» из общей части. Но это необходимо также делать с соблюдением особых правил. Для начала необходимо отметить точку на месте среза. Она должна совпадать с угловой и средней частями циркулярного диска. Во время всего процесса отмеченная линия пропила должна находиться чуть сбоку.
Главное плавно опустить циркулярный диск в фанеру, чтобы не произошел возвратный удар. Далее на полной мощности можно непосредственно осуществлять распил. Окончание работ можно осуществлять только при полной остановке инструмента.
Характеристики дисков по дереву
Рассматривая различные модели дисковых пил и полотен для распила, необходимо решить, для работы с каким материалом планируется их использовать, какую работу планируется выполнять с их помощью. На текущий момент в продаже представлено большое количество разнообразных моделей этих устройств. Однако следует помнить о том, что подходить к выбору следует с максимальной серьезностью. Скажем, на частоту вращения может оказать существенное влияние тип сырья, с которым планируется работать. Чистота же определяет и подходящий диаметр полотна. Помимо них, значение приобретают и иные параметры.
Диаметр рабочего диска
Эта характеристика может определять оптимальную частоту вращения инструмента:
- при диаметре не более 80 мм – частота вращения 23 800 об/мин.;
- при диаметре не более 100 мм – частота 19 100 об/ мин. ;
- при диаметре 120 мм – частота15 900 об/ мин. ;
- при диаметре 250 мм – частота 7 600 об/ мин. ;
- при диаметре 300 мм – частота 6300 об/ мин.
С увеличением размера пильного полотна уменьшается частота вращения пилы. Об этой особенности всегда необходимо помнить, выбирая рабочий инструмент и комплектующие к нему.
Скорость распила
Помимо этого, подготовленный для работы материал будет оказывать влияние на скорость распила:
- если используется мягкая древесина, то рабочую скорость следует устанавливать на уровне 50-90 метров в секунду;
- при работе с твердой древесиной — 50-80 метров в секунду;
- при использовании ламинатных панелей с различным покрытием — 40-60 метров в секунду;
- при работе с экзотическими породами древесины рабочая скорость должна находиться на уровне 50-85 метров в секунду;
- при работе с панелями МДФ уровень скорости должен составить 30-60 метров в секунду;
- во время выполнения столярных работ скорость нужно устанавливать на уровне 60-80 метров в секунду;
- если возникла задача по резке плит ДСП, то оптимальной будет считаться скорость 60-80 метров секунду.
Рассматривая различные модели пильных дисков, необходимо принимать во внимание форму, которую имеют зубья пилы, а также размеры и рабочие скорости. Для наглядности можно рассмотреть следующие рабочие параметры:
- Если производителем были заложены в пильные диски следующие характеристики n= 1500 оборотов в минуту, u = 10 метров минуту, z= 60, Sz = 0,11 мм, то они подходят для распила плит ДСП, а также твердой и мягкой древесины. Обработка материала может выполняться поперек или вдоль волокон.
- Если производитель определил для пильного полотна характеристики n= 3000 оборотов в минуту, u = 5 метров в минуту, z = 40, Sz = 0,04, то с его помощью можно обрабатывать плиты ДСП, характеризующиеся наличием полимерного наружного покрытия. Также их можно применять и для резки алюминия, ламинированных плит и фанеры разного типа.
Важным моментом является то, что пильные диски в обязательном порядке содержат необходимые параметры, которые должны быть выдержаны при их использовании. Это упрощает процедуру подбора инструмента, который можно будет использовать для выполнения той или иной работы
Сравнивая пильные диски по количеству оборотов, толщине, скорости и иным параметрам, важно иметь в виду, что в продаже можно встретить пилы разного типа. По этой причине важно понять, для работы с каким инструментом предназначен определенный пильный диск
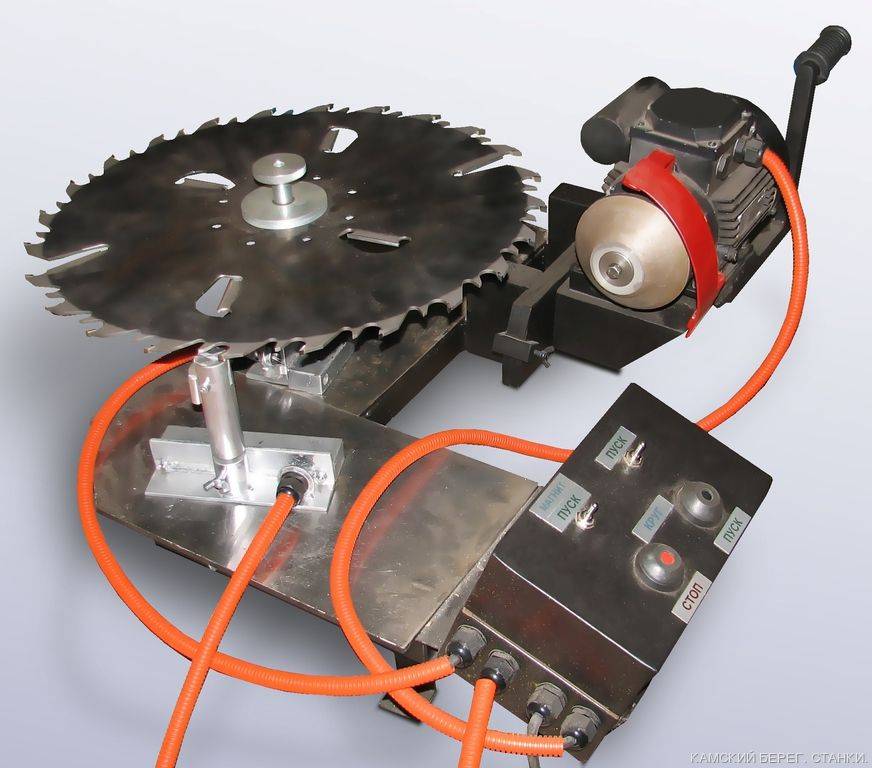
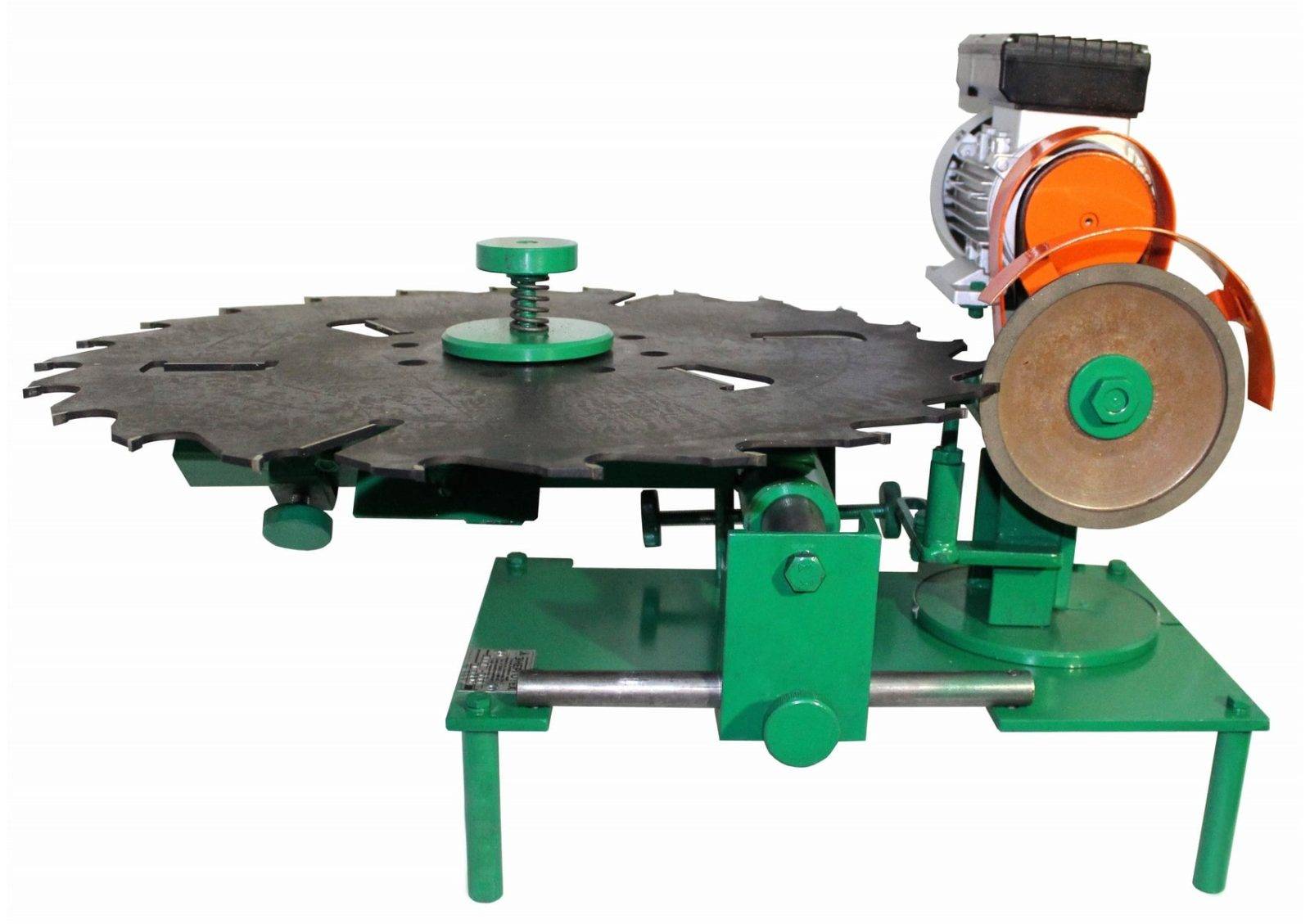
Станок
Станок для заточки дисковых пил – это не одно какое-то устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.
– Автоматические. Весть процесс заточки полностью механизирован и нет необходимости в участии человека. Такие аппараты применяются в производственных целях.
– Ручные. Это могут быть любые приспособления и инструменты для заточки ручным методом. Производительность такого оборудования гораздо ниже автоматов. Такой вид нашел применение в кустарных мастерских для бытовых нужд.
Оборудование такого рода в широком ассортименте представлено в продаже, отличаться аппараты могут функциями, мощностью и ценой. Ручной станок для заточки дисковых пил, цена которого будет значительно ниже (порядка 20 тысяч рублей), можно изготовить самостоятельно. Оборудование состоит из плотна и пластин из твердых сплавов, которые служат резцами.
Пластины для них изготавливают из сплавов различного состава.

Основные правила
При заточке пилы по дереву своими руками требуется концентрация внимания, хороший глазомер и навыки работы с напильником. Несмотря на всю кажущуюся сложность процесса, при выполнении рекомендаций эту манипуляцию можно сделать достаточно просто, хотя не быстро. Чтобы наточить ножовку в домашних условиях, надо потратить час-два времени, можно справиться и быстрее, если набить руку.
Болгаркой тоже точат ножовки, но к этому методу многие мастера относятся негативно. Во-первых, это небезопасно, во-вторых можно больше испортить резцы, чем наточить.







Подготовка
Полотно нужно надежно зафиксировать в тисках. На коленях или табурете заточить тоже можно, но держать ножовку так неудобно. Место, в котором проводится заточка, должно быть хорошо освещенным, в целях безопасности надевают рукавицы. Ничто постороннее, типа телевизора, не должно отвлекать от работы.
Для восстановления рабочих характеристик столярно-слесарного инструмента необходимо использовать только качественный напильник. Обычно берут трехгранный, а для маленьких зубьев садовой ножовки предусмотрен специальный четырехгранный напильник.
Грани резцов обязательно следует зачистить надфилем или напильником, у которого мелкая бархатная насечка. Если приходится пользоваться подержанным напильником, то его предварительно очищают при помощи стальной щетки.
С резцов стачивают небольшой слой покрытия. В процессе их обработки напильник не должен соскальзывать, а хорошо цепляться за них. Если этого не происходит, то напильник не пригоден для обработки или резцы полотна перекалены. Для заточки следует взять другой инструмент. В случае неудачно проведенной повторной попытки рекомендуется сменить ножовку.
Заточка
Чтобы наточить ножовку по дереву напильником правильно, его ручку зажимают правой рукой, а левой держат конец. Инструмент направляют на зубья полотна под углом (как идет скос). Нажим должен быть равномерным, плавным и только в определенную сторону (обычно от себя).
По возможности желательно следить, чтобы снятый слой металла был одинаковой толщины. Для этого инструмент рекомендуется двигать равное количество раз и с равным нажимом. Так получится сохранить высоту, шаги и величину углов зубьев после обработки.
Удалять появляющиеся на гранях зуба заусеницы необходимо влажным оселком либо посредством напильника с бархатной насечкой. Если их оставить, то они будут снижать остроту зубьев и выкрашиваться при распиле древесных материалов, что ухудшит качество проводимых манипуляций.
Когда заточка окончена, проверяют остроту зубьев, распилив кусок дерева. Если при осмотре полотна пилы резцы не блестят, то все действия были сделаны эффективно и ножовка готова к эксплуатации.
Разводка зубьев
Развод зубьев необходим, чтобы ручную пилу не заклинивало в процессе резки, чтобы она шла ровно и легко. После длительного использования ножовки может потребоваться перед тем, как ее наточить, выполнить разводку. Суть процесса состоит в проведении равномерного отгибания зубьев в разные стороны. После этой процедуры должны образоваться свободные зазоры с двух сторон полотна. Движение острорежущего инструмента в разрезе будет происходить намного эффективнее.
Чем больше отгиб резцов, тем меньше риск застревания пилы в процессе эксплуатации. Но здесь не стоит переусердствовать, в противном случае производить распиловку будет крайне проблематично.
Для удобства выполнения отгиба рекомендуется использовать разводки – специальные приспособления. Ножовку хорошо зажимают в тисках, устройство монтируют на рабочей поверхности. Главное, зубья не должны полностью выступать, иначе они сломаются.
Влияние формы зуба на резку
Значительное влияние на качество реза оказывает форма зубьев.
- С плоской вершиной. Диск пильный по дереву с такой формой зуба хорошо подходит для реза по твердой древесине. Она вырывает жесткие волокна, позволяя продуктивно двигаться при пилении. Лучше всего подходят для ясеня, дуба, бука, березы. Зуб симметричный, без разводки.
- С выраженной разводкой. Предназначены для сильного вгрызания в древесину. Обеспечивают высокую производительность с грязным резом. Места обработки нужно дополнительно шкурить наждачной бумагой.
- Тройная стружка. Такой диск пильный по дереву разработан по специфической системе, комбинирующей две предыдущие технологии. Сначала идет зуб с разводкой, который вырезает большие массивы древесины. Следующий зубец срезает следы от предыдущего. Таким образом создается высокая производительность пиления, но сам рез получается чистым, без торчащих волокон.
- Чистовой. Наиболее распространенная технология производства чистовых дисков – четыре зуба с отрицательным наклоном и разводкой и один для подрезания. Такая технология позволяет проводить даже финишный распил. Подойдет для резки ДСП и МДФ при изготовлении мебели.
Используемые материалы и процесс заточки победитового зуба дисковой пилы
При работе с дисковой пилой, чаще всего, затупляется главная кромка. В процессе резки главный упор идет именно на неё, поэтому необходимо следить, чтобы она не скруглялась более чем на 0,3 мм, так как могут возникнуть трудности при последующей заточке резцов, не говоря уже о снижении производительности.
Вспомогательные плоскости также подвержены износу (правда, в меньшей степени), особенно при работе с массивными изделиями.
Для заточки зубов дисковых пил с победитовыми зубьями используют высокопрочные материалы — алмазные круги, круги из карбида кремния (зеленого) и др.
Важно!
Перед началом процесса необходимо убедиться в чистоте прибора, то есть убедиться, что на обрабатываемых плоскостях нет грязи или воды. А также нелишне будет обработать алмазный круг смазочно-охлаждающей жидкостью, так как высока вероятность появления ржавчины при охлаждении простой водой.
При выборе абразивного круга следует обратить внимание на то, чтобы его поверхность была немного зернистой, ведь именно так достигается нужная чистота поверхности натачиваемого зуба. В противном случае, при работе на материале будут оставаться сколы, зазубрины и иные дефекты
Для обработки победитовых напаек скорость вращения круга заточки должна составлять не менее 15 м/с, то есть при диаметре от 120 до 125 мм скорость вращения должна быть минимум 1500 об/мин.
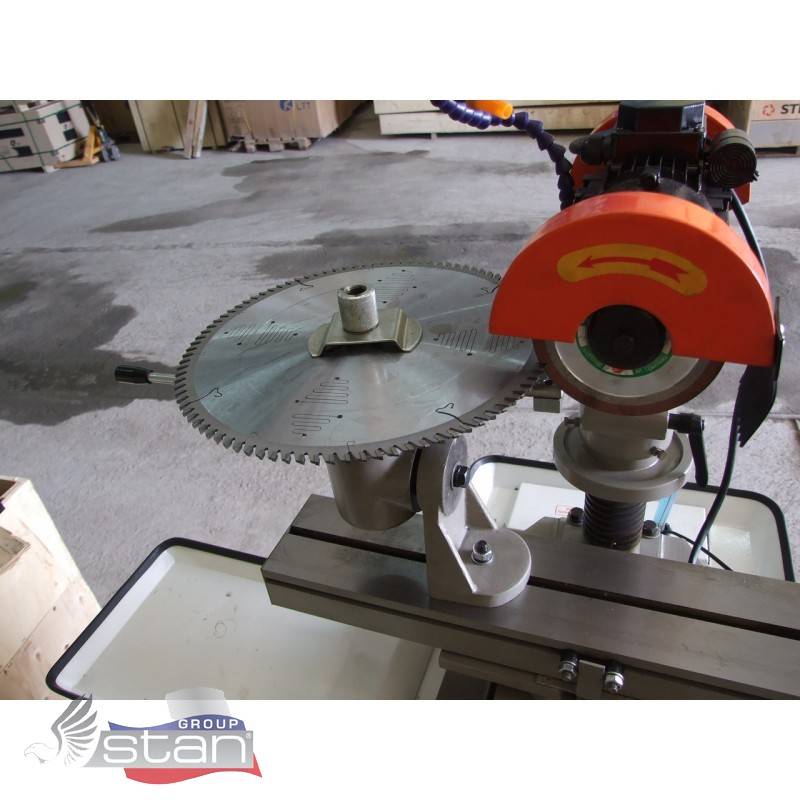
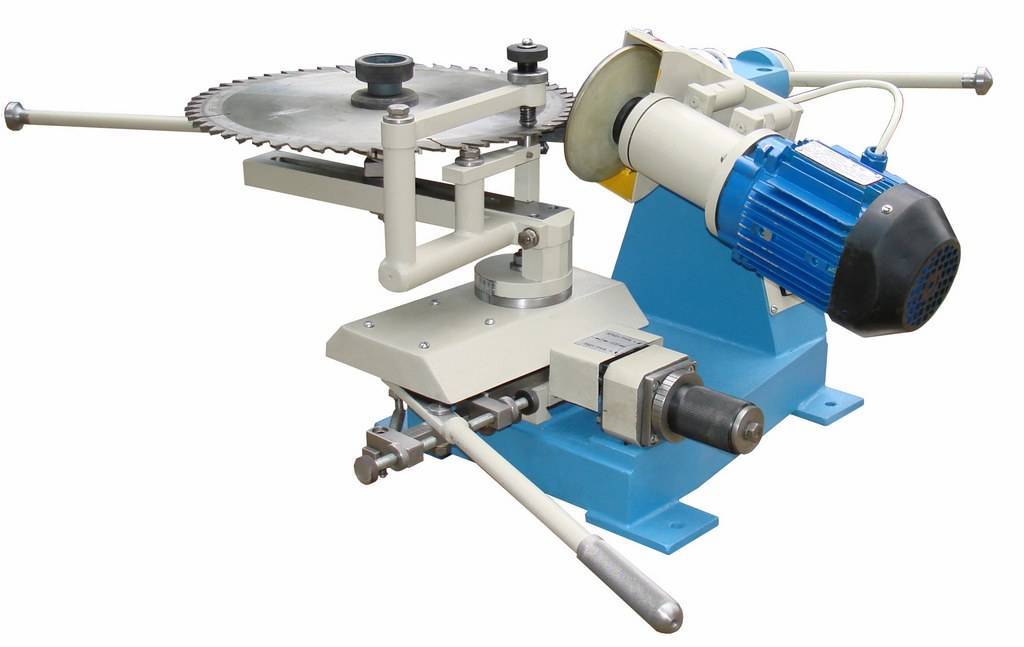
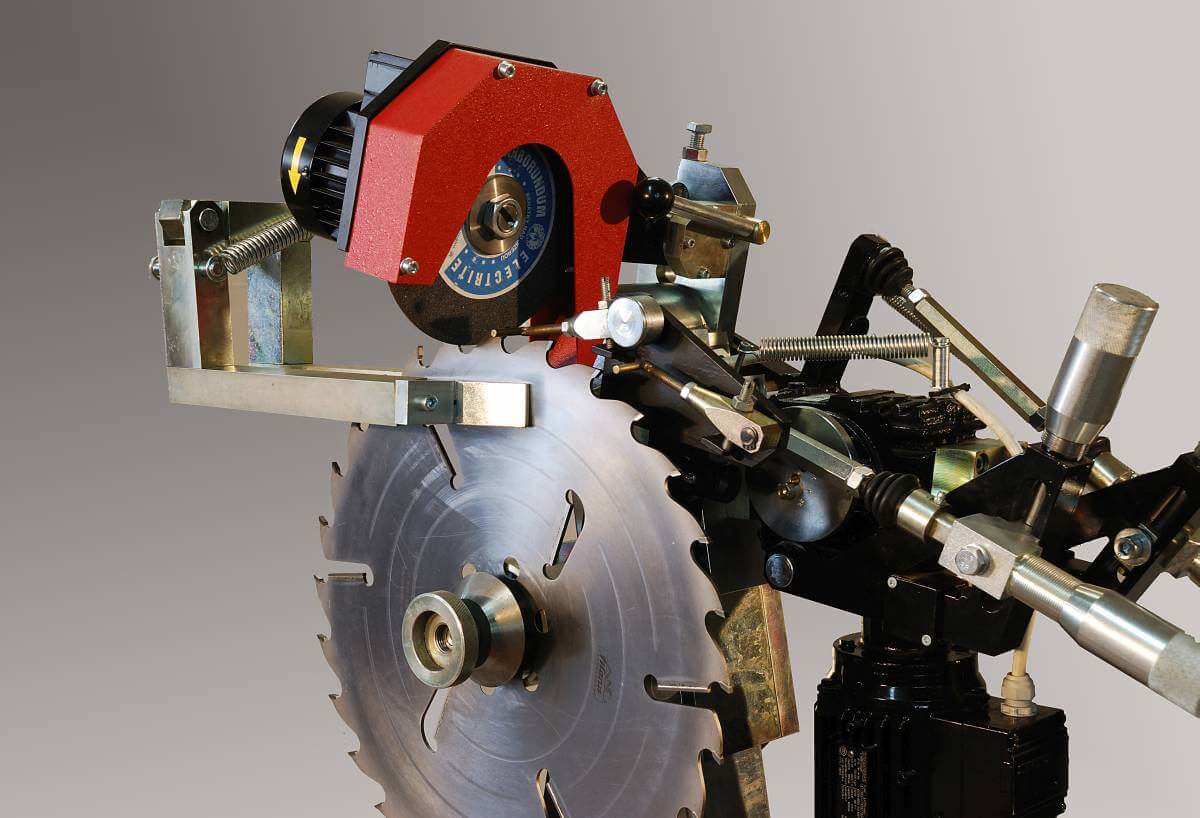
Существуют специальные приборы для заточки напаек — станки для заточки, преимуществом которых является:
- Вариабельность перемещения как станка, так и абразивного круга;
- Обеспечение ровного угла заточки.
Далее действия производятся вручную — поворот пилы по кругу (на зуб), последующая шлифовка, проверка объемов снимаемого металла. Подобные механизмы отлично подходят для обработки напаек в домашних условиях.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.





Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
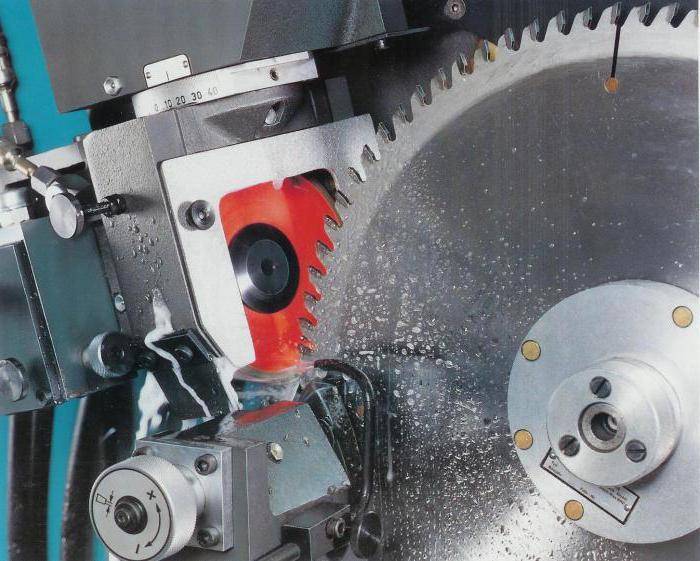
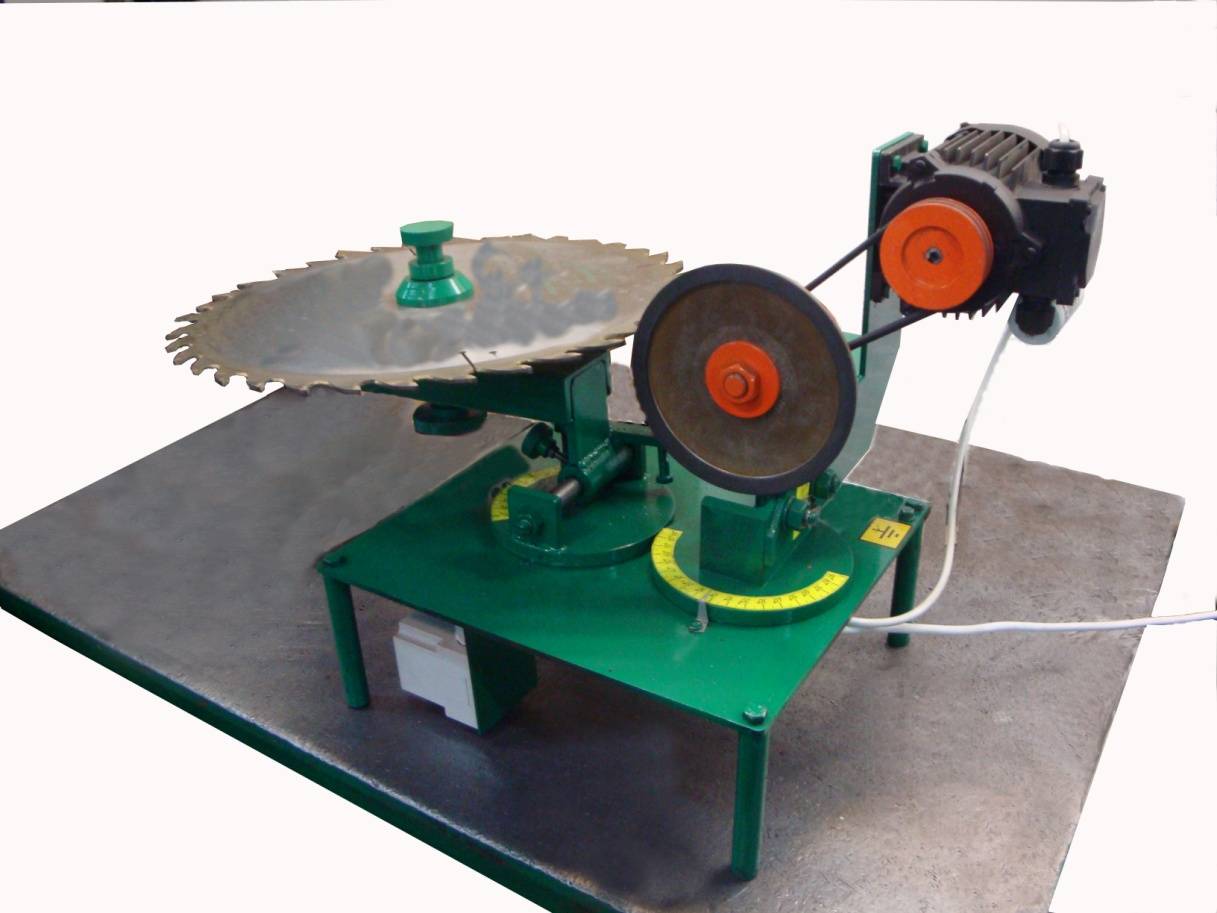
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Эксплуатация
Заточные и шлифовальные станки следует эксплуатировать в соответствии со следующими правилами:
- при использовании дисков с алмазным покрытием требуется периодический останов обработки с целью их охлаждения;
- недопустимо наличие на абразивной поверхности неравномерного износа;
- обязательно требуется проведение техосмотров основных узлов, выполнение смазки трущихся механизмов, удаление загрязнений;
- пильный диск обязательно должен правильно устанавливаться, чтобы исключить биения или нарушение углов точения кромок зубьев;
- при обработке на больших частотах вращения вала двигателя нужно не допускать перегревов;
- перед запуском электродвигателя нужно убедиться в прочном креплении всех элементов, функционировании защитной системы, наличии над вращающимися узлами защитных кожухов.
При выборе инструмента важно учитывать технические характеристики, требования производителя к условиям эксплуатации. При несоблюдении рекомендаций можно не только сократить срок службы основных узлов и агрегатов, а и лишиться гарантии
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
Твердосплавный диск сложно заточить.
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга
Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Материал и свойства твердосплавных зубьев
В отечественных пилах в качестве материала для режущих пластин используются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра означает процентное содержание кобальта). У ВК6 твердость 88,5 HRA, у ВК15 — 86 HRA. Иностранные производители применяют свои сплавы. Твердые сплавы ВК состоят в основном из карбида вольфрама сцементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Крепят твердосплавные пластины к диску высокотемпературной пайкой. В качестве материала для пайки, в лучшем случае, используются серебряные припои (ПСр-40, ПСр-45), в худшем случае — медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.








Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.