Выбираем станок для изготовления вагонки
Как видите, операций и разных инструментов требуется немало:
- пильный диск для формования ровных краев;
- рейсмус для калибровки;
- фрезерование для формования пазов и гребней.
Если все это оборудование собрать воедино и настроить и получится станок для изготовления вагонки. Он, собственно есть. Это четырехсторонний станок. На этом оборудовании можно делать вагонку (и не только) разного сечения.
Четырехсторонний станок
Называется так из-за наличия не менее четырех шпинделей, которые позволяют за один проход обрабатывать сразу все четыре стороны заготовки. Количество шпинделей — от 4 до 7.
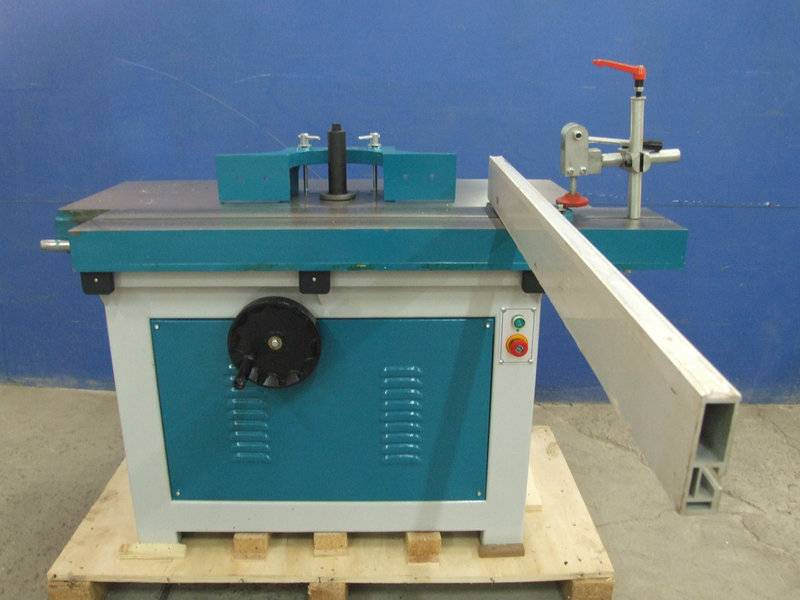
 Это четырехсторонний станок с малой степенью автоматизации. Производят такое и подобное оборудование в России в странах СНГ
Это четырехсторонний станок с малой степенью автоматизации. Производят такое и подобное оборудование в России в странах СНГ
При наличии четырех шпинделей изготавливать можно любые доски, паркет, брус, вагонку. При наличии пятого добавляется еще возможность дополнительной обработки лицевой или тыльной стороны с формованием рельефа. На таком оборудовании можно сделать евровагонку, изготавливать сложной формы мебельные заготовки.
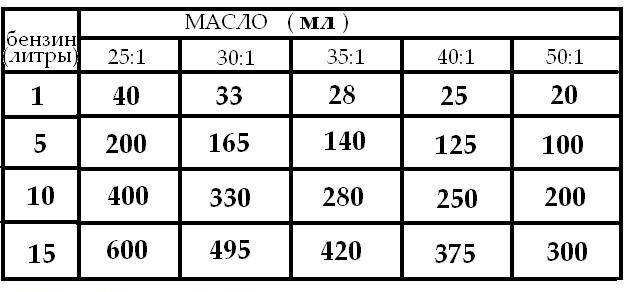
При отборе доски нужно учесть, что толщина снимаемого слоя составляет 4-8 мм. Это означает, что подавать в станок нужно откалиброванные заготовки. При этом их размеры должны соответствовать с точностью 4-8 мм габаритам вагонки.
Удобное это оборудование? Очень. Если качество станка хорошее, все что нужно — обеспечить равномерную подачу заготовок. Остается только правильно настроить фрезы, чтобы получить соответствующее изделие. И вагонку в том числе. Перенастройка происходит чаще всего с пульта управления. Выставив фрезы, получаем любой требуемый профиль.
 Это четырехсторонний станок с полной автоматизацией
Это четырехсторонний станок с полной автоматизацией
Из-за высокой цены приобретение четырехстороннего станка для строительства одного дома или бани — затея неразумная. Стоит он от 600 тыс. рублей. Самые дешевые модели — с четырьмя, самые дорогие — с семью шпинделями. Еще цена очень сильно зависит от производителя. Как обычно, самые дешевые родом из Китая или Кореи, примерно в том же диапазоне есть оборудование Российского производства, а самые дорогие — европейские.
Если изготовлением вагонки или другого погонажа вы собираетесь зарабатывать на жизнь, то четырехсторонний станок, оправданное вложение средств. Если вагонку своими руками собираетесь делать только для отделки дома или бани, рассмотрите другие варианты.
Универсальный деревообрабатывающий станок
Это оборудование не зря называется универсальным или комбинированным. При помощи перенастройки и смены инструмента выполнять на нем можно все необходимые операции: обрезать доски по заданному размеру, поставив фрезы сформовать шип и паз. При желании, можно снять и фаску.
 Многофункциональные станки пригодятся тем, кто любит мастерить или собирается обработкой древесины зарабатывать, а средств на приобретение четырехстороннего станка пока нет
Многофункциональные станки пригодятся тем, кто любит мастерить или собирается обработкой древесины зарабатывать, а средств на приобретение четырехстороннего станка пока нет
Только вот в чем дело: так как для каждой новой операции требуется переналадка оборудования, проделывают одну операцию с большим количеством заготовок. Например, сначала обрезают один край у всех заготовок. Затем устанавливают брусок по требуемой ширине вагонки и обрезают второй край. И тоже на всех заготовках. После — снова перенастраивают для следующего параметра.
Так уходит меньше времени
Но монотонность труда при такой работе действует усыпляюще, так что нужно быть внимательными и работать осторожно
 Более скромный универсальный станок по дереву. На нем тоже можно делать вагонку своими руками
Более скромный универсальный станок по дереву. На нем тоже можно делать вагонку своими руками
Немного о ценах на комбинированные станки: чем больше операций он может делать, тем выше цена. Например, станки, которые могут делать пять операций — пиление, фрезерование, строгание, вырезка пазов и сверление — стоят от 25-35 тыс. рублей. Этих операций более чем достаточно для изготовления вагонки своими руками. Есть, наверное, более дешевые варианты, но качество их очень сомнительно. Поищите в таком случае как можно больше отзывов, чтобы составить представление об оборудовании.
Вагонка с использованием фрезера
Изготовить вагонку своими руками можно имея только фрезер
Важно, чтобы доски у вас были откалиброванными. Их или можно купить, или обработать на соответствующем оборудовании. Далее остается фрезами выбрать шип и паз, при желании снять кромку
Далее остается фрезами выбрать шип и паз, при желании снять кромку.
Еще одна комбинация оборудования, с помощью которого можно изготовить вагонку своими руками: это циркулярная пила с возможностью установки фрез и рейсмус — для калибровки заготовок. Тоже все операции можно будет сделать перенастроив станок.
Выбираем вагонку для обшивки
Вагонка
Вагонка из дерева может быть обычной или евро. Первая на своей поверхности имеет шероховатость и ворс, вторая идеально гладкая. На тыльной стороне евровагонки есть вентиляционные каналы, которые предупреждают скопление влаги (конденсата) и снимают напряжения в материале. Согласно ГОСТ 8242-88, влажность деревянных изделий допускается в пределах 12±3%, однако обычная вагонка может изготавливаться из древесины влажностью до 25%, что может привести к деформации в процессе эксплуатации бани. Исходя из этого, будем выбирать для обшивки бани подходящую деревянную евровагонку.
Маркировка и технические требования
Вагонку производят из древесины хвойных пород и лиственных. Лучшие варианты для парной – осина, липа, кедр, ель, ольха, дуб, сосна.
| Древесина | Цвет | Свойства | Фото |
|---|---|---|---|
| Осина | Белый, приобретает серебристый отлив. Едва заметны желтые годичные кольца. | Легкая, хорошо выдерживает высокую влажность и температуру. Со временем твердеет настолько, что в осиновую панель трудно забить даже гвоздь. Не выделяет смолы, не раскаляется. | Вагонка из осины, Экстра |
| Липа | Светлая, коричневого, реже красноватого оттенков. Присутствует матовый блеск. | Волокна однородные, поверхность мало нагревается, в парной выделяет полезные для здоровья аромакомпоненты. При контакте с липовой древесиной во влажной среде железо окисляется и ржавеет, появляются потеки. | Евровагонка из липы |
| Липа Кедр канадский или сибирский | Коричневая с розовым оттенком. | Одна из самых дорогих и полезных для здоровья пород дерева. Не гниет, хорошо выдерживает механические нагрузки, не трескается. | Вагонка из канадского красного кедра |
| Сосна | Бежевый, коричневый с красными оттенками. Темнеет со временем. Выраженный рисунок годичных колец и смоляных каналов. | Хорошие механические свойства, вязкость, коробление умеренное. Не вызывает трудности при обработке. Выделяет смолу при нагреве, поэтому не обходит для обшивки тех поверхностей в парной, с которыми возможен тактильный контакт. Не подходит для обшивки потолка парной либо требуется неоднократная протопка парилки с последующим удалением выступившей смолы (процедуру повторять, пока из вагонки не выйдет вся смола). Для бани сосновую вагонку лучше выбирать Экстра-класса. | Сосна |
В следующей таблице представлены классы и их описание. Стоит знать, что древесина с большим количеством сучков быстрее нагревается, может обжечь. Маркировка одинакова для всех типов деревянной вагонки.
| Класс или сорт | Описание |
|---|---|
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см).Могут быть трещины : волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м.п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м.п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м.п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Маркировка
Маркировка вагонки
Нормы пороков по ГОСТ указаны в таблице ниже.
Нормы пороков по ГОСТ
Дефекты вагонки
Остается только выбрать профиль вагонки, т.к. каждый имеет свои нюансы монтажа.







| Профиль | Описание | Схема |
|---|---|---|
| Стандарт | Похожа на классическую вагонку «в четверть доски». Имеет соединение шип-паз, причем шип короче паза для предотвращения деформации. | Вагонка Стандарт |
| Штиль или Колхозница | От предыдущей отличается скругленным краями и наличием на обратной стороне каналов для предотвращения скопления конденсата. | Штиль |
| Евро | Производится по стандарту DIN 68126. Имеет удлиненный шип. После монтажа вагонки поверхность стены ребристая. | Евро |
| Софт-лайн | Софт-лайн или мягкая линия – это симбиоз вагонки Евро и Штиль. Мягкие скругленные углы, удлиненный шип, рельефная фактура стены после сборки панелей. | Софт-лайн |
| Блок-хаус | Применяется для отделки внешних стен и помещений. Стилизована под оцилиндрованное бревно. Есть соединение шип-паз, лицевая сторона обычно скругленная, а изнаночная ровная или с каналами для вентиляции. | Блок-хаус |
Профили вагонки
Это интересно: Вагонка «Штиль» (35 фото) — что это за профиль, размеры доски из липы и кедра, сорт «Экстра», примеры отделки потолка и стен в интерьере крашеной вагонкой
Фрезы, пригодные для изготовления вагонки ручным фрезером
Независимо от класса инструмента, то есть профессионального или любительского ручного инструмента, в нем используются исключительно торцевой вид фрез. На одном из ее концов находится цанга (хвостовик) диаметром 8 либо 12 мм для жесткого захвата патроном, а на другом – непосредственно профильный резец шириной до 50 мм. Качество изготовления самих фрез и срок службы режущего инструмента зависит в первую очередь от марки стали резца и от производителя. Модели известных брендов всегда оснащаются только прочными марками инструментальной стали.
Важно! При изнашивании режущая часть фрез в большинстве случаев подлежит переточке, но не более четырех раз. Резцы и вышедшие из строя подшипники продаются в специализированных магазинах. Все фрезы для выборки древесины принято делить на две основные группы: кромочные и пазовые
Продают их как отдельно, так и в составе наборов. Кромочные резцы легко отличить от прочих по характерному признаку – наличию подшипника перед резцом. Есть универсальные фрезы – это полезно иметь в виду при однотипных операциях – например, в случае изготовления вагонки. Стоят они чуть дороже одиночных моделей, но позволят вам сэкономить больше времени на производство за счет уменьшения количества проходов
Все фрезы для выборки древесины принято делить на две основные группы: кромочные и пазовые. Продают их как отдельно, так и в составе наборов. Кромочные резцы легко отличить от прочих по характерному признаку – наличию подшипника перед резцом. Есть универсальные фрезы – это полезно иметь в виду при однотипных операциях – например, в случае изготовления вагонки. Стоят они чуть дороже одиночных моделей, но позволят вам сэкономить больше времени на производство за счет уменьшения количества проходов.
Этапы изготовления вагонки
Теперь переходим непосредственно к самому производству. Стоит сразу отметить, что процесс изготовления вагонки своими руками – это довольно кропотливая работа. Чтобы все получилось правильно и впоследствии радовала вас (или ваших заказчиков) необходимо запастись терпением. В противном случае готовые изделия получатся разной толщины и ширины, а значит, внешний вид отделанной вагонкой поверхности будет испорчен.
Сам процесс изготовления вагонки своими руками будет складываться из следующих этапов:
- первым делом распиливаем доски на отрезки нужной длины;
- далее, заготовки нужно распилить вдоль, чтобы получились дощечки требуемой ширины;
- следующим этапом будет фугование;
- в заключение делаем пазы.

Первый этап не представляет большой сложности. Достаточно разбить доску по длине на нужные отрезки и распилить ее поперек при помощи циркулярной пилы. Самым важным является второй этап производства
При распиле доски вдоль, важно чтобы все заготовки получились одинаковой ширины. В противном случае отделанная вагонкой поверхность будет выглядеть некрасиво
Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края
Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее
Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края. Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее.
Следующие действия потребуют от вас внимательности. Необходимо переставить пилу по линейке, чтобы второй отпил, точно отмерил нужную нам ширину. После настройки станка приступаем к отпиливанию второй стороны будущей вагонки.
Далее, приступаем к фугованию. Этот процесс позволит придать заготовке ровную поверхность, а также сделает все изделия одинаковой толщины. Чтобы именно так и получилось, запомните, сколько раз вы пропустили каждую сторону через фуговальное приспособление. Затем все остальные заготовки обрабатываете такое же количество раз.
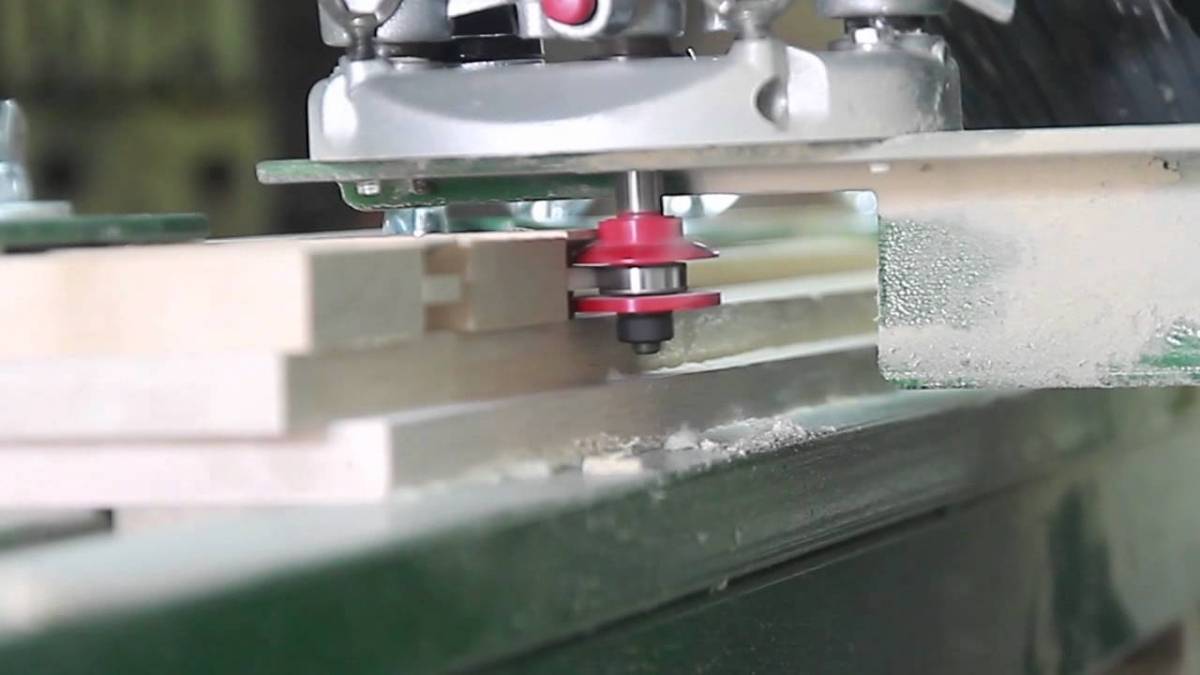
Для проделывания пазов используем специальные фрезы для вагонки. Это приспособление устанавливается на станок вместо циркулярной пилы. При помощи фрезы проделываются пазы с обоих торцов вагонки. При этом следите, чтобы их размеры были одинаковыми.
Фрезерование пазов вагонки
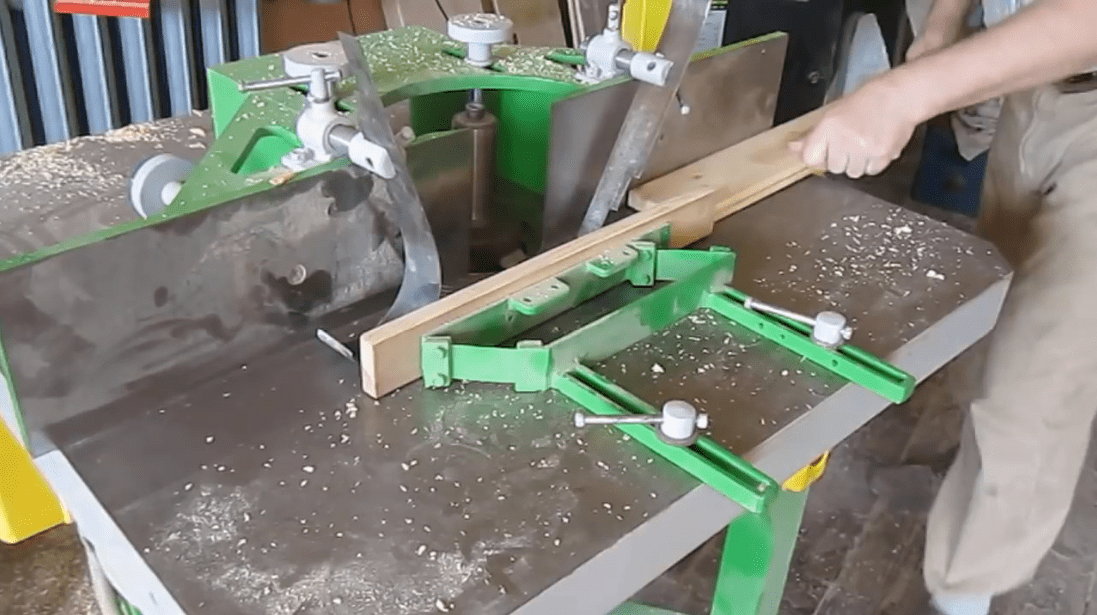
Для такой работы желательно иметь универсальный деревообрабатывающий станок. Такое устройство снабжено всеми необходимыми приспособлениями для обработки деревянных заготовок. Как правило, такой станок оснащается фуговальным устройством и циркулярной пилой. При этом он имеет удобную для обработки древесины рабочую поверхность. С таким станком сделать вагонку своими руками будет несложно.
Из видео вы узнаете как сделать и применить специальные прижимы для более эффективной фрезеровки пазов вагонки.
Во время работы стоит воспользоваться некоторыми советами и рекомендациями от специалистов:
- в первую очередь нужно правильно работать с самим деревообрабатывающим станком. При нарезке заготовок под вагонку вдоль, необходимо доску уложить на рабочую поверхность. Далее, ее движение к циркулярной пиле осуществляется при помощи тела. Именно им, а не руками, нужно толкать заготовку. В этом случае риск получить травму значительно снижается;
- чтобы вагонка получилась одинаковой ширины, можно при переустановке пилы для распила второй стороны заготовки, использовать в качестве линейки уже готовое изделие;
- после выполнения всей работы у вас останется много древесных отходов. Не стоит сразу от них избавляться. При распиле заготовок получается много тонких дощечек, их можно использовать в качестве реек для создания обрешетки. В этом случае у вас получится существенно сэкономить на материале.
Кроме этого, можно проделать еще одну работу. Она не является обязательной, но позволит придать готовой вагонке более эстетичный внешний вид. При помощи специального приспособления можно снять фаски небольшого размера с торцов. Также нужно отшлифовать все поверхности.
После всех манипуляций у вас получится готовая, красивая и практичная вагонка. Осталось только обработать ее пропитками, и можно приступать к монтажу. Обработку антисептиком нужно проводить со всех сторон, а не только с лицевой, это позволит надолго сохранить прочность материала.
Фигирейные фрезы
При помощи фрез для филенок (или фигирейных) изготавливаются тонкие дощечки определенной конфигурации, которыми обрамляют различные декоративные элементы. Филенки чаще всего используют для изготовления декоративных рамок, а также для оформления мебельных фасадов. Филенчатый элемент, применяемый исключительно в декоративных целях, может вырезаться по контуру изделия. Посредством фрез для филенки можно изготавливать изделия, которые одновременно выполняют две функции: выступают в роли декоративного элемента и фиксируют между собой соединяемые элементы по принципу «шип – паз».

Обработка кромки столешницы фигирейной фрезой
На современном рынке предлагаются различные фрезы для филенки, предполагающие изготовление такого декоративного элемента в один или несколько проходов. При изготовлении филенки в несколько проходов на каждом этапе технологического процесса снимается слой материала, на который рассчитан используемый инструмент. Как правило, в таких случаях применяется не один инструмент для филенки, а целый их набор.
Фрезы для филенки могут работать в вертикальной и горизонтальной плоскостях. Вертикальными фрезами для филенки обрабатывают плинтусы и кромки карнизов, что предполагает выполнение обработки на большую глубину. Горизонтальные фрезы для филенки отличает больший диаметр режущей части. С их помощью выполняют обработку мебельных фасадов, полок и дверных полотен. Хотя фрезы данного типа и позволяют повысить производительность обработки, они значительно уступают вертикальным по глубине резания. Следует отметить, что практически ни одно производство не обходится без фрез филенчатого типа.

Фигирейные фрезы разделяются на односторонние и двухстронние
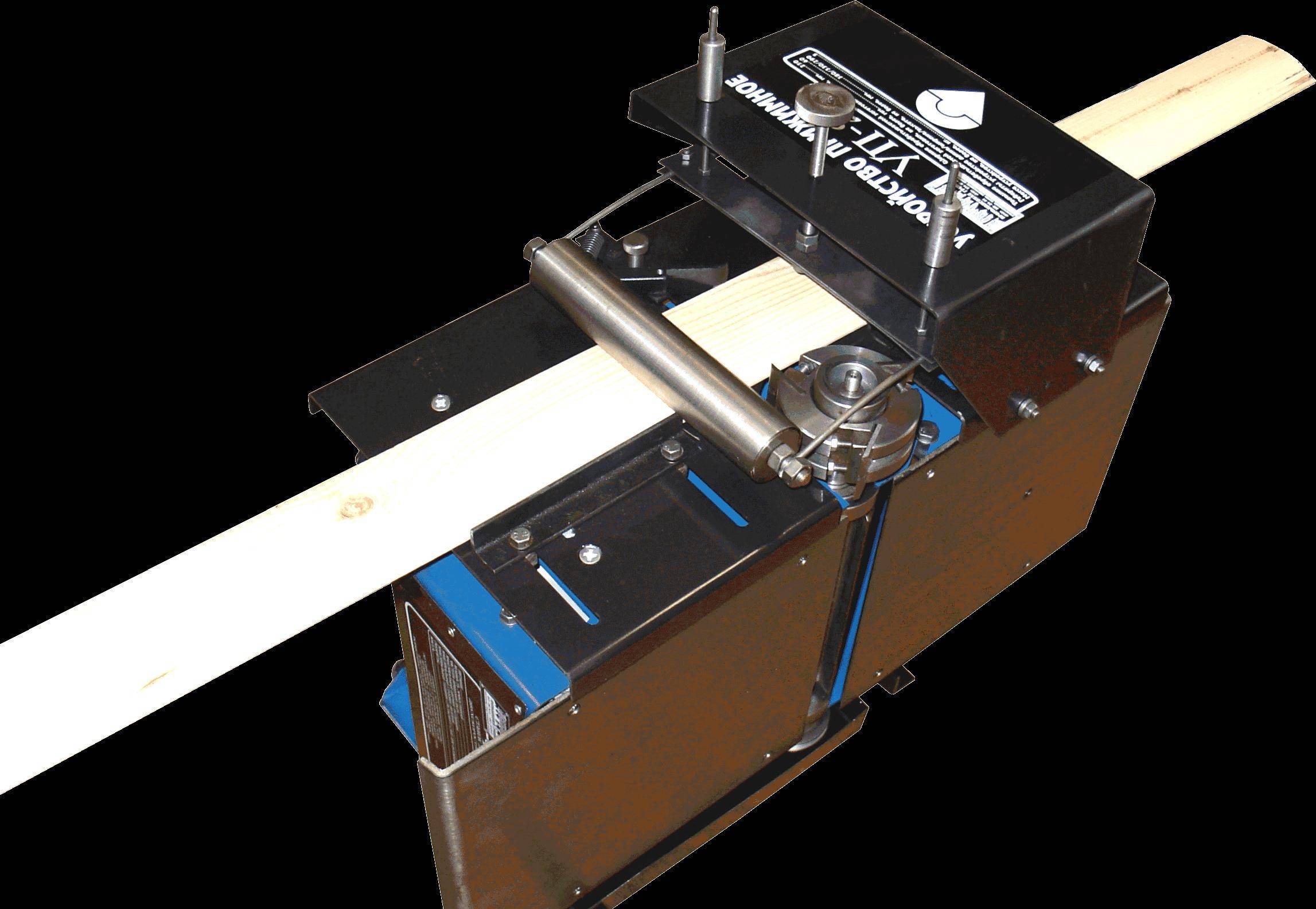
Самодельный станок для производства вагонки
Почему многих домашних мастеров интересует, как сделать вагонку самому? Всё дело в экономической стороне дела. Приобретать готовые изделия в строительном магазине будет очень дорого по сравнению с изготовлением облицовки своими руками.









Прежде чем читать статью далее, обязательно нужно посмотреть видео о том, как устроен станок для производства деревянной облицовки стен:
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
Конструкция станка
Самодельные станки для изготовления вагонки – это фрезерное оборудование. Промышленный станок такого назначения представляет собой достаточно сложное и дорогостоящее оборудование, рассчитанное на массовое производство облицовочного материала.
Существует много вариантов изготовления своими руками станков для производства вагонки. Оборудование состоит из 3 основных частей:
- 1. Станина.
- 2. Рабочий стол.
- 3. Фрезер.
Станина
Опорную часть рабочего стола лучше всего делать из сваренных металлических деталей. Опоры делают из уголков 50 х 50 мм. Боковые стороны верстака обшивают стальным листом толщиной 2 мм. Станину собирают также из строительной фанеры. Если станок не будут интенсивно использовать, то для изготовления станины подойдёт любой прочный материал.
Стол должен иметь проём для размещения в нём силового агрегата и свободного расположения ступней ног оператора во время работы станка.
В некоторых случаях, в качестве станины стараются использовать старый деревянный стол. Но лучше этого не делать. Старые деревянные конструкции крайне ненадёжны. Во время работы станок подвергается динамическим нагрузкам. Поэтому все расшатанные узлы стола нужно обязательно укрепить.
Надо предусматривать ситуации, когда станок нужно переместить в другое место. Поэтому станина не должна быть чрезвычайно тяжёлой.
Рабочий стол
Процесс производства вагонки своими руками заключается во фрезеровании доски с двух сторон. Рабочий стол должен обеспечивать скольжение сырья по своей поверхности. Кроме того, изготавливаемая вагонка своими руками должна точно направляться упорами.
Фрезы, пригодные для изготовления вагонки ручным фрезером
Независимо от класса инструмента, то есть профессионального или любительского ручного инструмента, в нем используются исключительно торцевой вид фрез. На одном из ее концов находится цанга (хвостовик) диаметром 8 либо 12 мм для жесткого захвата патроном, а на другом – непосредственно профильный резец шириной до 50 мм. Качество изготовления самих фрез и срок службы режущего инструмента зависит в первую очередь от марки стали резца и от производителя. Модели известных брендов всегда оснащаются только прочными марками инструментальной стали.
Все фрезы для выборки древесины принято делить на две основные группы: кромочные и пазовые. Продают их как отдельно, так и в составе наборов. Кромочные резцы легко отличить от прочих по характерному признаку – наличию подшипника перед резцом. Есть универсальные фрезы – это полезно иметь в виду при однотипных операциях – например, в случае изготовления вагонки. Стоят они чуть дороже одиночных моделей, но позволят вам сэкономить больше времени на производство за счет уменьшения количества проходов.
Как из обрезной доски сделать вагонку
Мастер-класс от ютуб-канала «Самоделкин«.
Выбор обрезной доски
В домашней мастерской изготовить вагонку можно не из каждой обрезной доски. Для этого, как правило, используют 1 или 2 сорт пиломатериалов размерами 100х25х6000 мм. Это стандартный размер доски, который востребован на всех этапах строительства дома.
Есть определённые
требования к обрезной доске для вагонки. У пиломатериала должна быть
естественная влажность, но не более 16%. На досках не должно быть механических
повреждений, признаков гнили или червоточин.
Обзольная доска для вагонки
Породу дерева для
вагонки подбирают в зависимости от того, что будет обшиваться: наружная часть
дома, внутренние помещения, баня. Для самодельной вагонки обычно используют
недорогие породы древесины, которые часто встречаются в торговой сети:
- сосна — ярко выраженная текстура, высокая прочность, хорошие теплоизоляционные свойства;
- ель — светлая текстура, большое количество сучков, лёгкая обработка, не коробится, невлагостойкая;
- ольха — в текстуре много оттенков, высокая влагостойкость и теплоизоляция;
- липа — красивая текстура, лёгкая обработка, устойчивость к перепадам температуры.
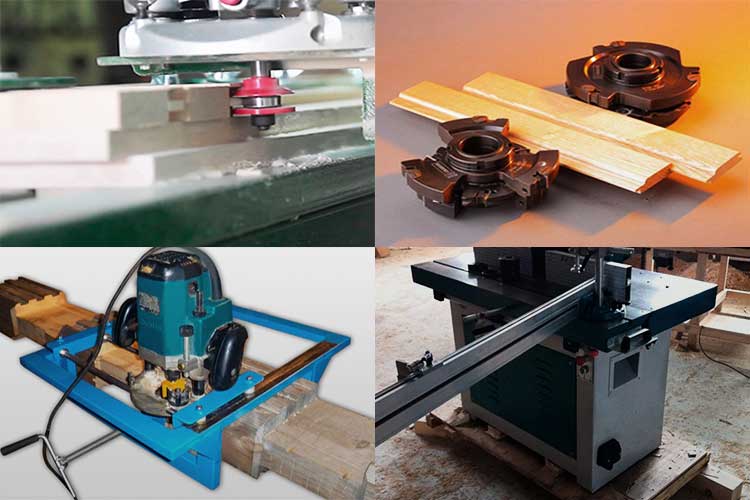
Изготовление вагонки фрезером
Прежде всего, обрезную
доску, обработанную на фуговальном станке, остругивают рейсмусом. С его помощью
формируют геометрические размеры будущей вагонки.
Обработка доски на рейсмусовом станке
Обрезную доску можно
обработать и другим способом. Например, достаточно пройтись рубанком, а затем
зашкурить поверхность.
Перед фрезеровкой у
заготовок строгают рёбра, и острым ножом снимают обзол.
Снятие обзола
Так как после рейсмуса
поверхность у досок шершавая, то их приходится шкурить.
Вид досок перед фрезеровкой
Для фрезеровки
используют ручной фрезер мощностью 2100 Вт.
Ручной фрезер
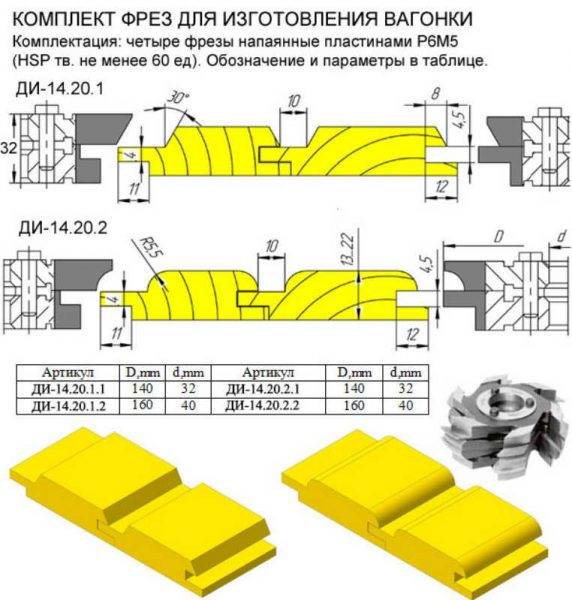
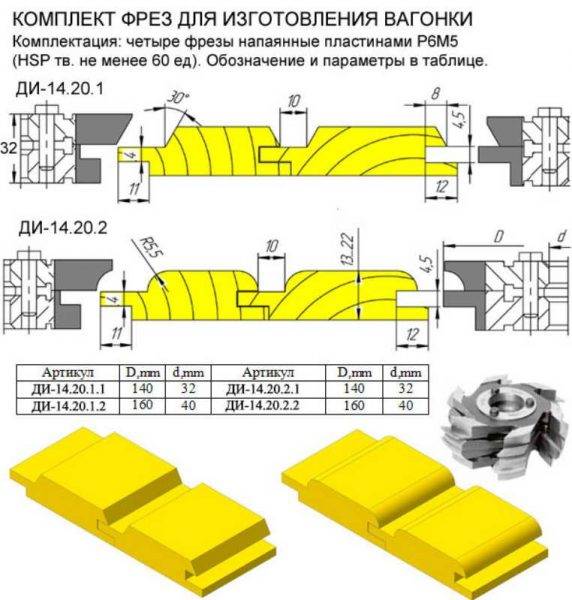
Фрезеровку профиля выполняют
комбинированными фрезами, входящими в набор из двух фрез. Если пользоваться
отдельными фрезами, то работа займёт намного больше времени.
Профили фрезеровки
Набор фрез подходит для обработки древесины всех пород. В
наборе одна фреза большого диаметра, которая формирует стыковочный шип, а также
кант на фасадной части заготовки. Фреза меньшего диаметра формирует стыковочный
паз и кант на другой стороне доски.
Комплект фрез
Фрезу для стыковочного
шипа зажимают в шпинделе фрезера и выбирают глубину фрезеровки.
Установка фрезы на фрезер
Устанавливают параллельный упор, входящий в комплект
фрезера.
Собранный фрезер
Чтобы облегчить обработку обрезного материала, доски
укладывают на стойки обзолом вниз. Специальная рейка держит доску и не даёт ей
смещаться при фрезеровке.
Удержание доски на стойках
Первый пропил делают
фрезой стыковочный шип. Этой фрезой поочерёдно обрабатывают все доски. Обратная и лицевая сторона
обработанных досок имеет разный вид.








Обратная сторона обработанной доски
Лицевая сторона обработанной доски
На фрезере меняют фрезу
на стыковочный паз, и делают пропилы на одной доске, имеющей стыковочный шип.
Пропиленный паз вагонки
Проверяют правильность выбора высоты установки фрезы
стыковочный паз по наличию щели между двумя состыкованными вагонками.
Если фреза установлена
неправильно, то после стыковки будет щель. Достаточно утопить фрезу, и щель пропадёт.
Щель в досках после стыковки
После корректирования высоты установки фрезы стыковочный паз
фрезеруют все оставшиеся доски с шипами.
Качество вагонки, изготовленной фрезером, оценивают по
собранному щиту.
Лицевая часть щита из вагонки
Вид щита со стороны обзола
Перед монтажом вагонку
хранят в помещении. Если оставить материал на улице, то его поведёт, и рейки будут
непригодными для обшивки.
Вагонка, изготовленная фрезером, отличается надёжным замком.
Вид замка
Такой материал применяют для обшивки не только внутри
помещения, но и для обшивки наружных частей дома.
Обшивка внутри помещения
Обшивка наружной части дома
Видео мастер-класса:
Расчет площади
Последовательность расчета площади покрываемой поверхности лучше всего рассчитать на примере дома размерами 6х10, где обшиваться будут потолок и стены.
После чего рассчитываем квадратуру первой комнаты. Допустим, длина будет равняться 6 м, ширина — 5 и высота — 2,5 метра.
Дальше все предельно просто, как преподавали в школе:
- Длинная сторона — перемножаем высоту на длину 6х2,5=15 м2;
- Стена напротив имеет такие же размеры, по этой причине умножаем результат на два 15х2=30 м2;
- По такому же принципу высчитываем квадратуру стены поменьше 5х2,5=12,5 м2, полученный результат снова умножаем на два 12,5х2=23 м2;
- Чтобы рассчитать площадь потолка, умножаем ширину на длину комнаты 5х6=30 м2;
- Складываем полученные данные и получаем площадь покрытия этой комнаты 30+23+30=83 м2;
Таким же способом вычисляем площадь остальных комнат, складываем между собой результат, и будем знать общую квадратуру всей поверхности.
Квадратуру балкона высчитываем таким же образом, разве что в таком случае удобнее всего каждую из сторон расчленить на составляющие ее фигуры.