
Какие материалы используются для изготовления
Зажимное свойство инструмента обеспечивается не только за счет конструктивных особенностей, но и материала, из которого изготавливается инструмент. Из пластика тиски не изготавливаются, так как это не целесообразно. Для изготовления рассматриваемого инструмента используются следующие разновидности материалов:
- Чугун — это самые популярные разновидности тисков, которые выпускались в СССР. Представляют собой массивные и тяжелые устройства больших размеров, отличающиеся высокими прочностными параметрами
- Сталь — сегодня многие производители изготавливают инструменты именно из этого материала. Дорогие модели делают из высокопрочной стали, а дешевые — из низкоуглеродистой стали
- Алюминий и дюралюминий — это два вида материалов, из которых изготавливаются инструменты, отличающиеся невысокими прочностными свойствами. Именно поэтому из алюминия и дюрали изготавливаются тиски малых размеров для применения в узкоспециализированных сферах, например, ремонт электроники, ювелирные мастерские и т.п.
- Дерево — деревянные устройства встречаются редко, и зачастую только в столярных мастерских, где с их помощью осуществляется фиксация заготовок и изделий из дерева. Устройства из дерева имеют существенное преимущество — они не деформируют деревянные заготовки, исключая их порчу. Практически все составные детали изготавливаются из дерева, кроме прижимного винта
Щечки на металлических тисках изготавливаются зачастую из других видов материалов. Как правило, это цветные металлы, а также дерево или резина. Применение таких материалов для изготовления щечек исключает негативное воздействие на зажимаемые заготовки.
Это интересно! Щечки на тисках съемные, что позволяет их заменять по причине износа или в случае необходимости зажима заготовок из материалов разной прочности.
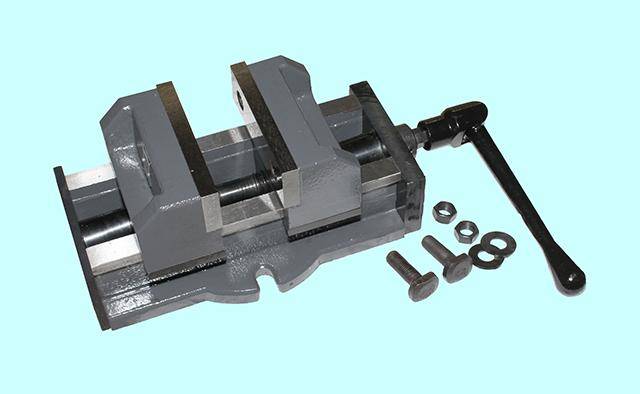
Инструкция по изготовлению тисков: вариант №2
Самодельные тиски не требуют сложных конструкторских разработок и расчетов. Можно воспользоваться многочисленными фото и чертежами подобных устройств, которые легко найти в интернете. Достаточно простая, но в то же время очень эффективная конструкция создается на основе металлических труб.
Как известно, трубы, используемые для монтажа водо- и газопроводов, выпускаются с таким расчетом, что изделие определенного диаметра плотно входит в трубу последующего типоразмера. Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Наглядный чертеж, фото и описание процесса изготовления помогут самостоятельно изготовить данные тиски.
Чертеж самодельных тисков. Ниже два фото с готовым изделием
Конструктивными элементами, из которых будут состоять самодельные тиски, являются:
- отрезок металлической трубы, который будет выступать в роли внутренней подвижной части приспособления;
- отрезок металлической трубы следующего типоразмера, который будет служить внешней неподвижной частью;
- ходовая гайка с диаметром резьбы М16;
- ходовой винт с диаметром резьбы М16;
- вороток, за счет которого ходовому винту будет сообщаться вращение;
- передняя и задняя опоры, за счет которых неподвижная труба будет фиксироваться на основании;
- отрезки трубы прямоугольного профиля (будущие зажимные губки тисков);
- две стопорные гайки с диаметрами резьбы М16 и М18.
Две основные части тисков (подвижная и неподвижная)
Изготавливать такие тиски своими руками начинают с того, что к торцу отрезка трубы большего диаметра, которая будет выступать в роли неподвижного элемента, приваривают фланец. В центральное отверстие фланца должна быть вварена гайка с резьбой М16. К торцу отрезка подвижной трубы меньшего диаметра также приваривается фланец с центральным отверстием, в которое будет пропущен ходовой винт.
На некотором расстоянии от края ходового винта к нему приваривается гайка М18 (она станет фиксирующим элементом). После этого конец ходового винта, к которому приварена гайка, необходимо пропустить через внутреннюю часть подвижной трубы и вставить его в отверстие во фланце. При этом гайка должна прижаться к фланцу с его внутренней стороны.
Тиски в сборе (на фото в них зажат молоток)
На конец ходового винта, выступивший с наружной стороны фланца, надевается шайба и навинчивается гайка М16, которая затем приваривается к винту. Между внутренней гайкой и поверхностью фланца также должна быть установлена шайба, что необходимо для уменьшения силы трения. Чтобы правильно выполнить этот этап изготовления самодельных тисков, лучше ориентироваться на соответствующее видео.
После того как подвижный узел тисков собран, следует вставить его в неподвижную трубу большего диаметра и вкрутить второй конец ходового винта в гайку второго фланца. Чтобы соединить ходовой винт с воротком, к его концу, выступающему со стороны подвижной трубы, можно приварить гайку или шайбу, в отверстия которых и будет пропущен вороток.
Зажимные губки таких тисков можно сделать из отрезков прямоугольных труб, которые привариваются к подвижной и неподвижной частям. Чтобы придать конструкции устойчивость, к нижней части неподвижной трубы привариваются две опоры, в качестве которых могут быть использованы уголки или прямоугольные трубы.
Внутренняя труба в процессе вращения ходового винта также может вращаться, что делает использование таких тисков очень неудобным. Чтобы этого не происходило, в верхней части неподвижной трубы можно сделать продольную прорезь, а в подвижную трубу вкрутить винт-фиксатор, который будет перемещаться по этой прорези и предотвращать вращение подвижной части.
На многих фото самодельных тисков подобной конструкции представлены устройства, подвижная и неподвижная части которых изготовлены из труб квадратного или прямоугольного профиля. Использование таких труб также позволяет избежать вращения подвижной части тисков.
Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме
Устройства для проведения особенных вариантов работ
Во время работ связанных с обработкой труб разных диаметров, а еще кругов, применяются устройства имеющие механизм для фиксирования труб с возможностью регулировки.
На производстве, где в качестве материала применяется древесина или пластик используются устройства с механизмом эксцентрикового прижима обеспечивающие фиксацию деталей с умеренным регулируемым усилием.
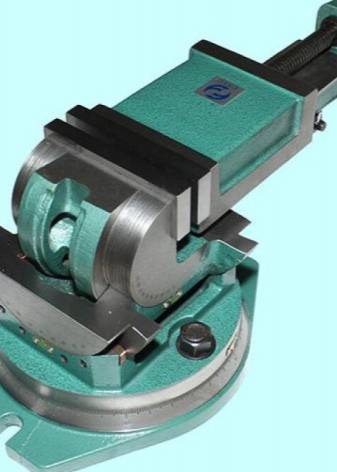
Если понадобится зафиксировать заготовку под угол 90° применяются специализированные тиски, обеспечивающие нужный угол фиксации и обработки заготовки.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
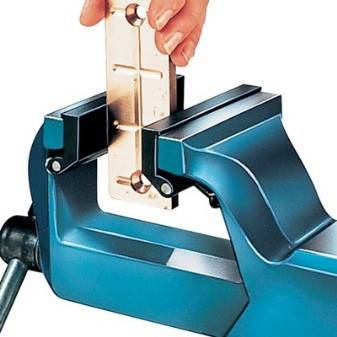
Ручное фрезерное приспособление
Поворотные тиски, благодаря ротационному диску, имеют радиус поворота 360 градусов. Вместе с ними поворачивается и зажатая в них деталь. Фиксация диска происходит при помощи стержня, на которым нарезана резьба, а также статичного регулятора, вынесенного за поворотную часть. Для улучшения фиксации в поворотном механизме предусматривается углубление.
Сверху на диске фиксируются ручные тиски. Они снабжены 2 пластинами с демпфирующим материалом. Перпендикулярно располагаются рельсы. Это направляющие по которым одна из пластин передвигается.
В качестве регулирующего элемента используется стержень с резьбой. Он приваривается к центральной части пластины с внутренней стороны. С другой стороны стержня расположена ручка. Этот конец продет через закрепленный намертво регулятор с резьбой на внутренней стороне.
Расстояние между пластинами тисков составляет около 1 мм, при полностью закрученном стержне. Это нужно для того, чтобы не повредить тиски.
Конструкции тисков могут бывать разных модификаций. Например, с 2 подвижными пластинами. Устройство имеет сложный механизм. В других случаях используется рычаг вместо ручки, а также передаточный узел.
Как правило, такой тисковый прибор применяется в небольших мастерских. Слесарный инструмент быстро поддается ремонту. Его легко разобрать или установить на машинный стол. В использовании он удобен и практичен.
Классификация и виды механизмов
Все выпускаемые устройства делятся на несколько категорий:
- ручные;
- слесарные;
- станочные;
- пневматические.
Машинные станочные тиски дополнительно подразделяются на токарные, фрезерные и сверлильные, в зависимости от того, для какого типа станка они разработаны. К станине устройства крепятся посредством шпонок, винта и широкого спектра дополнительных элементов: магнитов, рычагов, эксцентриков. Также они могут иметь съемные губки разных размеров и форм для крепления различных заготовок.









Чаще в промышленности применяются стальные, а не чугунные поворотные станочные тиски с механизированным (гидравлическим или пневматическим) приводом, ускоряющим процесс крепления детали и повышающим надежность фиксации.
Виды и назначение
Изделия делятся на несколько видов в зависимости от того, для какого типа операции они были разработаны:
- неповоротные;
- поворотные;
- прецизионные;
- универсальные;
- модульные.
Наиболее удобны поворотные устройства, позволяющие менять угол обработки детали непосредственно в процессе работы (без необходимости ее закрепления в новом положении). Это становится возможным за счет подвижной платформы, двигающейся за счет привода. Однако высокая подвижность отрицательно сказывается на прочности фиксации, поэтому она должна компенсироваться другими параметрами (например, снижением количества оборотов).

Если требуется повышенная точность, используются прецизионные станочные тиски, которые также могут быть:
- поворотными (заготовка крепится перпендикулярно инструменту);
- двухосевыми (поддерживается два варианта крепления);
- синусными (фиксация под произвольным углом).
Они оснащаются губками повышенной прочности с дополнительной шлифовкой, улучшающей сцепление между изделием и заготовкой, и используются при проведении фрезерных работ.
Выбор подходящего оборудования
Правильный выбор поворотных станочных тисков позволяет добиться следующих преимуществ:
повысить прочность крепления, что особенно важно при работе с крупными металлическими заготовками;
снизить расходы на обслуживание производственной линии: качественное устройство нечувствительно к механическим повреждениям, коррозии, хорошо сопротивляется износу;
повысить точность работ без изменения технологического цикла;
добиться жесткой фиксации без люфта, что уменьшает риски брака.
При подборе поворотных станочных тисков (например, глобусных) в первую очередь учитываются их размеры: 80, 100, 125, 160, 200, 250, 320 мм. При этом следует помнить, что цифры могут означать разные параметры: например, маркировка «100 мм» говорит о ширине губок, а отметка «200 мм» может показывать их максимальный раствор.

Также необходимо опираться на тип оборудования (фрезерное, шлифовальное или другое), для которого приобретаются тиски, и учитывать особенности заготовок (размер, форма, масса, материал). Это определит предпочтительный материал корпуса и губок (сталь или чугун), подходящие модели, требуемый класс точности.
Если станочные тиски приобретаются впервые, то лучше предварительно получить профессиональную консультацию у производителя – это позволит избежать ошибок при покупке.
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 224 «Технологическая оснастка»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 9 от 12 апреля 1996 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикский государственный центр по стандартизации, метрологии и сертификации |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 7 августа 1996 г. № 503 межгосударственный стандарт ГОСТ 16518—96 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1997 г.





4 ВЗАМЕН ГОСТ 14904-80 и ГОСТ 16518-87
5 ИЗДАНИЕ (август 2009 г.) с Поправкой (НУС 9-99)
ИПК Издательство стандартов, 1997 СТАНДАРТИНФОРМ, 2009
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
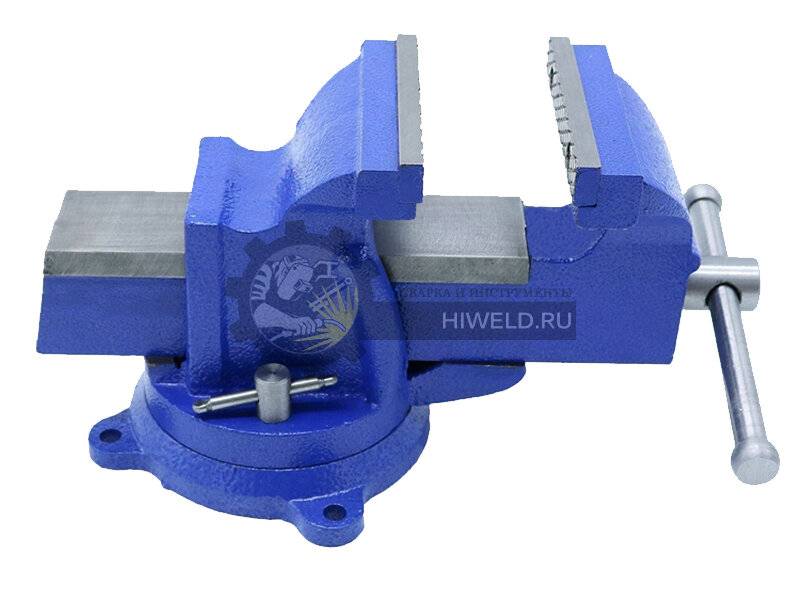
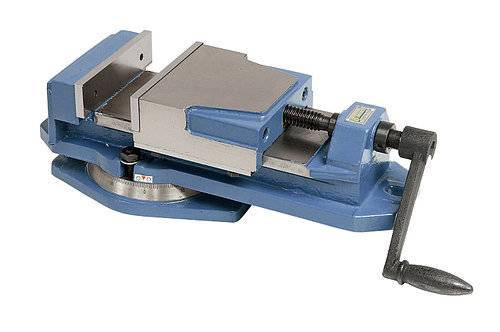
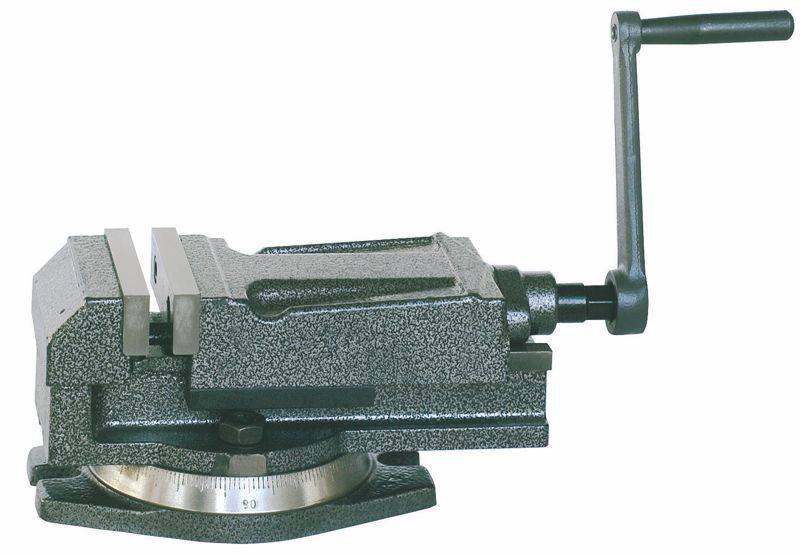
Поворотные параллельные слесарные тиски — конструкционные особенности
Массивное основание устройства имеет три уха с отверстиями. Их назначение – это закрепления устройства на верстаке с помощью болтов. Основание может быть стальным или чугунным, так как оно не несёт ударных нагрузок. Верстак, стол или бревно, к которому будут крепить устройство, должно иметь большой вес, быть устойчивым и труднопереворачиваемым. Устанавливать приспособление нужно на горизонтальной поверхности поворотной рукояткой к краю. Самое удобное положение – это, когда поворотная рукоятка свободно вращается без перекидывания и не задевает за край верстака.
Неподвижная губка в своём основании имеет два винта, которые предназначены для фиксирования её положения относительно основания. После ослабления обеих винтов, механизм слесарных тисков можно поворачивать за и против часовой стрелки на произвольный угол (до 120°) относительно основания. После установки необходимого рабочего положения, фиксирующие винты необходимо затянуть.
В верхней части неподвижная губка переходит в плоскость, которая имеет назначение наковальни. Именно пользование слесарными тисками, изготовленными по ГОСТ 4045-75, как наковальней обуславливает использование стальных составляющих.
Часть верхней губки в месте зажима заготовки оборудована сменной щёчкой. Она крепится посредством двух винтов с потайными головками. Полное закручивание винтов не приводит к неподвижности накладки. Это необходимо для того, чтобы заготовка не повреждалась при сильном закручивании зажимного винта. Щёчки всегда стальные, даже если другие части выполнены из чугуна. Сменные накладки закаляются и могут иметь насечки двух видов: крестообразной или точечной. При закреплении мягких материалов, их поверхность может повреждаться насечкой. Если это критично, то можно использовать на щёчках мягкие прокладки (из дерева, алюминия). Кроме того, при закреплении деталей, имеющих форму близкую к сферической или цилиндрической, рекомендуется устанавливать щёчки специальной геометрической формы вместо обычных плоских, которые тоже предусмотрены ГОСТом.
Подвижная губка тоже оборудована аналогичной стальной щёчкой с насечкой. Своё прямолинейное перемещение она обеспечивает наличием направляющим пустотелым прямоугольным параллелепипедом (хоботом), который движется сквозь прямоугольное отверстие в неподвижной губке (направляющий хобот и отверстие могут быть и другой формы – полукруглой, трапецевидной).
Фиксация заготовки и перемещение подвижной губки осуществляется благодаря винту, который вращают с помощью поворотной рукоятки. Винт может иметь различный шаг резьбы. Чем он мельче, тем более точно можно зажать заготовку.
Особенности и назначение
Любые, в том числе и слесарные тиски представляют собой механическое приспособление, главным назначением которого является обеспечение надежной фиксации различных обрабатываемых деталей и заготовок. Они предназначены также для освобождения рук мастера во время работы, что обеспечивает точное выполнение действий (при сверлении, надрезах). Тиски способствуют безопасности работника и снижают до минимума физические и энергетические затраты.
Поскольку конструкция тисков отличается простотой, то сфера их применения выглядит достаточно широко: тиски используют и профессионалы в производственных цехах, и любители для ремонтных работ в домашних мастерских.

Детали фиксируются в тисках между 2 параллельными пластинами при помощи вращения рукоятки, которая регулирует степень зажима. В свою очередь, слесарные тиски надежно закрепляются на специальном устойчивом верстаке или рабочем столе.
Особенностью данного устройства является большая прочность, поскольку при выполнении таких работ, как ковка, рубка и клепка применяется интенсивная ударная сила. Тиски могут быть различных размеров: от легких по весу маленьких моделей до огромных приспособлений, используемых в заводском производстве.


Предназначение станочных поворотных тисков
В большинстве станков с поворотными устройствами движение осуществляет инструмент, а не заготовка, что по идее должно существенно сэкономить на поворотном механизме. Однако осуществлять работу инструментом на стороне заготовки, обратной мастеру, в теории можно, а вот на практике такое проделать совершенно невозможно, так как мастер не видит в буквальном смысле того, что он делает.
В качестве примера необходимо представить такую ситуацию. Берется металлическая деталь в виде бруска. Мастеру нужно в каждой боковой стороне сделать выемку в виде полуцилиндра. Высота бруска при этом не позволяет ему увидеть, доходит ли фреза с другой стороны детали до ее конца. Конечно, все можно потом подправить, но что делать, если потребуется вместо полуцилиндра изготовить гораздо более сложную выемку.
В этом случае выхода только два – остановить работу и полностью обойти станок для ее продолжения либо заранее отведя в сторону фрезу, использовать поворотные тиски, позволяющие быстро повернуть заготовку к мастеру нужной стороной. Разница между двумя этими ситуациями составляет около минуты, поэтомуповоротные тиски повышают производительность мастера примерно на четверть. Использование станочных фрезерных тисков на агрегатах с машинным управлением имеет несколько причин:
- Станок могут запрограммировать таким образом, чтобы обрабатываемую деталь всегда поворачивать с открытой для обзора стороны. Это позволяет держать под контролем процесс работы, что полезно при проверке новых программ, так как в этом случае можно обнаружить ошибку сразу же, а не в конце.
- Иногда необходимо фрезу оставить на месте и провернуть непосредственно саму деталь, например, когда требуется выполнить идеальный круг.
- Многие детали очень удобно устанавливать в станочные тиски, которые повернуты на 90 градусов. После этого тиски просто ставятся в рабочее положение.
Разновидности и назначение
Главными составляющими тисков являются две губки, которые находятся напротив друг друга. Одна губка плотно закреплена, а вторая перемещается, тем самым зажимая деталь. Фрезерные тиски применяются для перемещения детали лицевой стороной к мастеру, для создания детали в форме круга или для перемещения заготовки на 90 градусов. Их используют как в частных небольших мастерских (например, для изготовления фурнитуры), так и на крупном промышленном производстве для изготовления сложных деталей. По функционалу фрезерные тиски можно разделить на поворотные и неповоротные.
Поворотные
Такие станочные тиски наиболее популярны. Они позволяют менять угол наклона детали во время ее обработки, тем самым избавляя от необходимости закрепления заготовки в новом положении. Однако, здесь есть и свои недостатки. Большая подвижность детали неблагоприятно отражается на ее фиксации. Но этот недостаток, как правило, компенсируется другими параметрами, к примеру, снижением оборотов.
Важно! Фрезерные поворотные тиски в небольших мастерских используются в основном для изготовления небольших изделий, например, мебельной фурнитуры или ключей. В крупных производственных цехах такие устройства используют для изготовления деталей двигателей или других изделий, которые имеют сложную форму
Поворотные тиски могут быть ручными, пневматическими и гидравлическими. Основанием ручных поворотных тисков служит ротационный диск, с помощью которого осуществляется поворот тисков вместе с зажатым в них материалом. На таком диске закреплены с помощью болтов ручные тиски. Расстояние между губками тисков регулируется вручную. Такие тиски используют в основном в небольших мастерских и для обработки хрупких предметов. Они имеют невысокую стоимость и очень практичны.
В основании пневматических тисков также находится ротационный диск. Тиски, прикрепленные на него, состоят из двух пластин и рельсы. К подвижной пластине тисков одним концом прикреплена герметическая трубка. Второй конец трубки соединен с насосом, который может быть электрическим или ручным. Сила зажима тисков регулируется именно насосом, который подает по трубке сжатый воздух.
Гидравлические тиски повторяют принцип действия пневматических, затем лишь исключением, что вместо воздуха по трубке подается жидкость. Как правило, используют воду, но для усиления сжатия используют более вязкие жидкости. Гидравлические тиски являются наиболее популярной разновидностью, их чаще используют в производстве.
Неповоротные
Неповоротные фрезерные тиски, судя по своему названию, не имеют поворотного механизма
Но несмотря на то, что они лишены такой важной функции, неповоротные тиски являются достойным конкурентом для поворотных. Все дело в том, что неповоротные тиски стоят намного дешевле, чем поворотные, поэтому пользуются хорошим спросом. Неповоротные тиски также бывают ручными, с пневматическим и гидравлическим приводом
Неповоротные тиски также бывают ручными, с пневматическим и гидравлическим приводом.

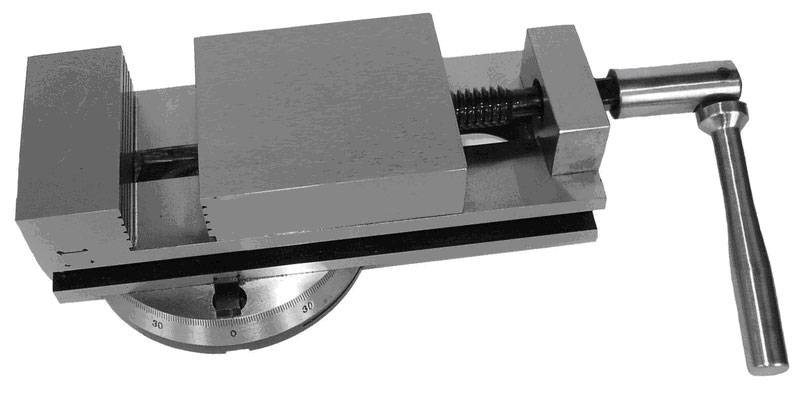
Станочная конструкция
Это более точный вариант приспособления для закрепления деталей. У него либо отсутствует люфт вообще, либо величина разбега минимальна. Тиски крепятся на верстаке, отличаются наличием поворотного механизма.

Можно выбрать один из следующих вариантов:
- стационарный с креплением перпендикулярно к положению инструмента;
- синусный с установкой детали под углом;
- многоосевой с возможностью поворота по нескольким осевым точкам.

Станочные тиски гарантируют прочный зажим, что особенно важно при обработке металлических деталей. Оснащены они прочным корпусом и защитным антикоррозийным покрытием. Жесткая фиксация обеспечивает высокую точность работ
Жесткая фиксация обеспечивает высокую точность работ.

Область применения
Слесарные тиски — это сделанный из металла специальный инструмент, который можно расположить на верстаке или рабочем столе с помощью специального крепежа.
Как следует из названия, слесарные тиски используются в первую очередь при выполнении слесарных работ различного уровня. С их помощью можно надёжно и прочно зафиксировать всевозможные заготовки и детали, удерживая их в неподвижном состоянии для их последующей ручной или механической обработки. Выпускается этот инструмент в соответствии с государственным стандартом качества (ГОСТ).







Размер и параметры тисков определяются размером заготовки, которую требуется зафиксировать с их помощью.
Обзор видов
Производители выпускают тиски для станков различной модификации. В зависимости от особенностей конструкции их подразделяют на 2 вида: поворотные и неповоротные. Для просверливания деревянных деталей применяют слесарные и винтовые тиски. На крупных предприятиях устанавливают специализированные тиски, обладающие множеством функций.

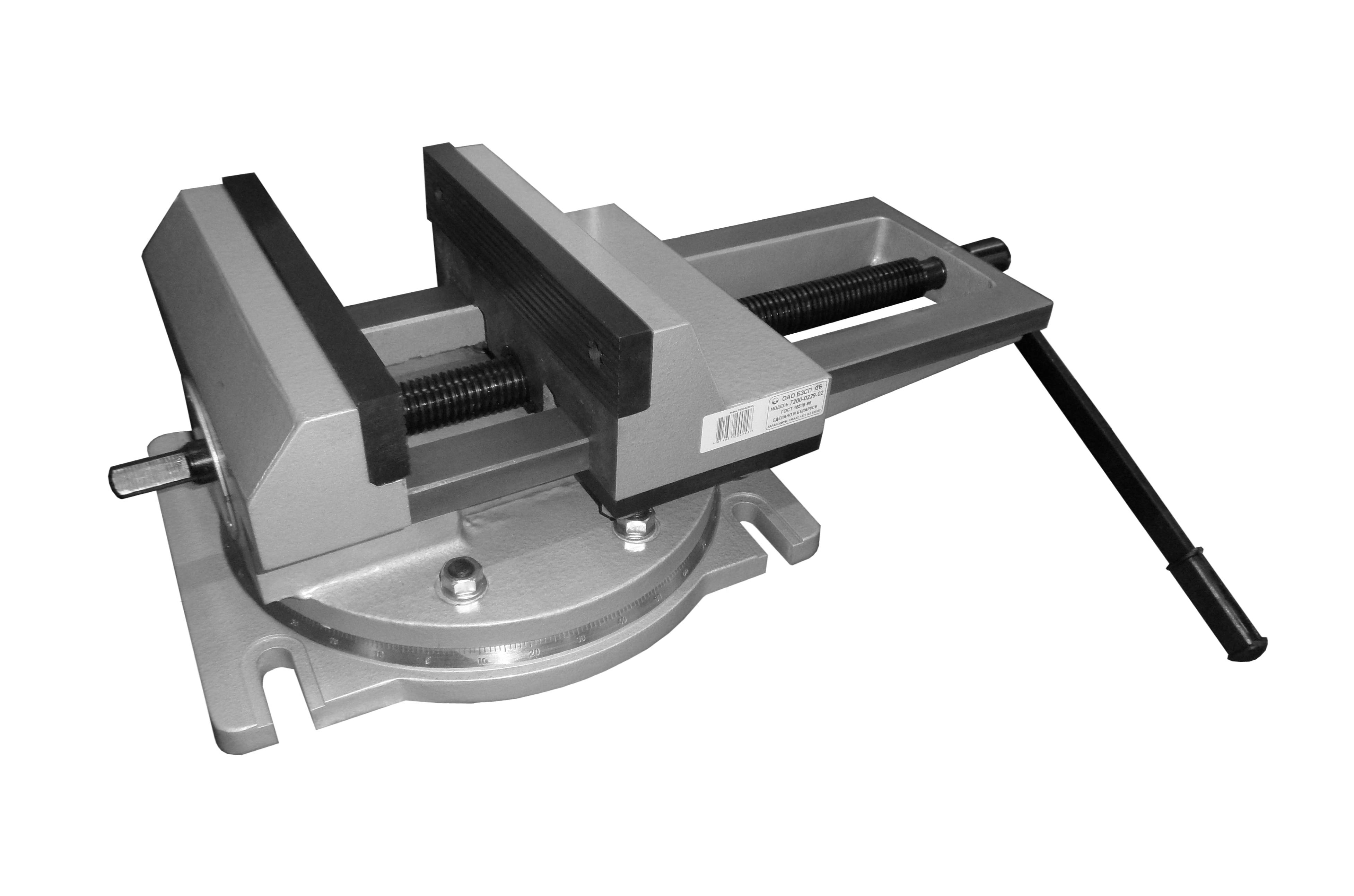
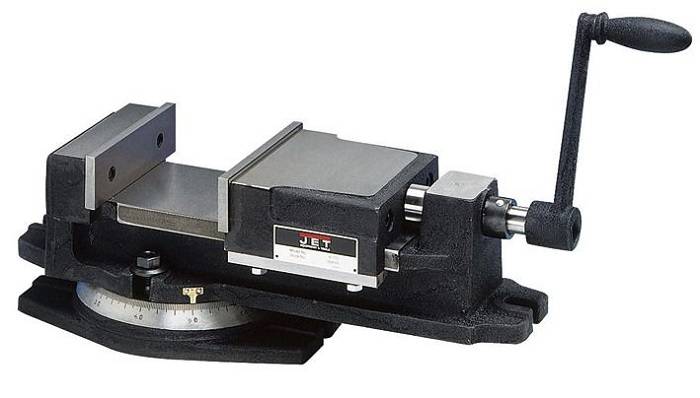
Поворотные
Устройства данного вида позволяют в процессе обработки заготовки менять ее пространственное положение без предварительного разжима. Они идеально подходят для производственных цехов. В конструкции этих тисков предусмотрена поворотная губка, которая может вращаться на 360°. Поэтому, просверлив заготовку в одном месте, платформу можно быстро повернуть на нужный угол для подготовки другого отверстия, оставляя заготовку зафиксированной.


На рынке можно встретить также современные модели, у которых основание имеет крестовые направляющие, позволяющие не только переворачивать деталь на определенный угол, но и перемещать ее горизонтально по 2 осям. Существует также разновидность поворотных устройств со сложной конструкцией. Устройства называют глобусными, благодаря им можно зажатую заготовку поворачивать в 3 плоскостях. Обычно такой вид тисков применяют для выполнения наклонных отверстий.

Поворотные тиски для сверлильного станка в действии вы сможете наблюдать в следующем видео:
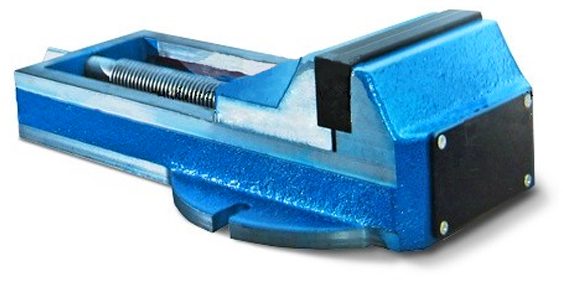
Неповоротные
Это один из самых популярных видов устройств. Такие тиски имеют стационарную конструкцию. Их многие мастера изготавливают самостоятельно в домашних условиях. По сравнению с поворотными тисками, они могут использоваться только для просверливания заготовок в одном положении. С помощью неповоротных тисков можно делать одно отверстие, затем нужно деталь разжать и переместить в другое положение. Конструкции данного вида обладают повышенной жесткостью и не приспособлены для профессиональной обработки.

Что касается функциональности и удобства в эксплуатации, то они во многом уступают поворотным моделям.







