Понятие качества поверхности металла после обработки
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.

Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
Физические критерии качества.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Микрогеометрические критерии качества.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:
- геометрии фрезы, ее качества и степени износа;
- вибраций, возникающих из-за недостаточной жесткости станка или его рабочих элементов;
- установленных настроек работы фрезерной машины (скорости и глубины раскроя, подачи на зуб, охлаждения);
- механических свойств обрабатываемого листа и самой фрезы.
Маркировка структуры поверхности
На чертежах обозначение шероховатости делается для всех поверхностей изделия, за исключение тех, шероховатость которых не обозначена требованиями. В конструкторской документации маркировка обозначается специальным значком, который имеет дополнительную полку и прочие уточнения. Если способ обработки не указывается, то на чертеже значок изображается без полки.
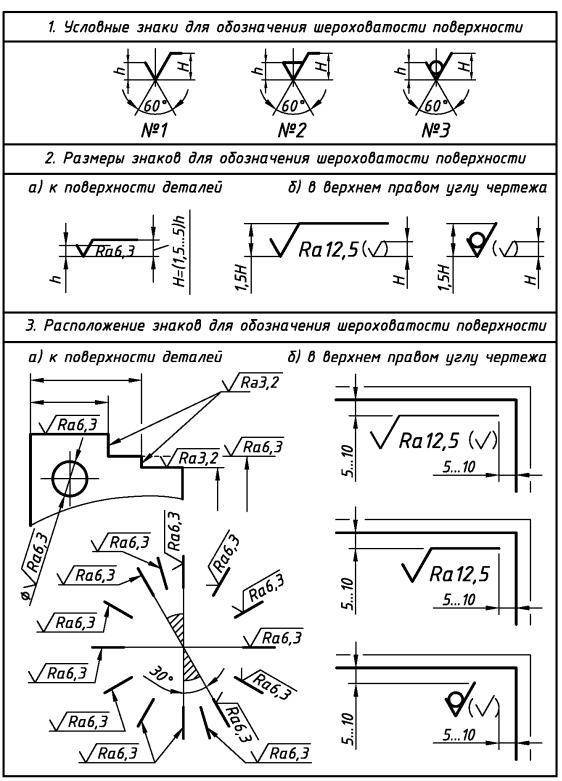
 Правила нанесения знаков шероховатости на чертежах
Правила нанесения знаков шероховатости на чертежах
Знаки для обозначения шероховатости поверхности в зависимости от вида её обработки
 Основной знак
Основной знак
Основной значок, который соответствует стандартном условию нормирования шероховатости. Используется, когда метод образования шероховатости не регламентирован.
 Обработка механическим способом
Обработка механическим способом
Данный знак применяется, когда поверхность получена в результате обработки механическим способом. Например, при шлифовке, обточке, полировке и т.д. В данном обозначении конкретный вид механического воздействия может не указываться.
 Обозначение обработки литья или штамповки
Обозначение обработки литья или штамповки
Данное обозначение используют, когда поверхность получена без удаления слоя механической обработкой. Например, литьём или штамповкой. То, какие работы проводились с деталью также не указывается.
Примеры обозначения шероховатости поверхности
Для того чтобы понимать обозначение шероховатости поверхности на чертежах нужно рассмотреть несколько простых примеров:
- √(Ra 3 ) – цифра «3» указывает на наибольшее допустимое значение параметра. В зависимости от цифры будут меняться и характеристики, логично, что если «3» заменить на «80» или «10», то при изготовлении детали будут добиваться нужного значения.
- √(Rz 40 min);√(Rz 20min) – Rz 40min и Rz 20min указывают на наименьшее значение параметра. Такое обозначение используют, когда для правильного выполнения своих функций на детали не должна быть слишком ровная поверхность.
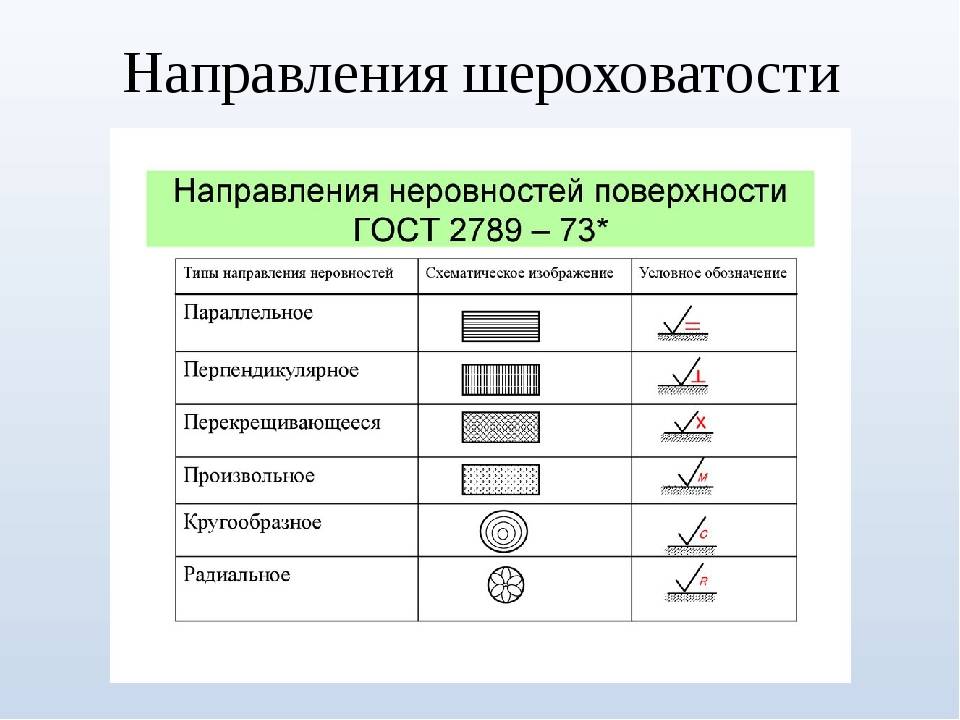
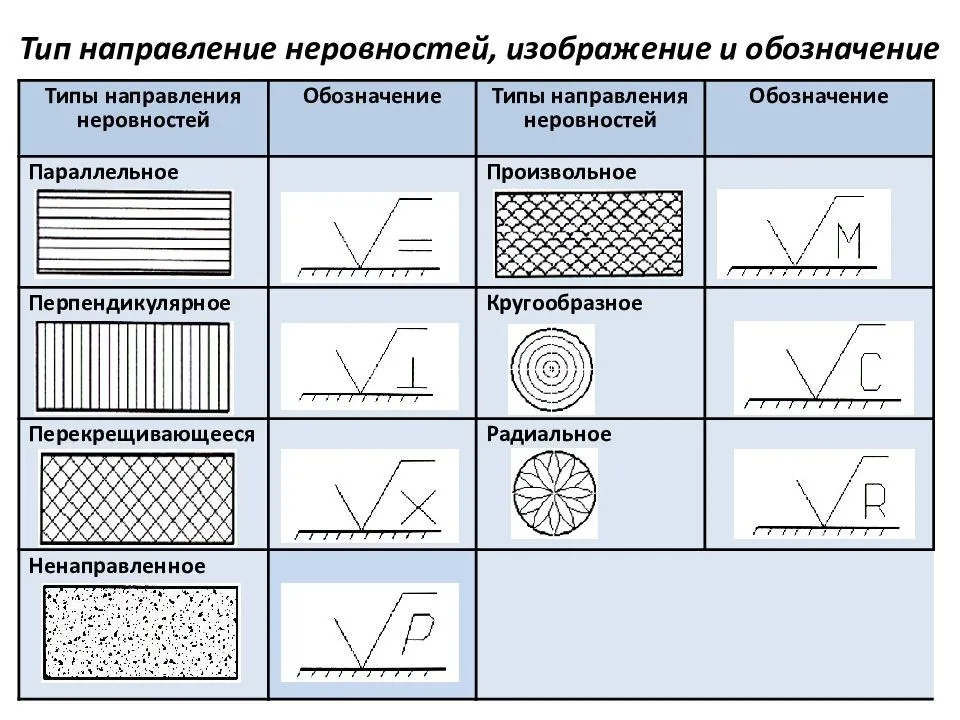
Условные обозначения направлений неровностей поверхности
- √(=Ra1) – неровности направлены параллельно друг другу.
- √(⊥Ra1) – перпендикулярное направление.
- √(Х Ra1) – направления перекрещиваются.
- √(М Ra1) – произвольное направление.
- √(С Ra1) – кругообразное направление.
- √RRa1 – радиальное направление относительно центра поверхности.
- √PRa1– неровности направлены хаотично.
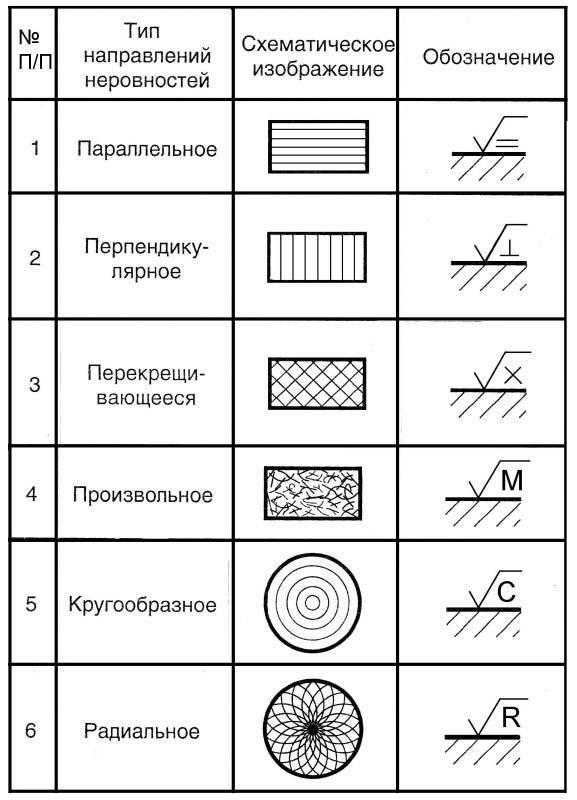 Обозначения направления шероховатости поверхности на чертежах
Обозначения направления шероховатости поверхности на чертежах
Что такое шероховатость поверхности?
Для
ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В
любом случае, для того, чтобы придать исходному материалу вид детали,
изображенной на чертеже, его приходится отпиливать, отрезать, сверлить,
фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются,
а вот механические обработки, описанные выше, вполне.
При
отрезе материала поверхность, по которой проходит режущий инструмент, остается
отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и
есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо
бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры,
что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73
– «Шероховатость поверхности».
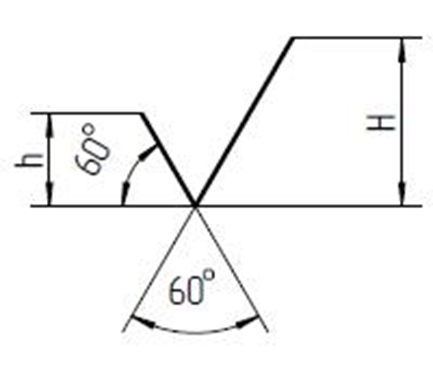
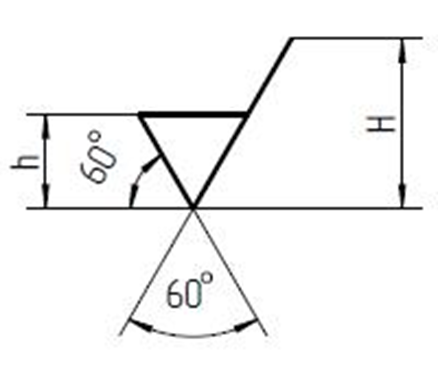
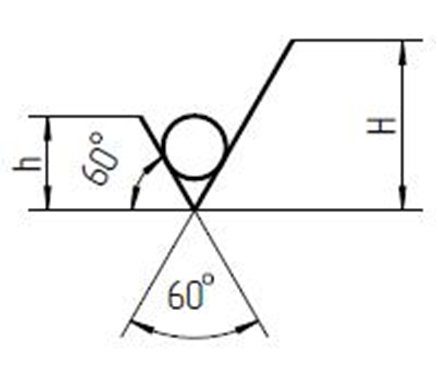
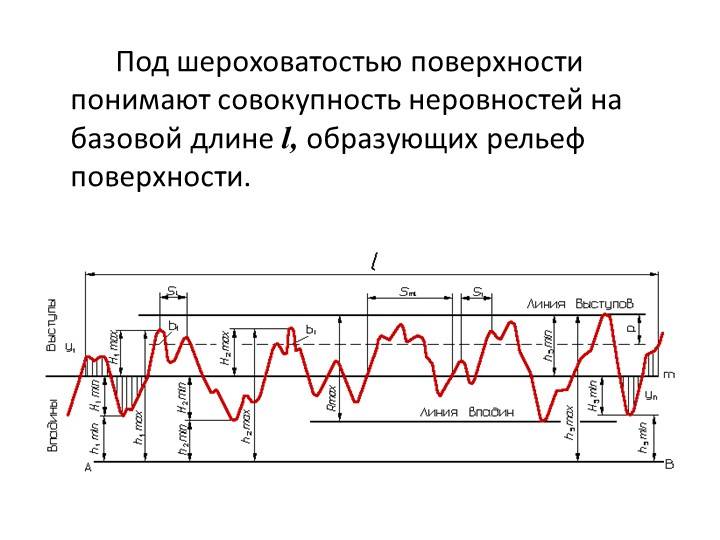
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
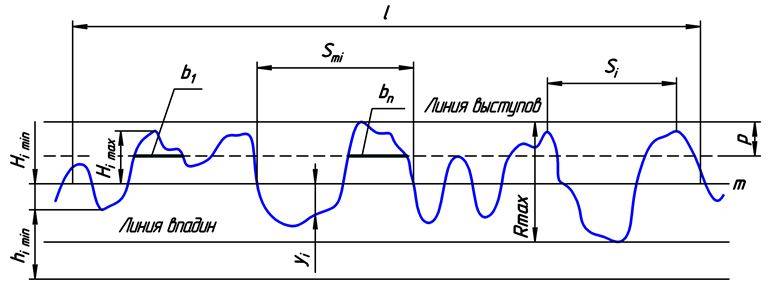 Рисунок из Википедии, свободной энциклопедии
Рисунок из Википедии, свободной энциклопедии
При
увеличении любой поверхности материала можно увидеть похожую картину. Исходя из
соотношений указанных на чертеже параметров неровностей можно вывести несколько
основных типов шероховатости, которые мы указываем на чертеже.
- Ra — среднее арифметическое отклонение
профиля; - Rz — высота неровностей профиля по десяти
точкам; - Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где
р – значения уровня сечения профиля.
При указании шероховатости на чертеже
предпочтительным является вариант Ra,
о чем нам и сообщает ГОСТ.
Рассмотрим
первые два варианта шероховатости Ra и Rz.
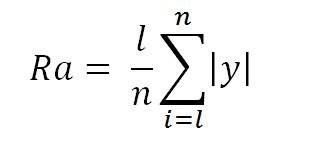
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
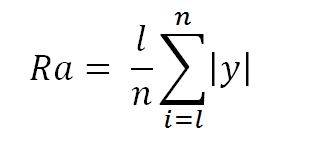
где
l – базовая длина, n – число выбранных точек профиля на
базовой длине.
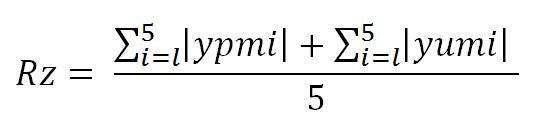
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
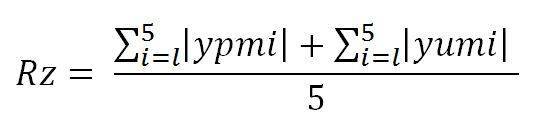
где
ypmi — высота i-го наибольшего выступа
профиля, yumi — глубина i-й наибольшей впадины профиля.
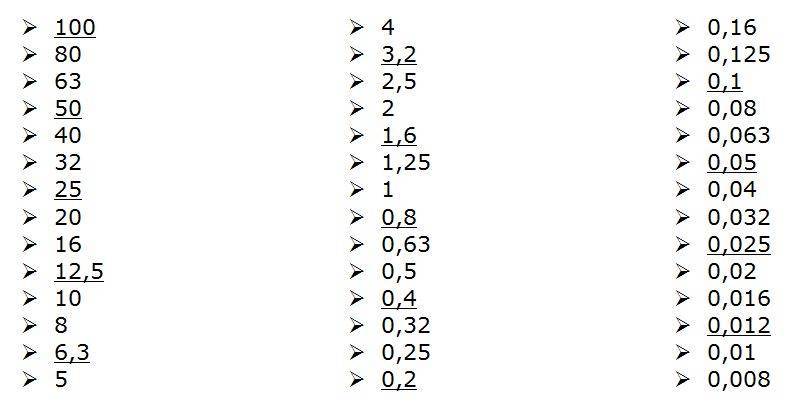
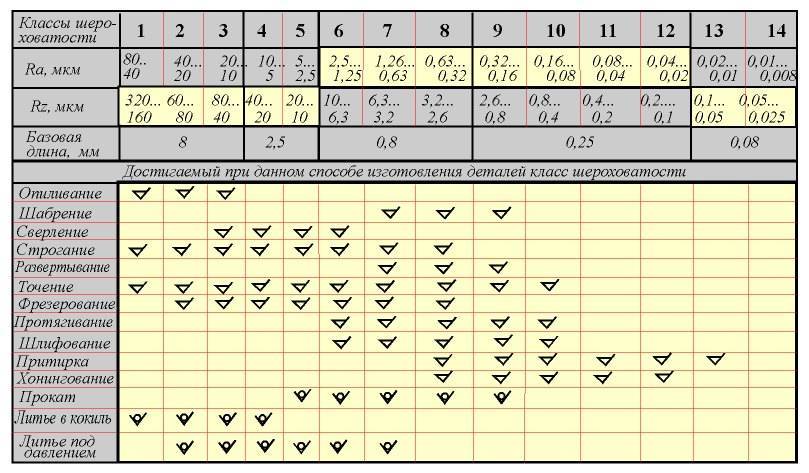
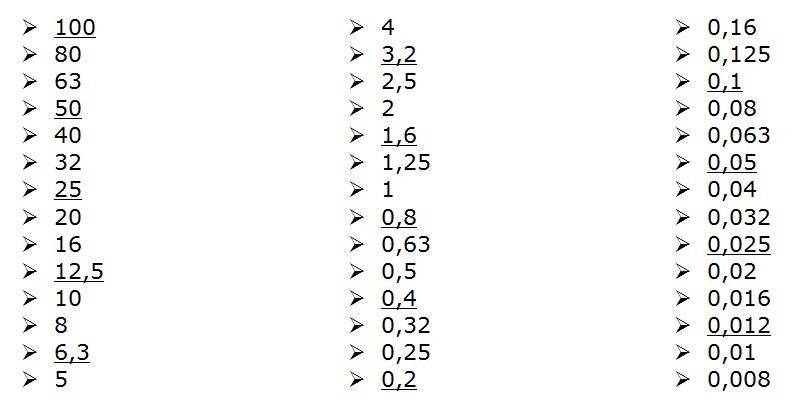
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.

https://youtube.com/watch?v=-DwXLJ22N0E
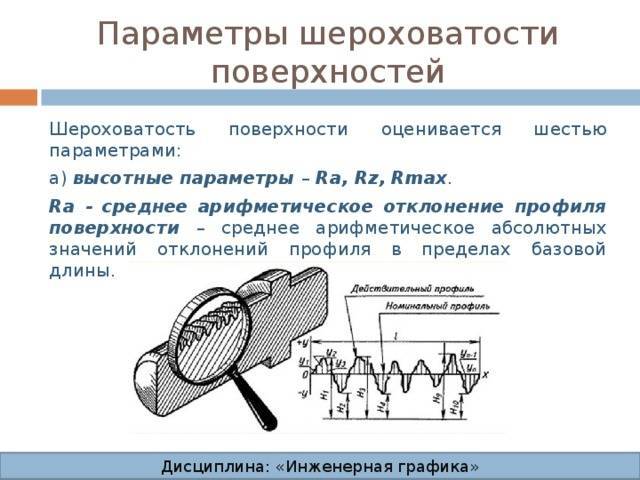
Шероховатость поверхности и ее влияние на работу деталей машин
В процессе формообразования деталей на их поверхности появляется шероховатость — ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерения деталей;
- коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.
Шероховатость поверхности
Одним из самых важных параметров при обработке деталей является шероховатость поверхности. Именно чистота обработки имеет определяющее значение для надежности и долговечности детали и при ее несоответствии проектным значениям, мы получим преждевременный выход детали или целого узла из строя и его дорогостоящий ремонт. Например, если не придать значения этому фактору при изготовлении деталей двигателя, результатом будет быстрый выход всего агрегата из строя.
Что такое шероховатость поверхности
Совокупность микроскопических неровностей, образующих рельеф поверхности, рассматриваемые в пределах участка, длина которого равна базовой длине — называют шероховатостью поверхности. Далее рассмотрим в чём измеряется шероховатость поверхности.
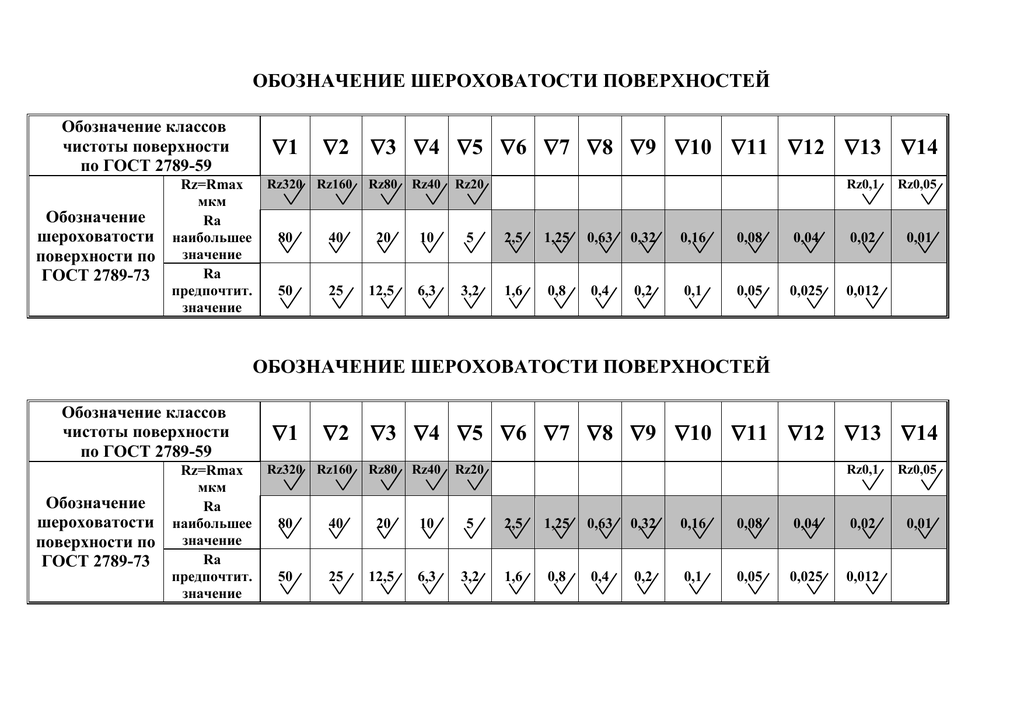
Как обозначается шероховатость поверхности
На рисунке ниже показаны основные способы схематического обозначения, а так же обозначения шероховатости на чертежах
Описание того, как правильно располагать на чертежах обозначения, подробно описано в ГОСТ стандартах и специальной технической литературе, поэтому не будем останавливаться на этом. Рассмотрим основные параметры, по которым оценивается шероховатость поверхности.
В чем измеряется шероховатость поверхности
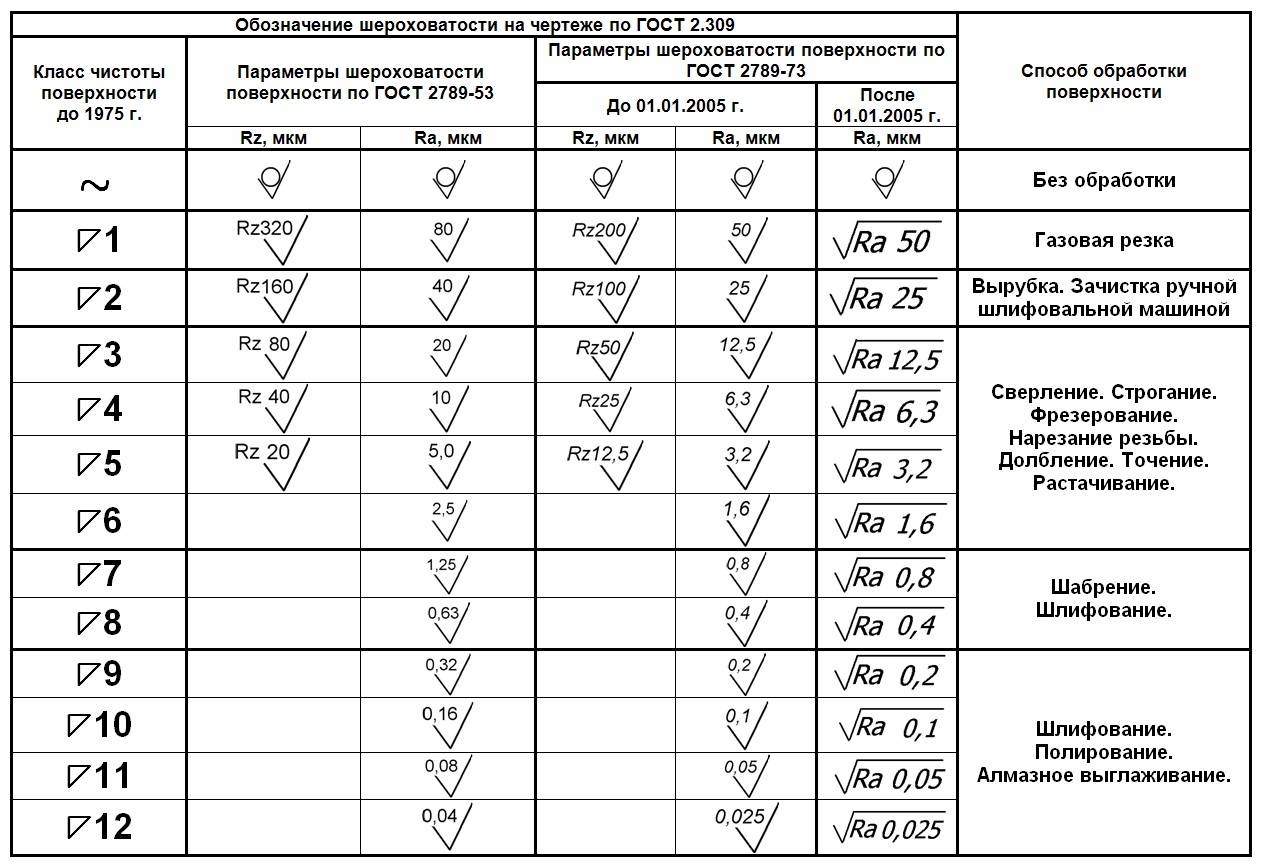
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz — это высота неровностей профиля по 10 точкам в то время как Ra — это среднее арифметическое отклонение профиля.
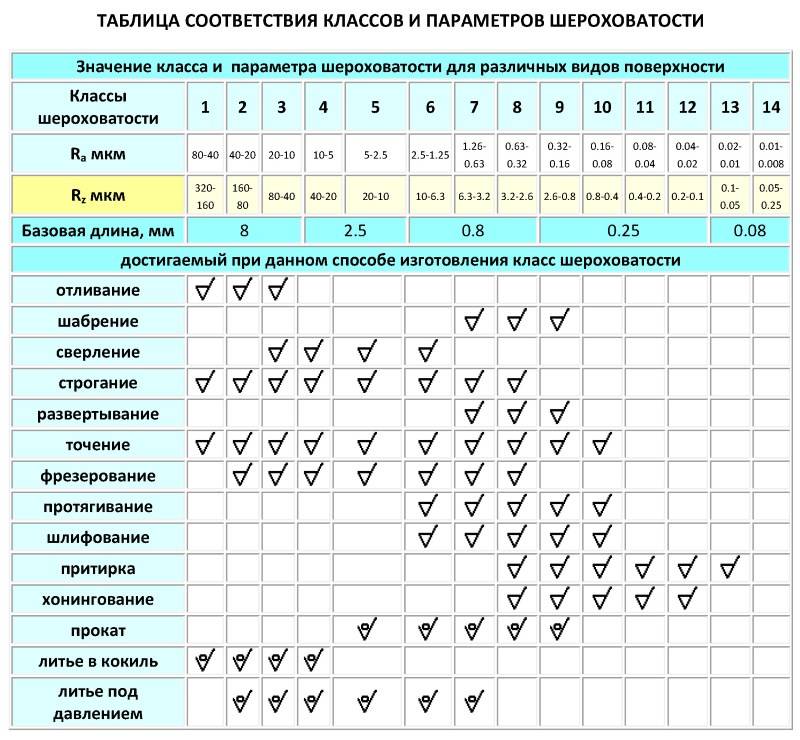
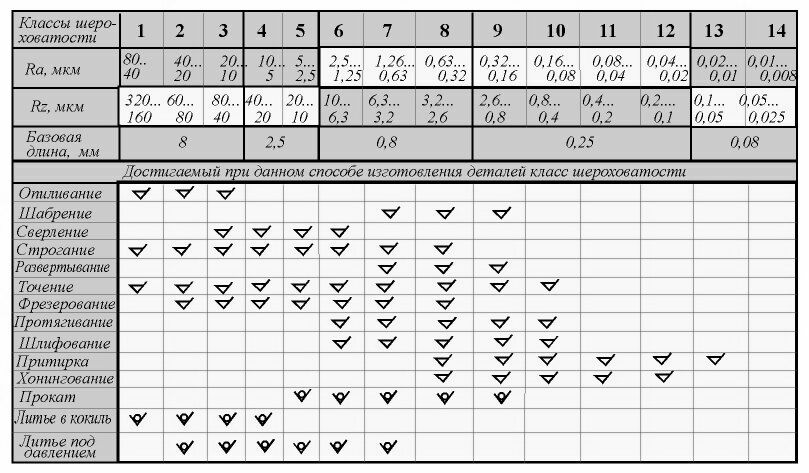
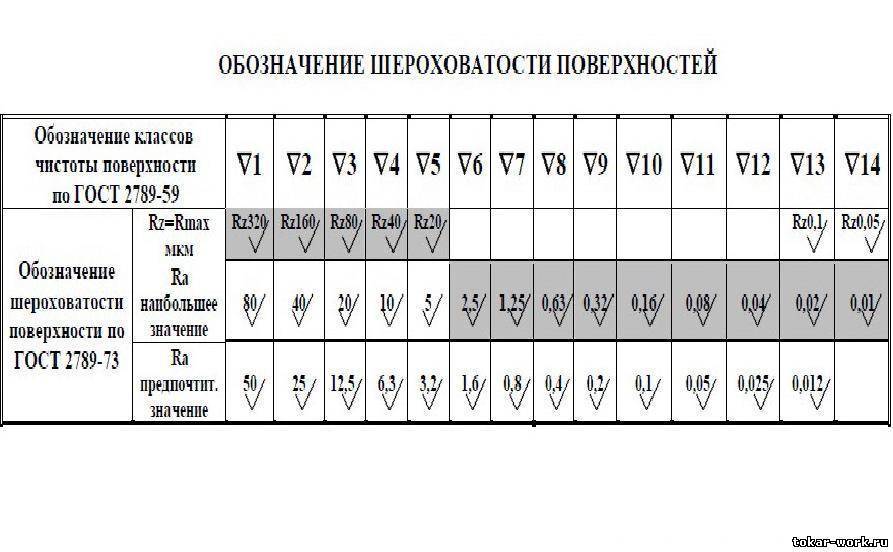
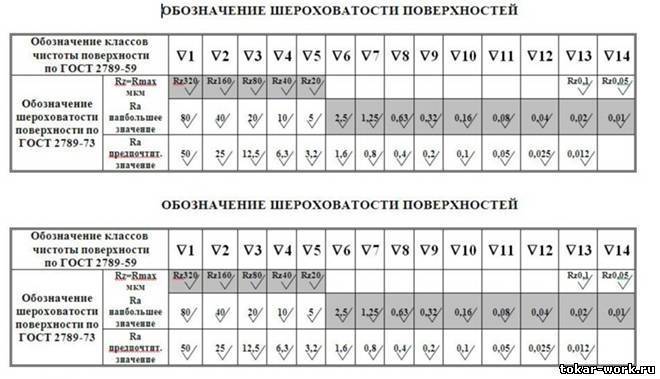
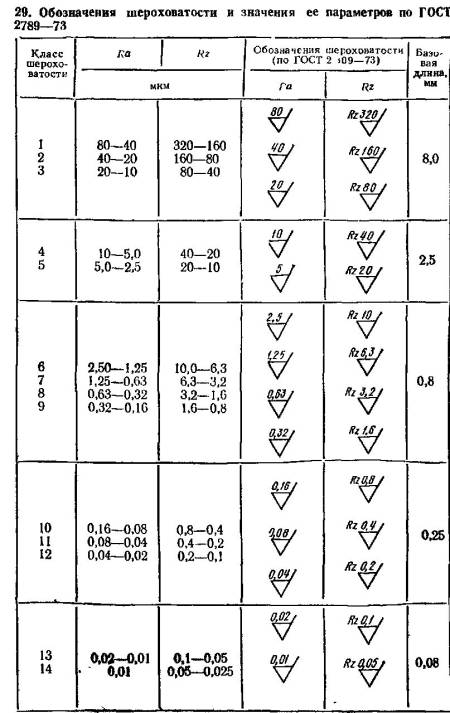
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
- Визуальный метод сравнения поверхности с эталоном (сравнение на ощупь)
- Прибором для измерения шероховатости
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в «полевых» условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
https://youtube.com/watch?v=FiKnn5UGFb0
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
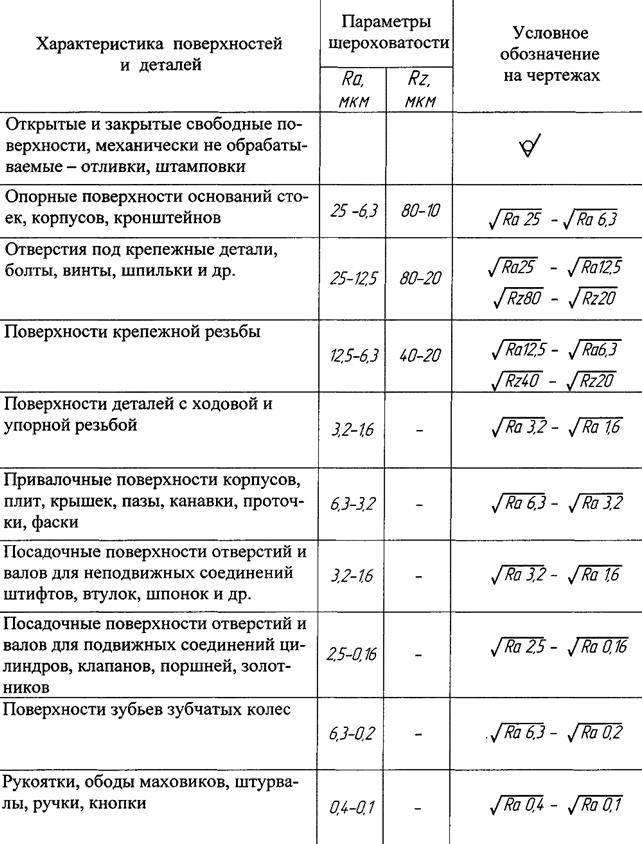
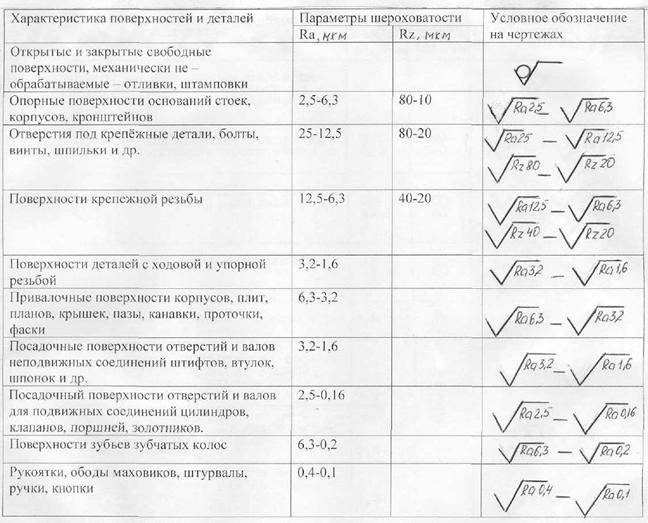
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
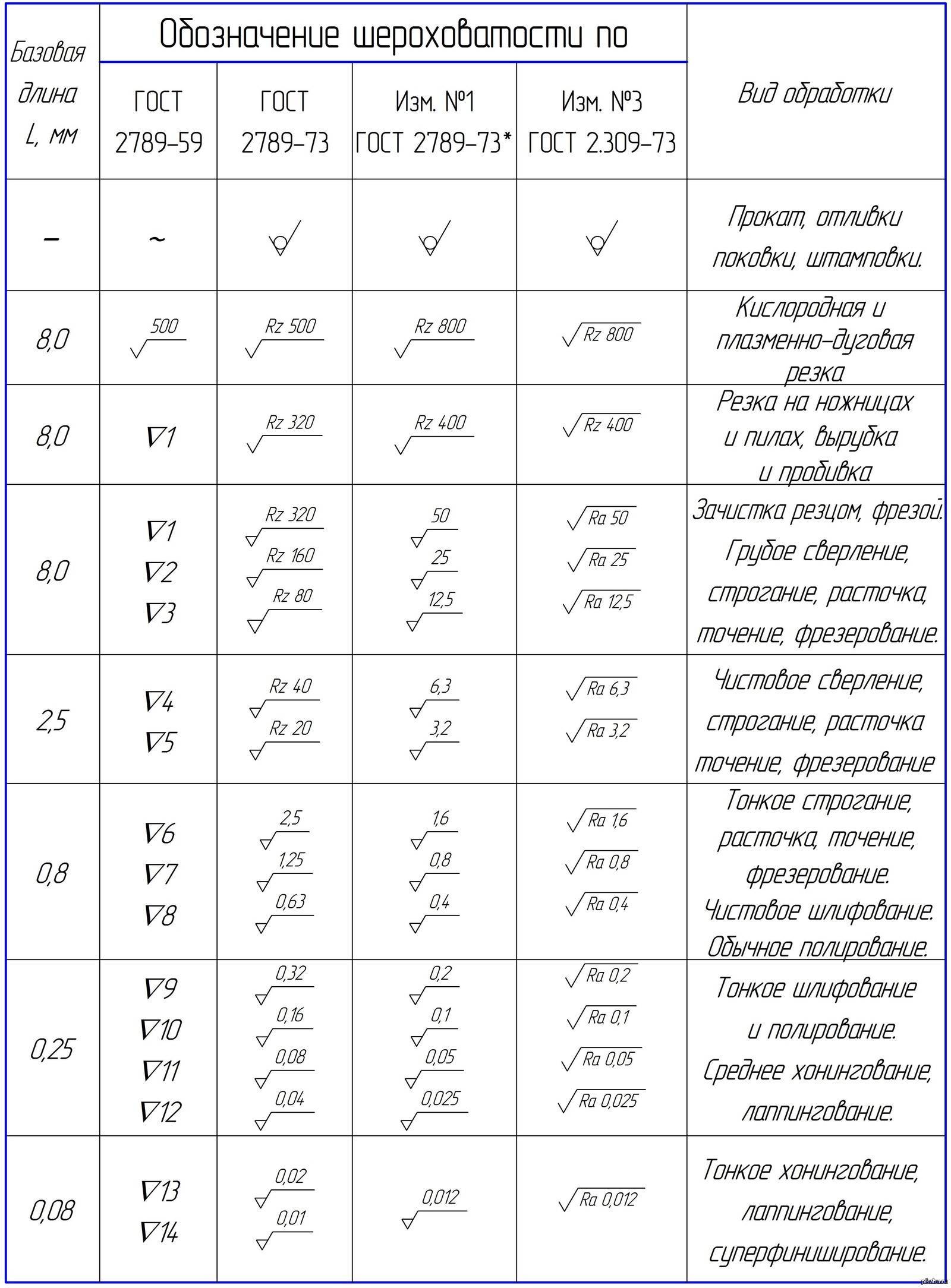
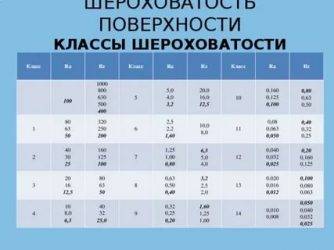
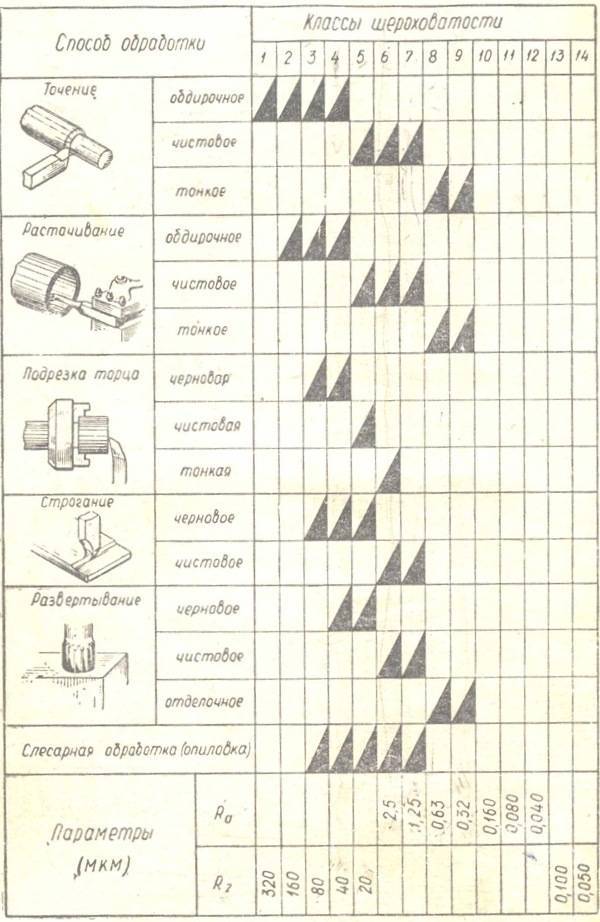
Классы шероховатости поверхности
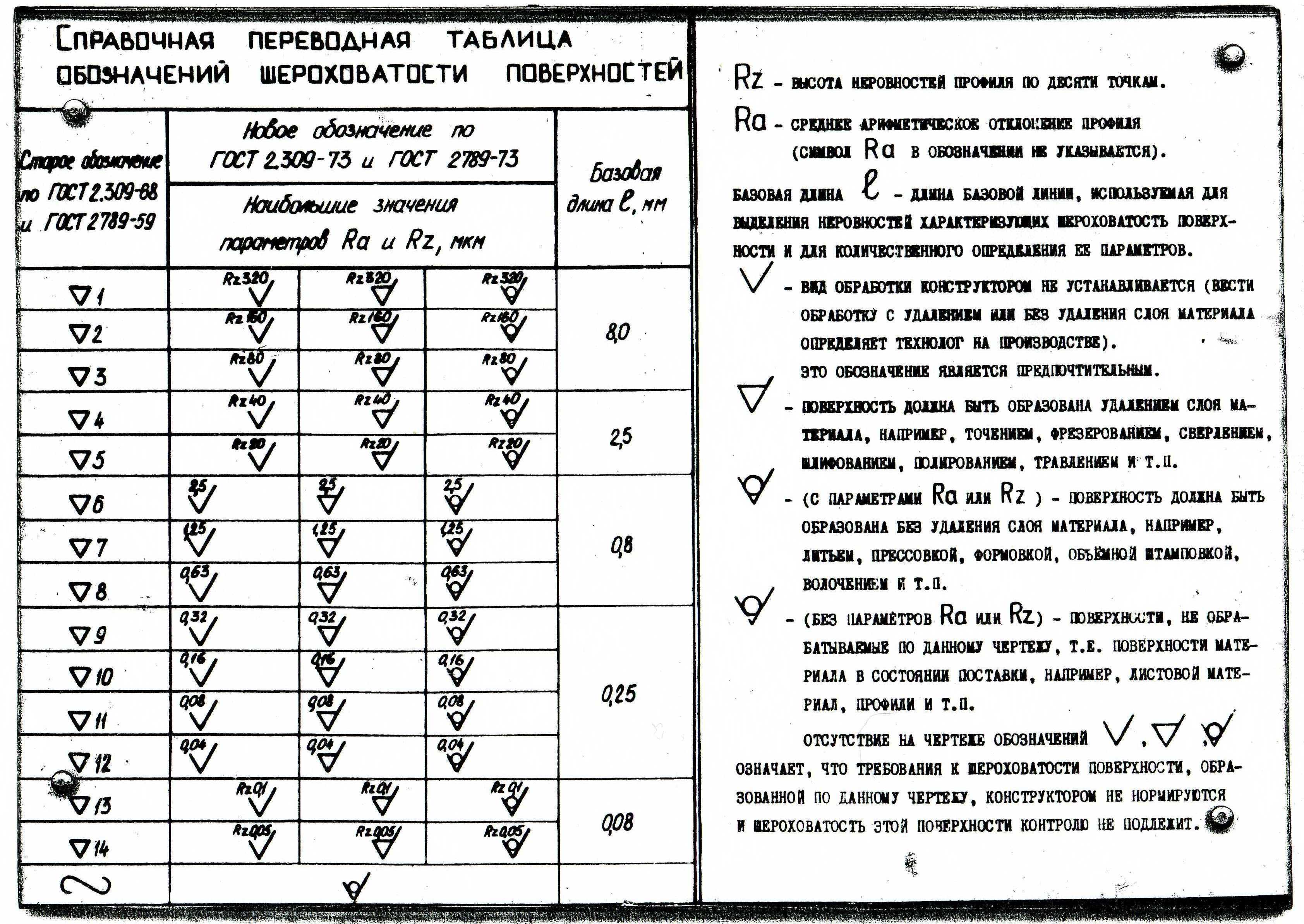
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
1 файл 973.51 KB Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Шероховатость поверхности почвы
Шероховатость поверхности почвы (SSR) относится к вертикальным изменениям, присутствующим в микро- и макрорельефе поверхности почвы, а также к их стохастическому распределению. Существует четыре различных класса SSR, каждый из которых представляет характерную вертикальную шкалу длины; К первому классу относятся вариации микрорельефа от отдельных зерен почвы до агрегатов порядка 0,053–2,0 мм; второй класс состоит из вариаций из-за комков почвы размером от 2 до 100 мм; третий класс шероховатости поверхности почвы – систематические перепады высот из-за обработки почвы, называемые ориентированной шероховатостью (OR), в диапазоне от 100 до 300 мм; четвертый класс включает плоскую кривизну или макромасштабные топографические объекты.
Два первых класса объясняют так называемую микрошероховатость, которая, как было показано, в значительной степени зависит от события и сезонной шкалы времени дождями и обработкой почвы соответственно. Микрошероховатость чаще всего количественно определяется с помощью случайной шероховатости, которая, по сути, представляет собой стандартное отклонение данных о высоте поверхности станины вокруг среднего значения после поправки на уклон с использованием наиболее подходящей плоскости и устранения эффектов обработки почвы в отдельных показаниях высоты. Воздействие дождя может привести либо к распаду, либо к увеличению микрошероховатости, в зависимости от начальных условий микрошероховатости и свойств почвы. На неровных поверхностях почвы отрыв дождевых брызг имеет тенденцию сглаживать края неровностей поверхности почвы, что приводит к общему снижению RR. Однако недавнее исследование, в котором изучалась реакция гладких поверхностей почвы на осадки, показало, что RR может значительно увеличиваться при низких начальных масштабах длины микрошероховатости, порядка 0–5 мм. Также было показано, что увеличение или уменьшение соответствует различным индексам SSR. .
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Обозначение параметров шероховатости на чертежах
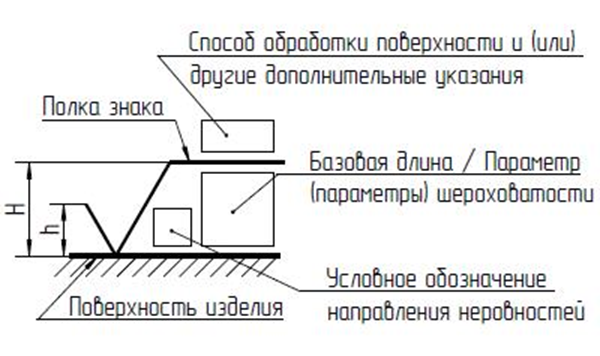
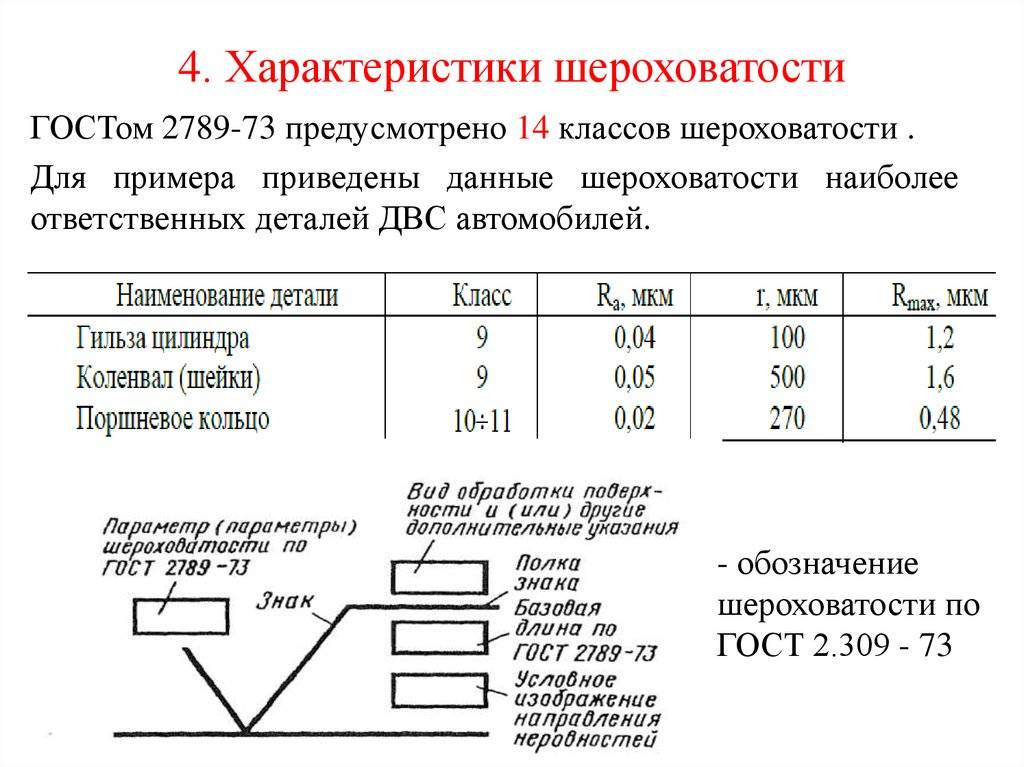
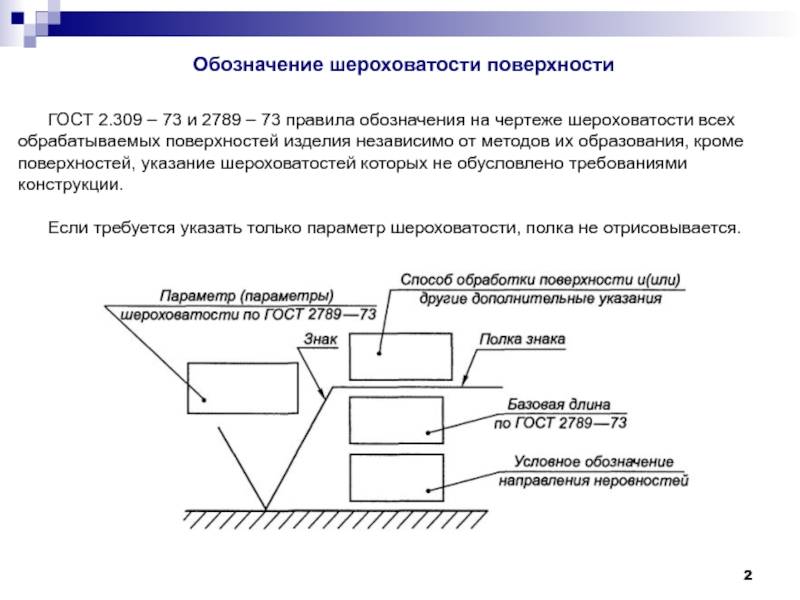
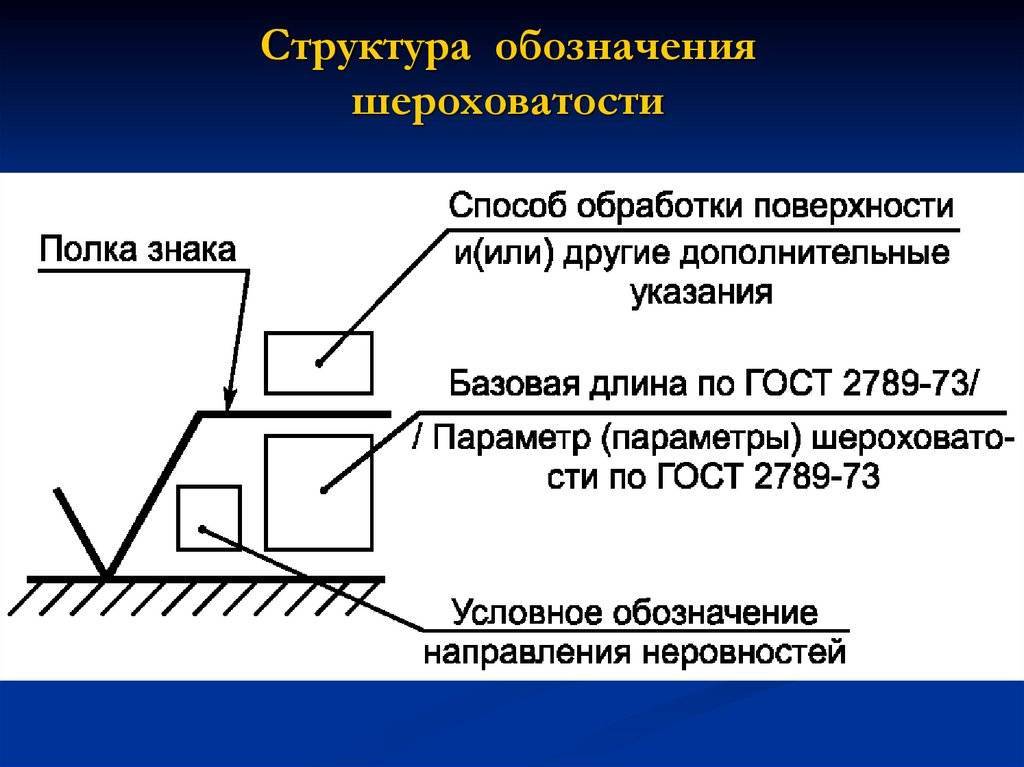
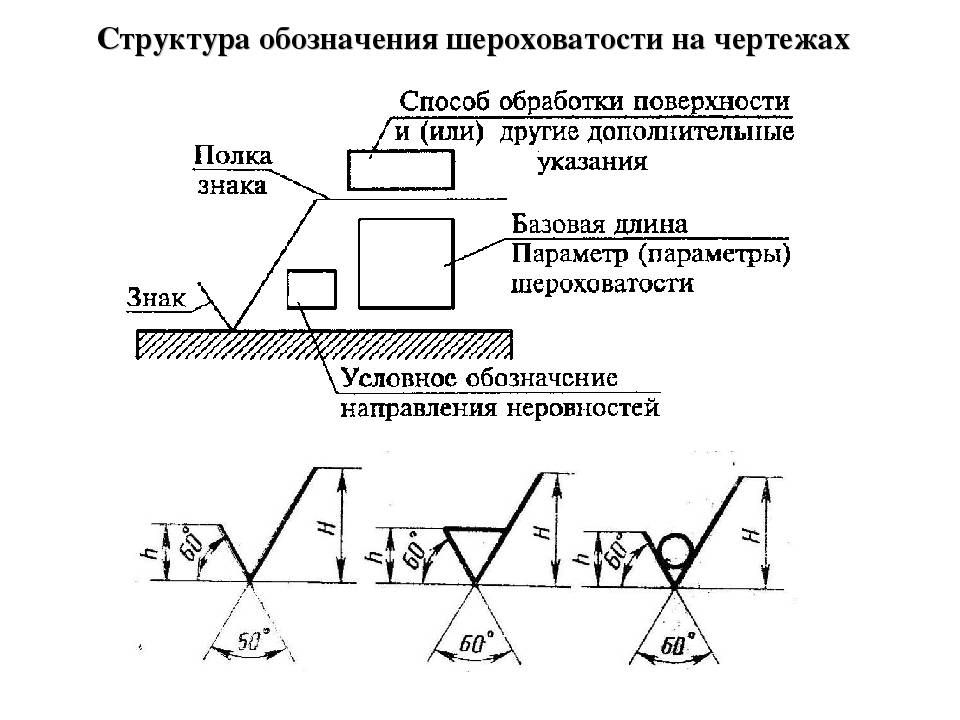
Шероховатость поверхностей обозначается на чертежах, для всех выполненных по данному чертежу поверхностей изделия независимо от методов образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции. Структура обозначения шероховатости приведена на рис. 3.
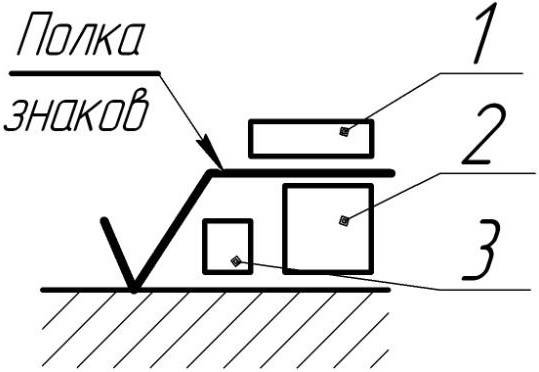
Рисунок 3 – Структура обозначения шероховатости (ГОСТ 2.309-73): 1 – способ обработки поверхности; 2 – базовая длина, параметры шероховатости; 3 – условное обозначение направления неровностей.
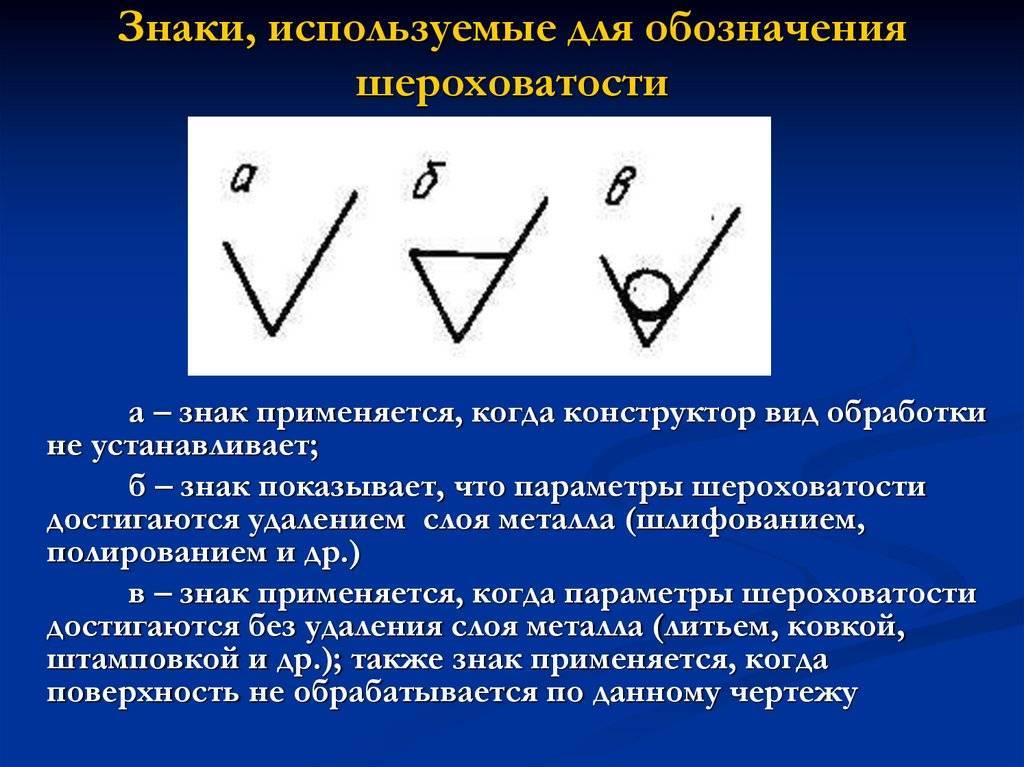
В обозначениях шероховатости поверхности применяют один из знаков, приведенных на рис. 4.
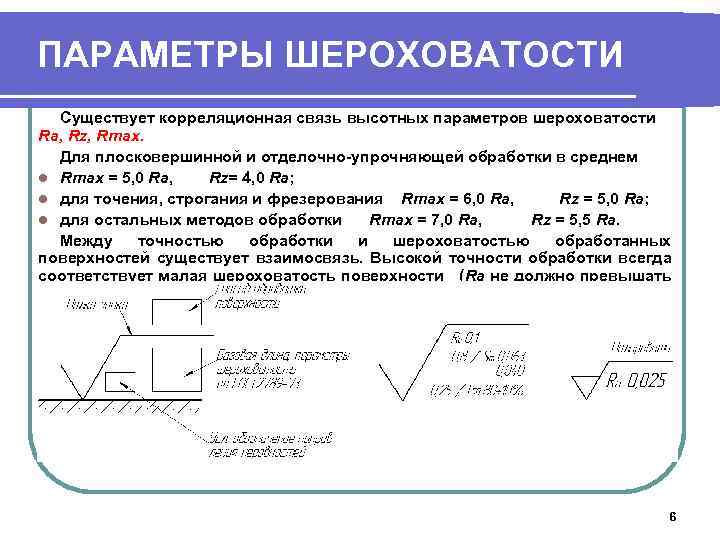
Значение параметров шероховатости указывают в обозначениях после соответствующего символа: Ra 0,4; Rmax 6,3; Sm0,63; t5070; S 0,032; Rz 50.
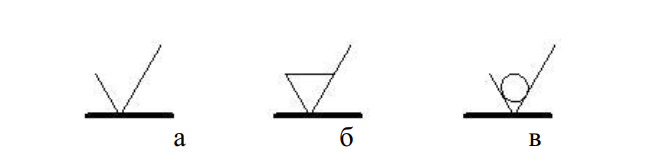
Рисунок 4 – Знаки, задающие способы образования поверхности: а – способ обработки конструктором не устанавливается; б – поверхность должна быть образована только удалением слоя материала; в – поверхность должна быть образована без удаления слоя материала
При указании наибольшего значения параметра шероховатости в обозначениях приводят параметр шероховатости без предельных отклонений, например: .
При указании наименьшего значения параметра шероховатости после значения следует указать «min», например: .
Предельные значения параметров располагают одни под другими, сверху – наибольшее, снизу – наименьшее:

При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например: Ra 1 ± 20%; Rz 100−10%; Sm0,63+20%.
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке: параметр высоты неровностей профиля, параметр шага неровностей, относительная опорная длина.
Обозначение шероховатости поверхности на изображении изделия располагают на линии контура или выносной линии. Допускается располагать обозначение шероховатости на размерной линии, её продолжении, рамке допуска формы, а также разрывать выносную линию.
![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://snabkz.ru/wp-content/uploads/e/1/9/e19c2c891609fd16958e69ad5c36934c.jpeg)


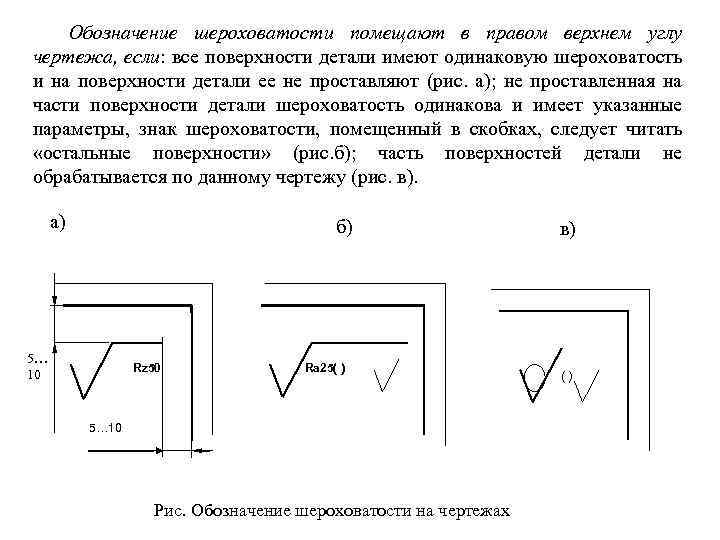
Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа вместе с условным обозначением (√). Это означает, что все поверхности, на которые не нанесены обозначения шероховатости или спецзнак, должны иметь шероховатость, указанную перед условным обозначением.
Просмотров:
98
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т. д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6-0,8 мкм и выше.
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
1 файл 50.04 KB
Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Что такое квалитеты и параметры шероховатости?
Ни одна поверхность в мире не может быть идеально гладкой. Даже самые современные технологии допускают наличие определённой погрешности, представленные в виде неровностей поверхности. Их совокупности, если быть точнее.
Чем они меньше, тем материал:
- Прочнее;
- Плотнее;
- Более стоек к изнашиванию;
- Лучше выглядит.
Хотя, последний пункт – чистая эстетика. Но всё же, при оценке качества деталей необходимо учитывать все параметры.
Квалитет шероховатости, по большому счёту, определяет, насколько шершавой может быть поверхность готового изделия. Он задаёт максимальное значение, при котором конечный продукт всё ещё будет считаться качественным и правильно обработанным.
Чтобы не вдаваться в целую науку и не рассматривать сложные формулы, проще воспользоваться специально разработанными под это дело таблицами, которые содержат всего 3 столбца:
Вид обработки | Спепень обработки | Квалитет |
Найдя необходимые показатели, можно перейти к следующим таблицам, которые содержат допуски и минимальные размеры. Дело в том, что квалитет непосредственно связан с размерами изделия и допусками, определяющими точность. Самостоятельно разобраться в этом вопросе слишком сложно, но найти подходящие цифры в соответствующих столбцах – задание чуть проще.

ИШП-110 — Измеритель Шероховатости (Профилометр)
Приборы для измерений шероховатости поверхности ИШП (далее — приборы, профилометры) предназначены для измерений параметров шероховатости поверхностей изделий, сечение которых в плоскости измерения представляет собой прямую линию (образующие цилиндрических поверхностей, отверстия, плоские поверхности, криволинейные поверхности в пределах хода щупа), а также пазах и углублениях механизмов. Прибор предназначен для измерения и оценки текстуры поверхности и должен использоваться только в этих целях. Прибор применим для измерения поверхностей всех видов металлов и неметаллов.
Принцип действия приборов основан на ощупывании неровностей измеряемой поверхности алмазной иглой измерительного щупа и преобразовании возникающих перемещений и колебаний щупа в изменения электрического напряжения, пропорциональные этим перемещениям, которые преобразуются микропроцессором приборов.
При проведении измерений приборы устанавливаются на измеряемую поверхность. Датчик, расположенный внизу приборов, перемещается по поверхности с постоянной скоростью. Результаты измерений отображаются на дисплее. Профилометр совместим со стандартами ISO, DIN, ANSI и JIS и широко используется на производстве для измерения шероховатости поверхности различных деталей, обработанных машиной, расчёта соответствующих параметров в соответствии с выбранными условиями измерения и чёткого отображения всех параметров измерения.
Приборы выпускаются в трёх модификациях ИШП-6100, ИШП-210 и ИШП-110, отличающихся техническими и метрологическими характеристиками. Все приборы для измерений шероховатости поверхности комплектуются установочными мерами шероховатости поверхности (сравнения), необходимыми для подготовки приборов к измерениям.
Приборы модификации ИШП-110 предназначены для измерений параметров шероховатости плоских, наклонных и наружных поверхностей изделий, в т.ч. валов, цилиндров.
Отличительные особенности модификации ИШП-110:
- Измеряет 4 параметра шероховатости поверхности: Ra; Rz; Rq и Rt.
- Рабочий режим эксплуатации — при положительных и отрицательных температурах окружающей среды.
- Питание приборов осуществляется от встроенного аккумулятора.
- Ручное или автоматическое (через 10 минут после последнего нажатия клавиши) выключение.
- Высокоскоростные процессоры DSP для быстрых расчётов и матричный OLED дисплей для чёткой работы в различных условиях температуры и освещённости.
- Прочный, легко моющийся алюминиевый корпус для долговременной службы прибора.
- Датчик и электронный блок объединены в едином корпусе, что даёт малый размер и лёгкий вес прибора.
- Измерения в метрической (СИ, µm) и английской (µin) системах мер.
- Возможность связи с компьютером для передачи данных статистики, печати и анализа с помощью кабеля и программного обеспечения для интерфейса RS 232C (дополнительная опция).
Приборы для измерений шероховатости поверхности в трёх модификациях ИШП-6100; ИШП-210 и ИШП-110 являются средством измерений, зарегистрированным в Государственном реестре СИ России под № 76028-19, межповерочный интервал 2 (два) года.
ВАЖНО! Международными стандартами предписывается проверять правильность показаний прибора на мерах шероховатости перед каждой рабочей сменой, а если в течение рабочей смены производится большое количество измерений шероховатости — то после каждой крупной серии таких измерений
Что такое шероховатость поверхности?
Для ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В любом случае, для того, чтобы придать исходному материалу вид детали, изображенной на чертеже, его приходится отпиливать, отрезать, сверлить, фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются, а вот механические обработки, описанные выше, вполне.
При отрезе материала поверхность, по которой проходит режущий инструмент, остается отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры, что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73 – «Шероховатость поверхности».
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
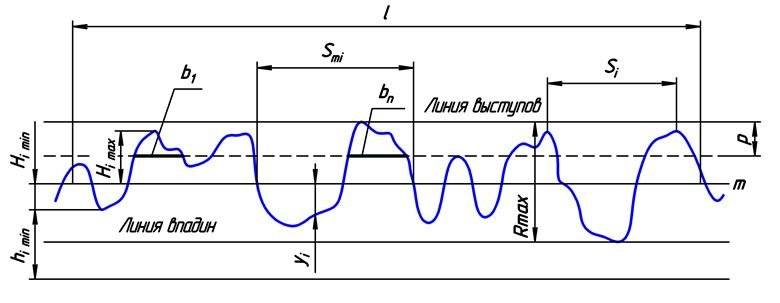
Рисунок из Википедии, свободной энциклопедии
При увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
- Ra — среднее арифметическое отклонение профиля;
- Rz — высота неровностей профиля по десяти точкам;
- Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где р – значения уровня сечения профиля.
При указании шероховатости на чертеже предпочтительным является вариант Ra, о чем нам и сообщает ГОСТ.
Рассмотрим первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
где l – базовая длина, n – число выбранных точек профиля на базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где ypmi — высота i-го наибольшего выступа профиля, yumi — глубина i-й наибольшей впадины профиля.
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Шероховатость поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.