Установка ШВП на станок с числовым программным управлением
Станки с блоком числового программного управления получили очень большое распространение. Выбор проходит на момент разбора конструкции и проектирования. Перед непосредственной установкой проходит следующий расчет:
- Нужное усилие, передающееся на винт. Главные узлы станка могут воспринимать разную нагрузку. Если винт не будет рассчитывается на это, другими словами вероятность деформации, а еще срезания витков и возникновения иных недостатков. Собственно поэтому проводятся подробные расчеты для определения того, какую нагрузку должна воспринимать шаприко-винтовая передача.
- Величина хода стола. Во многих случаях рассматриваемая шарико-винтовая передача ставится для обеспечения продольного или поперечного хода стола фрезерного оборудования, а еще иных узлов.
- Устанавливается наиболее подходит длина винта. Как раньше было отмечено, критерий более 2-х метров будет причиной искревления и возникновения иных недостатков при долгой эксплуатации устройства.
- Требуемая точность может зависеть от довольно различных критериев. Для станков ЧПУ требуется механизм с очень большим коэффициентом точности, так как она уменьшается от привода к зоне обработки.
- Определяются требуемые особенности конструкции гайки. В данном случае устанавливается цена устройства и некоторые прочие моменты.
- Уточняется тот фактор, должен ли свободный конец фиксироваться на момент эксплуатации.
- Устанавливается то, как проходит крепление шарико-винтовой передачи к корпусу. Исключительно при большой жесткости конструкции обеспечивается требуемая точность позиционирования всех компонентов конструкции.
Выполнить установку рассматриваемого устройства может исключительно мастер, обладающий подобающей подготовкой
Это связано с важностью точностью позиционирования шарико-винтовой передачи
Напоследок напомним, что в продаже встречается просто большое количество способов выполнения такого приспособления. Не все они используются из-за разного критерия точности позиционирования важных элементов.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Классификация
По технологии изготовления ходовые винты бывают:
- Катаные — с винтовой канавкой, получаемой методом холодной прокатки. Эти винты производятся с меньшими затратами, поэтому обладают лучшим соотношением цена-качество при средней точности изготовления (C5, C7, C9).
- Шлифованные — относятся к прецизионным изделиям. После нарезания резьбы и последующей термообработки подвергаются шлифованию. Имеют повышенную точность (C1, C3, C5) и более высокую цену.
По конструкции:
- Шарико-винтовые — изготовленные согласно стандарту DIN. Шарики возвращаются в смежную канавку по желобу отражателя, встроенного в гайку.
- Прецизионные — изготавливаются шлифованием. Могут состоять из одной или двух гаек, иметь предварительный натяг (преднатяг) — устранение осевого зазора с целью повышения точности при реверсах и увеличения жесткости привода.
- Прецизионные с сепаратором — отличаются конструкцией возврата шариков (отсутствует соударение) и шлифованным профилем канавки.
- Прецизионные с вращающейся гайкой имеют встроенный подшипник, благодаря чему имеют повышенную точность перемещения.
- Шлицевый вал с шариковыми втулками фланцевого исполнения. При этом вал выполняет функцию внутреннего кольца подшипника. Эта конструкция отличается компактностью и простотой монтажа.
- Консольное исполнение винта. Применяется для коротких ходовых винтов, не имеющих второй поддержки.
Технические характеристики ШВП
- Основные параметры:
- Диаметр и шаг винта — от 16 × 2,5 до 125 × 20 мм.
- Длина винтового стержня. Ходовые винты для станков с ЧПУ обычно выпускаются с максимальной длиной 2,0–2,5 м, хотя под заказ изготавливают и до 8 метров.
- Линейная скорость перемещения — до 110 м/мин.
- Точность передачи — C1…C10.
Силовые характеристики для некоторых типоразмеров приведены в таблице:
| Силовые параметры шарико-винтовых передач | ||||
| Диаметр × шаг, мм | Грузоподъемность, Н | Осевая жесткость, Н/мкм | ||
| Статическая | Динамическая | Корпусных ШВП | Бескорпусных ШВП | |
| 16 × 2,5 | 9600 | 5000 | — | 230 |
| 32 × 5 | 37500 | 17710 | 700 | 760 |
| 50 × 10 | 112500 | 57750 | 1000 | 1100 |
| 80 × 10 | 197700 | 66880 | 1700 | 1900 |
| 125 × 20 | 729000 | 278000 | — | 2850 |
| Примечание: осевая жесткость указана для класса точности C1. |
КАК РАБОТАЕТ ШВП?
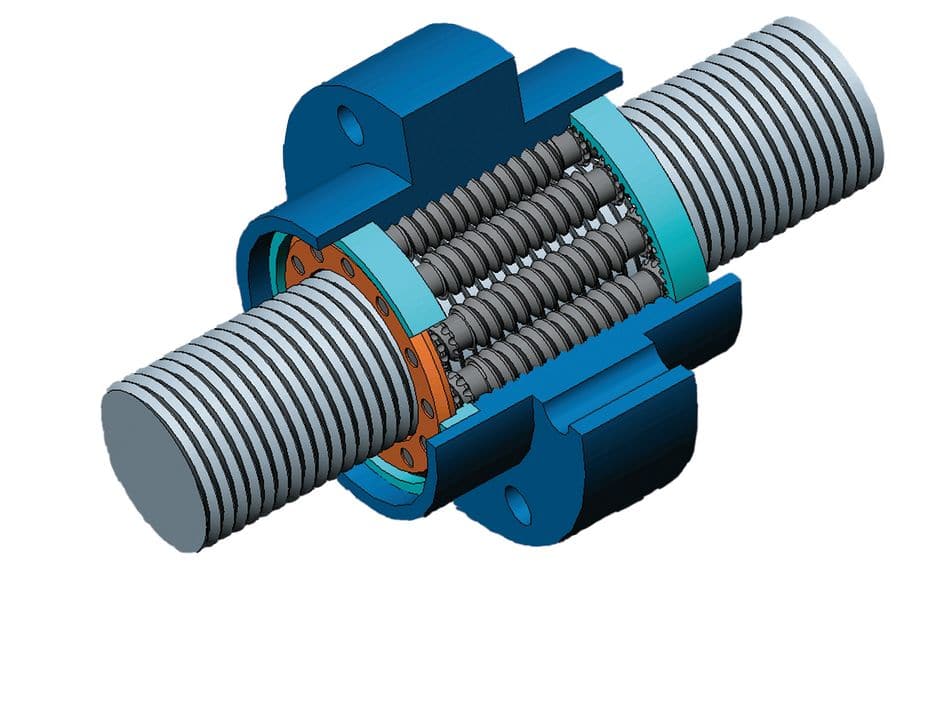
Шарико-винтовая передача в сборе
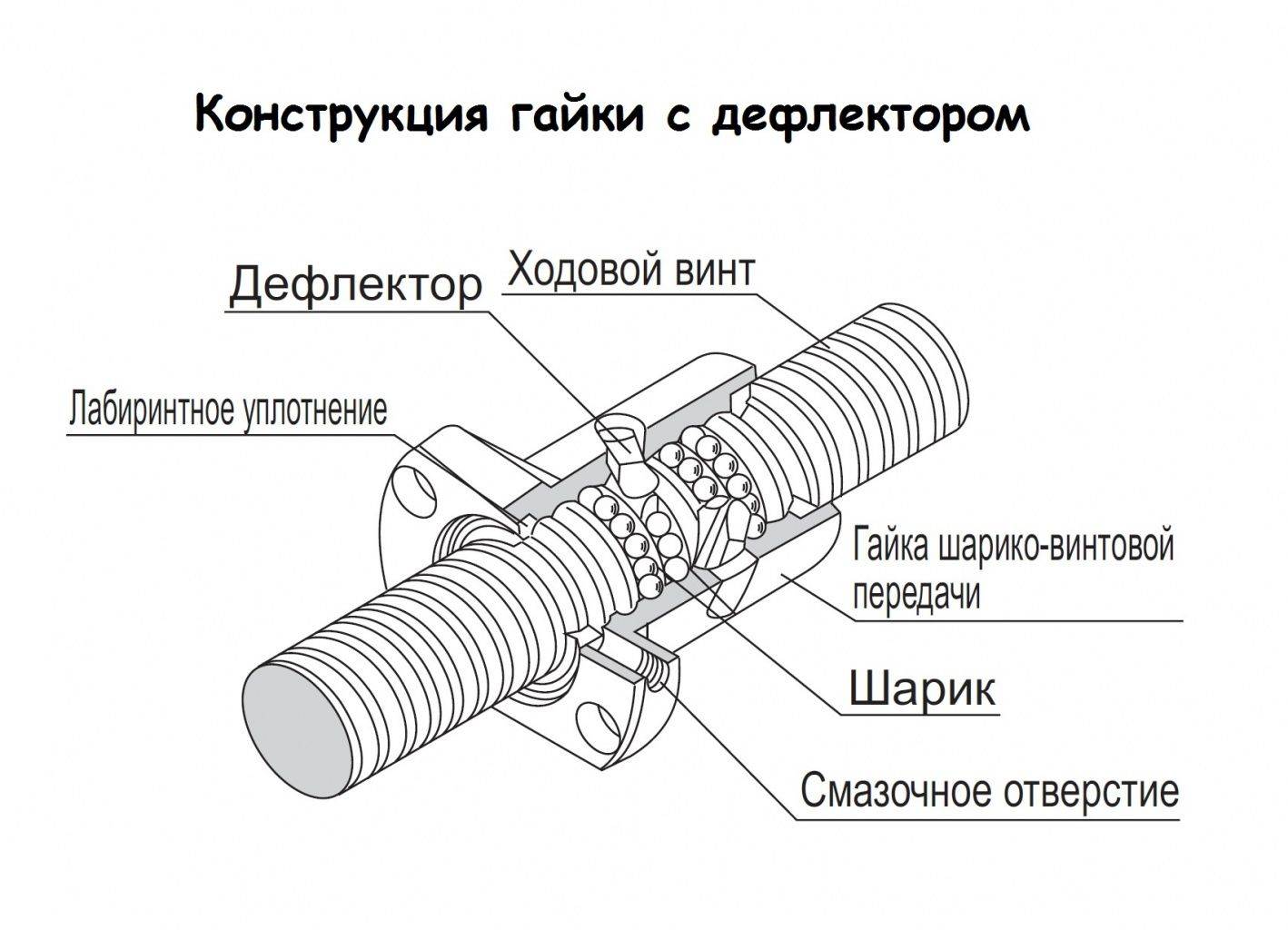
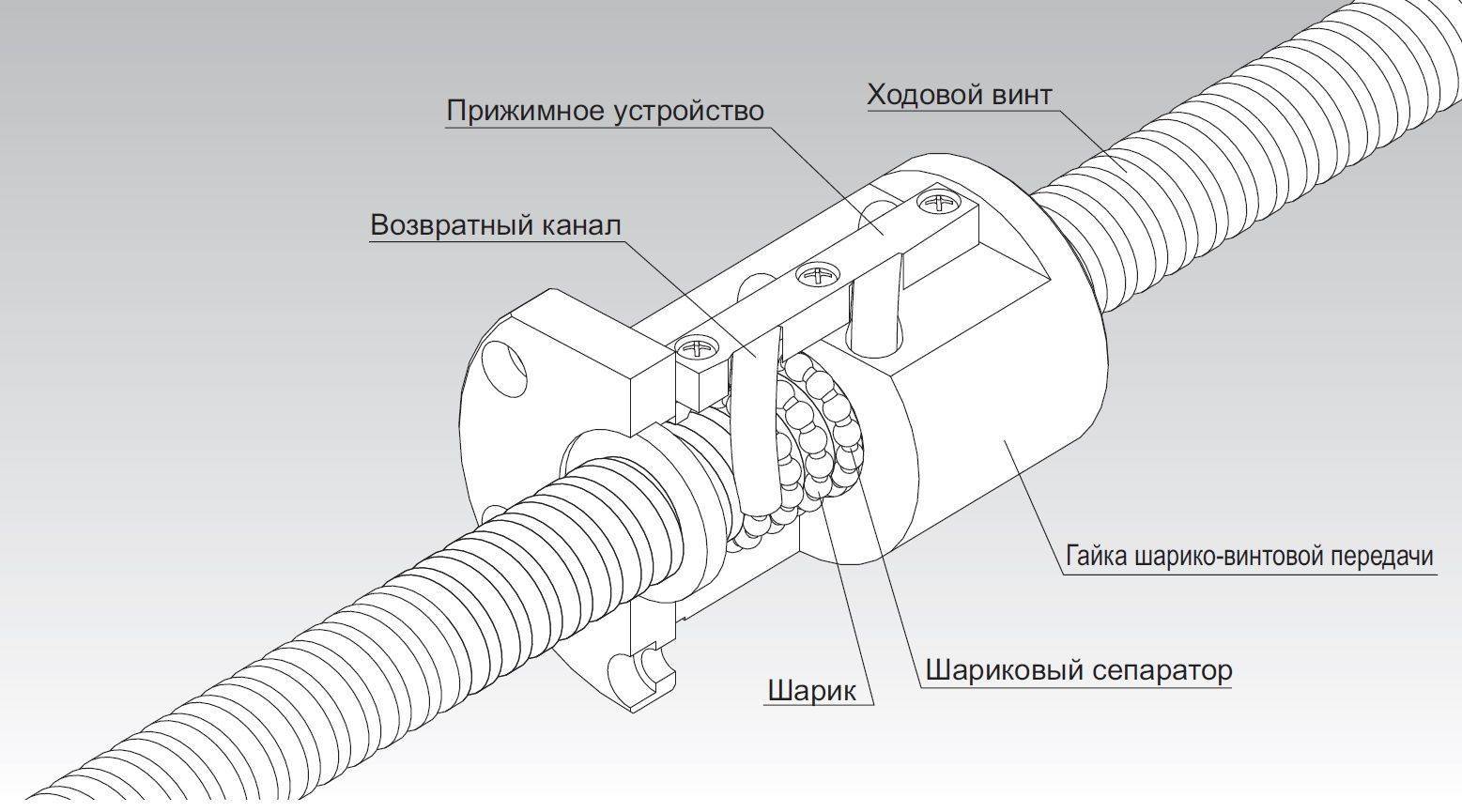
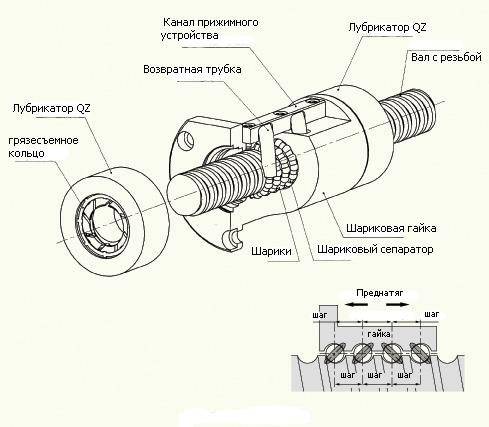
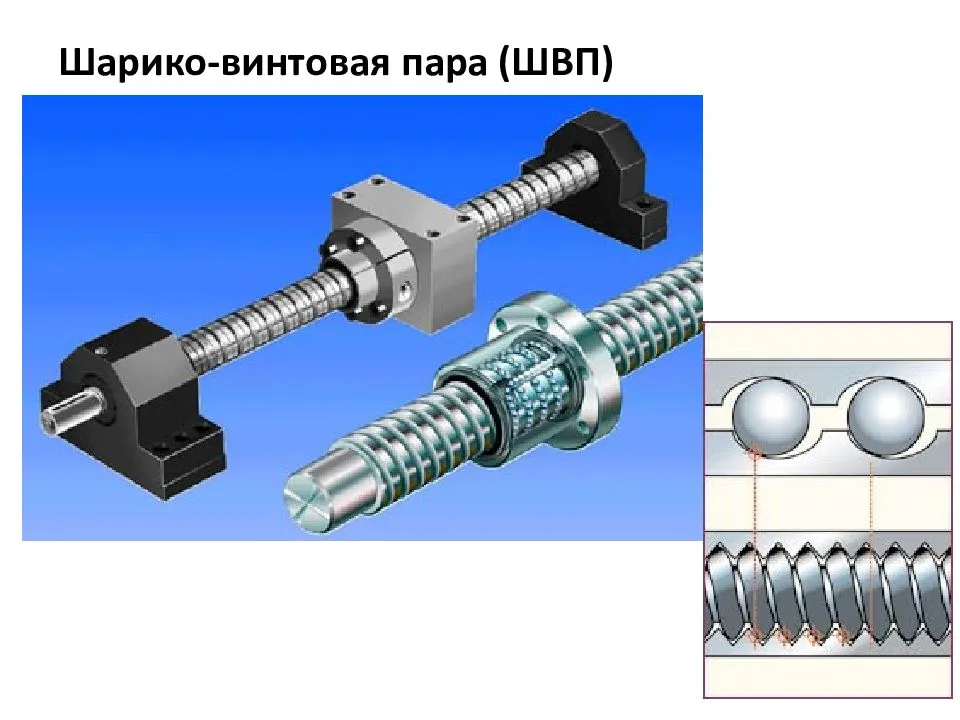
Узел шарико-винтовой передачи состоит из винта и гайки, каждая из которых имеет соответствующие винтовые канавки, и шариков, которые катятся между этими канавками, обеспечивая единственный контакт между гайкой и винтом. При вращении винта или гайки шарики отклоняются дефлектором в систему возврата шариков гайки, и они проходят через систему возврата к противоположному концу шариковой гайки по непрерывному пути. Затем шарики выходят из системы возврата шариков в дорожки качения ШВП и гайки, чтобы рециркулировать в замкнутом контуре.
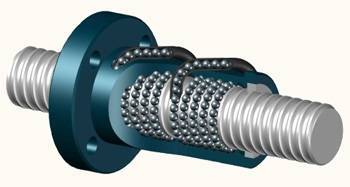
Узел шариковой гайки
Шариковая гайка определяет нагрузку и срок службы шарико-винтовой передачи. Отношение количества резьбы в контуре шариковой гайки к количеству резьбы шарико-винтовой передачи определяет, насколько раньше шариковая гайка достигнет усталостного разрушения (износа), чем шарико-винтовая передача.
Шариковые гайки изготавливаются с двумя типами систем возврата шара.
(а) Внешняя система возврата шарика. В системе возврата этого типа шар возвращается к противоположному концу контура через трубку возврата шара, которая выступает над внешним диаметром шариковой гайки.
Внешняя система возврата шарика
(b) Внутренняя система возврата шара (существует несколько вариантов системы возврата этого типа) Шарик возвращается через стенку гайки или вдоль нее, но ниже внешнего диаметра.
Пример (1): У некоторых производителей есть схемы с одним оборотом, в которых шарики вынуждены перевыливаться через гребень резьбы на винте системой возврата. Это известно как система внутреннего возврата с перекрестным дефлектором. В шаровых гайках с перекрестным дефлектором шарики совершают только один оборот вала, и цепь замыкается шаровым дефлектором (B) в гайке (C), позволяя шарику проходить между соседними канавками в точках ( А) и (D).
Схем с одним оборотом
Пример (2): Внутренняя система возврата шара.
Внутренняя система возврата шара в ШВП
В системе возврата этого типа шар возвращается к противоположному концу контура через стенку гайки или вдоль нее, но ниже внешнего диаметра через V-образный колпачок.
Пример (3): тангенциальная система внутреннего возврата шара.
Тангенциальная система внутреннего возврата шара в ШВП
Для работы на высоких скоростях или высоких нагрузках используется система тангенциального шарикового возврата. Это обеспечивает очень плавный поток шариков на любой скорости в ограниченном пространстве. Это очень прочная система возврата шара, которая также используется в решениях с высокими нагрузками.
D. Узел вращающейся шариковой гайки
Когда длинная шарико-винтовая передача вращается с высокой скоростью, она может начать вибрировать, как только коэффициент гибкости достигнет естественной гармоники для этого размера вала. Это называется критической скоростью и может сильно сказаться на сроке службы ШВП. Безопасная рабочая скорость не должна превышать 80% критической скорости винта.
Тем не менее, для некоторых задач требуются валы большей длины и высокие скорости. Вот где нужна вращающаяся шариковая гайка. Как правило для этого изготавливаются специальные системы ШВП.
Точность ШВП
Во многих случаях шарико-винтовая передача ставится из-за причины большой точности позиционирования двоих компонентов. Рабочий принцип отличается следующими характерностями:
- Во многих случаях погрешность составляет 1-3 микрона на 300 мм хода. По мимо этого, можно повстречать шарико-винтовые устройства с более большой точностью позиционирования индивидуальных элементов.
- Заготовка для получения винта выходит при использовании технологии обработки механическим способом. Примером можно назвать применение токарного станка ЧПУ, так как он дает возможность получить размеры очень точно.
- После получения необходимой формы проходит закалка и шлифовка поверхности. Первый тех. процесс дает возможность значительно повысить твердость поверхности, второй достичь большой точности размеров.
Принципиальным моментом назовем то, что температурная обработка оказывается основой важного изменения главных качеств материала. Собственно поэтому завершальная обработка во многих случаях представлена шлифованием
Довольно обширное распространение сегодня обрела технология Hard-whirling. Это технология металлообработки учитывает самый маленький нагрев заготовки, благодаря чему значительно увеличивается точность обработки. Во многих случаях точность обработки составляет 250 Нм на один сантиметр.
Также может использоваться технология фрезеровки и шлифовки на сверхточном оборудовании. Подобное оборудование применяется при получении зеркал и линз. Во многих случаях заготовка предоставлена инварными сплавами, благодаря чему значительно уменьшается погрешность при изготовлении.
Функциональное предназначение и устройство
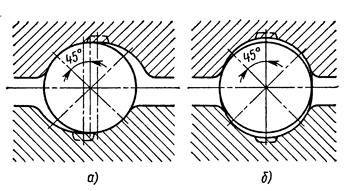
Вид профиля впадины винт-гайка: а) арочный контур б) радиусный контур
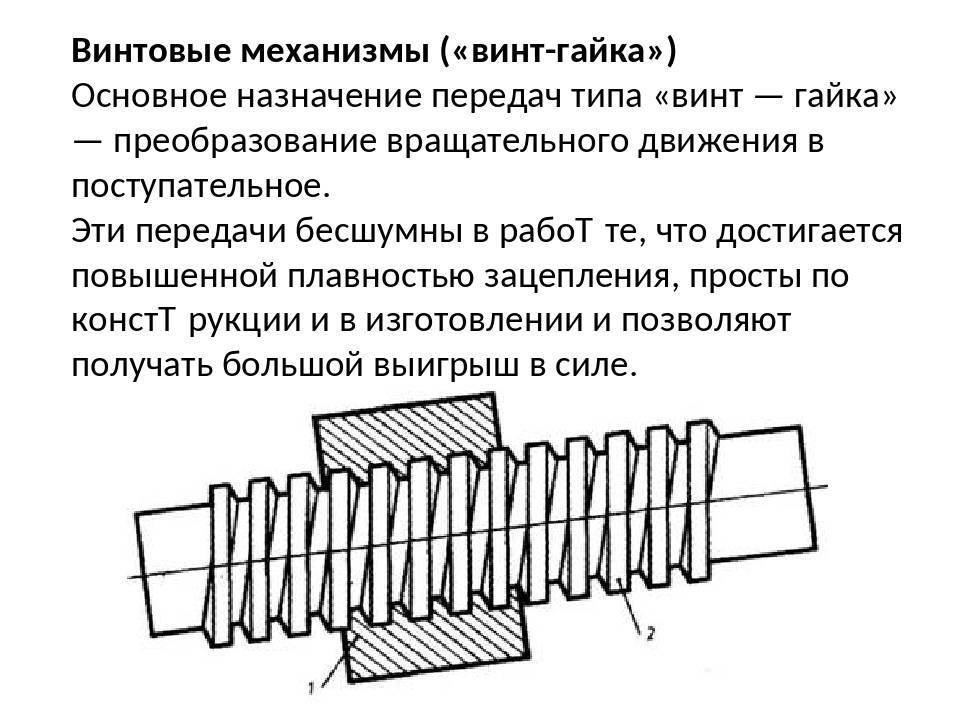
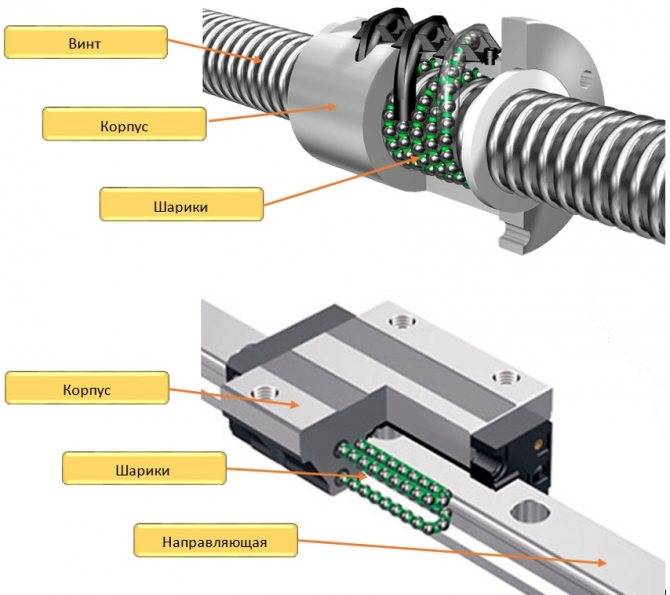
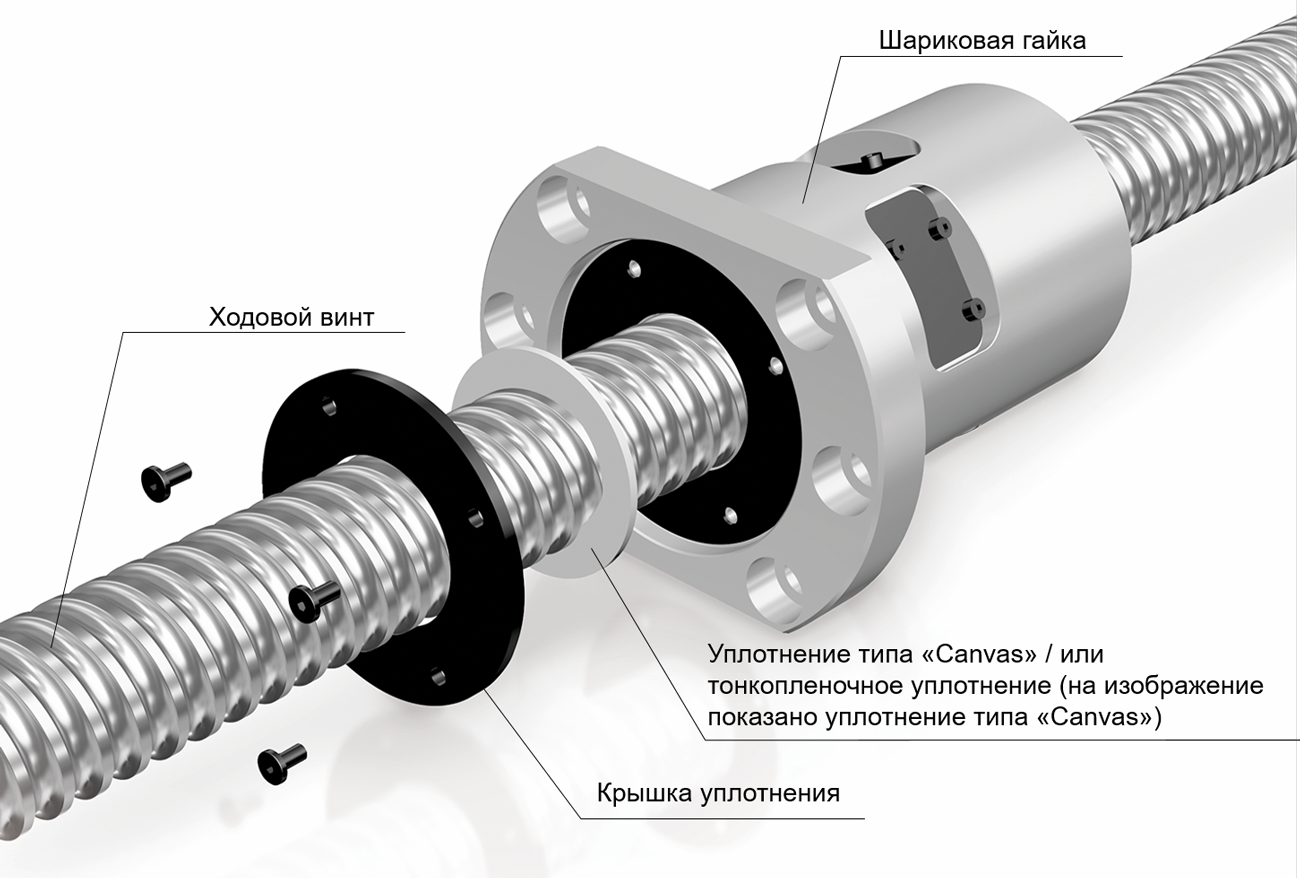
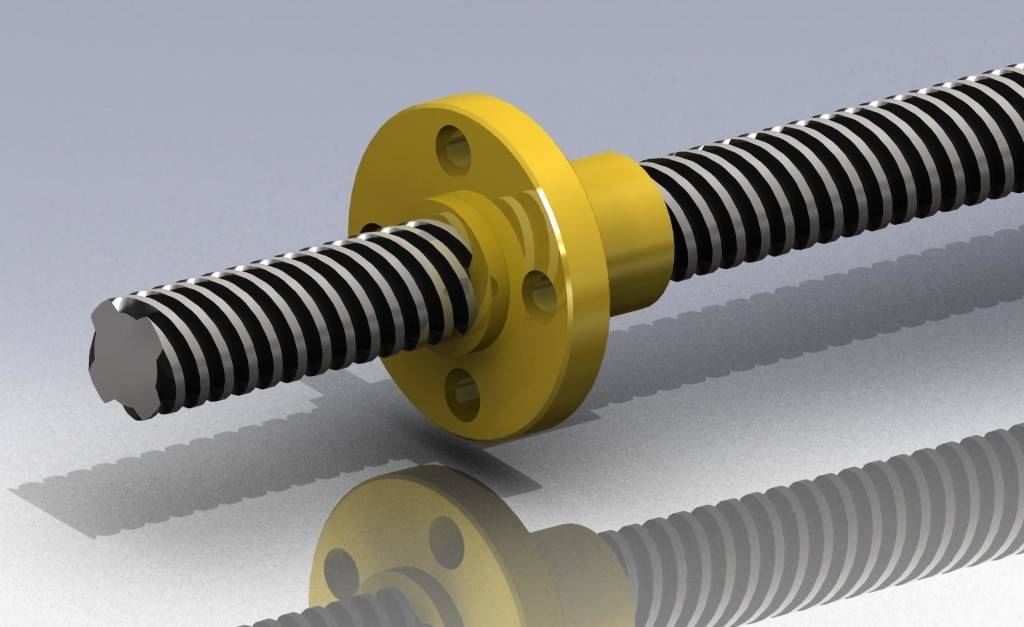
Цель рассматриваемого механизма состоит в том, чтобы преобразовать вращательное движение привода в прямолинейное перемещение рабочего объекта. Передача состоит из двух составных частей: ходового винта и гайки.





Винт изготавливается из высокопрочных сталей марок 8ХФ, 8ХФВД, ХВГ, подвергнутых индукционной закалке, или 20Х3МВФ с азотированием. Резьба выполнена в форме спиральной канавки полукруглого или треугольного сечения. В зависимости от условий работы винта профиль впадины может иметь несколько исполнений. Наиболее часто применяется арочный или радиусный контур.
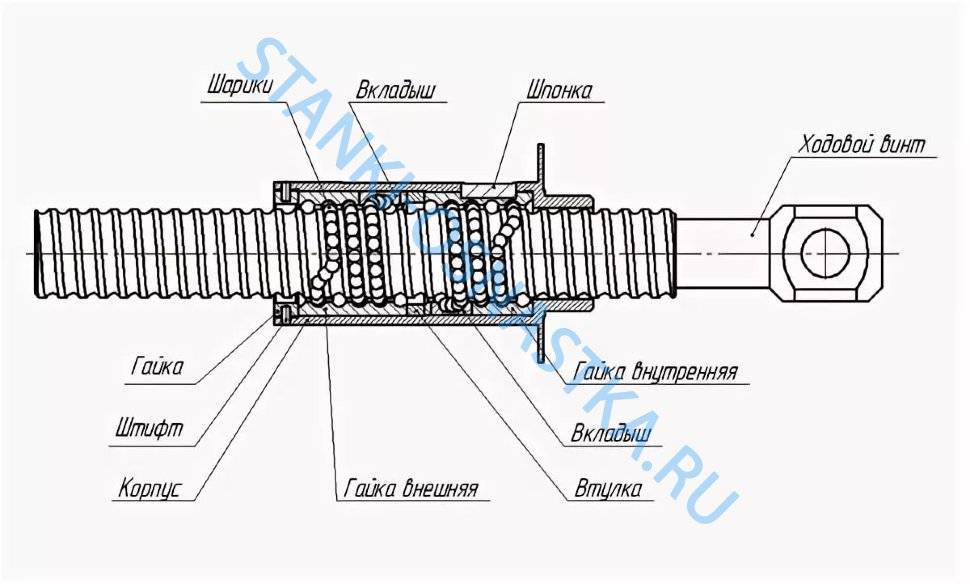
 Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта. Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта. Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
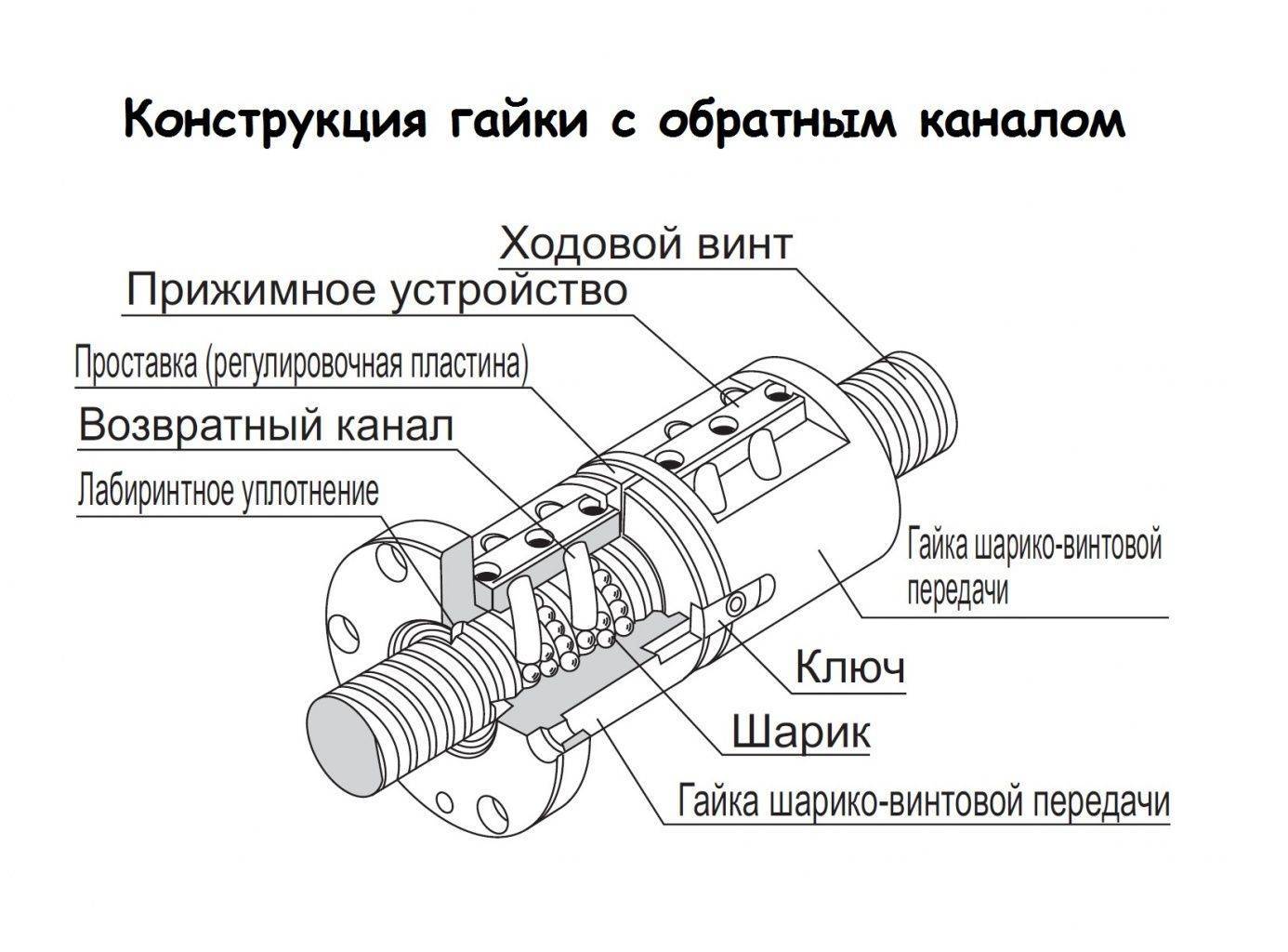
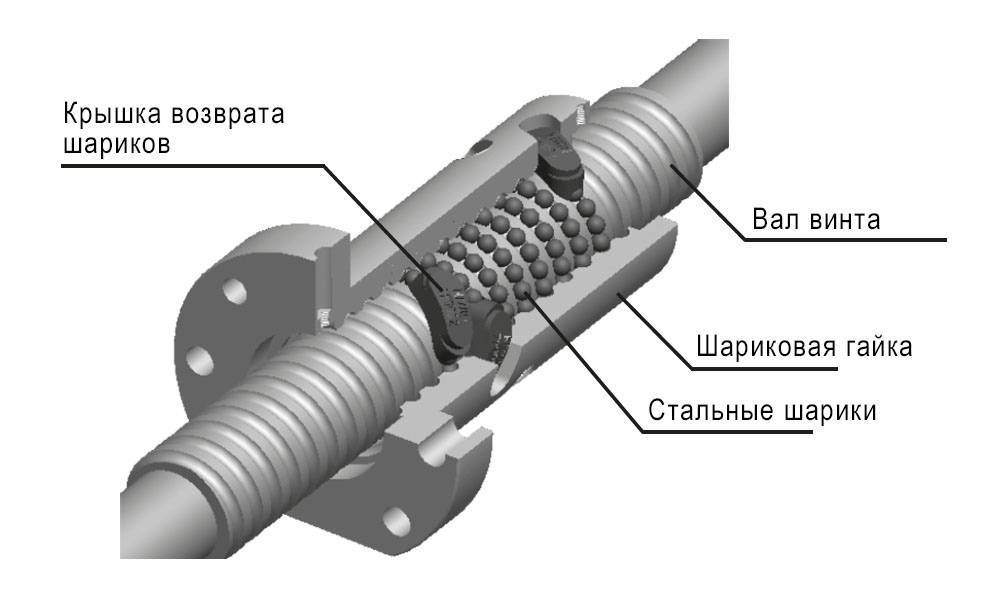
Внутри винтовых канавок размещаются закаленные стальные шарики, изготовленные из стали ШХ15, которые при работе передачи циркулируют по замкнутой траектории. Для этого внутри корпуса гайки имеются несколько обводных каналов, выполненных в виде трубок, соединяющих витки гайки. Длина их может быть различной, то есть шарики могут возвращаться через один, два витка, или в конце гайки. Наиболее распространенным является возврат на смежный виток (система DIN).
Периодичность смазки узлов станка с ЧПУ маслами
Ежедневная смазка швп включает в себя три основные операции:
- Рабочую поверхность станка – ходовые винты и направляющие тщательно очищают от пыли и отходов резки.
- Маслом смазывают эти детали и узлы по всей длине, учитывая все оси движения (для нанесения средства можно применять ветошь, кисточку, но лучше получится спреем или капельницей).
- Портал станка прогоняют несколько раз (берут в расчёт все оси), чтобы смазочное вещество распределилось равномерно.
Допустимо также использовать смазки: ТМ5-18, ТАД-17, трансмиссионные масла, имеющие маркировку 80W90. Чтобы обработать зубчатые рейки, гайки ШВП, целесообразно применять густые смазки с литиевой основой. Они подойдут и для смазывания линейных подшипников.
ЧПУ станок своими руками чертежи
ЧПУ станок своими руками, чертежи простой бюджетной конструкции. Задача данной статьи – на примере, помочь желающим разобраться в построении механической части оборудования. Перед началом работ, составим
Техническое задание разрабатываемого станка:
1.
Точность при обработке деталей не более 100 (мкм).
2.
Скорость перемещения шпинделя по осям:
- холостой ход – 90 (см/мин)
- рабочий режим – до 45 (см/мин)
3.
Рабочая область механической обработки детали:
- по оси «Х» – 70 (см)
- по оси «Y» – 39 (см)
- по оси «Z» – 7 (см)
Хотя конструкция любительская, а несложные расчеты, все равно необходимо произвести.
Шаговый двигатель ДШИ-3-1.
В оптимальном режиме работы (полушаговом), двигатель совершает: 400 шагов за один оборот вала и 150 оборотов в минуту. Нетрудно рассчитать, на какое расстояние переместится рабочая фреза. Если шаг резьбы винта выбрать 3 (мм), то получим перемещение фрезы: за один шаг двигателя 3/400=7,5 (мкм); за одну минуту работы двигателя 3х150=45 (см).
Ходовой винт трансмиссии:
- диаметр винта 14 (мм)
- резьба прямоугольная
- резьбовой шаг 3 (мм)
- высота профиля резьбы 1,5 (мм)
Винт закреплен жестко с обеих сторон, с одной стороны вставлен в подшипниковый узел, с другой стороны насажен на вал шагового двигателя
Изготовления винта (не закалена резьбовая часть) из стали А40Г. Если резьбовую часть термически обработать и отшлифовать, подойдет сталь 40ХГ или 65Г.
Применим радиально упорный двухрядный подшипник серии 3056200 (открытый), или его аналог 3200-2rs (закрытый), который обеспечивает упор винта в двух направлениях вдоль оси. Натяг подшипника обеспечивается корончатой гайкой, с последующей ее фиксацией на валу, при помощи шплинта.
Ходовая регулируемая гайка.
Конструкция гайки позволяет регулировать зазор люфта в винтовой передаче. Материал для ее изготовления – бонза марок БрО10Ф1 или БрО6Ц6С3.
Вес каретки с навесным оборудованием по оси «Х», примерно около пяти килограмм. Следовательно, максимальный прогиб направляющей из закаленной стали 40Х (твердость 40…50 HRC), диаметром 16 (мм) на длине 700 (мм), составит 2…3 (мкм), чего вполне достаточно.
Корпус с подшипником скольжения.
Подшипники скольжения, изготовленные из бронзы марок БрО10-1, БрОЦС5-7-12 или БрОЦС6-6-3, имеют ряд положительных моментов:
- обладают малой массой и небольшими габаритными размерами
- хорошо работают на больших скоростях и при больших нагрузках
- бесшумны
- обладают хорошей демпфирующей способностью.
Они запрессовываются в алюминиевый корпус наглухо, с припуском по внутреннему диаметру. Длина втулки определяется по формуле: L = 0,8d
Зубчатый ремень и шкив.
Выбираем алюминиевый зубчатый шкив ременной передачи типа 5М-15 диаметром 23,87 (мм) и зубчатый замкнутый ремень с таким же профилем зуба типа 5М-15 длиной 1200 (мм). Находим межосевое расстояние между центрами шкивов по формуле:
l
– длина ремняd – диаметр шкива
подставим значения ½ (1200 – 3,14 х 23,87) = 562,5 (мм)
Резьба и расчет
Кроме того, что существует несколько видов системы, имеется также несколько типов резьбы для гайки и винта. Если необходимо обеспечить наименьшее трение между деталями, то используется прямоугольный вид
Однако тут очень важно отметить, что технологичность этого типа соединения довольно низкая. Другими словами, нарезать такую резьбу на резьбофрезерном станке невозможно. Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает
Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено
Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает. Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено.




По этим причинам, основным типом, который используется для устройства передаточных винтов, стала трапецеидальная резьба. У того типа имеется три вида шага — мелкий, средний, крупный. Наибольшую популярность заслужила система со средним шагом.
Расчет винтовой передачи сводится к расчету передаточного соотношения. Формула выглядит следующим образом: U=C/L=pd/pK. С — это длина окружности, L — ход винта, p — шаг винта, K — число заходов винта.
Все о ШВП
Шариково-винтовая передача – разновидность линейного привода, трансформирующего вращательное движение в поступательное, которая обладает отличительной особенностью – крайне малым трением.
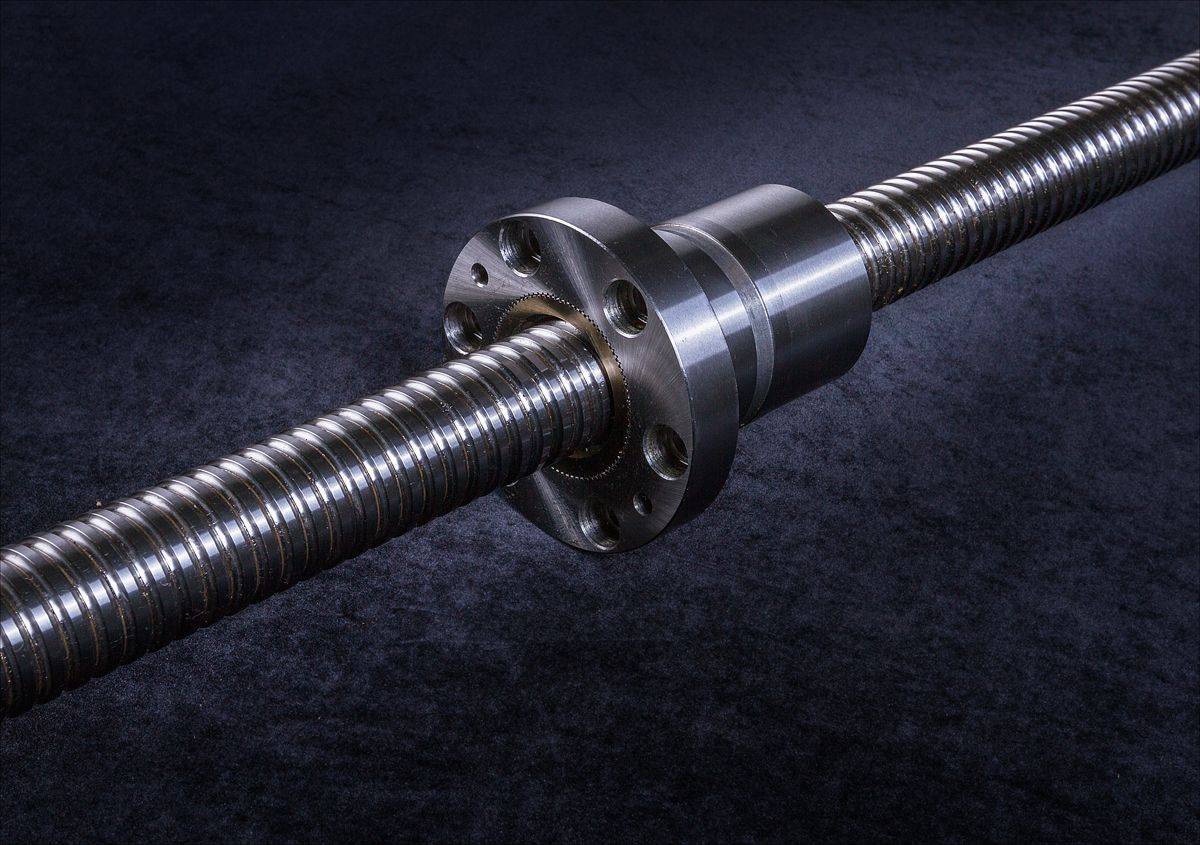
Вал (обычно стальной – из высокоуглеродистых видов стали) со специфической формы беговыми дорожками на поверхности выполняет роль высокоточного приводного винта, взаимодействующего с гайкой, но не напрямую, через трение скольжения, как в обычных передачах винт-гайка, а посредством шариков, через трение качения. Это обуславливает это высокие перегрузочные характеристики шарико-винтовой передачи и очень высокий КПД. Винт и гайка производятся в паре, подогнанными, с очень жесткими допусками, и могут быть использованы в оборудовании, где требуется очень высокая точность. Шариковая гайка обычно чуть более крупная, чем гайка скольжения – из-за расположенных в ней каналов рециркуляции шариков. Однако, это практически единственный момент, в котором ШВП уступает винтовым передачам трения скольжения.
Сфера применения шарико-винтовых пар
ШВП часто применяется в авиастроении и ракетостроении для перемещения рулевых поверхностей, а также в автомобилях, чтобы приводить в движение рулевую рейку от электромотора рулевого управления. Широчайший спектр приложений ШВП существует в прецизионном машиностроении, таком, как станки с ЧПУ, роботы, сборочные линии, установщики компонентов, а также – в механических прессах, термопластавтоматах и др.
История ШВП
Исторически, первый точный шариковый винт был произведен из достаточно малой точности обычного винта, на который была установлена конструкция из нескольких гаек, натянутых пружиной, а затем притерта по всей длине винта. Путем перераспределения гаек и смены направления натяга, погрешности шага винта и гайки могли быть усреднены. Затем, полученный шаг пары, определенный с высокой повторяемостью замерялся и фиксировался в качестве паспортного. Схожий процесс и в настоящее время периодически используется для производства ШВП.
Применение ШВП
Для того, чтобы шариковая пара отслужила весь свой расчетный срок с сохранением всех, в т.ч
точностных, параметров, необходимо уделить большое внимание чистоте и защите рабочего пространства, избегать попадания на пару пыли, стружки и прочих абразивных частиц. Обычно это решается путем установки гофрозащиты на пару, полимерной, резиновой или кожаной, что исключает попадание посторонних частиц в рабочую область
Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто. Шарико-винтовые передачи благодаря использованию трения качения могут иметь определенный преднатяг, который убирает люфт передачи – определенный “зазор” между вращательным и поступательным движением, который имеет место при смене направления вращения
Устранить люфт особенно важно в системах с программным управлением, поэтому ШВП с преднатягом используются в станках с ЧПУ особенно часто.
Недостатки шарико-винтовых передач
В зависимости от угла подъема беговых дорожек, ШВП могут быть подвержены обратной передаче – малое трение приводит к тому, что гайка не блокируется, а передает линейное усилие в крутящий момент. ШВП обычно нежелательно использовать на ручных подачах. Высокая стоимость ШВП также фактор, который зачастую склоняет выбор машиностроителей в пользу более бюджетных передач.
Преимущества шарико-винтовых передач
Низкий коэффициент трения ШВП обуславливает низкую диссипацию и высокий КПД передачи – намного выше, чем у любых других аналогов. КПД самых распространенных шариковых пар может превышать 90% по сравнению с максимальными 50% для метрических и трапецеидальных ходовых винтов. Практические отсутствующее скольжение значительно увеличивает срок службы ШВП, что снижает простой оборудования при ремонте, замене и смазке частей. Все это в сочетании с некоторыми другими преимуществами, такими как более высокой достигаемой скоростью, сниженными требованиями к мощности электропривода винта, может быть существенным аргументом в пользу ШВП в противовес его высокой стоимости.
Установка передачи
Выбор ШВП для конкретного оборудования производится в процессе конструкторской разработки, а именно на стадии эскизного проектирования — после того как будут определены величина хода стола и необходимое усилие на винте. Затем уточняют техническое решение:
Выбирают длину винта.
- В зависимости от необходимой степени точности привода выбирают между обычной и прецизионной передачей.
- Определяют конструктивный вариант гайки: одинарная, двойная, способ возврата шариков, наличие подшипника и другое. Одинарная гайка дешевле, но в случае износа требует замены, сдвоенную можно регулировать путем подшлифовки компенсатора. Система рециркуляции шариков с помощью трубок несколько увеличивает стоимость гайки, однако допускает возможность ремонта изношенных каналов путем замены обводных трубок.
- Решают — требуется или нет поддержка свободного конца винта.
- Уточняют характер соединения корпуса гайки с перемещаемым узлом, а также ведущего конца ходового винта с электромеханическим приводом. Производят динамический расчет, в случае необходимости вносят изменения в конструкцию.
- Закончив сборку станка, производят испытания всех узлов, в том числе и шарико-винтовой передачи, согласно методике испытаний.
Шариковые винтовые передачи (ШВП) SBC
Шариковая винтовая передача – наиболее распространенная разновидность передачи винт-гайка качения (винтовая пара с промежуточными телами качения: шариками или роликами).
Функционально ШВП (шарико-винтовая передача) служит для преобразования вращательного движения в возвратно-поступательное (и наоборот). ШВП обладает всеми основными техническими преимуществами передачи винт-гайка скольжения, и при этом не имеет ее главных недостатков, таких как низкий КПД, повышенные потери на трение, быстрый износ.
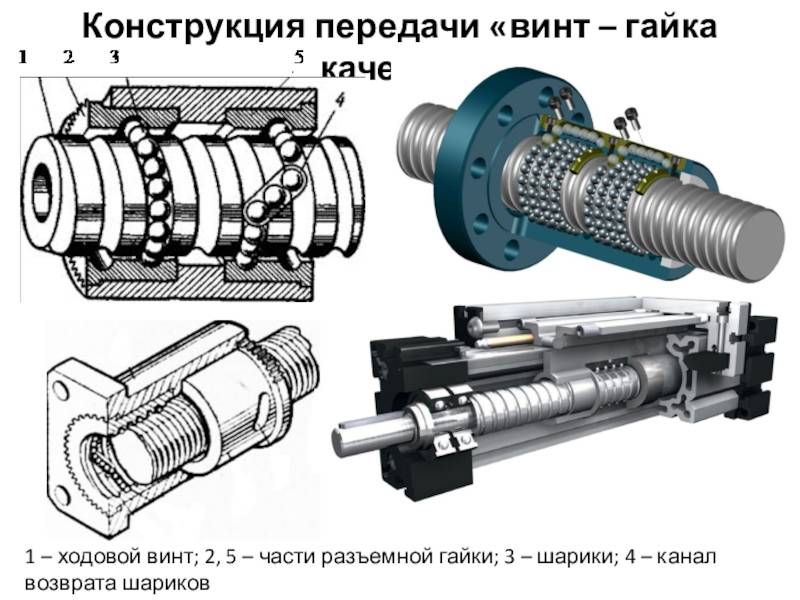
Конструктивно ШВП состоит из винта и гайки с винтовыми канавками криволинейного профиля. Канавки служат дорожками качения для размещенных между витками винта и гайки шариков. Перемещение шариков происходит по замкнутой траектории – при вращении винта шарики вовлекаются в движение по винтовым канавкам, поступательно перемещают гайку и через перепускной канал (канал возврата) возвращаются в исходное положение. Каналы возврата выполняются в специальных вкладышах, которые вставляются в соответствующее окно гайки, по числу рабочих витков.
При работе передачи шарики, пройдя по винтовой канавке на винте свой виток, выкатываются из резьбы в перепускной канал вкладыша, переваливают через выступ резьбы и возвращаются в исходное положение на тот же или на соседний (в зависимости от конструкции) виток. Для передач с многозаходной резьбой применяется особый тип исполнения гайки.
Число рабочих витков в ШВП обычно составляет от 1 до 6. Большее число витков применяется только в сильно нагруженных передачах, например, тяжелых станков.
Основные достоинства шариковинтовой передачи:
- малые потери на трение;
- высокая нагрузочная способность при малых габаритах;
- размерное поступательное перемещение с высокой точностью;
- высокое быстродействие;
- плавный и бесшумный ход.
К недостаткам шариковинтовой передачи можно отнести:
- сложность конструкции гайки;
- ограничение по длине винта (из-за накапливаемой погрешности);
- ограничение по скорости вращения винта (из-за вибрации);
- высокую стоимость (исполнения с шлифованным винтом).
Высокоточные ШВП (шарико-винтовые передачи) производства SBC
SBC Linear Co., Ltd (Сеул, Корея) – крупнейший азиатский производитель систем и компонентов линейных перемещений.
Продуктовая линейка компании включает рельсовые направляющие качения, цилиндрические линейные направляющие и линейные подшипники, линейные модули, системы роликовых направляющих и т. д. Отдельную товарную группу составляют высокоточные шлифованные ШВП и катаные ШВП, изготовленные по PSF-технологии.
SBC выпускает 4 серии шариковинтовых передач, которые различаются по конструкции гайки и шагу винта*, точности исполнения и доступным типоразмерам.
Серия STK. Диаметр винта – от 16 до 80 мм. Стандартный шаг винта – 5 мм (с увеличением диаметра винта возрастает до 10 мм и до 15 мм). Прецизионная фланцевая гайка. Классы точности – C5. Может поставляться с преднатягом и без него.
Серия SLK. Диаметр винта – от 16 до 62,5 мм. Фланцевая гайка с шагом от 10 до 40 мм в зависимости от типоразмера. Классы точности – C5. Может поставляться с преднатягом и без него.
Серия ZG. Диаметр винта – от 16 до 80 мм. Безфланцевая гайка с метрической резьбой по внешней поверхности. Стандартный шаг винта – 5 мм (с увеличением диаметра винта возрастает до 10 мм и до 15 мм). Классы точности – C5. Может поставляться с преднатягом и без него.
Серия MBS. Диаметр винта – от 6 до 12 мм. Фланцевая гайка с коротким шагом (от 1 до 5 мм). Классы точности – C5. Может поставляться с преднатягом и без него.
Максимальная длина винта для всех ШВП – 6 метров. Винты поставляются с предварительно обработанными концами (на выбор предлагаются несколько стандартных типов высокоточной обработки). Для нестандартных решений возможна обработка концов по ТЗ заказчика.
Для монтажа ШВП в машину или механизм предусмотрен достаточно большой выбор концевых опор, в т. ч. на подшипниках.
Все данные для расчета технических параметров и методика подбора ШВП для конкретных условий приведены в каталоге продукции.
ШВП (шарико-винтовые передачи) производства SBC рекомендованы к использованию в следующих отраслях промышленности:
- точное машиностроение;
- станкостроение;
- приборостроение;
- медицинская техника;
- подъемно-транспортное оборудование;
- научное и лабораторное оборудование;
- упаковочное оборудование;
- оборудование для пищевой промышленности;
- оборудование для химической промышленности.
*Шаг винта – перемещение по оси (в мм), которое гайка совершает за один оборот.
Документация по ШВП
ШВП, опоры, обработка концов 07.02.2021






Типы гаек ШВП
Шариковые гайки бывают:
- По методу создания резьбы – катанные и шлифованные. В 1 случае резьба наносится по методу холодной накатки, а во 2-м – по технологии нарезки и многоэтапной шлифовки. Шлифованные изделия обеспечивают более высокую точность позиционирования, но и цена у них выше.
- По типу конструкции – состоящие из 1-й или 2-х частей.
- С фланцем и без фланца.
- Подвижные и неподвижные – в зависимости от места крепления подвижного узла (на гайке или на винте).
- С шагом резьбы в диапазоне 1,5–50 мм. При большом шаге резьбы выше скорость, но ниже точность позиционирования, и есть риск самопроизвольного движения гайки.
- Разных классов точности – от С0 до С10, в зависимости от погрешности позиционирования гайки при ее движении вдоль винта (3,5–50 мкм).
- По назначению – транспортные и прецизионные, в зависимости от обеспечиваемой точности позиционирования. Транспортные модели используются в прессах, подъемниках и другом оборудовании, не требующем высокоточного позиционирования. В остальных случаях, включая медоборудование и станки с ЧПУ, используются винты и гайки ШВП прецизионного типа.
- В зависимости от рабочих условий – модели с зазором и с преднатягом. Для устранения зазора по оси, повышения жесткости и получения более точных перемещений ШВП с зазором собираются с предварительным натягом. Он реализуется использованием шариков увеличенного диаметра или установкой в общем корпусе 2-х гаек с дальнейшим осевым смещением и возможностью регулировки натяга.
- По типу передачи шариков – стандартные, нестандартные и высокоскоростные. В стандартных гайках происходит внутренняя передача шариков в гнезде или рессоре передачи. В нестандартных моделях реализована наружная передача шариков в перепускном канале. Для высокоскоростных гаек характерна особая конструкция торцевых крышек, и шарики перекатываются по продольному аксиальному отверстию.
- По размерам гайки ШВП бывают стандартной, миниатюрной и скоростной серии.
Типы гаек по способу создания предварительного натяга
Натяг при помощи проставки.
Для создания натяга между двух гаек вставляется регулировочная проставка нужной толщины. Изменением толщины проставки можно регулировать величину предварительного натяга. Этот способ создания натяга имеет длину примерно в 3,5-4,5 шага ШВП.

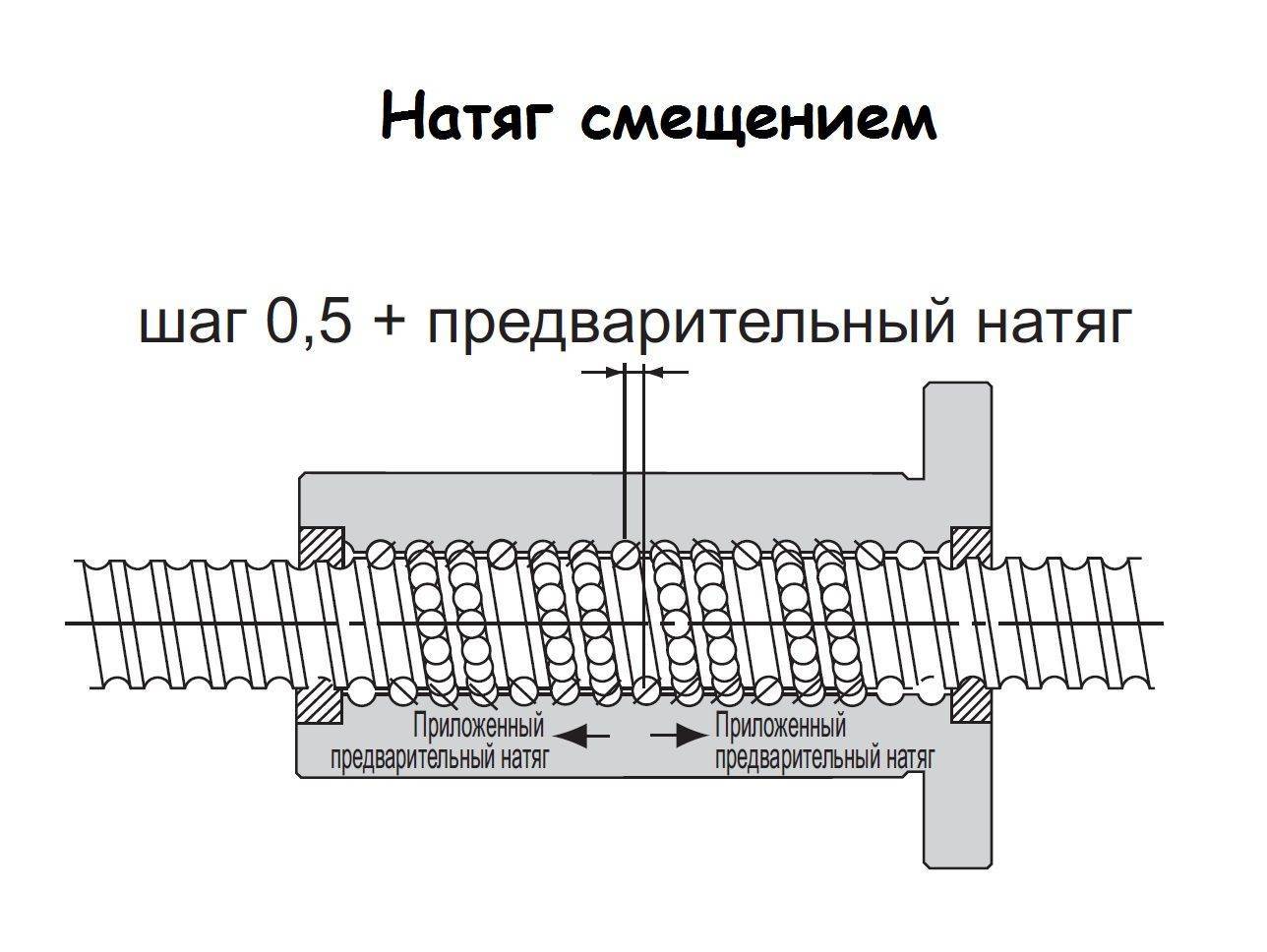
Предварительный натяг со смещением
— более компактный способ, чем при использовании двойной ходовой гайки, обеспечивает создание предварительного натяга за счет изменения шага резьбы гайки без использования регулировочной проставки. Этот способ создания натяга имеет длину примерно в 0,5 шага ШВП.

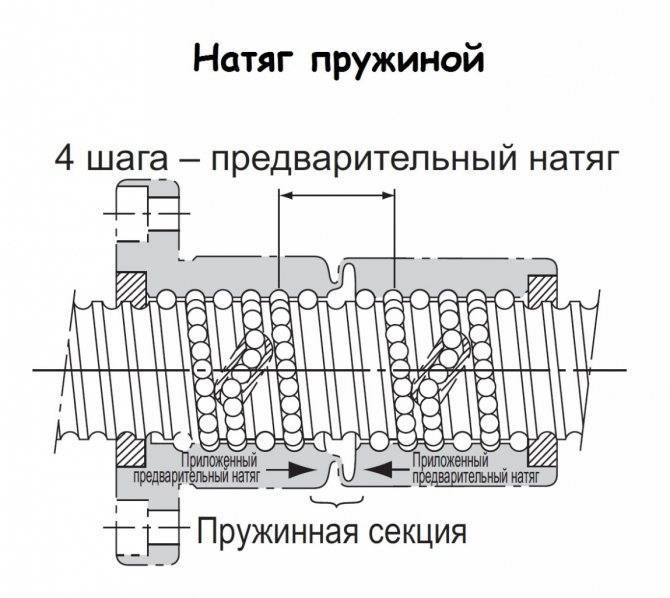
Создание предварительного натяга с постоянным давлением
обеспечивается установленной по центру гайки пружинной конструкцией. Этот способ создания натяга имеет длину примерно в 4 шага ШВП.
В остальных случаях натяг может регулироваться подбором шариков большего или меньшего диаметра.
Вращающаяся гайка
И в завершение отдельно остановимся на таком виде гайки, как вращающаяся гайка. Обычно вращается винт, а гайка закреплена на подвижных элементах станка, но в случае вращающейся гайки все наоборот – винт неподвижен, крутится гайка. В принципе это обычная гайка ШВП, но установленная в специальном корпусе через подшипники. Корпус крепится к деталям станка, а гайка вращается внутри него на подшипниках. Еще она имеет посадочное место, на которое устанавливается шкив, чтоб мотор мог крутить гайку через зубчатый ремень.
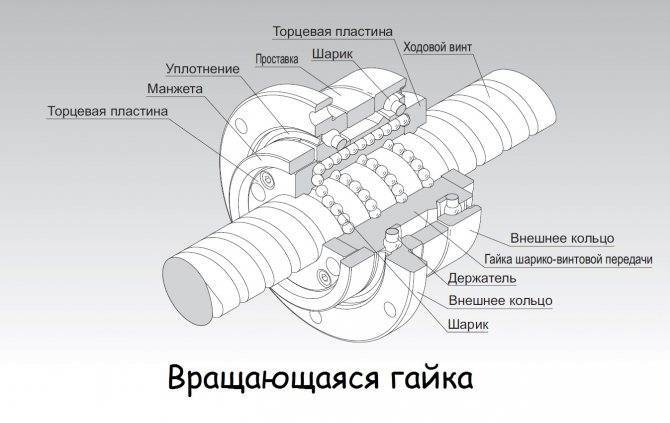
Вращающаяся гайка обычно применяется с длинными винтами, например там, где по каким-либо причинам не подходит реечный привод. Если раскрутить длинный винт до высоких оборотов, то его просто напросто размотает как скакалку, а станок будет трясти вплоть до убегания с места. Один их способов решения этой проблемы – вращающаяся гайка.