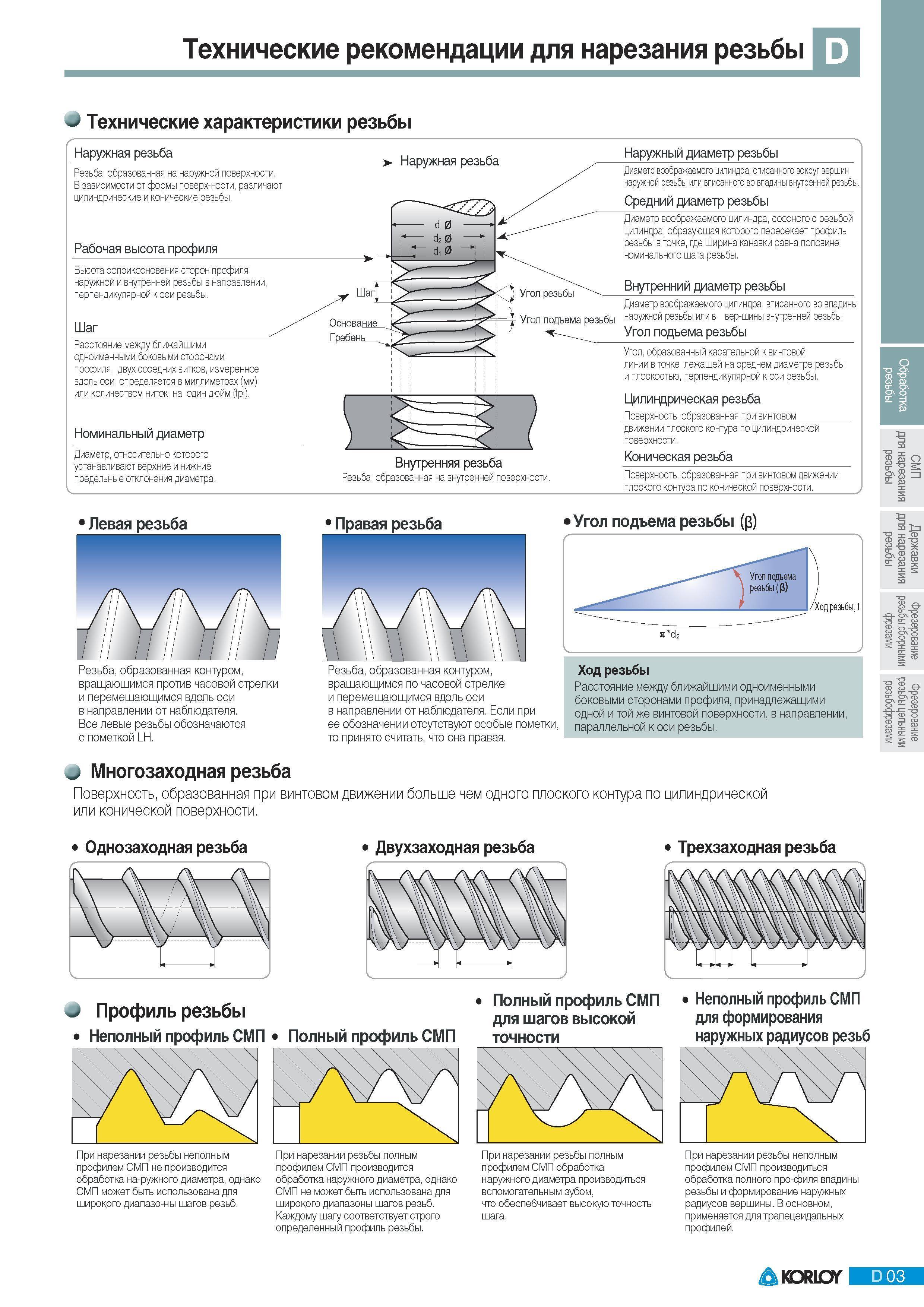
Многозаходная резьба. Основные понятия
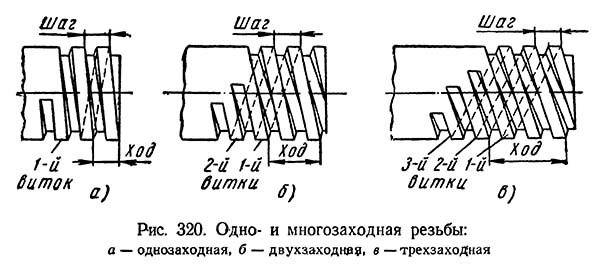
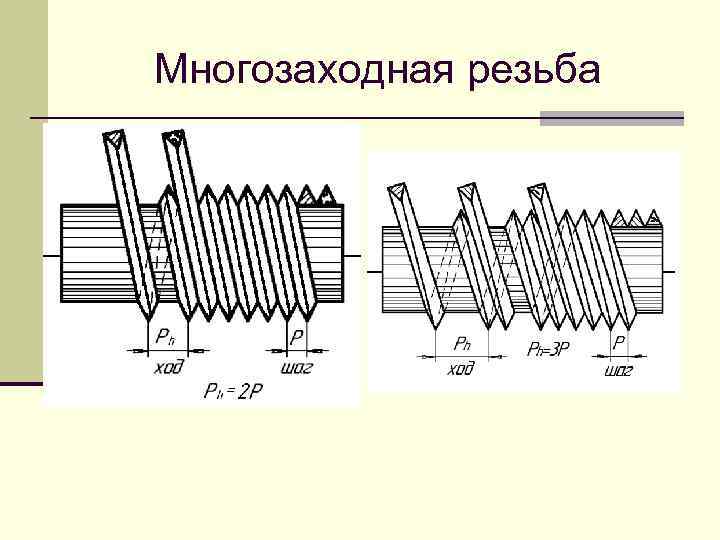
Для получения прочного винта с большим шагом применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов; например, у двухзаходной резьбы ход вдвое больше ее шага (см. рис. 320, б), у трех-заходной (см. рис. 320, в) — втрое больше и т. д.
Однозаходная и многозаходная резьбы
У однозаходной резьбы шаг и ход резьбы одинаковы, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими. Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.
Примеров применения многозаходных резьб множество: окуляры в биноклях и микроскопах, колпачки шариковых ручек, крышки для стеклянных банок и т.д.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Нарезание резьбы является одной из самых медленных операций, выполняемой на токарном станке. Для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
Некоторые варианты решения этой проблемы, такие как применение специального резьбонарезного патрона, используются в станках нового поколения.
Нарезание резьбы на токарных станках выполняется в единичном и мелкосерийном производстве, для больших партий деталей применяются специализированные резьбонарезные станки и автоматы.
Методика нарезания
Ручным метчиком проводить нарезку можно соблюдая следующие этапы:
- высверлить проем под резьбу соответствующих диаметра и глубины;
- провести его зенкование;
- закрепить метчик в держателе или воротке;
- выставить его перпендикулярно рабочей полости, в которой будет осуществляться нарезание;
- ввинчивать метчик с легким нажимом по часовой стрелке в отверстие, подготовленное заранее под нарезание резьбы;
- через каждый полуоборот выворачивать метчик назад, чтобы срезать стружку.
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки
Многозаходная резьба. Нарезание многозаходной резьбы
Для получения прочного винта с большим шагом применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов; например, у двухзаходной резьбы ход вдвое больше ее шага (см. рис. 320, б), у трех-заходной (см. рис. 320, в) — втрое больше и т. д.
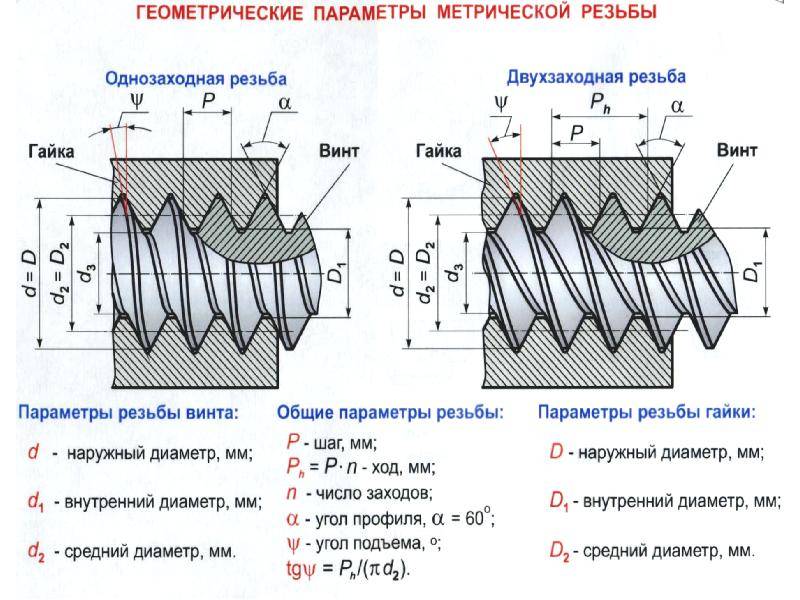
Однозаходная и многозаходная резьбы
У однозаходной резьбы шаг и ход резьбы одинаковы, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими. Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.
Примеров применения многозаходных резьб множество: окуляры в биноклях и микроскопах, колпачки шариковых ручек, крышки для стеклянных банок и т.д.
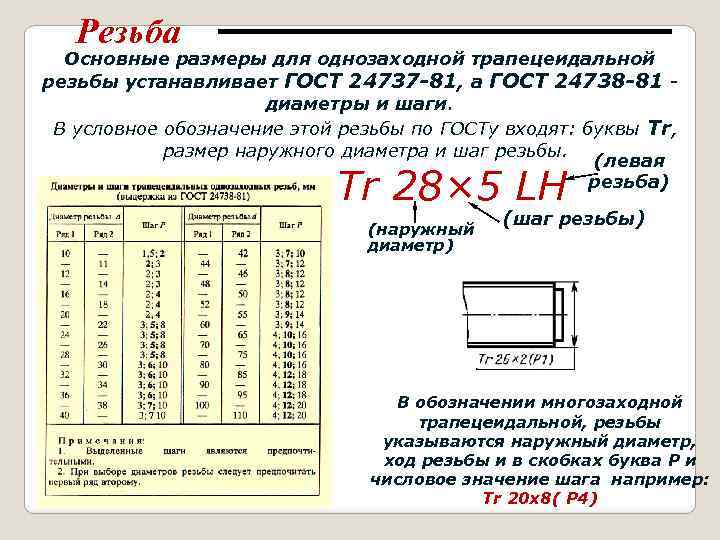
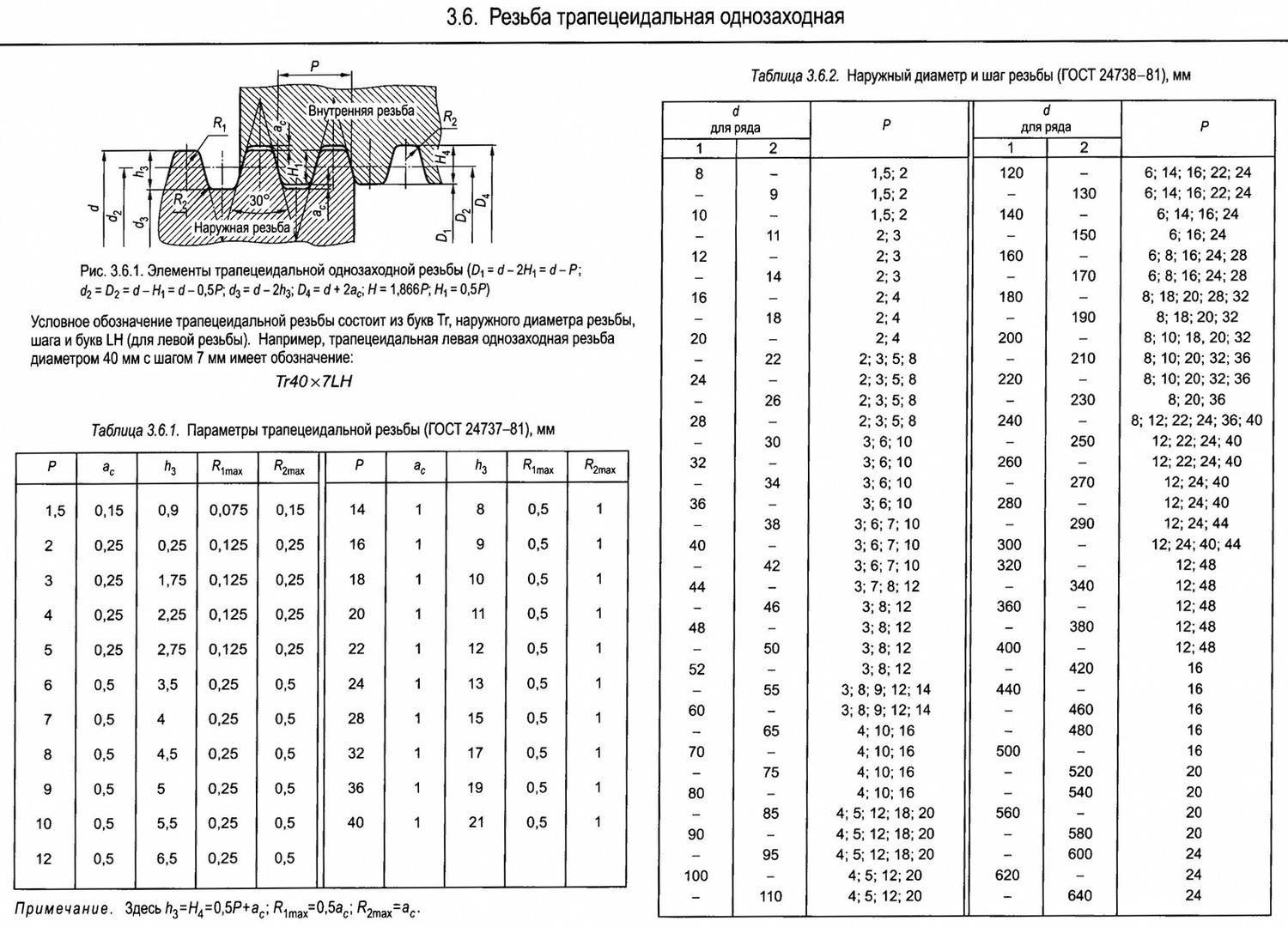
Многозаходная резьба изготавливается согласно ГОСТ 24739-81, который устанавливает номинальные диаметры, шаги, ходы и допуски на трапецеидальный профиль многозаходной резьбы. Встречаются, также, метрические и эвольвентные многозаходные резьбы, но они не гостированны.
Ход и шаг трапецеидальной двухзаходной резьбы
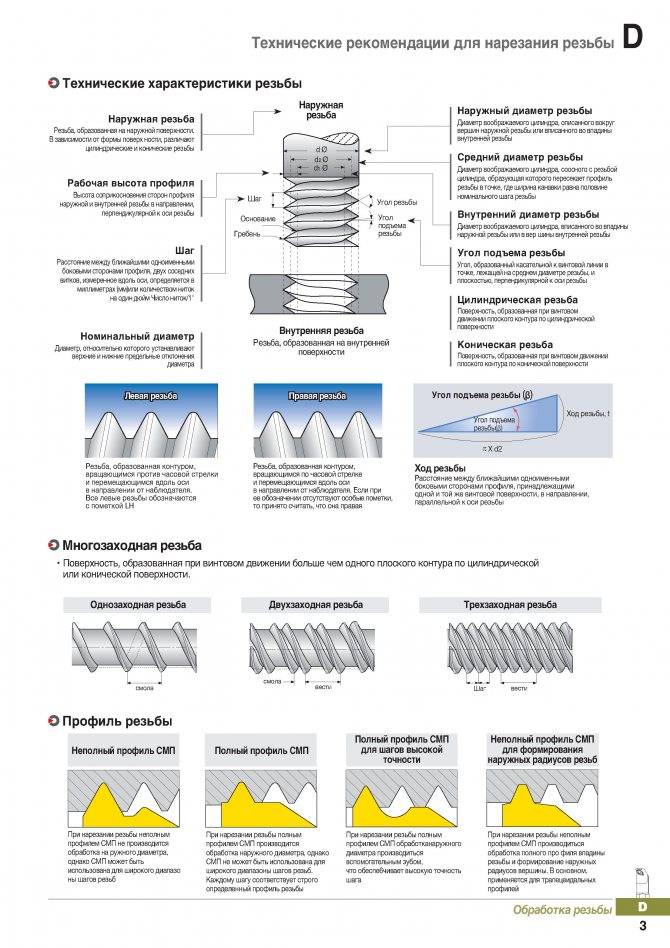
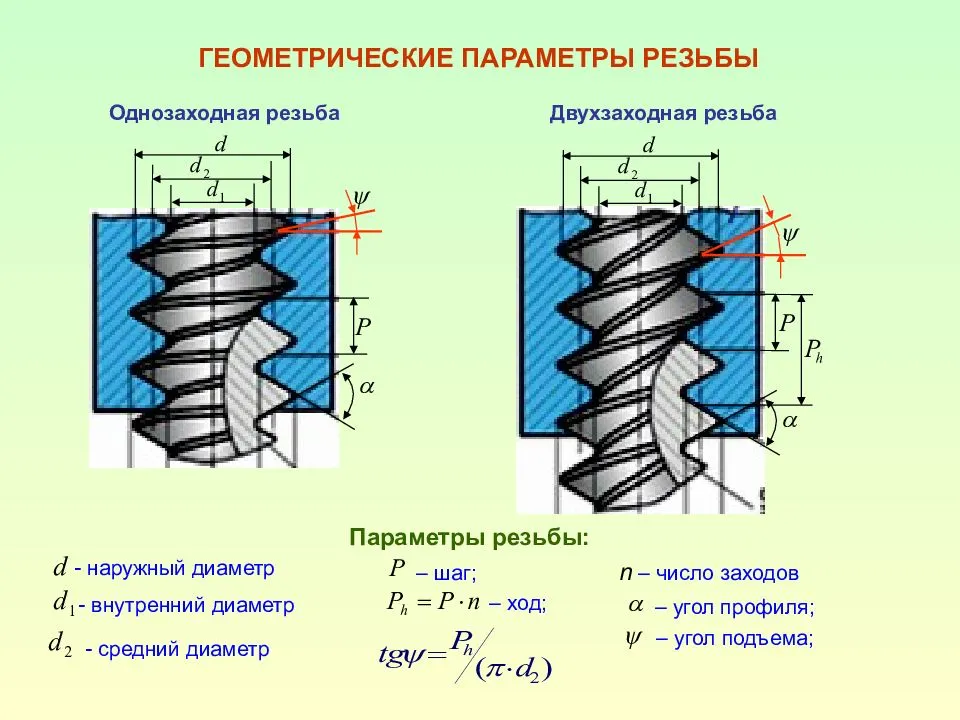
Основные понятия и параметры в процессе нарезания многозаходной резьбы:
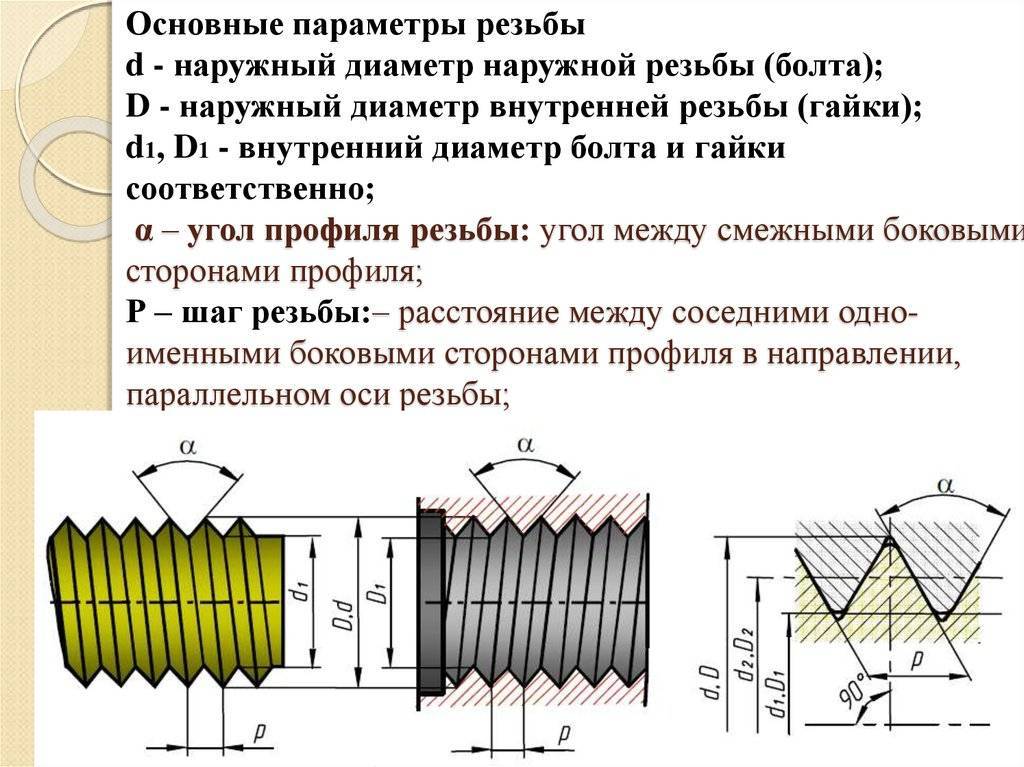
- d — наружный диаметр (номинальный) наружной резьбы (винта);
- P — шаг резьбы;
- n — число заходов резьбы;
- Ph — ход резьбы, определяется как Ph = P ∙ n.
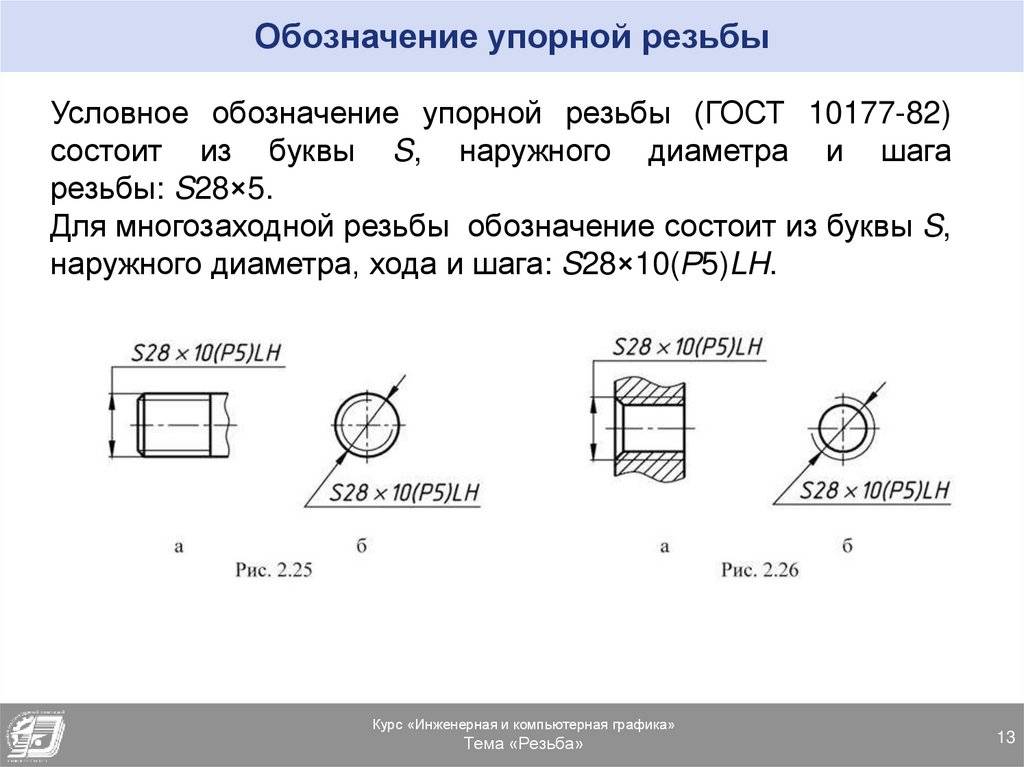
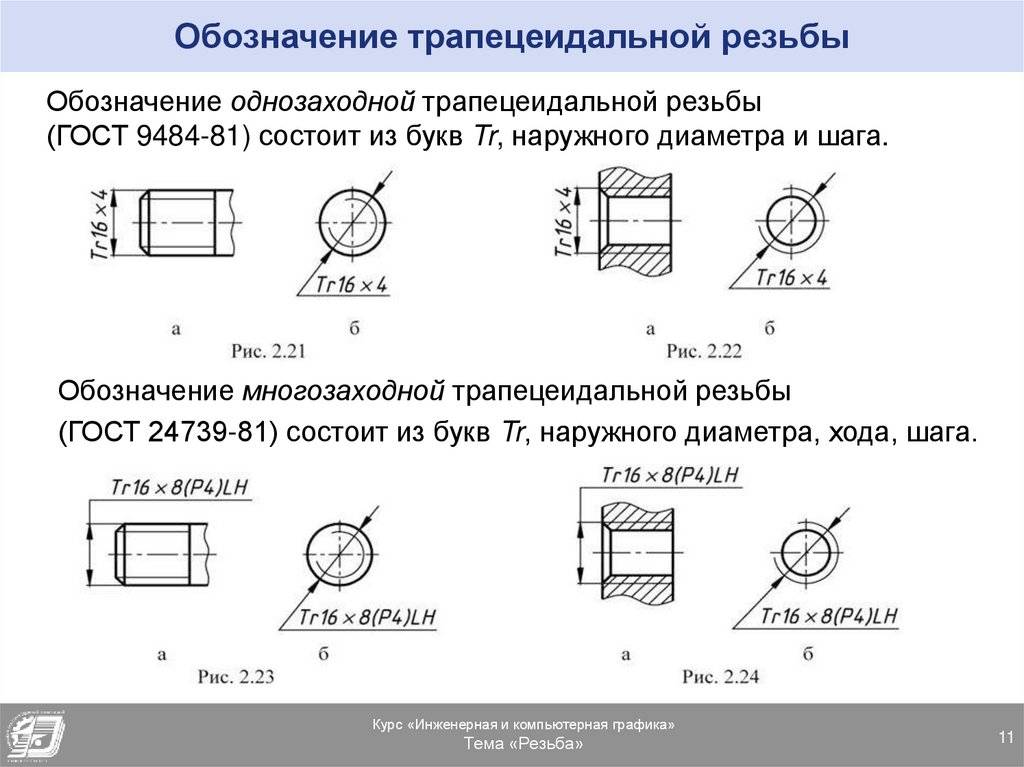
Многозаходная резьба. Обозначение
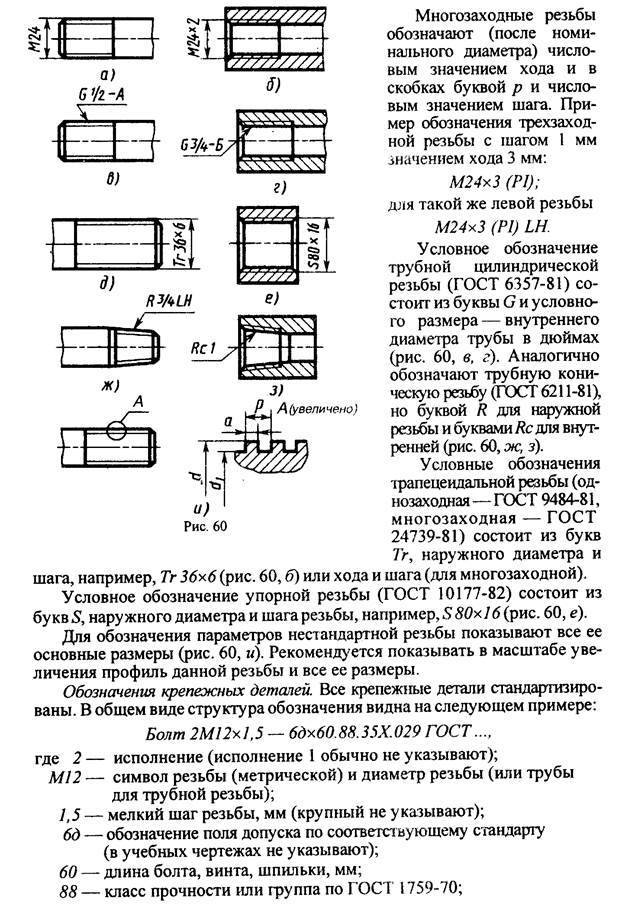
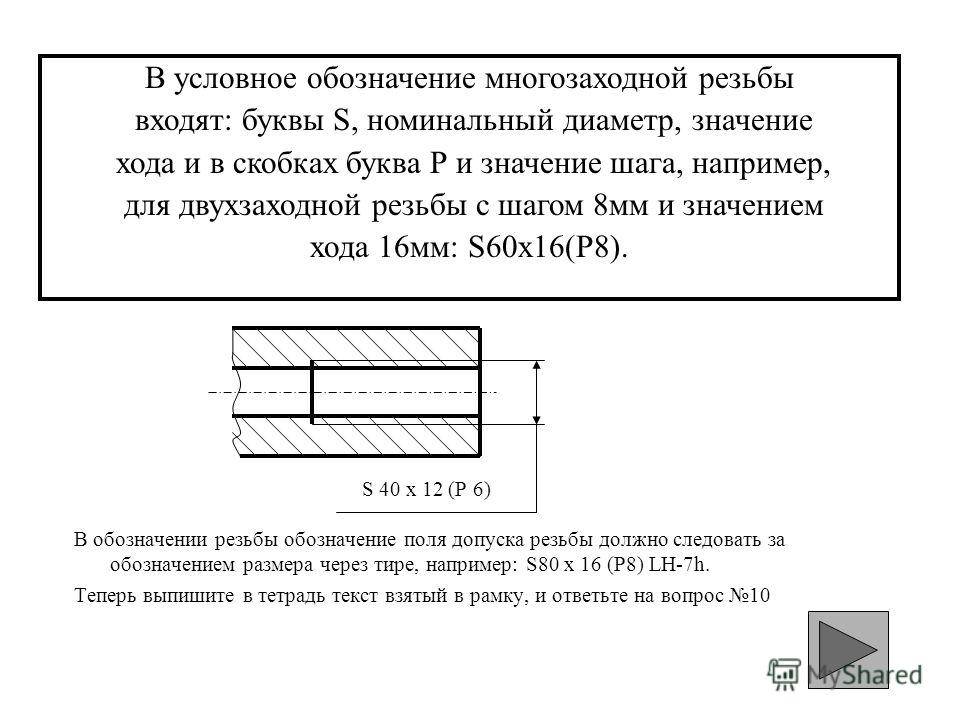
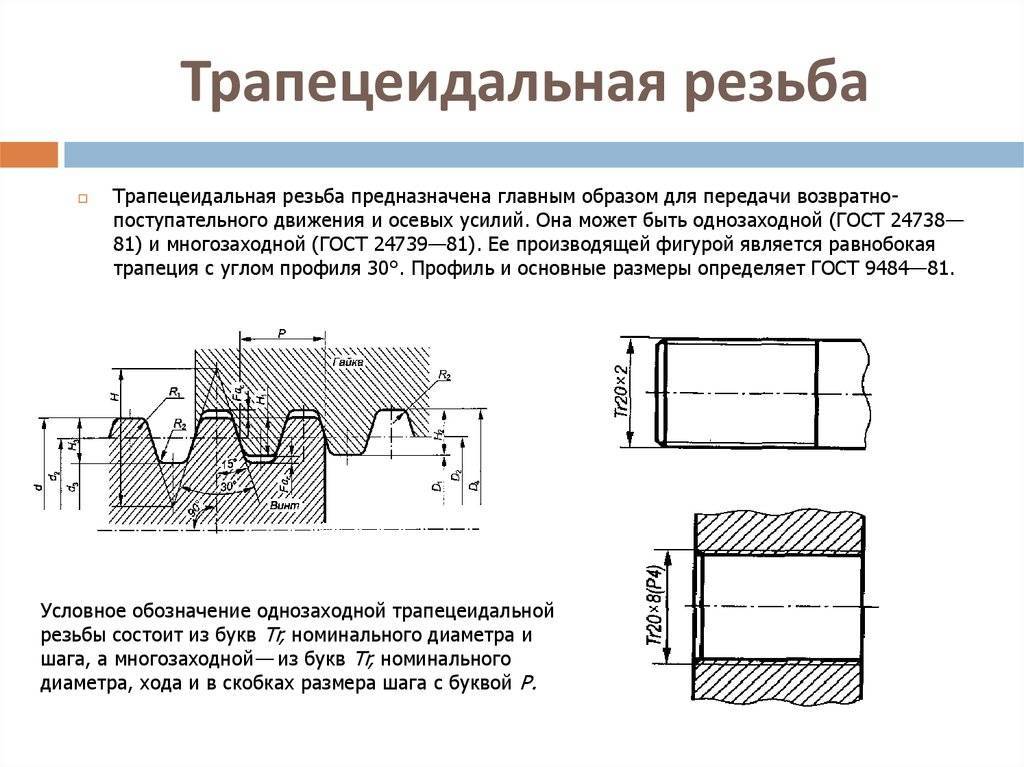
В условное обозначение трапецеидальной многозаходной резьбы должны входить: буквы Tr, номинальный диаметр резьбы, числовое значение хода и в скобках буква P и числовое значение шага, буквы LH для левой резьбы.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром d=20 мм, числовым значением хода Ph=8 мм и шагом P=4 мм:
Тr20×8 (Р4)
Условное обозначение левой резьбы:
Тr20×8 (Р4) LH
Поле допуска многозаходной трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.

Поле допуска 4h диаметра d и поле допуска 4Н диаметра d1 в условном обозначении резьбы не указывают.
Длина свинчивания, если она отличается от длины резьбы, указывается в миллиметрах в конце обозначения резьбы, например:
Тr80×40 (Р10)-8е-180
Обозначение метрической многозаходной резьбы начинается с буквы М. Пример обозначения резьбы номинальным диаметром d=16 мм, ходом Ph=3 мм, и шагом 1,5 мм и полем допуска 6h:
M16×Ph 3 P1,5-6h
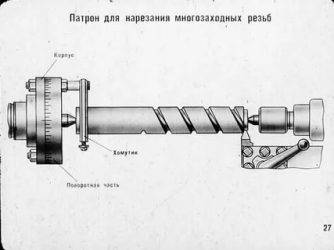
Основной проблемой при нарезании многозаходной резьбы является установка резца в начало следующего шага резьбы. Для точной установки резца в начало следующего шага используется несколько приемов:
- Поворот заготовки с помощью сменных зубчатых колес;
- Поворот заготовки посредством специального поводкового делительного патрона с несколькими пазами;
- Поворот заготовки посредством специального делительного патрона;
- Деление на многозаходные резьбы на токарно-винторезном станке 1к62;
- Деление на многозаходные резьбы на токарно-винторезном станке 16к20;
- Деление с разбивкой по шагу с помощью винта верхних салазок суппорта;
- Деление с разбивкой по шагу с использованием индикатора нарезания реьбы;
- Одновременное нарезание многозаходной резьбы несколькими резцами;
- Одновременное нарезание многозаходной резьбы резцовой гребенкой.
Правила работы
Процесс нарезки внутренней резьбы на трубах с помощью станка производится по следующему алгоритму:
- Заготовка своими руками устанавливается в тисках зажимного устройства, рукоятка «зажим» до предела проворачивается, и изделие плотно закрепляется.
- Для того чтобы обеспечить минимальный ход зажимных трубок заготовка размещается с торцевой стороны зажима.
- Рукоятка с обозначением «вперед» поворачивается и суппорт с установленной трубой направляется к резцу.
- После того, как труба будет захвачена плашками резца, нарезание резьбы будет производиться за счет самозатягивания, так как она будет постепенно ввинчиваться в головку.
Проводя нарезание резьбы, также следует обратить внимание на ряд технологических моментов. Так, например, при повороте рукоятки в положение, обозначающееся как «разжим», зажимное устройство тисков разжимается, и готовое изделие можно снимать. Нарезка внутренней резьбы
Нарезка внутренней резьбы
В случае необходимости раскрыть плашки резака можно своими руками воспользовавшись рукояткой.
Для обеспечения накатки резьбы тиски несильно затягиваются при помощи клина. Накатка будет проходить успешно в том случае, если труба, которая была зажата в тисках, будет обладать небольшим люфтом.
Некоторая свобода перемещения заготовки в тисках станка обеспечит необходимое самоцентрирование относительно резца.
Таким образом, в процессе вращения шпинделя по часовой стрелке резец будет погружаться в трубу, и формировать внутреннюю резьбу
Важно помнить о том, что перед началом накатки трубу необходимо тщательно очистить от следов грязи и окалин
Некоторые станки для выполнения накатки могут использовать специальную резьбонакатную плашку. Она представлена в виде цилиндра с диаметром в 80-90 мм со сквозным отверстием в центре корпуса.
После того, как накатка резьбы будет завершена, шпендель начнет вращаться в обратную сторону и резец выйдет из трубы. Далее тиски разжимаются, и готовая труба с резьбой вынимается.
Стоит отметить, что накатка выполняется в полуавтоматическом режиме, для этого используются кнопочные переключатели.
Контроль резьбы
При создании внутренней резьбы в трубе с помощью токарного станка, ее шаг измеряется с помощью резьбовых шаблонов. Такой шаблон представлен в виде пластины, на которой имеются специальные резцы.
Резцы отмечены шагом резьбы, который обозначается на лицевой плоскости шаблона. Есть наборы шаблонов, которыми замеряется как метрическая, так и дюймовая резьба. Такие шаблоны могут измерять только параметр шага резьбы.
Чтобы оценить точность выполненной внутри трубы резьбы применяются различные резьбовые калибры. Эти калибры могут быть проходными.
Проходные калибры сочетают в себе полноценный профиль резьбы и считаются прототипом будущего внутреннего соединения трубы.
Непроходные калибры способны контролировать значение среднего диаметра резьбы, и оснащены укороченным профилем. Перед тем, как произвести контрольные измерения все детали тщательным образом очищаются от металлической стружки и грязи.
Пластины резца с механическим креплением
Калибры нужно прикладывать крайне аккуратно, чтобы не допустить появления на их поверхности царапин и потертостей. С целью замера внутренних, наружных и средних диаметров шага внутреннего соединения используется резьбовой микрометр.
Его шпиндель оснащен рядом посадочных отверстий. В них вставляются комплекты со сменными вставками, они полностью соответствуют элементам резьбы, которые необходимо измерить.
Для того чтобы удобно проводить такие измерения микрометр закрепляется на стойке, после чего производится настройка с ориентировкой на шаблон или эталон.
Правила безопасности при работе
С целью предотвращения несчастных случаев во время работы с трубонарезным станком нужно неукоснительно соблюдать следующие требования:
- если производится нарезка резьбы в длинной трубе, то один ее конец должен ложиться на специально предназначенную для этого стойку;
- провода электропитания должны быть надежно заизолированы и находится в защитной трубке;
- рубильник подачи питания располагается в специальной защитной коробке;
- все части станка, которые при работе вращаются, следует огородить;
- как электродвигатель, так и рубильник после установки станка заземляются.
Также стоит отметить, что при нарезке резьбы в трубах на станке устанавливается защитное стекло, которое будет предохранять глаза оператора от вылетающей стружки.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.

Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Принцип работы
Независимо от числа зубьев, они располагаются на одинаковом расстоянии друг от друга. Ходом для такого изделия считается расстояние, измеряемое вдоль оси гайки или шурупа между витками, которое достигается за один заход, пропуская прочие винты. Ход всегда пропорционален шагу, и умножается на количество произведенных расходов.
Что интересно, в зависимости от числа заходов, зубья имеют определенную форму. Для этого установлены специальные нормы производства. По количеству витков чаще всего можно встретить 1,2,3 и 4 захода. Однако, создается даже десятизаходная резьба. Но встретить ее можно не так часто.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника
Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
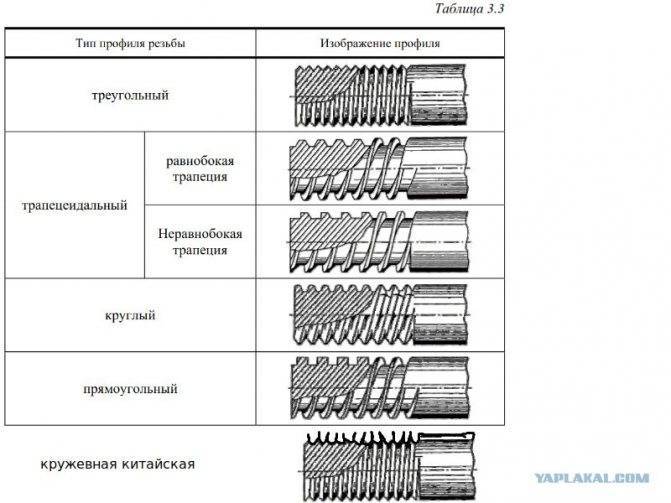
Виды резьбы
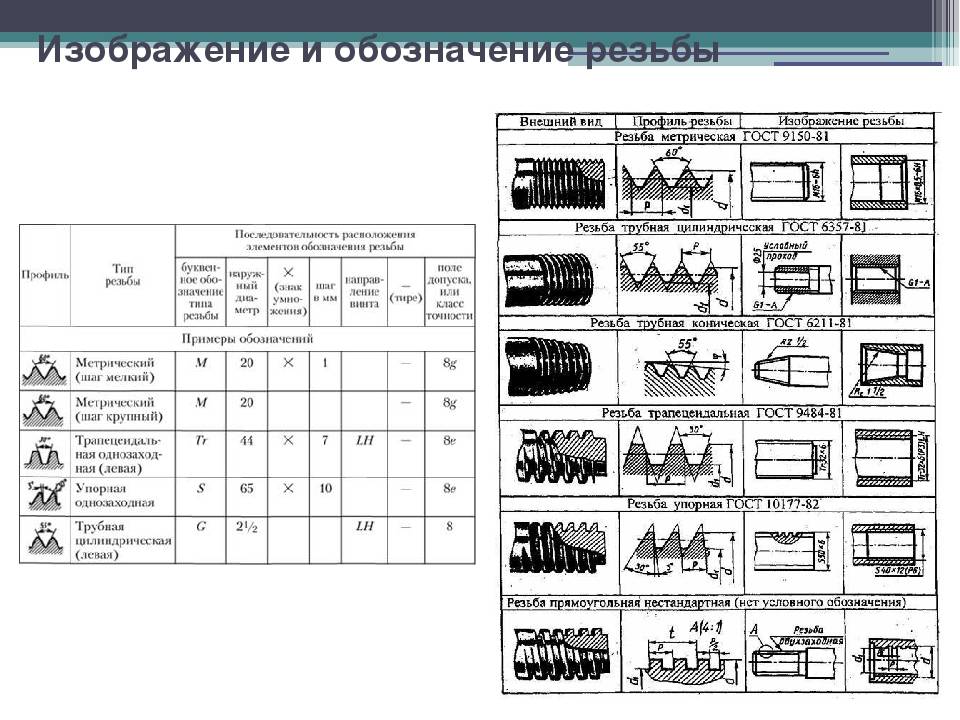
На сегодняшний день существуют такие типы:
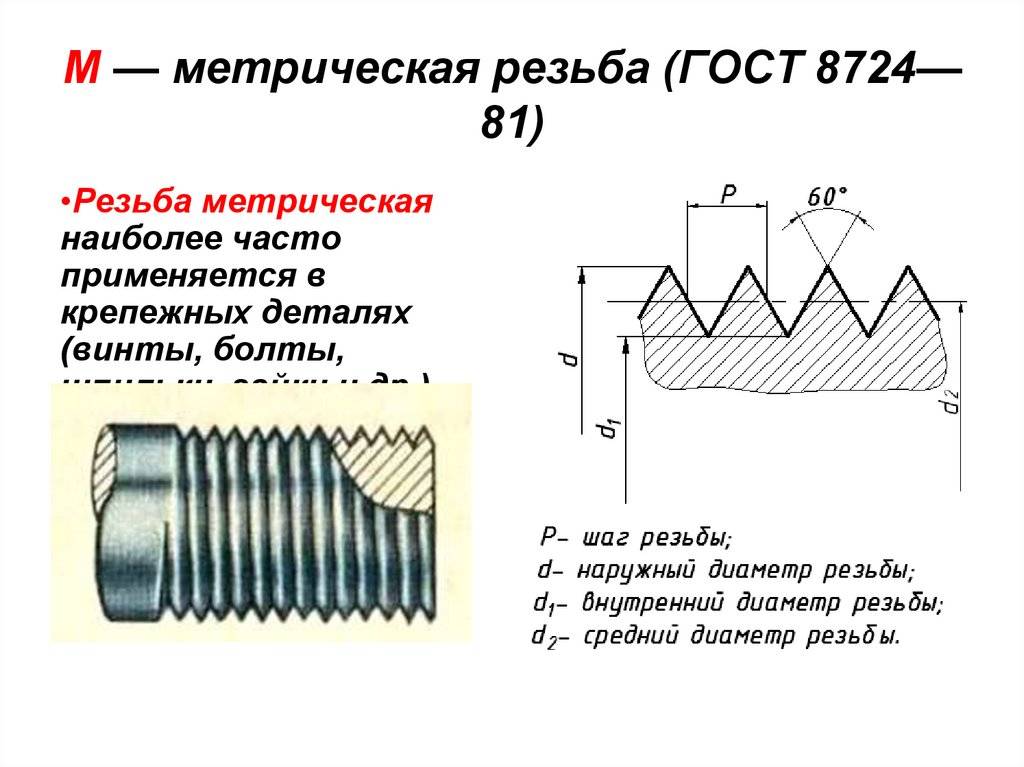
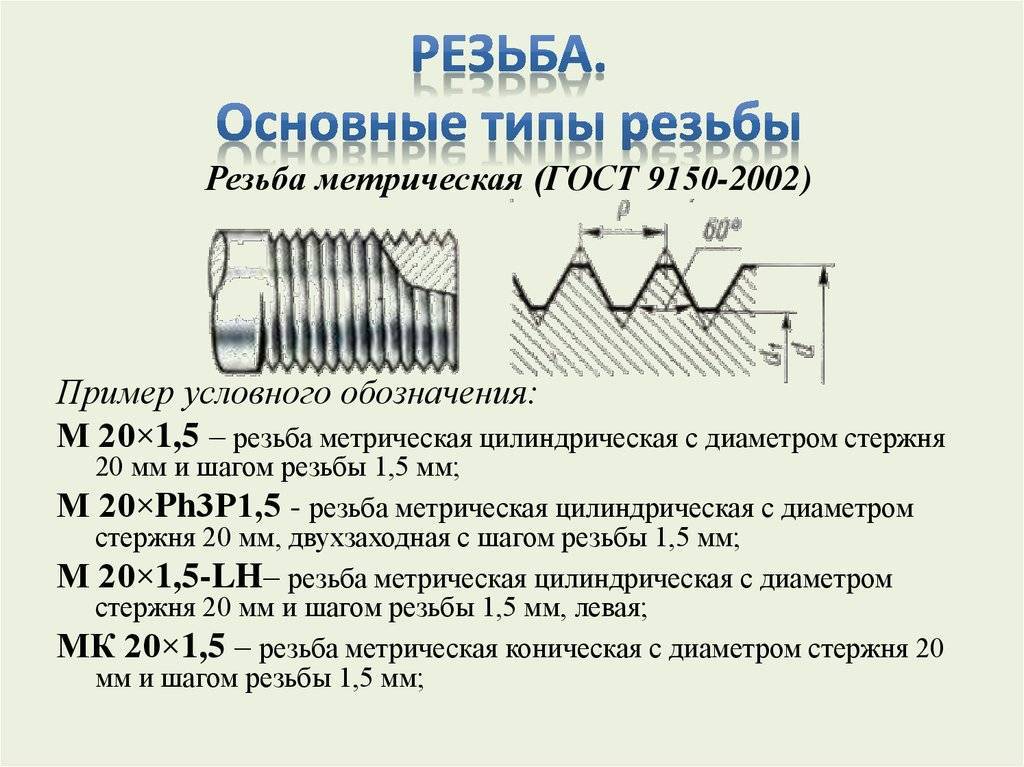
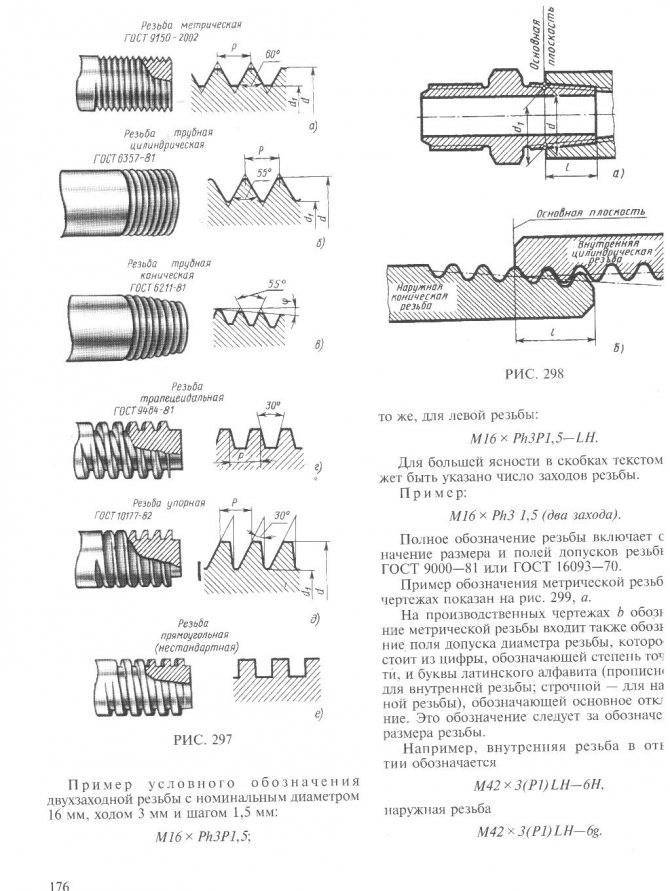
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
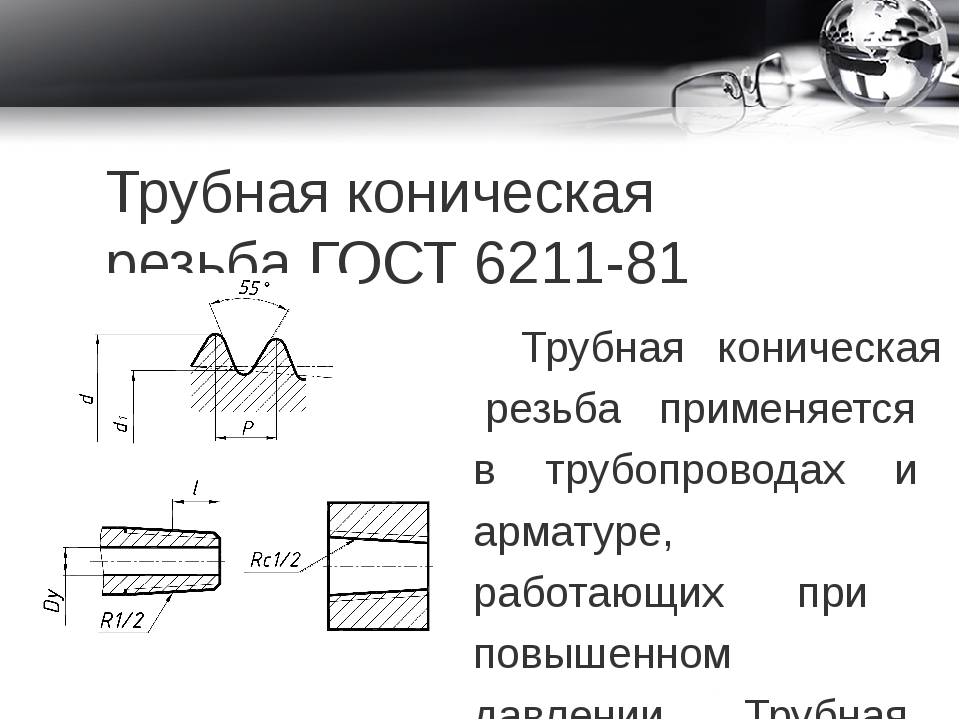
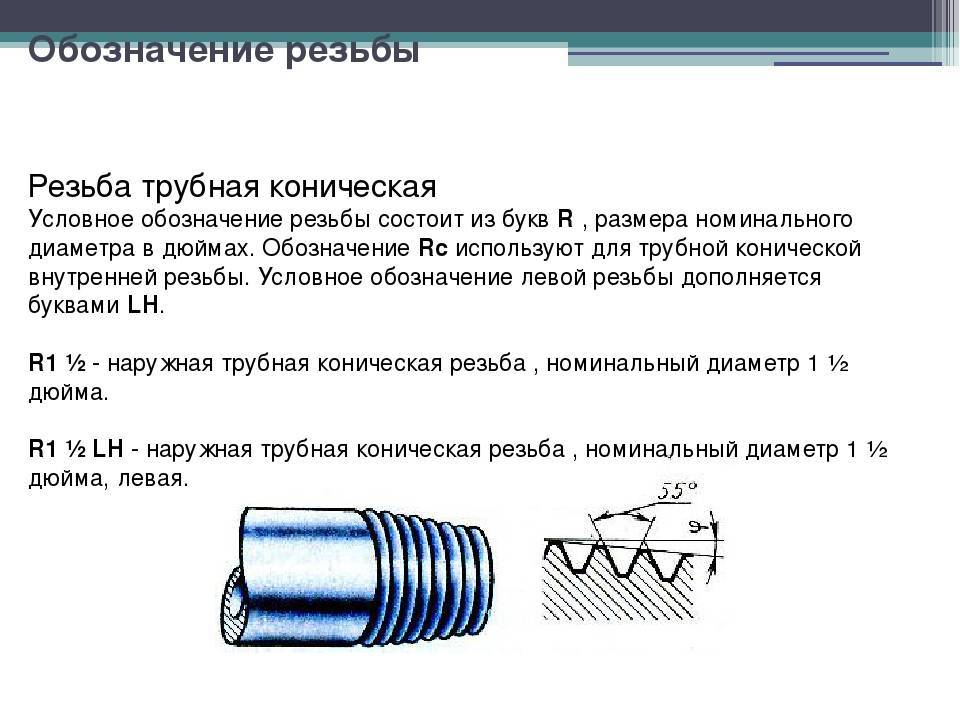
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
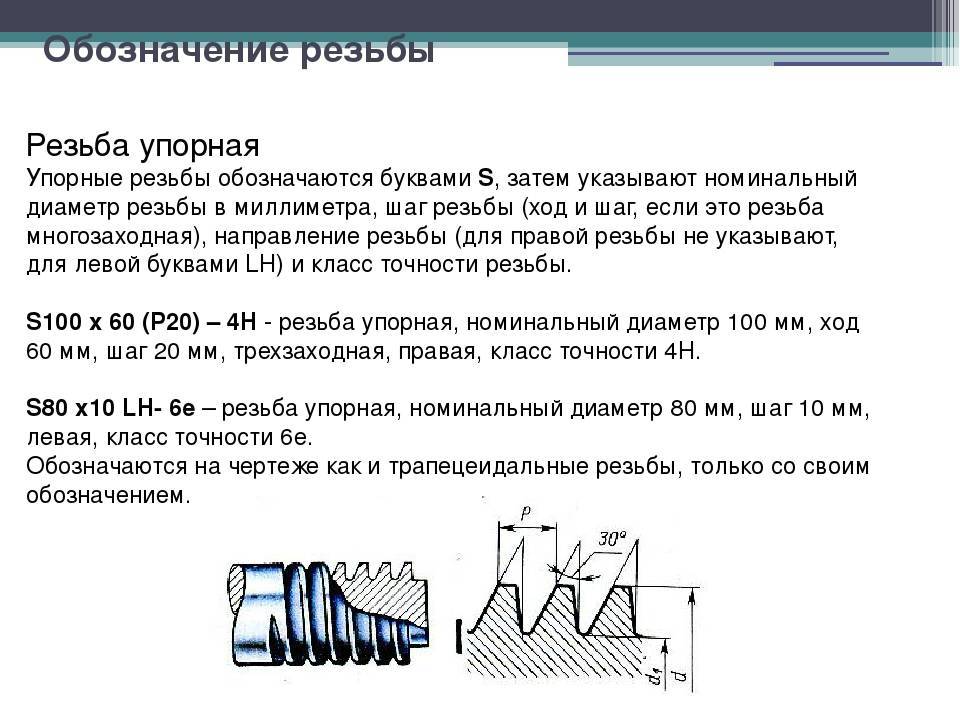
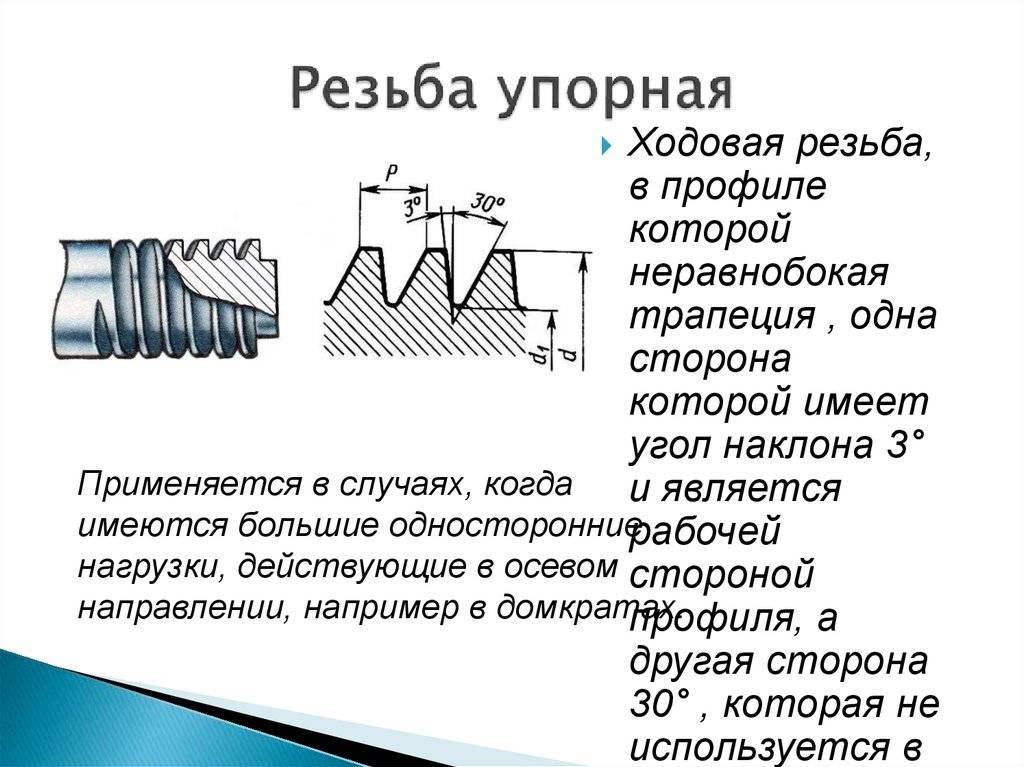
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая – на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения – домкраты и различные виды винтов.
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
БРЕКЗИТ предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами БРЕКЗИТ по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Обозначение резьбы на чертежах. Элементы резьбы
Резьбу изготовляют режущим инструментом с удалением слоя материала, накаткой — путем выдавливания винтовых выступов, литьем, прессованием, штамповкой в зависимости от материала (металл, пластмасса, стекло) и других условий.
В силу устройства резьбонарезающего инструмента (например, метчика, рис. 8.14; плашки, рис. 8.15) или при отводе резца, при переходе от участка поверхности с резьбой полного профиля (участки l) к гладкой образуется участок, на котором резьба как бы сходит на нет (участки l1), образуется сбег резьбы (рис. 8.16).Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы (рис. 8.16,6, в). Сбег плюс недовод образуют недорез резьбы. Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (рис. 8.16, г), а для внутренней резьбы — немного больше наружного диаметра резьбы (рис. 8.17).В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (см. рис. 8.16). Фаску выполняют до нарезания резьбы. Размеры фасок, сбегов, недорезов и проточек стандартизованы, см. ГОСТ 10549—80* и 27148—86 (СТ СЭВ 214—86). Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры.


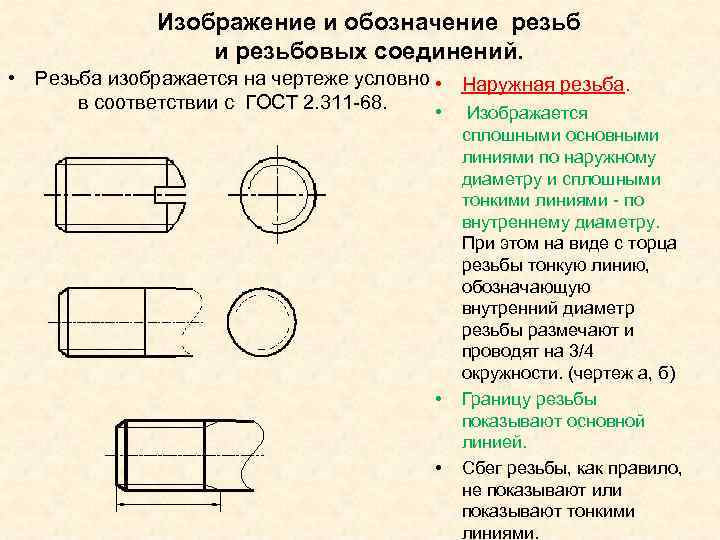
Построение точного изображения витков резьбы требует много времени, поэтому его применяют в редких случаях. Согласно ГОСТ 2.311 — 68* (СТ СЭВ 284—76), на чертежах резьбу изображают условно, независимо от профиля резьбы: на стержне — сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими — по внутреннему, на всю длину резьбы, включая фаску (рис. 8.18, а). На изо-бражениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности и разомкнутую в любом месте. На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 8.18,6).
Сплошную тонкую линию наносят на расстояние не менее 0,8 мм от основной линии (рис. 8.18), но не более шага резьбы.Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне (рис. 8.18, г) и до линии внутреннего диаметра в отверстии (рис 8.18,6).Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают (рис. 8.18). Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы (до начала сбега) основной линией (или штриховой, если резьба изображена как невидимая, рис. 8.19), доводя ее до линий наружного диаметра резьбы.При необходимости сбег резьбы изображают тонкими линиями, проводимыми примерно под углом 30° к оси (рис. 8.18, а, б).
Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам (рис. 8.19).Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину l резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16, г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы.При необходимости указания сбега или длины резьбы со сбегом размеры наносят, как показано на рис. 8.20, б, в.Недорез резьбы, выполненный до упора, изображают, как показано на рис. 8.21, а, б. Допустимы варианты «в» и «г».
На чертежах, по которым резьбу не выполняют (на сборочных чертежах), конец глухого отверстия допускается изображать по рис. 8.22 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 8.23).
Различают резьбы: общего назначения и специальные предназначенные для применения на изделиях определенных видов; крепежные, предназначенные, как правило, для неподвижного разъемного соединения составных частей изделия, и ходовые — для передачи движения. Преимущественно применяют правые резьбы, к обозначению левых резьб добавляют LH.В обозначениях многозаходных резьб указывают ход, а в скобках — шаг и его значение