
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
| Брак | Причина возникновения |
| Ошибки в перенесении размеров | · неправильное чтение чертежа или искажение на нем размеров; · несоблюдение последовательности операций; · неправильное использование инструментов; · невнимательность разметчика |
| Погрешность установки размеров при использовании масштабной линейки | небрежность или отсутствие навыков у разметчика |
| Неправильное откладывание размеров на заготовке | · неверное определение баз; · неточность измерительного инструмента |
| Перекосы | · небрежное фиксирование заготовок, приводящее к их смещению; · износ разметочной плиты |
| Неточная установка приспособлений на поверхности заготовки | · невнимательность разметчика; · низкое качество подготовки поверхности |

Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
| Брак | Причина возникновения |
| Ошибки в перенесении размеров | · неправильное чтение чертежа или искажение на нем размеров; · несоблюдение последовательности операций; · неправильное использование инструментов; · невнимательность разметчика |
| Погрешность установки размеров при использовании масштабной линейки | небрежность или отсутствие навыков у разметчика |
| Неправильное откладывание размеров на заготовке | · неверное определение баз; · неточность измерительного инструмента |
| Перекосы | · небрежное фиксирование заготовок, приводящее к их смещению; · износ разметочной плиты |
| Неточная установка приспособлений на поверхности заготовки | · невнимательность разметчика; · низкое качество подготовки поверхности |
Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Гибка
Существуют ограничения, связанные с хрупкостью металлов. Радиус сгиба должен превышать толщину профиля иди детали в 25 раз, иначе возможны растрескивания, надломы. С толстостенными заготовками холодным методом не справиться, применяются методы горячей деформации в условиях производства или кузни. Обработка кромок перед горячим деформированием не делается, детали доводят после гибки.
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.

Радиус сгиба должен превышать толщину профиля иди детали в 25 раз
Инструмент для сборки изделий
Сборочные операции являются основным и самым важным классом и видом слесарных работ. Кратко их назначение можно охарактеризовать следующим образом: получение из разрозненных деталей изделия, готового к применению по назначению, или же получение узла механизма.
Даже простой обыватель, далекий от техники, знает, что сборка осуществляется при помощи гаечных ключей и отверток. В некоторых случаях (при сборке очень точных и ответственных узлов и механизмов) предъявляются требования к моменту затягивания гаек. В таких обстоятельствах используется динамометрический ключ либо ключ с трещоткой, рассчитанный на определенное усилие затягивания.
Приспособления для разметки
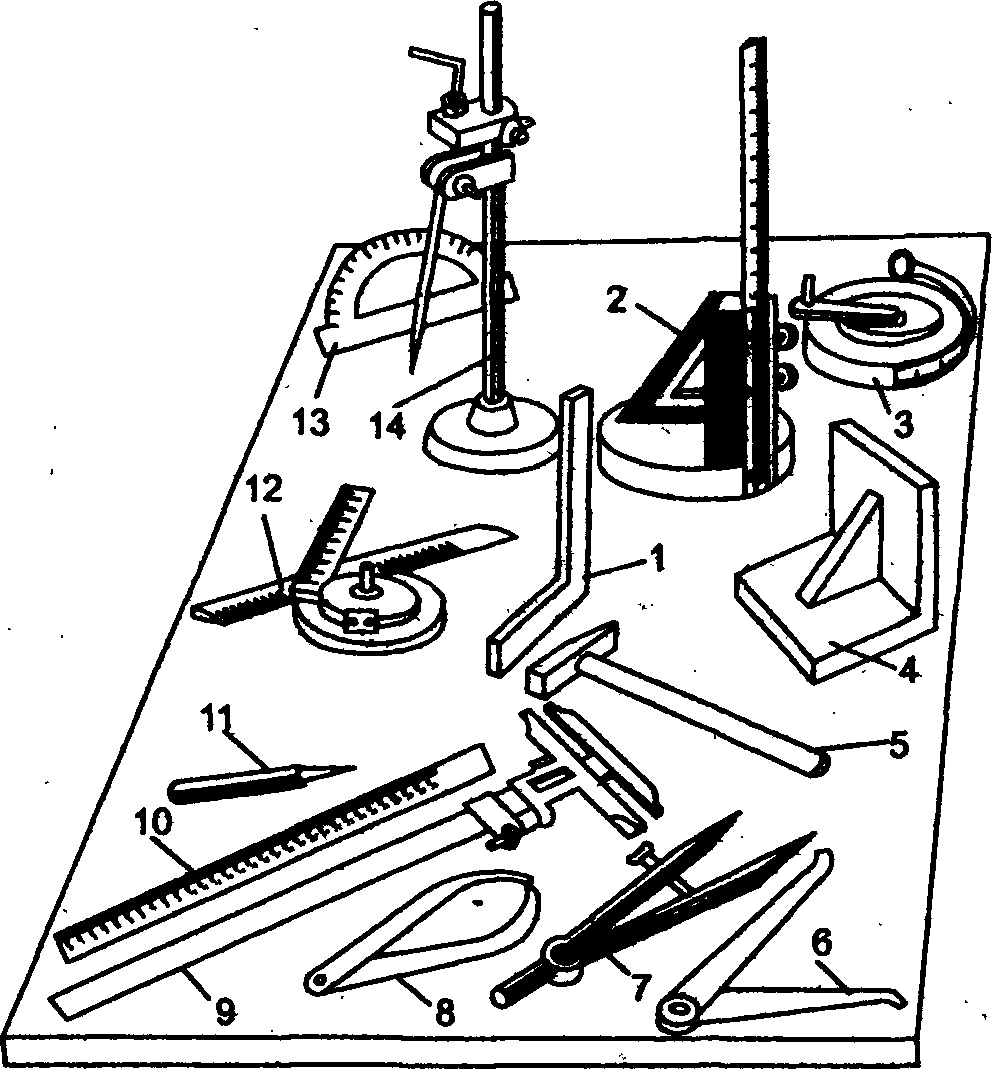
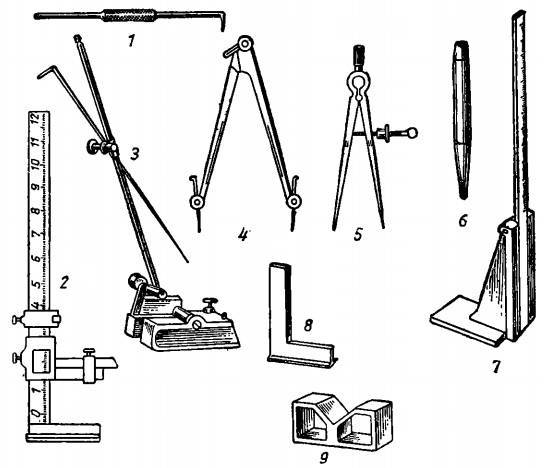
Исходя из сложностей выполнения пространственной разметки, разработано множество инструментов и приспособлений для ее нанесения. Причем большая часть такого инструмента подходит для нанесения и плоскостной разметки.
Среди наиболее распространенных приспособлений для пространственной разметки выделяют:
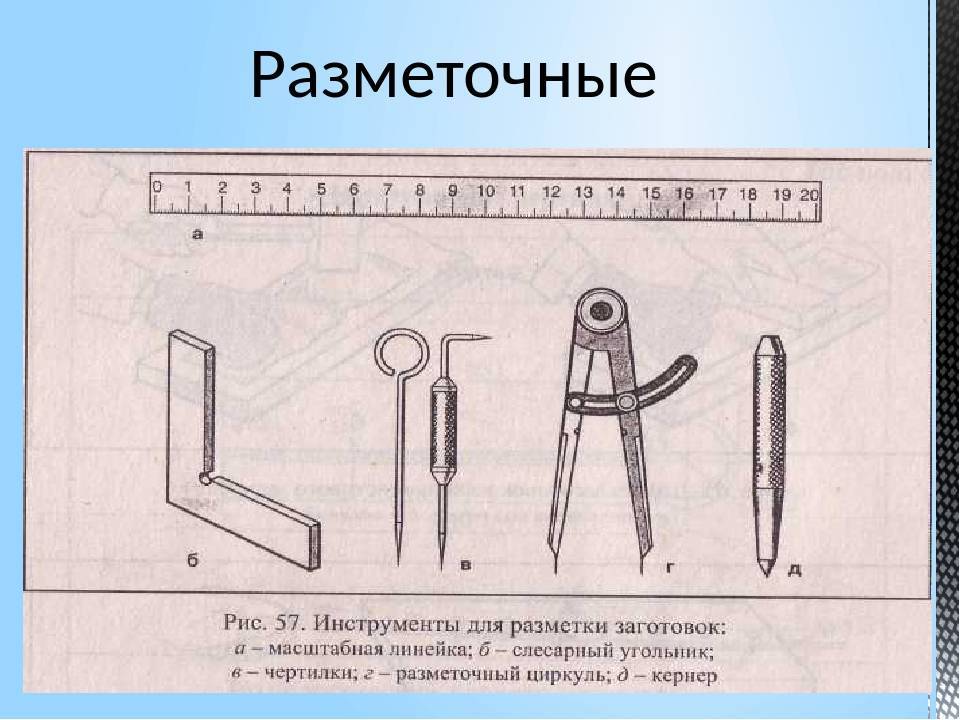
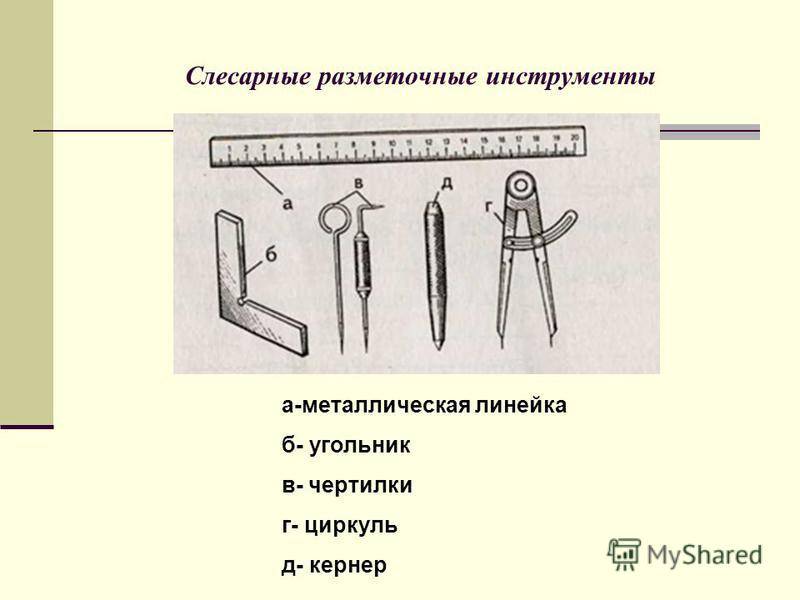
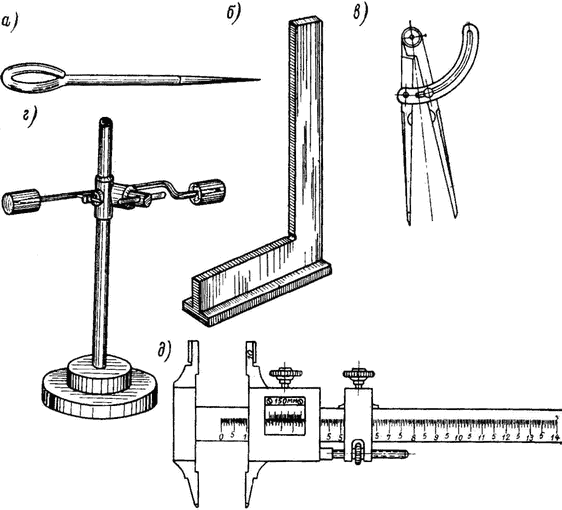
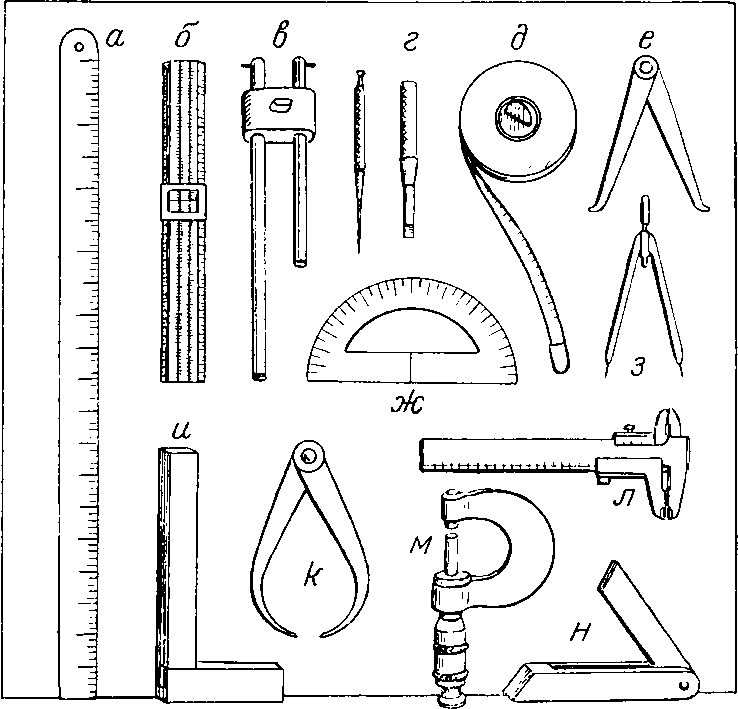
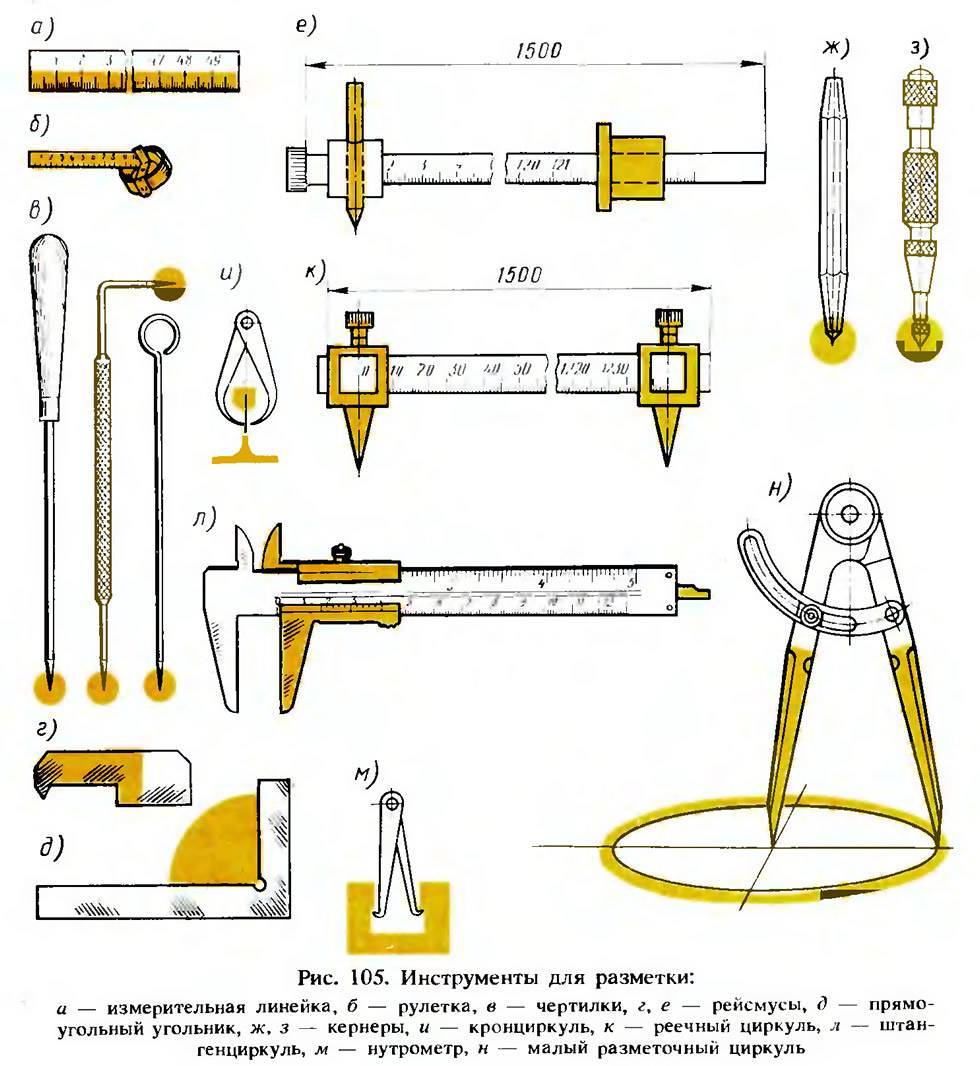
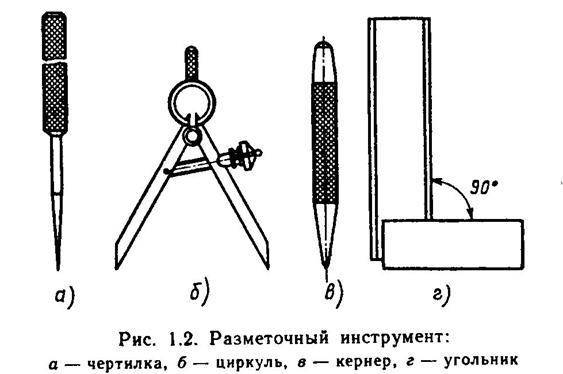
- Чертилка – наиболее простой и универсальный инструмент, который не требует особой подготовки и позволяет наносить разметку в полевых условиях. Чаще всего, она представляет собой металлический стержень, один конец которого заострен. Обычно для их изготовления применятся углеродистые стали различных марок. Заострятся может как один конец, так и два, в зависимости от предназначения инструмента. Их длина обычно составляет около 10 см. Часто для того, чтобы конец не тупился, его могут дополнительно закалять. Используют чертилки обычно с линейками или шаблонами.
- Рейсмас – в основу рейсмаса взята чертика, но он имеет более сложную конструкцию, так как применяется для нанесения штрихов на вертикальной поверхности. Он обычно состоит из вертикальной стойки, с нанесенной метрической разметкой, и параллельной стойки с закрепленной чертилкой. Такой инструмент применяется при необходимости нанесения высокоточной разметки.
- Циркуль – незаменимый инструмент, необходимый для начертания окружностей, дуг, а также деления отрезков на отдельные равные части. Бывает двух видов: простой и пружинный. Простой позволят фиксировать ножки в определенном положении, отмеряя и выделяя отрезки нужной длины. Пружинный циркуль менее распространенный, но более точный. Также выделить такую разновидность как разметочный штангенциркуль.
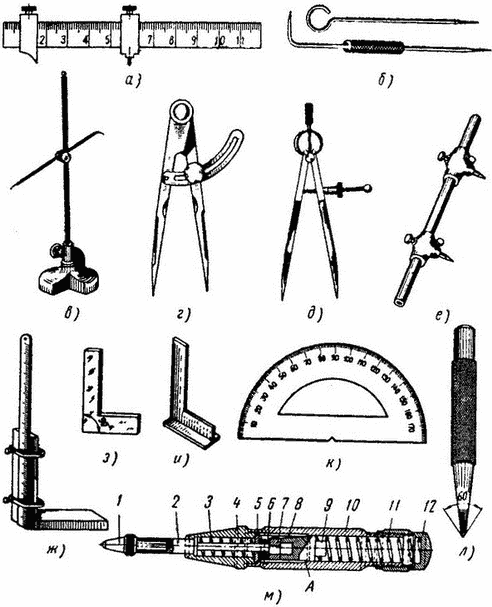
- Кернер – слесарный инструмент в виде стержня. Он применяется для нанесения керновых углублений, необходимых для деления окружностей на равные части. Одна его сторона заострена, именное ей проделываются отверстие, а другая плоская, по которой выполняется удар молотком. Полученное отверстие делает работу со сверлом проще, оно не скользит и находиться точно в центре.
Кернер обычно изготавливается из частично закаленной высокопрочной стали. Закалки подвергается заостренный стержень. Такой инструмент обычно имеет размер от 10 до 18 см.
Также существует автоматическая модель подобного инструмента, которая значительно упрощает работу с ним.
Для проделывания отверстия не нужно наносить удар молотком. Наиболее распространенным из таких является электрический. В его основе установлена катушка со стержнем внутри. При нажатии на острие, происходит замыкание цепи, в катушке возникает магнитное поле, под воздействием которых стержень ударяет по поверхности, создавая углубление.
- Разметочная плита – чугунная поверхность, на которой устанавливаются детали и инструменты для разметки. Она не должна терять форму, прогибаться и наклоняться в процессе работы. На плите могут проделываться канавки, образующие равные квадраты. Такие канавки упрощают установку инструментов. Может производиться вместе с подставкой или устанавливаться на рабочем столе.
- Призма – представляет собой подставка с призматической выемкой. Она состоит из двух щечек, в форме призмы, между которыми устанавливается заготовка. Может устанавливается на винтовую опору. С ее помощью можно регулируется положение щечек, увеличивая или уменьшая расстояние между ними.
- Угольник с полкой – чаще всего применяется для плоскостной разметки, но также может применяться и пространственной. Он используется в случаях, когда есть необходимость выверенного расположения заготовки в разметочном приспособлении.
- Разметочные клинья – используются для регулировки высоты установки объекта с минимальными отклонениями.
- Домкраты – являются аналогами клиньев, и также позволяют точно регулировать высоту. Домкрат необходимо использовать в тех случаях, когда работа связанна с массивными заготовками.
Как дополнительное приспособление для разметочных работ применяется краска. Ее покрывается поверхность, чтобы разметочные штрихи были хорошо видны. Она подбирается таким образом, чтобы хорошо контрастировала с естественной поверхностью, даже при тусклом освещении.
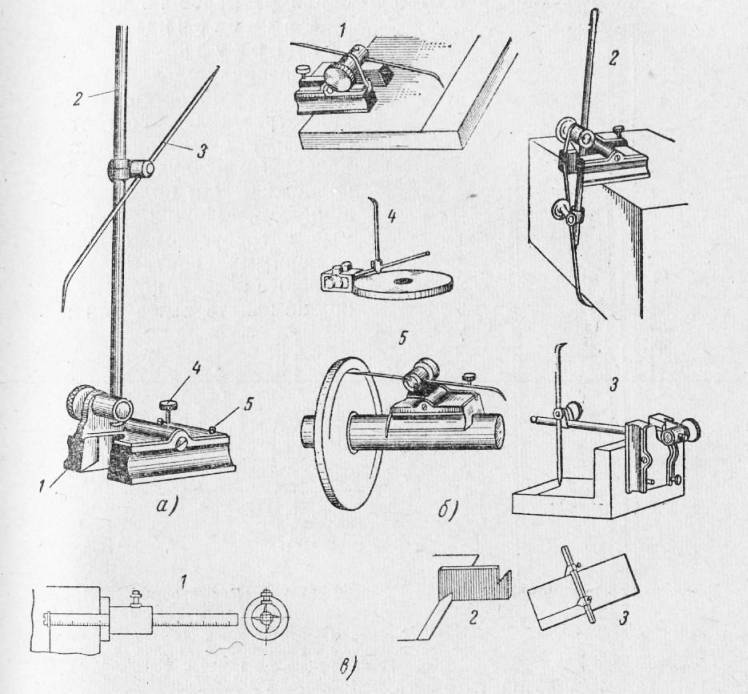
Разметка цилиндрических деталей
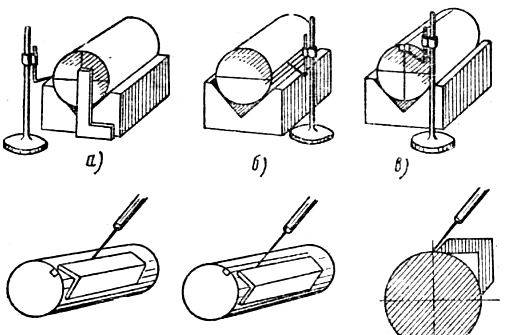
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
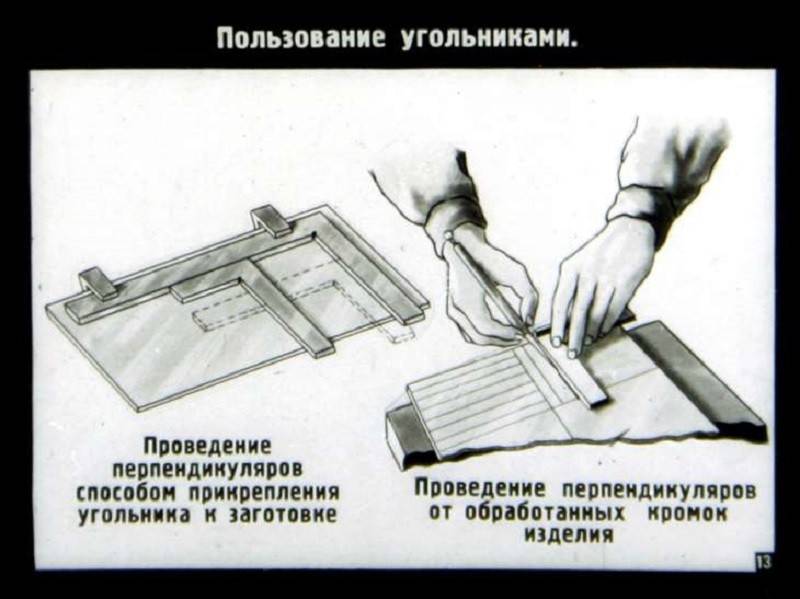
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.




![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://snabkz.ru/wp-content/uploads/9/f/b/9fbc760aa475f77867640a5e338933c5.jpeg)
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
Лоты
Разделы Поиски Избранные
Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 150 р СССР БЗ малый лист проект Венера- Галлей 1500 р Старинная пластинка Сирена Гранд Р. Пожар Московский Косаткин Солнце всходит и… хор Варшавского 140 р Тракторист-Машинист 1 класс тяжелый -УНЦ неврученка 1976 года. цена за 1 шт.030219-96 80 р 1969 год. 52-я годовщина Великой Октябрьской социалистической революции! Блок Квартблок! 4500 р Маленькая балерина Машенька фигурка фафоровая ЛФЗ 12 р Открытка почтовая не стандартная Китай — магазины 69 р Киплинг Р. Откуда взялись броненосцы. Сказка. Худ. Н. Чарушин. М. Малыш. 1989г. (Б3683) 30 р Зарубин. Открытка.Подписана. С праздником! 8марта. Заяц. Букет. Цветы. 100 р Значок Вологодская роспись Отличный из коллекции № А/2 59 р 2012 Гвинея Персоналии Пол Маккартни СОСТОЯНИЕ ИДЕАЛЬНОЕ 750 р 1946 СССР, Разновидность сдвиг рамки, абкляч, 25 лет первой марке СССР, состояние гаш. 300 р РОССИЯ 2020 С НОВЫМ ГОДОМ 1 МАЛЫЙ ЛИСТ (БЛОК ИЗ 4 МАРОК) В ПАПКЕ КУПИТЬ! (6)
|
Мерительный инструмент
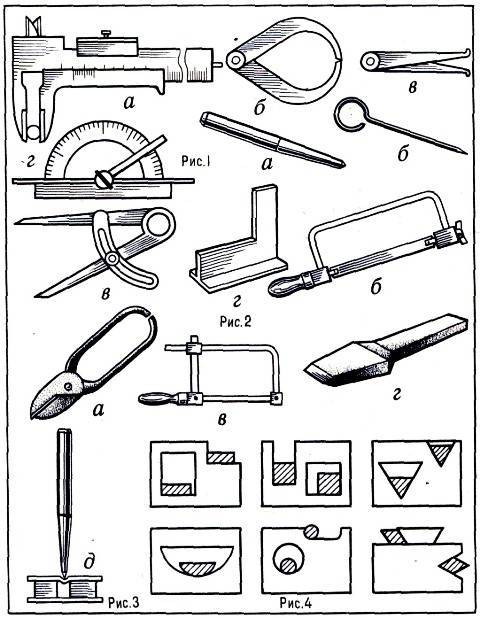
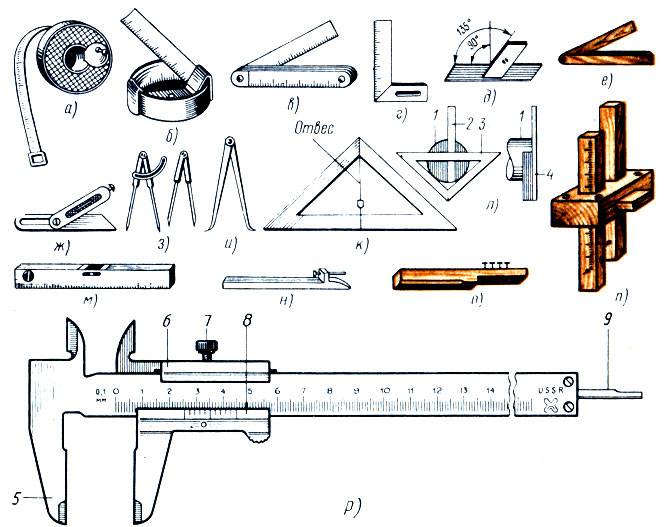
К данной группе относятся линейки, рулетки, эталоны, калибры, пробки, штангенциркули, глубиномеры, нутромеры, микрометры и угломеры.
Весь перечисленный инструмент имеет большое практическое значение. Без него невозможно изготовить изделие, отвечающее всем требованиям технологической документации. Линейки и рулетки необходимы для измерений габаритов заготовок и деталей. Они позволяют производить измерения с большой погрешностью.



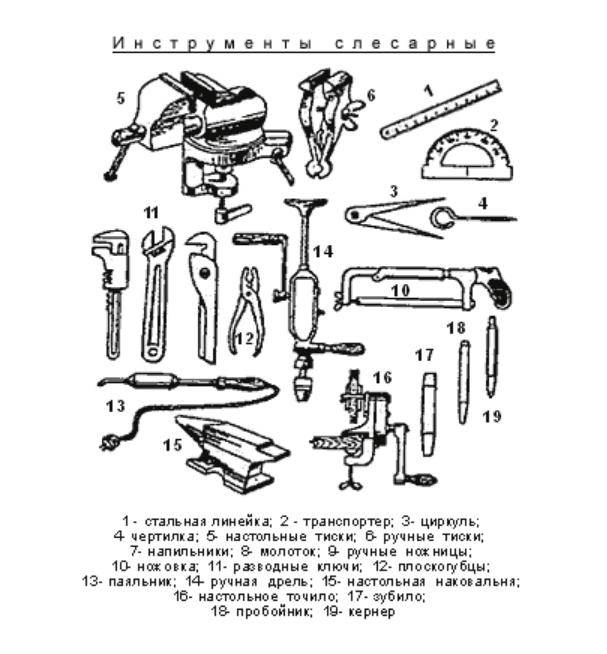
Для контроля исполнительных размеров необходимо пользоваться штангенциркулем и глубиномером. Эти инструменты позволяют делать измерения с точностью до сотых долей миллиметра.
Калибр-пробки представляют собой закаленные цилиндрические тела с рукояткой. С их помощью можно контролировать размеры отверстий с большим квалитетом точности. Проходная пробка должна без усилия проходить в отверстие, соответственно, непроходная не должна проваливаться. Инструмент применяется не только при обработке на станках, но и при осуществлении некоторых других видов слесарных работ. Какие существуют альтернативные способы контроля исполнительных размеров отверстий? Можно воспользоваться стандартным штангенциркулем. Но в таком случае велика вероятность получения больших неточностей в показаниях. Точно измерить отверстия позволяют так называемые нутромеры с индикатором. Это довольно чувствительный инструмент, поэтому с ним нужно обращаться очень аккуратно и соблюдать правила хранения. Настройка нутромера производится при помощи микрометра. По отклонению стрелки индикатора судят о том, превышен или же занижен размер отверстия.
При помощи щупов и калибров можно контролировать линейны размеры (как внутренние, так и наружные).
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
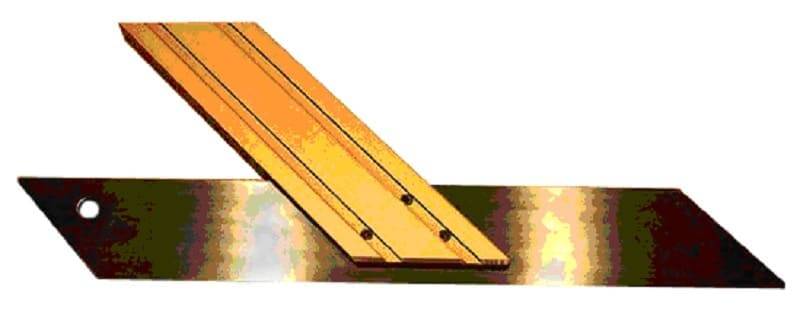
Для чего выполняется разделка кромок при сварке?
Разделка кромок металла под сварку — обработка свариваемых кромок, придание им надлежащих параметров. Данная процедура осуществляется со следующими целями: обеспечение доступа к корню шва сварочного оборудования, проварка соединяемых деталей по всей толщине материала.
Кромки по форме разделки могут отличаться:
- соединения сварные без разделки краев деталей;
- соединения элементов с разделкой, отбортовкой.
Разделка кромки может быть:
- с односторонним скосом, который может выполняться для одной или обоих краев;
- с двусторонним скосом, выполняемым аналогично для одной, обеих кромок.
Выбирая вариант разделки, рекомендуется брать в учет то, что самым экономным считается соединение сварное без выполнения скоса кромки.
Если же предварительная обработка краев изделия все-таки производится, то наиболее простой считается разделка с прямым скосом К, V, Х-образная, чем U-образная.
Если сравнивать с односторонней разделкой, то двусторонняя К, Х-образная разделка считается более технологичной, но осуществить такую обработку возможно только в случае наличия доступности сварочным устройством к обоим краям свариваемого металла.
Предварительная подготовка деталей
Предварительная разделка кромок под сварку соединяемых элементов осуществляется для обеспечения максимальной проварки основного металла. Для изделий толщиной свыше 5 мм делается скос свариваемых краев. Угол разделки кромок может составлять от 70 до 90 градусов.
Способы выполнения скосов краев металла
- Выполнение скоса пневматическим, ручным зубилом. Это наиболее грубая с низкой производительностью методика, в результате которой края получаются недостаточно ровные.
- Обработка на специализированном оборудовании: фрезерные, кромкострогальные станки. В данном случае скосы получаются более чистыми, ровными.
- Самый экономичный вариант получения скоса — это ручная, механизированная кислородная резка, после которой обязательно нужно убрать шлаковые отложения при помощи металлической щетки или зубила.
Важно не забывать про очистку кромок, чтобы не допустить наличия неметаллических компонентов в сварочном шве и некачественного провара. https://www.youtube.com/embed/YgghFPVNO_E. В процессе сборки элементов конструкции под сварку обязательно нужно контролировать правильное расположение соединяемых кромок по отношению друг к другу, то есть исключить возможные перекосы, выдержать необходимые зазоры и прочее
В процессе сборки элементов конструкции под сварку обязательно нужно контролировать правильное расположение соединяемых кромок по отношению друг к другу, то есть исключить возможные перекосы, выдержать необходимые зазоры и прочее.
Рекомендации специалистов
- Чтобы в период выполнения сварочных работ не нарушалось положение деталей, размеры зазоров между кромками, необходимо их предварительно прихватить сваркой, то есть соединить в нескольких точках.
- Длину прихваток, промежутки между ними нужно определять в зависимости от длины основного сварного шва, толщины соединяемого материала. Например, прихватка тонких изделий, которые будут соединяться короткими швами, не должна быть больше 5 мм, а для толстых изделий, которые планируется соединять довольно длинными швами, прихватки выполняются на расстоянии до 50 см между собой и быть длиной до 3 см.
Технология изготовления ножа из напильника своими руками
Технология изготовления ножа из напильника своими руками не отличается в зависимости от того, будет это кинжал или финка. Из-за особенностей конструкции (длина и ширина лезвия, угол заточки, вид режущей поверхности) тот или иной этап может несколько видоизменяться.
Чтобы сделать нож из напильника без ковки, соблюдают последовательность действий:
- Отпуск металла.
- Изготовление чертежа.
- Перенесение рисунка на заготовку.
- Вырезание профиля.
- Шлифовка контура.
- Формирование скоса лезвия.
- Подготовка штифтов.
- Изготовление ручки.
Вначале нужно разработать дизайн рукояти и лезвия, придумать форму и нарисовать ее. Чертеж переносят на напильник, болгаркой отрезают заготовку по шаблону. В процессе нужно следить за тем, чтобы напильник не изменял цвет, что будет говорить о нагреве металла.
До закалки напильника в области ручки также делают отверстия под фиксаторы. Если сделать это сложно, металл нагревают в горне или на открытом пламени до красного состояния, затем дают остыть. После этого материал станет значительно мягче и гибче.
Чертилка слесарная по металлу
Разметка детали — важнейшая операция в технологический цепочки производства. В зависимости от требований по точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в работе. Не нужно прилагать усилий во время разметки. Однако эти методы недостаточно эффективны во многих случаях. Линии слишком широкие, легко удаляются в процессе работы и плохо видны во время обработки. Оптимальным инструментом для качественной разметки считается слесарная чертилка по металлу. Линии хорошо видны, их невозможно стереть. Тонкий контур позволяет изготавливать детали высокой точности.
Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.
Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Скачать ГОСТ 24473-80
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Решив, что инструмент необходим, встает вопрос — из чего сделать слесарную чертилку, чтобы она была удобная и прослужила долго?
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.
Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Столярный верстак
Столярный верстак – это прочный стол с рабочей поверхностью, на которой закрепляются столярные тиски (2 штуки), фиксаторы для закрепления заготовки при строгании рубанком, предусматриваются места для установки фрезера и иных ручных станков.
Высота должна обеспечивать удобство проведения работ с учетом фактического роста мастера. Длина должна составлять не менее 1 м (обычно 1,7-2 м), а ширина – 70-80 см.

Инструкция по изготовлению столярного верстака:
- Рабочая поверхность изготавливается в виде щита с плотно подогнанными досками толщиной не менее 55 мм. Лучше всего подходит бук, дуб, граб. Предварительно их следует пропитать олифой. Упрочнение достигается брусом размером 4-5 см, который крепится по всему периметру щита.
- Вертикальные опоры стола можно сделать из сосны или липы. Обычно используется брус размером 12х12 или 15х15 см длиной порядка 120-135 см. Опорные элементы соединяются горизонтальными перемычками из широкой доски, закрепляемой на высоте 20-30 см от пола.
- Хранение инструмента и приспособлений производится на полках, которые располагаются под крышкой. Лучше их изготавливать в виде тумбы с дверцей. Щиты-полки можно расположить на стене над верстаком.
- На рабочей поверхности крепится пара самодельных или заводских столярных тисков.
Тиски

Для самодельных тисков потребуется длинный винтовой стержень диаметром не менее 20 мм с длиной резьбовой части не менее 14-16 см, металлические шпильки и деревянные бруски. Изготовление осуществляется в следующем порядке:
- Вырезается деревянный брусок (можно из сосны) размером порядка 20х30 см и толщиной не менее 5 см, в котором сверлится по центру отверстие для винта, а внизу 2 отверстия для направляющих шпилек. Эта первая губка тисков стационарно закрепляется на рабочей поверхности.
- Вторая губка выпиливается из аналогичной доски и имеет размеры 20х18 см. Это будет передвижной элемент.
- Через губки пропускается винтовой штырь. Для исключения смещения элементов закрепляются шпильки диаметром порядка 8-10 мм. На винтовой стержень устанавливается ручка.
Общие положения
Под слесарными работами понимается сборка и ремонт всевозможных узлов, обработка материалов (стали и металлические сплавы) в самых разных отраслях народного хозяйства: машиностроение, бытовое обслуживание население (ремонт замков и т. д.), сервисное обслуживание и ремонт автомобилей. Соответственно, выделяют разные виды слесарных работ.


Рабочее место слесаря может выглядеть по-разному. В общем случае это определенная площадь цеха (участка), оснащенная всем необходимым оборудованием и инструментом. Виды слесарных работ могут разительно отличаться друг от друга. Поэтому в одном случае рабочее место представляет собой письменный стол в теплом и уютном помещении, в другом – это палатка без удобств где-нибудь в тайге (при строительстве и ремонте газо- и нефтепроводной инфраструктуры).
Наиболее распространенным и всеми узнаваемым орудием труда слесаря является верстак. Это, по сути, стол, на котором имеются все необходимые инструменты для осуществления закрепленных за данным рабочим местом технологических операций. Также обязательно должно быть приспособление для закрепления рабочих чертежей изделий.
Как правило, сама столешница выполняется из твердых пород древесины и покрывается листовой сталью толщиной от одного миллиметра. Под столом целесообразно оборудовать ящики для складирования инструмента и материалов. Отсутствие защитного металлического экрана на верстаке считается грубейшим нарушением норм и правил охраны труда.

Какие инструменты нужно применять при разметке окружностей и приспособления для этого процесса
Формирование рисунка в виде круга делается циркулем. Это хорошо подходит для деталей размером от нескольких сантиметров до метра. Маленькие отверстия проще наносить с помощью лекала. Большие радиусы придется исполнять, создавая специальный аналог. Во многих случаях требуется сделать центр керном или сверлом. Если повреждения недопустимы, то используют присоску, например, при резке стекла.
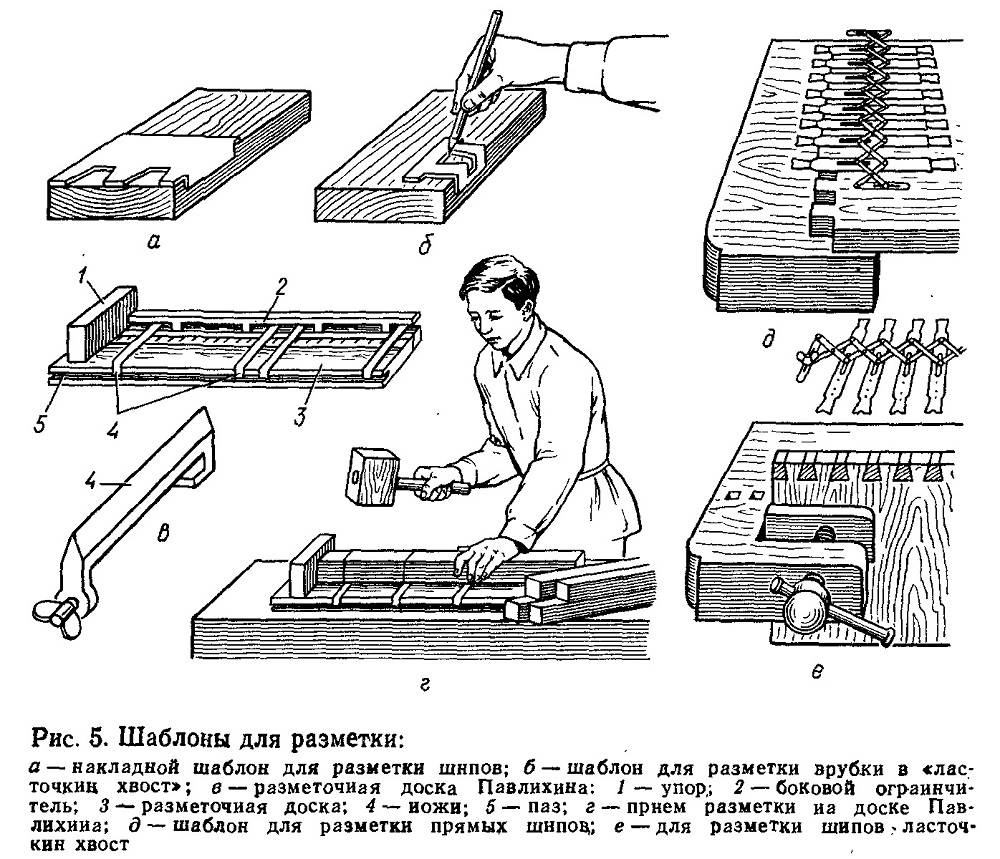
В массовых производствах наиболее правильным будет применение шаблона, сделанного под конкретную заготовку. Здесь учитывается не только ровность, но и позиционирование линий относительно друг друга.
Нередко необходимо вычертить овал (эллипс). В этом случае берется шнур, фиксируется два центра и острым предметом обводится вокруг двух точек. Сумма расстояний между тремя исходными данными всегда имеет постоянную величину. Это достигается отмеренным участком шнура.
В нашей статье мы написали, какие инструменты являются разметочными, их назначение и устройство. Разметка – очень ответственная задача. От нее в конечном счете зависит точность исполнения изделия. Под каждый технологический прием подбираются наиболее подходящие приспособления. Прогресс не стоит на месте, на рынок попадает все больше новых необычных гаджетов. Чтобы не заблудиться в этом разнообразии мы советуем вам проконсультироваться у специалистов компетентных компаний, как пример, ООО «Роста». Менеджеры подберут наиболее подходящий для вас вариант, и расскажут как им пользоваться. Для закрепления материала просмотрите два видео:
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
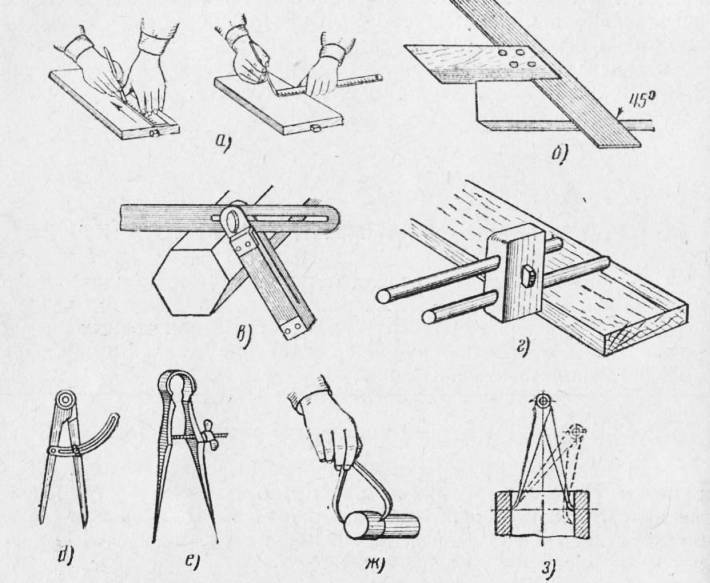
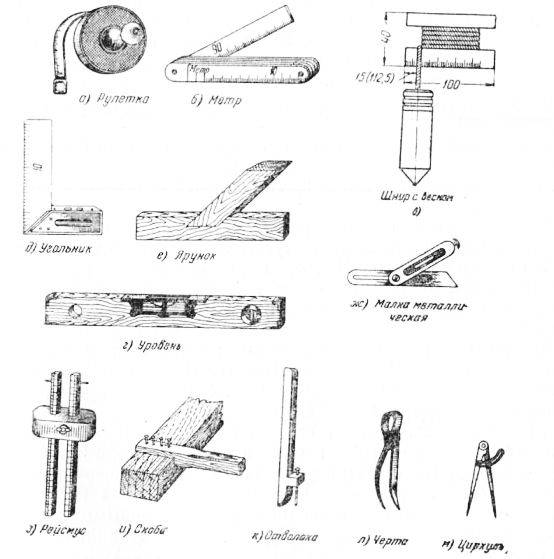
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.
Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.





