Технические характеристики сверлильного станка 2Р53
| Наименование параметра | 2А53 | 2Р53 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 35 | 35 |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 400..1200 | 750..3150 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 500..1500 | – |
| Наименьшее и наибольшее расстояние от торца шпинделя до рельса, мм | – | 815..2265 |
| Рамер поверхности плиты (ширина длина), мм | 910..1220 | – |
| Рукав | ||
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 700 | 1050 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,27 | 0,75 |
| Угол поворота рукава вокруг колонны, град | 360 | |
| Зажим рукава на колонне | Автомат | |
| Скорость передвижения тележки по рельсам,м/мин | – | 12,7 |
| Сверлильная головка | ||
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 800 | 100..3400 |
| Зажим головки на рукаве | Ручной | |
| Шпиндель | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 300 | 400 |
| Противовес | Пружинный | |
| Обозначение конца шпинделя по ГОСТ 24644-81 | ||
| Конус Морзе | 4 | 5 |
| Частота прямого вращения шпинделя, об/мин | 50..2240 | 20..2000 |
| Частота обратного вращения шпинделя, об/мин | 25..1600 | |
| Количество скоростей шпинделя прямого вращения | 12 | 21 |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,06..1,22 | 0,056..2,50 |
| Число ступеней рабочих подач | 8 | 12 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | ||
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122 | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | |
| Наибольший допустимый крутящий момент, кгс*м | 37,50 | 71 |
| Наибольшее усилие подачи, кгс | 1250 | 1250 |
| Зажим вращения колонны | Гидро | Гидро |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | 4 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 2,6/ 3,0 | 4 (1450) |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,1 | 3 (1430) |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 0,5 | 0,5 (1410) |
| Электродвигатель привода гидрозажима рукава, кВт (об/мин) | 0,5 (1410) | |
| Электродвигатель привода тележки, кВт (об/мин) | – | 2,2 (950) |
| Электродвигатель привода гидрозажима тележки, кВт (об/мин) | 1,1 (1400) | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,125 | 0,125 |
| Суммарная мощность установленных электродвигателей, кВт | 4,325 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2250 х 910 х 3070 | |
| Масса станка, кг | 4000 |
Список литературы:
Станок радиально-сверлильный 2Р53. Руководство по эксплуатации, 1974
Лоскутов В.В., Сверлильные и расточные станки, 1981, стр.56
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Бирюков Б.Н. Гидравлическое оборудование металлорежущих станков., 1979
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом), 1972
Тепинкичиев В.К. Металлорежущие станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Чернов Н.Н.. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
2Н55 станок радиально-сверлильный. Назначение и область применения
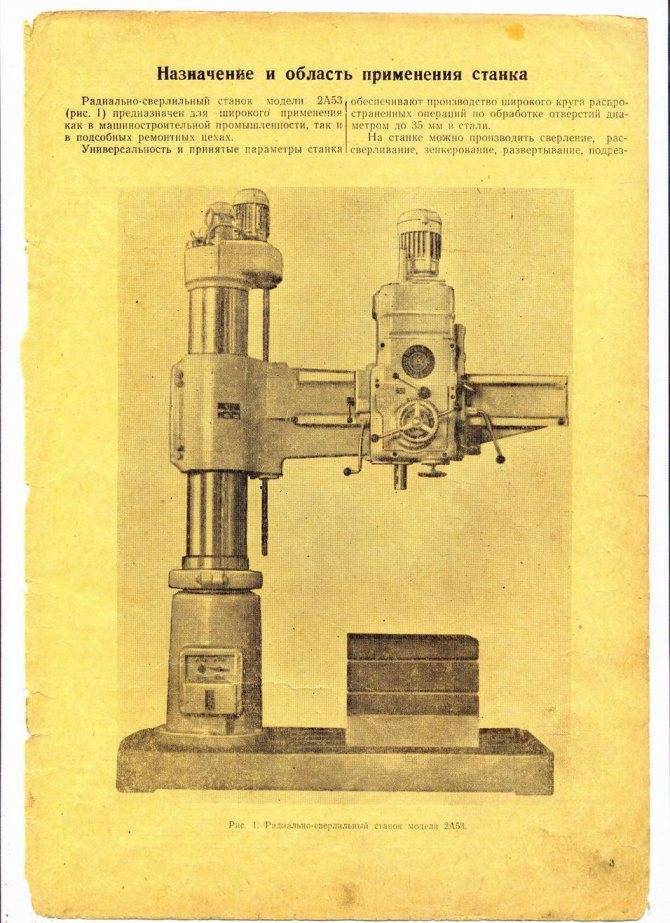
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
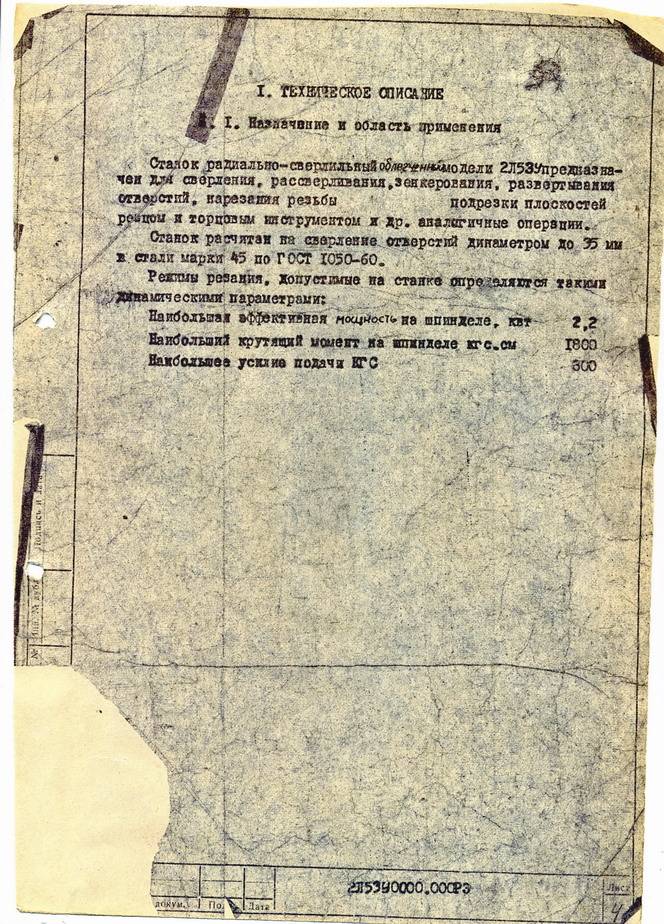
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.


Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
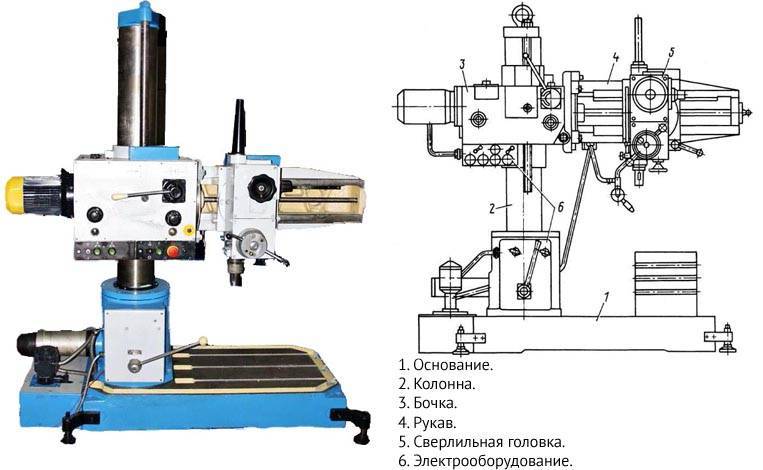
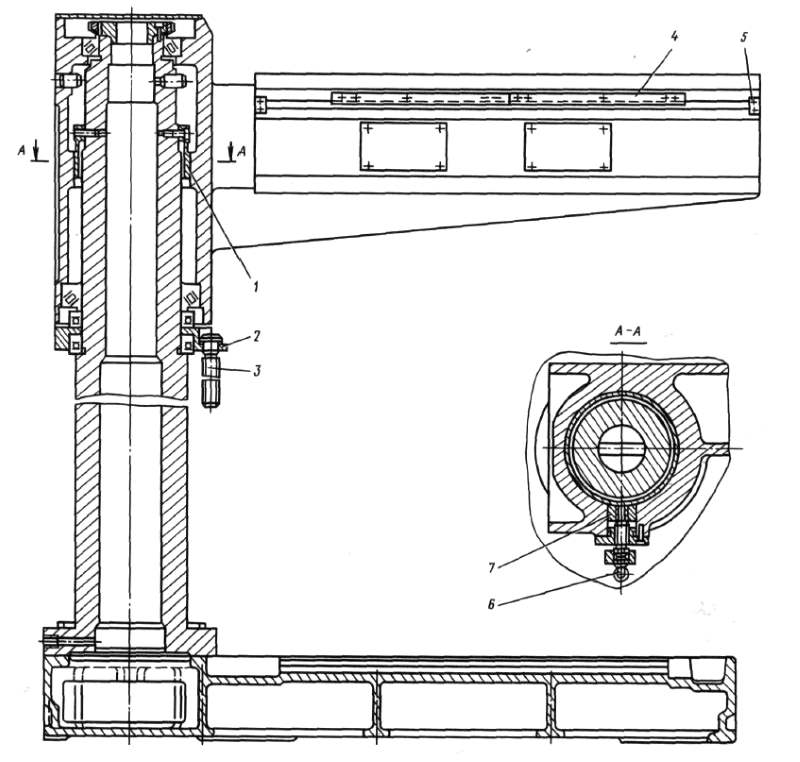
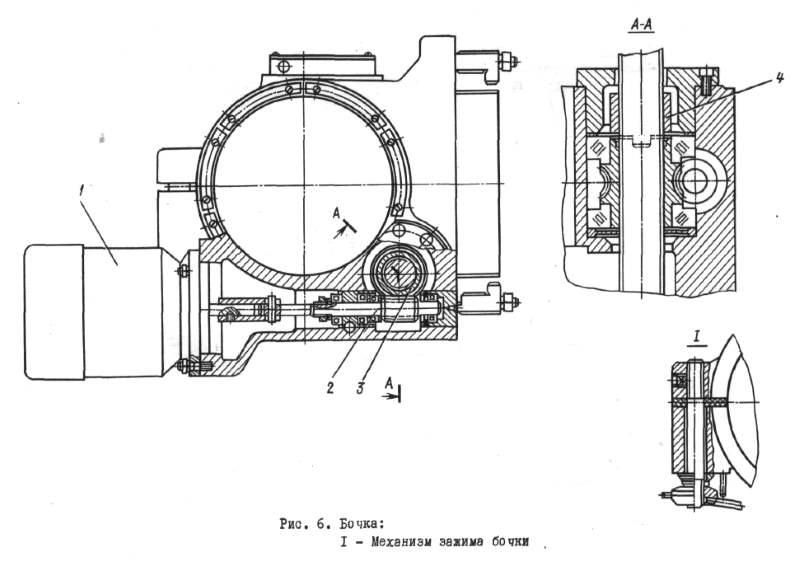
Опорная колонна
Для фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется.
Для облегчения перемещений конусного кольца использованы специальные фланцы. Для их смещения применяют винтовые зажимы, соединенные рукоятками управления и соответствующими механизмами продольного перемещения.
Настройка и наладка радиально-сверлильного станка 2Н55
Обрабатываемая деталь, в зависимости от ее габаритных размеров, крепится на плите или на столе станка. Крепление детали должно быть надежным, так как во время сверления деталь может провернуться и вызвать травму рабочего и повреждение станка.
В соответствии с выполняемой на станке операцией подбирается и устанавливается в шпиндель вспомогательный и режущий инструменты. При последовательной работе несколькими инструментами пользуются быстросменным патроном. 6 случае нарезания резьбы обязательно устанавливают предохранительный патрон.
При работе тяжелым инструментом следует отрегулировать пружину противовеса. Регулировка противовеса производится в нижнем положении шпинделя.
Рукав устанавливают на такой высоте, чтобы обработка велась при минимально выдвинутой пиноли шпинделя.
При выборе режимов резания следует иметь в виду динамические параметры станка (см.раздел “Краткая инструкция по использованию станков”).
Однако, выбор режимов, превосходящих указанные параметры, не приведет к разрушению деталей станка, так как его силовые узлы снабжены предохранительными устройствами, защищающими механизмы станка от перегрузки. При срабатывании предохранителей нужно снизить режимы.
Набор скоростей и подач производят следующим образом:
Случай 1 – шпиндель не работает, рукоятка управления фрикционной муфтой находится в среднем фиксированном положении. Поворачивают рукоятку набора скоростей или подач до совмещения нужной цифры на рукоятке с указательной рейкой. При этом на пульте загорается сигнальная лампа с надписью “набор режимов”. После того, как лампа погаснет, включают вращение шпинделя рукояткой управления фрикционной муфтой.

Направление вращения шпинделя, соответствующее положению рукоятки, обозначено стрелкой на табличке у рукоятки.
Механическая подача включается движением рукоятки 19 (см. рис. 15) вверх. Перед включением рукоятки управления фрикционной муфтой рукоятка 19 должна быть опущена.
Случай 2 – шпиндель работает, рукоятка управления фрикционной муфтой в одном из крайних положений» Поворачивают рукоятку набора в нужное положение, после того, как погаснет сигнальная лампа “набор режимов”, рукоятку управления фрикционной муфтой переводят в среднее фиксированное положение, затем снова включают рукоятку управления фрикционной муфтой,
В процессе работы механическую подачу можно включать и выключать рукоятками 25 (см. рис. 16). Включая механическую подачу рукоятками 25, перемещают их от себя.
Зубообрабатывающие станки
5А12
зубодолбежный Ø 208, Егорьевск5А122 зубодолбежный Ø 250, Корсунь-Шевченко5А140П зубодолбежный Ø 500, Егорьевск5Б150 зубодолбежный Ø 800, Егорьевск5В12 зубодолбежный Ø 200, Корсунь-Шевченко5В150 зубодолбежный Ø 800, Клин5М14 зубодолбежный Ø 500, Харьков5М150 зубодолбежный Ø 800, Клин5М161 зубодолбежный Ø 1250, Клин514 зубодолбежный Ø 500, Егорьевск5111 зубодолбежный Ø 80, Корсунь-Шевченко5122 зубодолбежный Ø 200, Корсунь-Шевченко5140 зубодолбежный Ø 500, Корсунь-Шевченко
5А26
зубострогальный Ø 610, Саратов, СЗТЗС5А250П зубострогальный Ø 500, Саратов, СЗТЗС5С23П зубострогальный Ø 125, Саратов, СЗЗС5С276П зубострогальный Ø 500, Саратов, СЗТЗС5С280П зуборезный Ø 800, Саратов, СЗТЗС5Т23В зубострогальный Ø 125, Саратов, СЗЗС5236П зубострогальный Ø 125, Саратов, СЗЗС525 зуборезный Ø 500, МЗКРС Москва526 зубострогальный Ø 610, Саратов, СЗТЗС5230 зуборезный Ø 320, Саратов, СЗТЗС528С зуборезный Ø 800, Саратов, СЗТЗС
5.3. Cтанки зубофрезерные для цилиндрических колес
5А342
зубофрезерный Ø 2000, Коломна5Б312 зубофрезерный Ø 320, Витебск5В312 зубофрезерный Ø 320, Витебск5Д32 зубофрезерный Ø 800, Егорьевск5Е32 зубофрезерный Ø 800, Егорьевск5К32 зубофрезерный Ø 800, Егорьевск5К32А, 5К324А зубофрезерный Ø 800, Егорьевск5К301п зубофрезерный Ø 125, Вильнюс5К310 зубофрезерный Ø 200, Витебск5К324 зубофрезерный Ø 500, Егорьевск5К328А зубофрезерный Ø 1250, Егорьевск5М32 зубофрезерный Ø 800, Егорьевск53А11 зубофрезерный Ø 1250, Егорьевск53А20 зубофрезерный Ø 200, Вильнюс53А30П зубофрезерный Ø 320, Витебск53А50 зубофрезерный Ø 500, Егорьевск53А80 зубофрезерный Ø 800, Егорьевск53В30П зубофрезерный Ø 320, Витебск532 зубофрезерный Ø 750, Егорьевск5310 зубофрезерный Ø 200, Егорьевск5327 зубофрезерный Ø 1000, Егорьевск5342 зубофрезерный Ø 2000, Коломна5350А шлицефрезерный Ø 150, Куйбышев, СВСЗ
5Б63
резьбофрезерный Ø 450 х 400, Мелитополь5Д07 резьбонарезной Ø 39 х 320, Чита561 резьбофрезерный Ø 400 х 700, Куйбышев, СВСЗ5993 резьбонарезной Ø 42 х 280, ЧитаВМС-2А резьбонарезной Москва
5А841
зубошлифовальный Ø 320, Москва5В833 зубошлифовальный Ø 200, Егорьевск5М841 зубошлифовальный Ø 320, Москва5К822В резьбошлифовальный Ø 150, МЗКРС Москва5702 зубошевинговальный Ø 320, Витебск5822 резьбошлифовальный Ø 150, МЗКРС Москва5822м резьбошлифовальный Ø 150, МЗКРС Москва
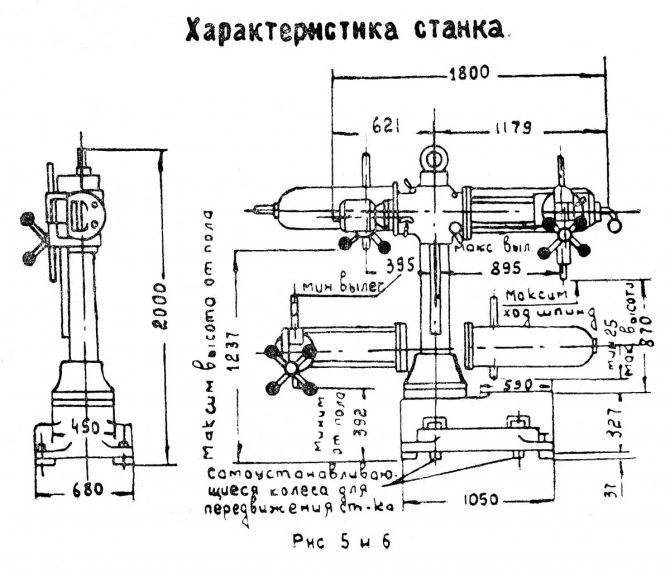
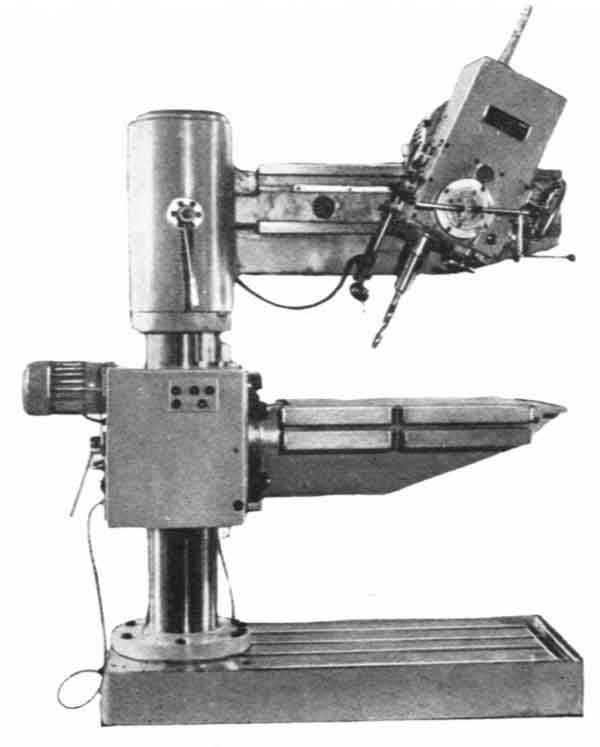
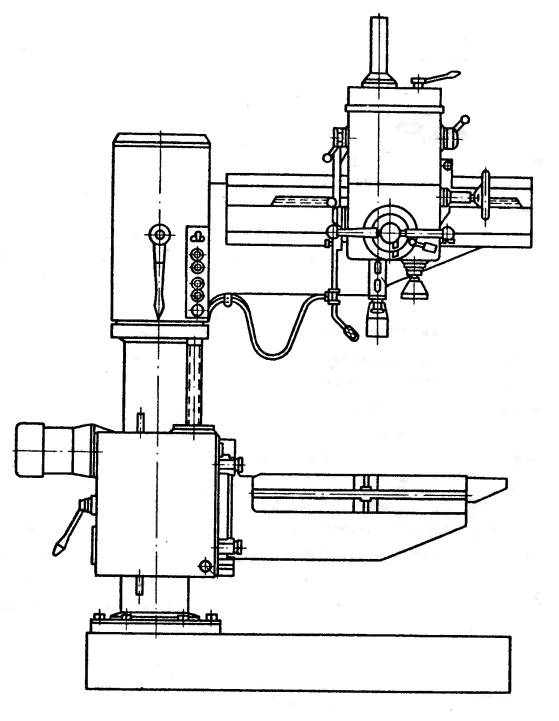
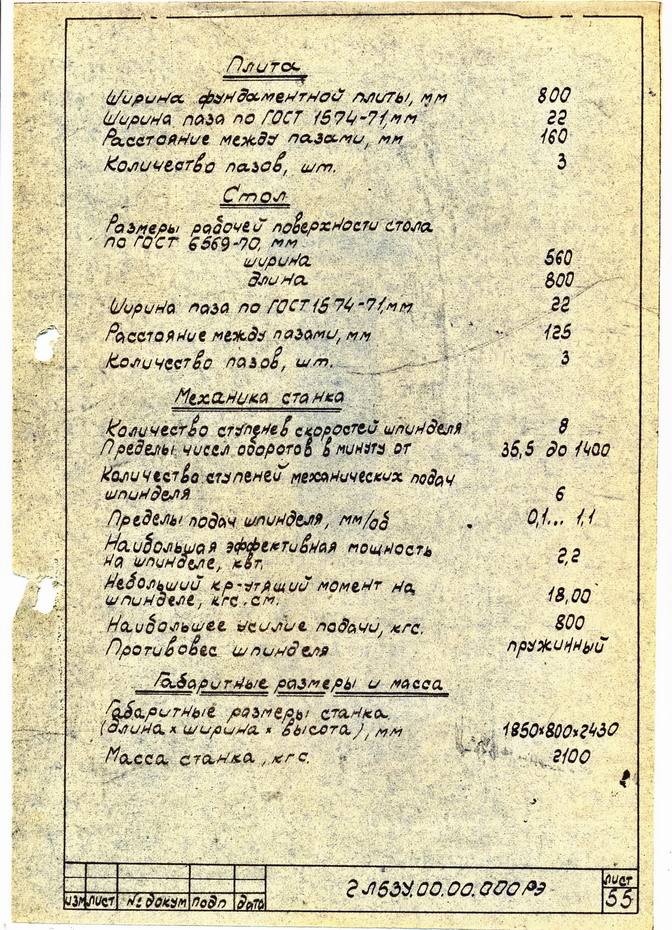
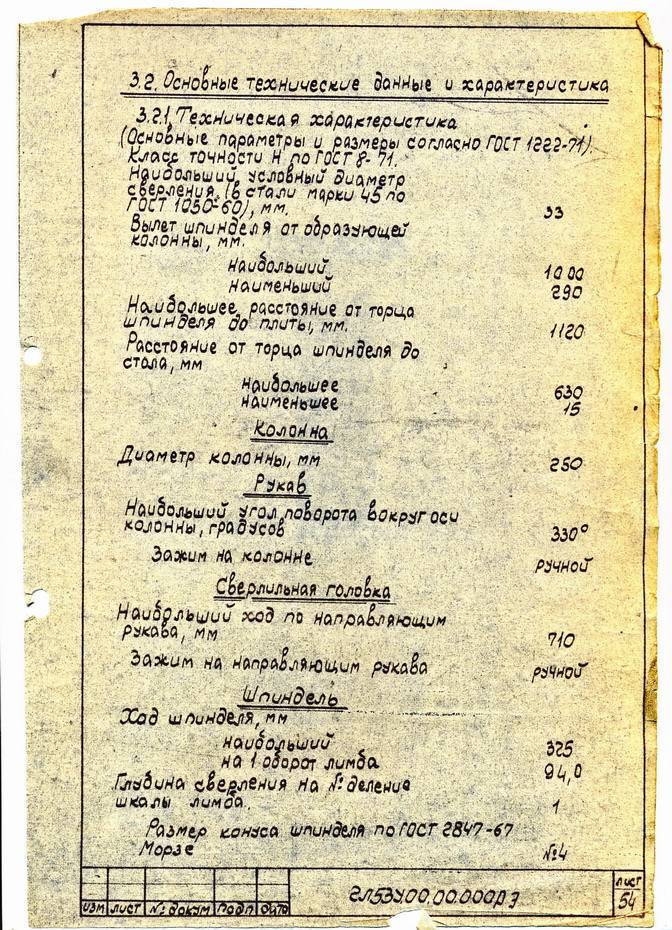
Технические характеристики сверлильного станка 2Л53
| Наименование параметра | 2532л | 2Л53у | 2л53 |
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 32 | 35 | 35 |
| Диапазон нарезаемой резьбы в стали 45, мм | М24 × 3 | ||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 280..1000 | 290..1000 | 290..1000 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 720 | 710 | 720 |
| Наибольшее расстояние от торца шпинделя до плиты, мм | 1120 | 1120 | 1160 |
| Расстояние от торца шпинделя до стола, мм | 630 | 15..630 | 15..685 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | — | — | — |
| Наибольшее вертикальное перемещение стола по колонне, мм | 340 | 340 | 345 |
| Диаметр колонны, мм | 240 | ||
| Угол поворота рукава вокруг колонны, град | 360° | 330° | |
| Размер поверхности плиты (ширина длина), мм | 800 х 1120 | 800 х 1500 | 800 х 1000 |
| Подъемный стол | |||
| Размер поверхности стола (ширина длина), мм | 450 х 1000 | 450 х 800 | 560 х 800 |
| Угол поворота стола вокруг колонны, град | 360° | 360° | |
| Угол поворота стола вокруг горизонтальной оси, град | -80°, +90° | -80°, +90° | |
| Цена деления шкалы поворота стола вокруг горизонтальной оси, град | 1° | 1° | |
| Скорость перемещения стола по колонне, мм/мин | 314 | 314 | |
| Шпиндель | |||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 320 | 325 | 325 |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 4 | Морзе 4 | Морзе 4 |
| Частота прямого вращения шпинделя, об/мин (число ступеней регулирования скорости) | 45..2000 (12) | 35,5..1400 (8) | 35,5..1400 (8) |
| Пределы рабочих подач на один оборот шпинделя, мм/об (число ступеней регулирования подач) | 0,1..1,0 (6) | 0,1..1,1 (6) | 0,1..1,1 (6) |
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 |
| Перемещение шпинделя на оборот лимба, мм | 94,2 | 94,2 | 94,2 |
| Наибольший допустимый крутящий момент, Н·м (кгс) | 200 (20) | 180 (18) | 180 (18) |
| Наибольшее усилие подачи, кН | 10 | 8 | 8 |
| Зажим вращения колонны | Ручной | Ручной | Ручной |
| Зажим рукава на колонне | Ручной | Ручной | Ручной |
| Зажим сверлильной головки на рукаве | Ручной | Ручной | Ручной |
| Противовес шпинделя | Пружинный | Пружинный | |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель привода главного движения, кВт (об/мин) | 3,0 (1500) | 2,2 (1500) | 2,2 (1400) |
| Электродвигатель привода перемещения стола, кВт (об/мин) | 0,56 (1500) | 0,56 (1500) | 0,6 (1370) |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Суммарная мощность установленных электродвигателей, кВт | 3,675 | ||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1850 х 800 х 2600 | 1850 х 800 х 2430 | 2000 х 800 х 2390 |
| Масса станка, кг | 2150 | 2100 | 2300 |
Список литературы
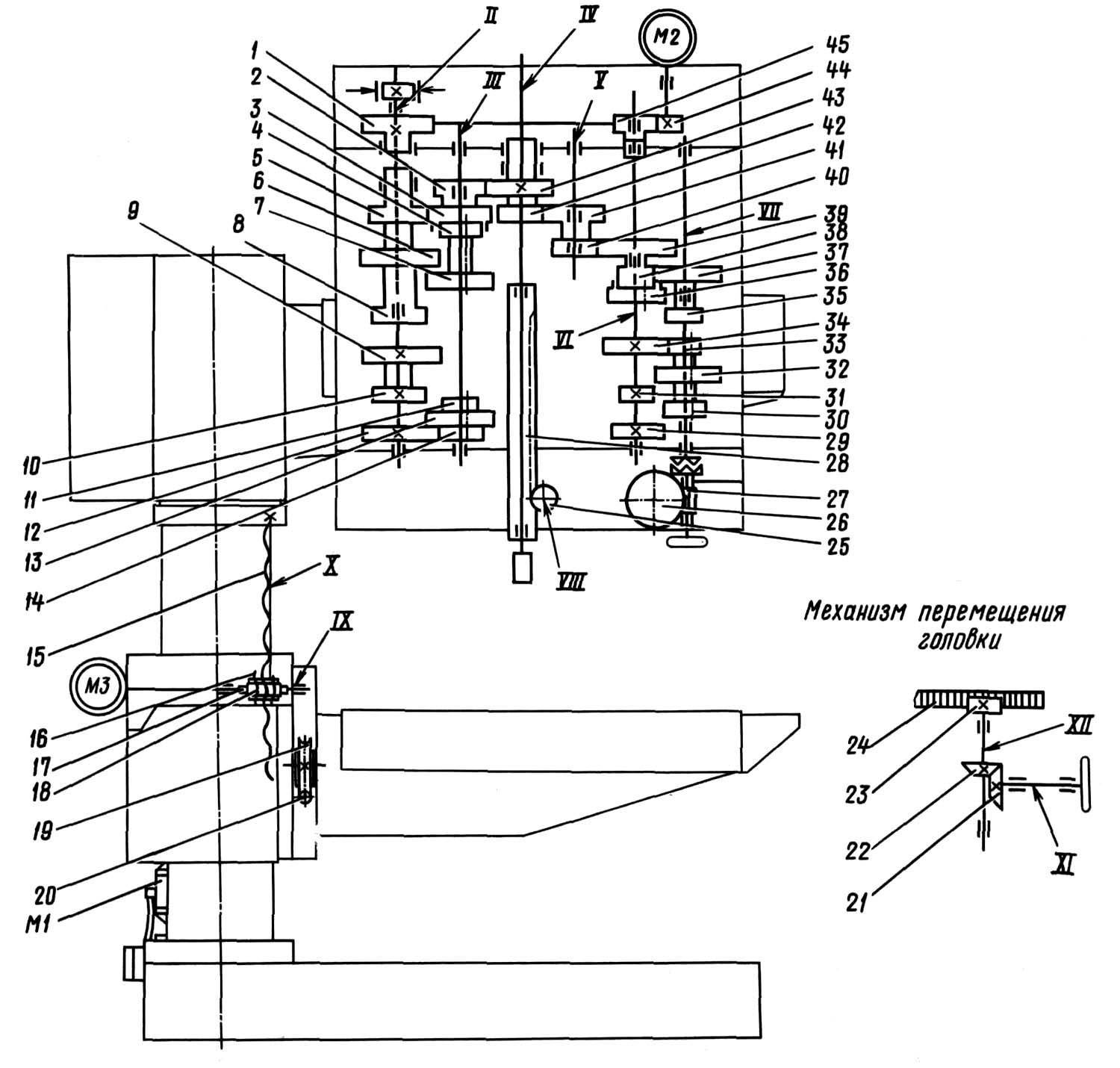
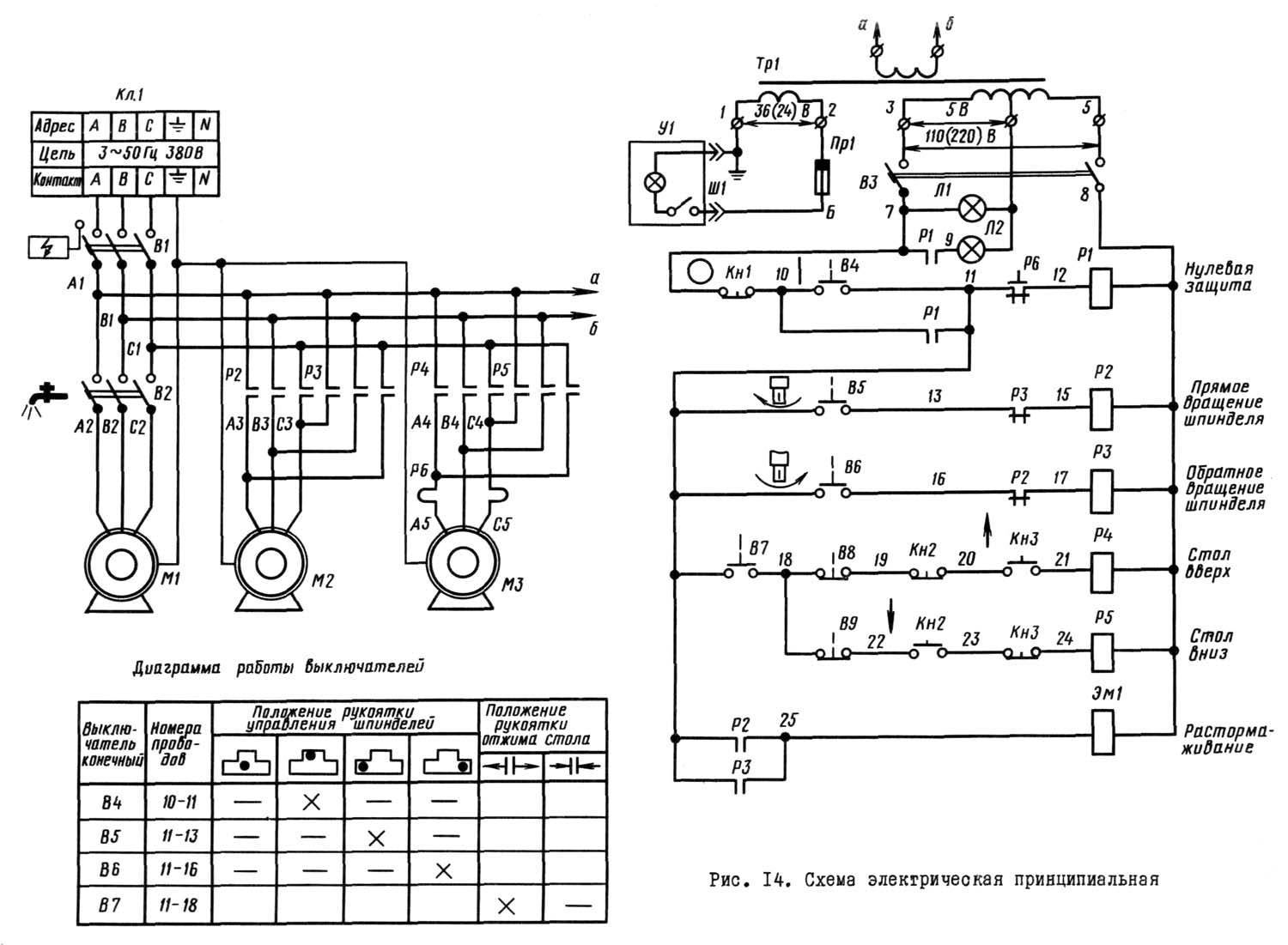
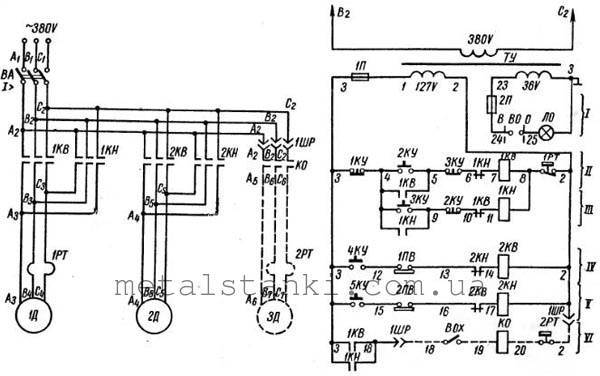
Станок радиально-сверлильный облегченный 2Л53У. Руководство по эксплуатации 2Л53У.00.00.000 РЭ, 1974
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Панов Ф.С. Работа на станках с ЧПУ, 1984
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Тепинкичиев В.К. Металлорежущие станки, 1973
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
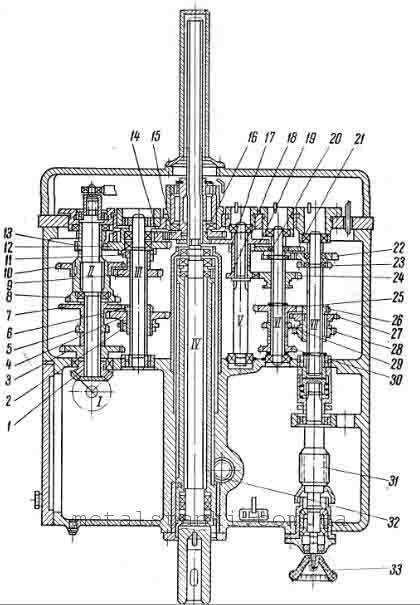
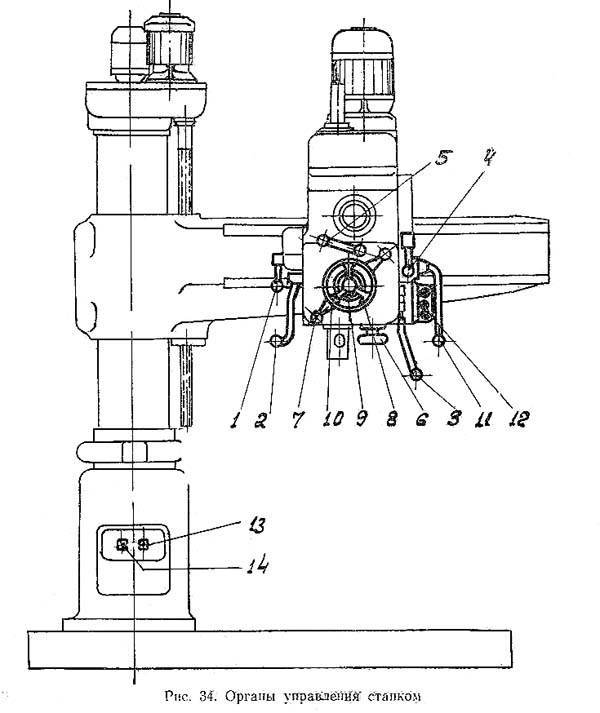
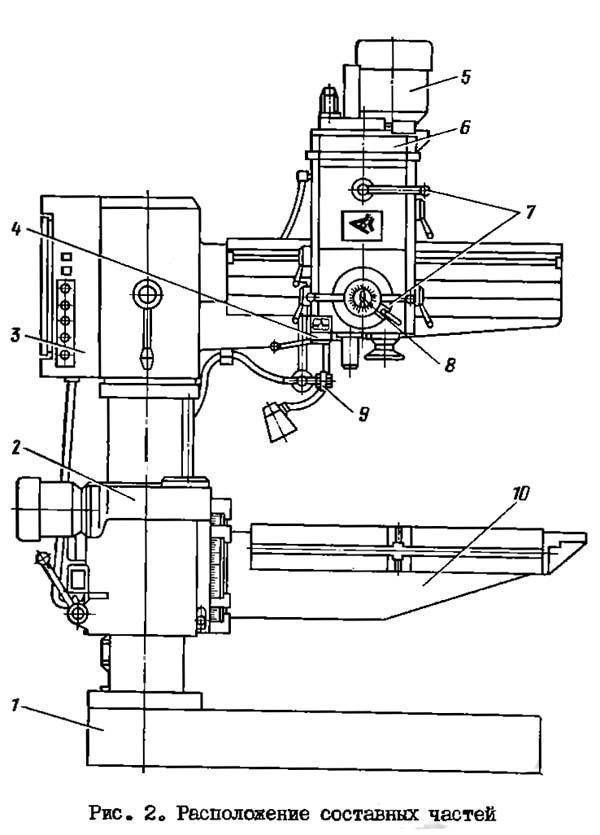
Органы управления
На станок 2М55 руководство по эксплуатированию приводит описание управления станком.
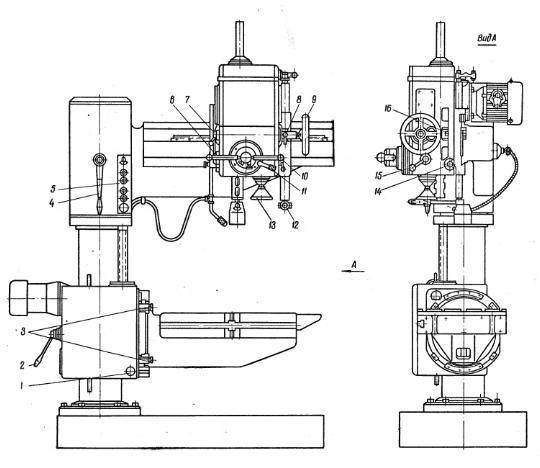
Органы управления станком 2М55
На рисунке предоставлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины высверливания – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны одновременно с сверлильной головкой – 10;
- зажим колонны одновременно с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- правильная настройка лимба -13;
- амперметр (указатель нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- указатель преднабора – 16;
- подъем рукава – 17;
- выключение шпинделя – 18;
- рукоять преднабора – 19;
- пуск основного мотора – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- локальное освещение – 26;
- включение механической подачи – 29;
- точная подача ручным способом – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.