Переделка из инверторного аппарата
Правильно собрать плазморез из сварочного инвертора своими руками можно, тщательно изучив принципы изготовления, купив все нужные детали.
Чертеж плазмореза на основе инвертора
Самодельные устройства рекомендуется собирать по типовым схемам, например на основе аппарата АПР-91. Необходимо четко придерживаться готовых чертежей. Это поможет правильно установить все конструктивные элементы, сделать работоспособное устройство.
Схема и изготовление осциллятора
Блок используется для генерации высокочастотных токов. Он функционирует в импульсном или непрерывном режиме. Осциллятор помогает быстро подготовить резак к работе.
Электрическая схема этого узла включает в себя:
- преобразователь (выпрямитель);
- ряд конденсаторов;
- блок питания;
- управляющие элементы;
- импульсный модуль;
- датчик напряжения.
Рекомендуем к прочтению Как самому сделать индукционный нагреватель из сварочного инвертора
Необходимые детали и возможность их самостоятельного изготовления
Для изготовления плазмореза требуется мощный источник питания. Лучший вариант – сварочный инвертор, выдающий стабильное напряжение.
Также потребуются следующие компоненты:
- Блок питания. Для формирования этого узла используют сварочный инвертор, работающий с постоянным током. Переделывать его не нужно: устройство обладает всеми необходимыми для работы параметрами.
- Плазмотрон. Этот компонент рекомендуется покупать в готовом виде, создавать его самостоятельно сложно.
- Осциллятор. Устройство паяют по простой схеме. Однако людям, не разбирающимся в электротехнике, рекомендуется приобретать модуль в готовом виде.
- Компрессор. Для самодельного агрегата подойдет любая деталь, например от краскопульта.
- Кабель-шланг. Этот элемент можно сконструировать из кислородного шланга и стандартного провода. Однако желательно приобрести готовый набор, включающий все необходимые компоненты.
- Кабель массы. Снабжается зажимом для фиксации на разрезаемой детали.
Процесс сборки плазмореза
Для подготовки оборудования к использованию плазмотрон соединяют с компрессором и инвертором.
Для этого потребуются кабель-пакеты, с которыми работают так:
- Провод подачи электрического тока применяют для соединения электрода с инверторным сварочным аппаратом.
- Воздушный шланг подключают к плазменной горелке и компрессору. В результате из воздушного потока должна образовываться струя плазмы.
О дальнейшей эксплуатации
Разрезаемый металл расплавляется только в точках воздействия, поэтому важно следить за перемещением потока. При смещении воздушно-плазменной струи качество работы ухудшается
Для соблюдения важного требования применяют тангенциальный способ подачи газа в камеру сопла.
Во время резки контролируют следующие показатели:
- Скорость движения воздуха. Она не должна резко повышаться. Качественный срез получается, если параметр составляет 800 м/с.
- Силу тока, подаваемого инвертором. Она должна составлять не более 250 А.
Правила техники безопасности при работе плазморезом
Процесс плазменной резки при несоблюдении правили работы является опасным для здоровья и жизни людей. Основными вредными факторами являются:
- Брызги расплавленного металла. Во время реза поток плазмы расплавляет металл и выдувает его из разрезаемой детали. Попадание расплавленных капель на горючие вещества приводит к их возгоранию, а попадание на кожу вызывает сильные ожоги, вплоть до IV степени (обугливание). Для защиты необходимо направлять поток плазмы в сторону от людей и горючих материалов.
- Вредные газы и пыль. Во время реза металл на только расплавляется, но и горит. Образующийся при этом дым вреден для здоровья. Кроме того горят загрязнения на поверхности деталей. Поэтому рабочее место необходимо оборудовать вытяжной вентиляцией и работать в респираторе.
- Яркий свет. Во время работы электросварки и резки плазмой, образованной электрической дугой, кроме видимого света появляется ультрафиолет. Этот вид излучения приводит к ожогам сетчатки глаз. Для защиты рабочее место огораживается переносными щитами, а резчик должен пользоваться защитным щитком.
- Температура. После завершения работы края детали некоторое время остаются нагретыми до высокой температуры и прикосновение к ним может привести к ожогам. Для того, чтобы избежать подобных травм к разрезанным деталям можно прикасаться только в защитных рукавицах или через некоторое время, достаточное для остывания кромок.

Особенности микроплазменного соединения
Сварка по плазменной схеме бывает трех вариантов, зависимо от силы тока, используемой в процессе работы:
- микроплазменная технология сваривания на токах — 0,1А-25А;
- соединение с наличием средних токов — 25А-150А;
- соединение с наличием больших токов — 150А и выше.

Первая вариация более востребованная. В процессе соединения металлических образцов посредством низкоамперного тока формируется дежурная дуга. Она бесперебойно горит меж соплом водоохлаждения из меди и двухмиллиметрового сечения вольфрамовым электродом.
Основная дуга формируется после подведения плазмотрона к поверхности обрабатываемого металлического образца. Газ, формирующий плазму, подается по соплу плазмы, диаметр которого может быть 0,5-1,5 миллиметров.
Максимальный диаметр дуги плазмы 2 миллиметра. Благодаря этому показателю на относительно небольшом элементе обрабатываемого изделия формируется довольно большая тепловая энергия. Подобный тип сварочных работ, как и сварка электрозаклепками, более всего эффективен для металлических образцов, толщина которых составляет меньше 1,5 миллиметра.
Для формирования плазмы, защитной газовой среды по этой технологии применяется аргон. В зависимости из какого металла или сплава образец, дополнительно могут использоваться добавки для увеличения КПД «плазмы».









Плазменный сварочный аппарат способен соединять металлические изделия в разных режимах. Диапазон использования сварки довольно обширный:
- крепление мембран к масштабным конструкциям;
- производство тонкостенных труб, емкостей;
- сваривание фольги;
- изготовление ювелирных украшений;
- множество прочих соединений.
Производитель
Созданием и усовершенствованием данного устройства занимается компания ООО «АСпромт» — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день компания ООО «АСпромт» продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Испытание
Для испытания собранного агрегата требуется выполнить проверочный рез металла:
- подать электропитание на инвертор;
- спустя 10 минут выключить и проконтролировать на нагрев;
- если не греется, еще раз подать электропитание;
- запустить компрессор;
- после наполнения ресивера открыть воздушный кран и послать воздушный поток сквозь генератор плазмы;
- нажатием кнопки выключателя с механизмом мгновенного действия возбудить вспомогательную электродугу;
- при ее наличии выполнить тестовый рез металла.
По окончании проверки отключить устройство от электросети и еще раз проверить все компоненты на нагрев.

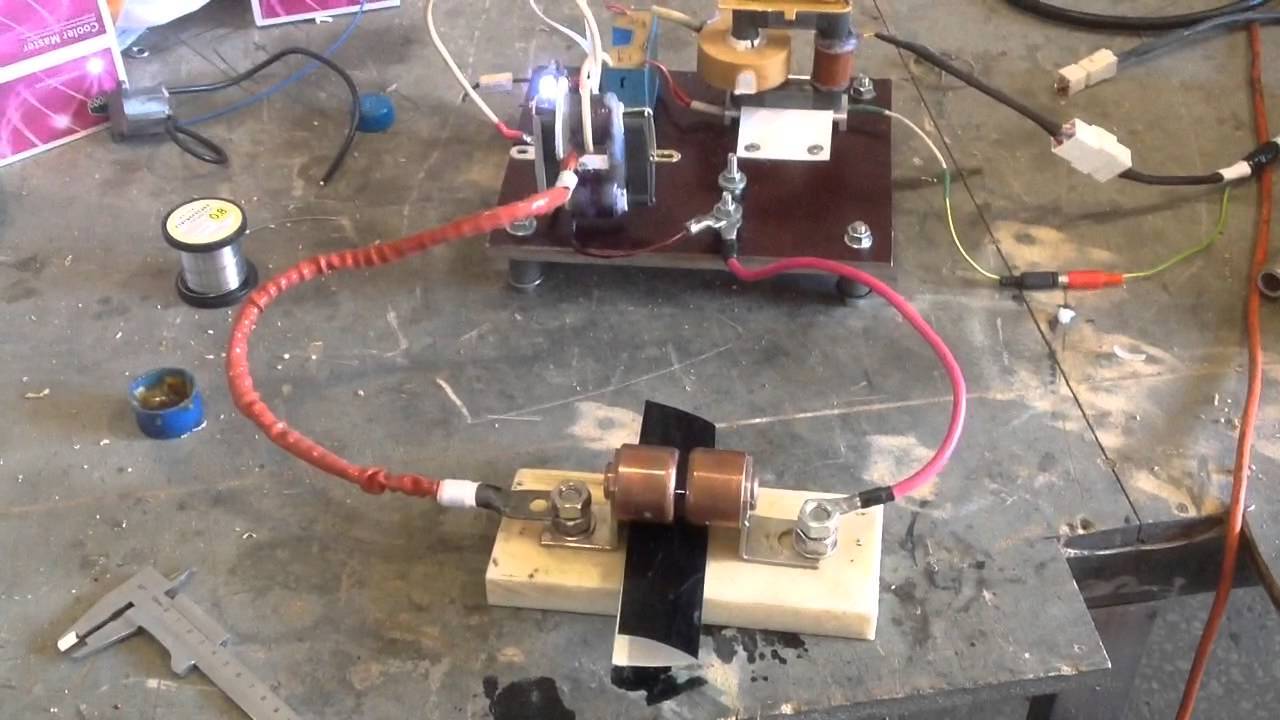
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.

Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
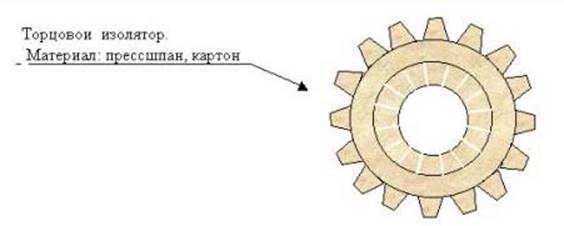
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
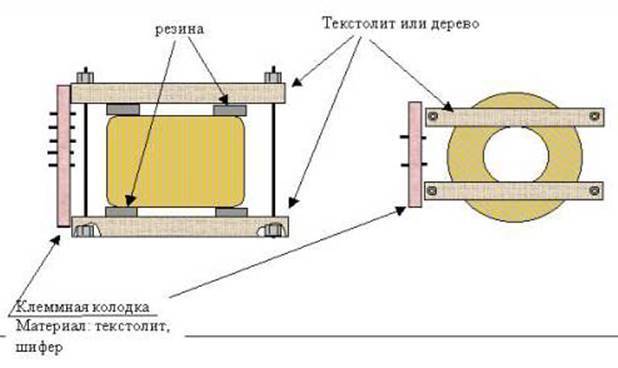
Схема работы плазмореза
Итак, когда вы нажимаете на кнопку розжига, источник электрической энергии автоматически включается, и в резак попадает высокочастотный ток. Из-за этого появляется дежурная дуга между электродом и наконечником сопла. Температура дуги составляет от +6 000 до +8 000 градусов









Следует обратить внимание на то, что дуга между разрезаемым металлом и электродом появляется не сразу, на это требуется время
После этого в камеру резака начинает поступать воздух, находившийся в компрессоре (сжатый). Воздух начинает нагреваться при прохождении через камеру, в которой расположена дежурная дуга, и его становится больше в 100 раз. Помимо этого он начинает ионизироваться, по сути, превращаясь в токопроводящую среду, хотя воздух сам по себе является диэлектриком.
Сопло, которое сужено до 0,3 см создает плазменный поток, который вылетает из резака с большой скоростью (от 2 до 3 метров в секунду). Температура воздуха, который стал ионизированным, достигает до +30 000 градусов. С такой температурой воздух по проводимости становится таким же, как и проводимость металла. Как только плазма попадает на обрабатываемую поверхность, дежурная дуга выключается, но вместо нее включается рабочая. Плавление металлической заготовки производится в месте среза, откуда жидкий металл сдувается воздухом, который попадает в зону среза. Это и есть схема резки.
Разновидности технологии
Методы различаются параметрами работы оборудования, сферой применения и некоторыми другими характеристиками.
Прямого действия
Принцип работы агрегата при возбуждении электрической дуги тот же, что при электродуговой сварке: один контакт соединяется с электродом, другой – с обрабатываемой деталью. Образуется мощная дуга, падающая на металл.
Плазма вырабатывается так:
- клемма подсоединяется к соплу, поступающий в плазмотрон газ ионизируется;
- после переноса контакта на свариваемую деталь дуга попадает на материал, плазма выводится из сопла.
Чтобы понять, что такое плазменная сварка прямого действия и как работать этим методом, нужно знать, что мощность струи разогретого газа зависит от силы тока. Аргон не только удерживает устойчивую дугу, но и препятствует попаданию кислорода в сварочную ванну.
Косвенного действия
Принцип функционирования сварочных аппаратов этого типа основывается на следующих процессах:
- Подключение одного полюса к неплавкому электроду, второго – к плазмотрону.
- Возбуждение электрической дуги. Мощность определяется давлением аргона в плазмообразующей установке. При ионизации газ нагревается, увеличивается в объеме. Аргон при сварке косвенного действия расходуется медленнее, чем при прямой технологии.
- Подача дуги на металл с большой силой. Обрабатываемый участок при этом расплавляется.
При косвенном методе поддерживается устойчивая дуга, температура плазмы ниже, чем при прямой сварке. Установки используют для напыления порошков, получения термоэффектов, соединения материалов, обладающих низкой электропроводностью. Защитный газ подается автоматически.
Плазменные сварочные аппараты: технология работы
Плазма – это четвертое состояние вещества, ионизированный газ, состоящий из ионов простых веществ: газов или металлов и электронов, а также электромагнитного излучения, которое неизбежно возникает при возбуждении атомов. Энергия и температура плазмы могут располагаться в очень широких пределах. Нас интересует область температур 5000 – 10000°С и энергия, лучше сказать, мощность от сотен Ватт до сотен кВт. Она легко достижима в аппаратах сегодняшнего дня. В плазмотроне она может быть получена в следующем порядке:
- Дуга горит между вольфрамовым катодом и соплом – это косвенная дуга.
- Дуга горит между катодом, соплом и деталью – смешанная дуга.
- Дуга горит между катодом и деталью – это прямая дуга.

Дугу в плазмотроне накачивают рабочим газом, при небольшом давлении: 0.2… 5 бар, которое зависит от тока. Рабочее напряжение плазменной дуги выше обычной в несколько раз, а ток имеет тот же порядок. Поскольку электрическая дуга имеет склонность к филаментации (распадается на отдельные каналы), то рабочий газ предварительно завихривают на входе. Дуга сжимается в узкий шнур и остается прямой за счет высокой скорости ионного газа. Как следствие, получаем большую энергию и мощность в ее пятне. Плавление металла происходит тоже в области пятна.
Создать плазму при помощи электрического тока и рабочего газа можно нажатием кнопки и, после небольшого прогрева горелки, использовать для:
Сварки
Плазменная дуга нагревает любой, известный в Периодической системе элементов, металл или сплав таких металлов, до плавления и даже кипения в нормальных условиях. Необходимым условием является лишь мощность дуги для данной массы свариваемых деталей. И можно варить на здоровье.
Остается только защитить ванну (область сварки) инертным газом: азотом, аргоном, или органическими парами спирта или ацетона (восстановление за счет свободных радикалов). Это делает, благодаря своей конструкции, горелка плазмотрона. Конечно, с небольшой помощью мастерства сварщика.

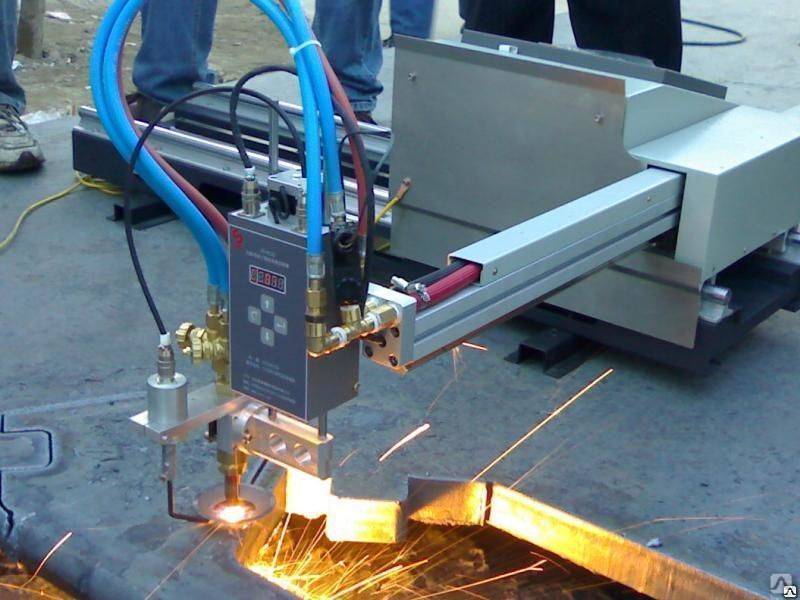
Резки
Высочайшая температура плазменной дуги и ее узкий канал обеспечивают идеальные условия для глубокой резки самых тугоплавких металлов и неметаллов. Неметаллы режутся косвенной дугой, а металлы – любой из них, в зависимости от толщины. При этом, за счет энергии плазмы, достигается самая высокая скорость и качество, уступающее только лазеру, резки. Для поддержания постоянного расстояния между соплом горелки и поверхностью реза могут быть использованы упорные ролики.

Пайки
При работе с защитным газом, или использовании смесей воды со спиртом или ацетоном в качестве рабочих жидкостей, атмосфера в области пайки оказывается без кислорода. В первом случае рабочий газ вытесняет кислород, во втором случае – связывает за счет восстановления свободных радикалов органических молекул, имеющихся в плазме. Благодаря этому, при значительной экономии флюсов, можно паять любые виды металлов, какие только совместимы между собой и припоями.
Как изготовить плазменный резак
Рабочим инструментом установки плазменной резки является резак, или плазмотрон. Он создает поток воздуха, превращенный в плазму, разогретую до 30000°С, которая разрезает металл.
Изготовить его можно самостоятельно. Желательно в качестве образца использовать готовую конструкцию. Состоит плазмотрон из нескольких основных элементов:
- Центральный держатель со сменным электродом. При токе реза до 100А и толщине металла до 50 мм держатель изготавливается из медного прута, в более мощных аппаратах внутри есть каналы для водяного охлаждения. Для поджига дуги расстояние между электродом и соплом должно быть 2 мм, поэтому для регулировки плазмотрона центральный стержень делается подвижным.
- Изолятор между центральным электродом и наружным корпусом. Часть изолятора, ближняя к соплу, изнашивается и изготавливается сменной из фторопласта.
- Наружный корпус со сменным соплом. Плазма образуется в камере между электродом и соплом. При изготовлении устройства с водяным охлаждением внутри стенок находятся каналы для охлаждающей жидкости.
- Сменные насадки, кабеля – силовой и для вспомогательной дуги, шланги.
Один из способов изготовить такое устройство – это сделать его из горелки для аргонно-дуговой сварки. В ней есть большинство необходимых элементов:
- вольфрамовый электрод Ø4мм с возможностью регулировки положения;
- клемма и кабель для подачи к нему тока для сварки;
- направляющие каналы и шланг для подвода газа к соплу.
Для доработки необходимо:
- снять тонкостенное латунное сопло;
- накрутить вместо него изолирующую прокладку из фторопласта цилиндрической формы с резьбой снаружи и внутри цилиндра;
- сверху на прокладку накрутить латунный корпус с креплением для медного сопла;
- к корпусу припаять или прижать хомутом кабель для вспомогательной дуги;
- в рукоятке установить микровыключатель, включающий режим реза.

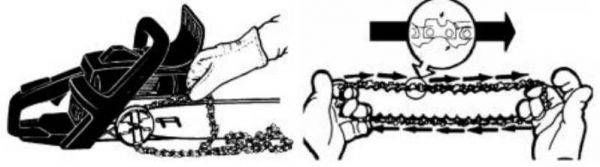
Сменные насадки
Сменными элементами, которые изнашиваются во время работы, являются электроды и сопла:
- Электрод изготавливается из меди со вставкой из тугоплавкого металла – бериллия, тория, циркония и гафния. Вставка находится в центре, напротив отверстия сопла. Вспомогательная кратковременная дуга появляется между краем электрода и соплом, рабочая постоянная между вставкой и деталью, поэтому вставка, является самым изнашивающимся элементом и заменяется вместе с электродом.
- Сопло формирует плазменную струю, образованную электродом. Оптимальный размер сопла 30мм, в центре находится отверстие Ø2мм. Во время работы плазма, проходящая через него, увеличивает диаметр канала, что делает поток газа шире, а рез менее аккуратным. Поэтому сопло, как и электрод, следует периодически менять.
Выбор газа
Несмотря на то, что любой металл можно разрезать потоком воздуха, создаваемым компрессором, для каждого из металлов есть оптимальный состав газа:
- медь, латунь и титана – азот;
- алюминий – смесь азота с водородом;
- высоколегированная сталь – аргон.

Описание аппаратов
На рынке имеется большое число различных компаний, которые продают свои изделия. Однако большая часть этих изделий предназначена для резки металлов. При этом часто они обозначаются как аппараты для плазменной сварки. Но в дальнейшем оказываются резаками (cut). С другой стороны, большинство сварочных аппаратов имеют функцию резки металлов. Например, аппараты Горыныч, Мультиплаз 4000 и Plazarium SP3, кроме сварки, могут производить и резку металла. При этом в качестве газообразующей жидкости используется вода.









Характеристики некоторых аппаратов плазменной сварки приведены в таблице.
| Наименование | Компания | Ток, А | Рпот, кВт | Газ/Защитн. | ВЧ-поджиг | Вес, кг | Цена, тыс. руб. |
| Горыныч, ГП-37-10 | АСпромт, Россия | 10 | 2,5 | Вода + спирт | _ | 5,4 | 29 |
| Plazarium SP3 | Плазариум, Россия | 4-12 | 2,6 | Вода + бензин | _ | 6 | 68,9 |
| Мультиплаз 4000 | Мультиплаз, Россия | 10-180 | 4 | Вода + спирт | _ | 28 | 105 |
| SBI PMI 50 TL Basic | SBI, Австрия | 0,5-50 | 5 | Ar/Ar + He | + | 47 | Договор |
| Microplasma 20 | EDM, Германия | 0,1-20 | 50 | Газ | + | 50 | 598 |
| SBI PMI 500 TL | SBI, Австрия | 5-500 | 20 | Ar/Ar + He | + | 115 | Договор |
Первые три аппараты производятся в России. В качестве плазмообразующей среды в них используются пары водно-спиртового (Горыныч и Мультиплаз 4000) или водно-бензинового (Plazarium SP3) растворов. Первые два устройства можно отнести к микроплазменному типу (ток плазмы менее 25 А), а третий аппарат можно считать аппаратом средней мощности. Необходимо отметить, что каждая из компаний производит целую линейку аппаратов, имеющих различную мощность. Например, в семействе аппаратов Мультиплаз имеются более мощные устройства 7500 и 15000, которые соответственно потребляют большую мощность и имеют больший вес.
Далее в таблице приведены характеристики профессиональных аппаратов австрийской и немецкой компаний. Аппараты серии PMI предназначены для микроплазменной точечной и шовной сварки. Программное обеспечение аппарата сохраняет до 50 режимов работы агрегата. С помощью контроллера осуществляется большое количество автоматических регулировок рабочего цикла сварки, в том числе продувка газа перед работой и после сварки, регулировка режима установки рабочего тока. Основные параметры сварки отображаются на сенсорном дисплее. Там же отображаются сигналы об ошибках или предупреждения. Возможно подключение к компьютеру и управление процессом дистанционно. В таких аппаратах присутствуют устройства ВЧ-поджига дуги.
Примерная стоимость аппаратов для сварки серии PMI на Яндекс.маркет
В таблице приведены характеристики аппарата SBI PMI 50 TL Basic и более мощного SBI PMI 500 TL с максимальным током плазмы в 500 А. Такие мощные аппараты чаще всего используются в роботизированных производственных установках.
Еще более продвинутыми являются аппараты для плазменной сварки типа Microplasma немецкой компании EDM . В продаже имеется несколько моделей с токами до 20, 50 и 120 А. В таблице приведены данные для аппарата типа Microplasma 20. Агрегат такого типа предназначен для микроплазменной сварки постоянным током. С его помощью можно производить наплавку и соединение листов, фольги, сетки из Fe, Ni, Cu, Ag, Ti и их сплавов. Аппарат Microplasma 20 может быть использован при производстве и ремонте в авиационной, аэрокосмической отраслях, а также в электротехнической, химической и медицинской промышленностях.
В аппаратах такого типа используется настройка сварочного тока с помощью потенциометра, регулировка параметров сварки (стартовый и сварочный токи, ток завершения сварки, время продувки газом), защита сварочной горелки с помощью реле, индикация параметров сварки на дисплее.
Горелка подсоединяется к аппарату Microplasma шлангами для подачи защитного газа и плазменного газа, а также подачи и отвода охлаждающей жидкости. Для охлаждения используется специальная деионизированная жидкость. Кабель управления сварочной горелкой подключается к аппарату с помощью 5-контактной розетки.