
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Технология порошковой окраски авто
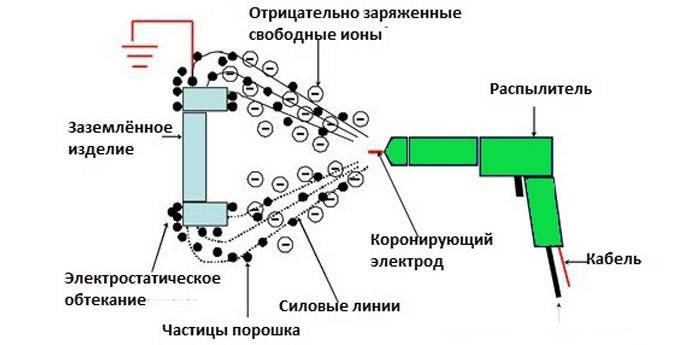
Перед нанесением металлическая поверхность детали тщательно зачищается и обезжиривается. При прохождении каналов в распылителе для порошковой покраски, частицы краски электризуются от внешнего источника или же получают заряд при трении. Далее за счет образования электрического поля они попадают и закрепляются на металле, который имеет противоположный заряд. Те частицы порошкового материала, которые не фиксируются на поверхности, отбираются в окрасочную напылительную камеру, и могут быть повторно использованы для окрашивания деталей. Далее обработанная кузовная деталь перемещается с помощью специальных стендов в камеру для полимеризации и сушки. В результате получается надежный слой ЛКП, который по характеристикам значительно опережает простые эмали.
Сам процесс полимеризации происходит за счет помещения стенда с закрепленной деталью в специальную камеру, где происходит нагрев материала до стадии плавления. После этого в случае использования термореактивных материалов то идет процесс медленного отвердения, если же в работе термически пластичные составы, то обеспечивают процесс охлаждения детали.
В конечном итоге на обрабатываемой поверхности создается плотная пленка, которая не только внешне украшает деталь, но и хорошо защищает его от коррозии, и достаточно устойчива к механическим повреждениям.
Принцип работы инструмента
Суть работы данного оборудования можно разделить на три основных шага:
- В пульверизатор насыпают краску и подключают оборудование для электризации частиц материала. Заряд они получают при прохождении каналов распылителя.
- Обрабатываемую деталь заземляют.
- Наносят заряженные частицы краски на металлическую поверхность.
Помимо самого краскопульта для порошковой покраски в линию обработки входит определенный набор узлов, список которых ниже.
- емкость для порошковой краски.
- стенды для крепления изделий, с крепежными зажимами и крюками.
- автоматические линии для перемещения стендов в камеру для последующей обработки.
- напылительная камера.
- циклон для придания заряда частицам краски.
- фильтры.
- разгрузочная камера.
- камера для нагрева и полимеризации порошкового материала.
- вентиляция.
- осветительные приборы.
- компрессор.
Если говорить о схеме самого пистолета для порошковой краски, то она следующая:
- Канал подачи воздуха.
- Линия для подачи краски.
- Заряжающие поверхности.
- Заземление.
- Порошковая смесь.
- Головка для распыления готового состава на металлическую поверхность.
Виды краскораспылителей
В зависимости от технологии, которая лежит в основе такого инструмента можно выделить несколько основных видов оборудования.
- Электростатический пистолет для порошковой покраски. С помощью данного устройства можно наносить очень тонкий слой материала 30-250 мкм. Хорошо обрабатывает не только ровные поверхности, но и рельефные формы детали. Характеризируется экономным расходом краски и легкостью обслуживания. Но главный минус – это высокая цена. При обработке поверхность не нужно предварительно разогревать. Для заряда частиц материала используют электрические генераторы.
- Трибостатический пистолет. Также часто используется при работе с порошковой краской. В этой технологии процесс электризации частиц краски происходит за счет трения их друг об друга. Тут не подключают специальных генераторов для заряда. Из недостатков можно выделить проблемы с набором нужной величины заряда частицами и зависимость от влажности в самом рабочем помещении. Такие факторы могут сказаться на плохом осаждении частиц краски на металлической детали, что приведет к повышению расхода материала, и снижению качества самого покрытия.
- Флюидизированный. Данная технология заключается в том, что деталь предварительно нагревают, после чего наносят краскопультом порошок, далее он расплавляется, образуется пленка и идет процесс сушки. Так можно накладывать несколько слоев краски. Таким подходом пользуются редко, да и реставрирую в основном ровные поверхности.
Важный момент! При работе с порошковыми красками используйте средства личной защиты, такие как перчатки, очки, респиратор и одежда с длинным рукавом. Связанно это с тем, что этот материал имеет в своем составе вредные вещества, среди которых: свинец, кадмий, отвердитель триглицилизоцианурат, аллергены, эпоксидные смолы.
Регулировка входного давления
Чтобы правильно настроить инструмент, необходимо знать, какое давление нужно для краскопульта. Рекомендованные значения указаны в инструкции по эксплуатации. Настраивают прибор с помощью регулятора с манометром, расположенного возле рукоятки. При перемещении воздуха по инструменту часть давления теряется. Подключенный к рукоятке регулятор позволяет правильно выбрать параметр.

Встроенный манометр
Выбор параметров в этом случае не вызывает затруднений.
Если краскопульт снабжен встроенным электронным манометром, его настраивают так:
- полностью открывают винт регулировки ширины факела;
- нажимают на ручку распылителя;
- устанавливают требуемое давление, используя регулятор объема воздуха.
С помощью отдельного прибора
https://youtube.com/watch?v=Uo9BB_RD3uo
Настройку окрасочного пистолета с отдельным манометром выполняют так:
- Выставляют винты изменения размера облака и скорости воздушного потока в максимальное положение. Скорость распыления лакокрасочного состава при этом неважна.
- Надавливают на курок краскопульта так, чтобы распылитель начал подачу сжатого газа. Поворачивая регулировочный винт на манометре, выбирают нужное входное давление. Рекомендованный для конвенционального краскопульта параметр – 3-4 бар. Для приборов с низким входным давлением это значение будет составлять 1,5-2 бар.
- Выставляют регулятор подачи краски в максимальное положение. Удостоверившись, что все винты находятся в правильном положении, а вязкость состава соответствует нормальным значениям, приступают к тестированию.
Без измерителя давления
Если пистолет не имеет измерительных элементов, можно выставить примерное давление с помощью редуктора компрессора или манометра фильтрующей системы.
При настройке инструмента учитывают такие моменты, как:
- Давление в нормальном, незагрязненном фильтре должно составлять 0,3-0,5 атм. Если деталь засорена, рекомендованное значение увеличивается в 4-5 раз.
- Часть давления теряется при перемещении воздуха по шлангу. Параметр снижается на 0,6 атм.
Для подготовки прибора к работе нужно выставить винт подачи газа в максимальное положение. После этого открывают регулятор размера облака, нажимают на рычаг распыления. Устанавливают давление на редукторе, учитывая потери.
Все, что нужно знать начинающему маляру порошковой покраски
Categoriesстатьи 03.09.2019
02
Share this post
Новичкам в любом деле сложно. И маляры в порошковой индустрии не исключение. Конечно, без ошибок не обойтись. Но их количество можно минимизировать, если должным образом подготовится. В данной статье мы поделимся секретами порошковой покраски: расскажем, как правильно подготовить окрашиваемую поверхность, какое оборудование необходимо, и какую краску использовать — все, что нужно знать начинающему маляру для качественного окрашивания металлических поверхностей
Алгоритм работы
Методика проведения работы зависит от того какого размера используется пистолет:
- Для начла в распылитель в специальный отдел помещаются запряжённые частички ЛКМ.
- Дальше возле детали, которая будет окрашиваться формируется плотное соединение заряженных пигментированных частичек.
- После деталь требуется заземлить и обработать при помощи частичек, которые к ней присоединяться.
В целом для проведения работы необходимо иметь при себе:
- Емкость, для помещения в нее элементов, с которыми будет проводиться работа.
- Поворотные детали, при помощи которых изделия будут навешиваться.
- Камеру для напыления.
- Циклон с помощью которого будут образовываться и заряжаться частички красителя.
- Слой для фильтрации.
- Камеру для разгрузки.
- Приспособления с помощью которых будут передаваться элементы, которые двигаются на средней или медленной скоростях.
- Бокс, в котором будет проходить полимеризация покрытия.
- Вентилятор.
- Автоматическую систему управления.
- Подсветку.
- Отсек который заранее подготовит сжатый воздух для того чтобы «подтолкнуть» выброс красителя.
- Пистолет для проведения порошковой покраски.
Пистолет устроен по следующему принципу:
- Канала через которых поступает порошковый ЛКМ.
- Канала, по которому поступает воздух.
- Линии заземления.
- Поверхностей, которые предназначены для заряда частичек.
- Порошково-воздушной смеси.
- Насадки, через которую порошковый состав подается в пистолет и распыляется на основания.
Принцип работы
Вне зависимости от размера пистолета схема его работы выглядит следующим образом:
- пульверизатор наполняется заряженными частицами лакокрасочного материала;
- рядом с обрабатываемым предметом создается скопление заряженных цветных частиц;
- изделие заземляется и обрабатывается притягивающимися частицами.
Полная схема содержит в себе такие составляющие:
- камера для загрузки обрабатываемых деталей;
- поворотные устройства для навешивания изделий;
- напылительная камера;
- циклон для формирования и заряда лакокрасочных частиц;
- фильтрующий слой;
- разгрузочная камера;
- линии для подачи деталей, движущиеся на небольшой скорости;
- камера для полимеризации лакокрасочного покрытия;
- вентилятор;
- автоматическая система управления процессами, которая контролирует все происходящие процессы, подробно фиксируя происходящее для последующего анализа;
- светильник, который позволяет снаружи видеть происходящее внутри системы;
- отсек для подготовки сжатого воздуха, который затем спровоцирует выброс краски;
- пистолет для порошковой покраски.
Конструкция пистолета для порошковой покраски
Сам пистолет основан на следующей схеме:
- воздухоканал;
- канал для подачи краски;
- линия заземления;
- заряжающие поверхности;
- порошково-воздушная смесь;
- насадка для выдачи и распыления состава наружу.
Правильная настройка и применение покрасочного пистолета. Видео
Сегодня мы поговорим на достаточно интересную тему, а именно: как настраивать покрасочные пистолеты.
Начнем с того, что бывает два основных вида покрасочных пистолетов: HVLP и LVLP. Первый из них (High Volume Low Pressure) предлагает мастеру использовать большой объем и маленькое давление воздуха, тогда как второй – Low Volume Low Pressure, что значит, «маленький объем и низкое давление». В основном используются пистолеты первой категории, но, невзирая на то, какое бы устройство не использовалось, настройки, практически, одинаковые.
Главное, на что следует обращать внимание во время настройки:
-подача воздуха – снизу;
-подача смеси, а именно – самой краски;
-настройка ширины факела, в частности, сверху;
-или снизу.
Изначально в пистолете необходимо все показатели выставлять на «ноль».
Открываем давление воздуха.
Слишком много выставлять не нужно, средний расход – 2 атмосферы.
После этого открываем факел.
Если чувствуется, что воздуха мало, его нужно немного добавить.
И в конце постепенно добавляется краска.
При этом, следует сделать немного шире факел.
В основном, хороший факел должен иметь овальную форму и примерно следующие размеры.
Некачественный факел имеет разные размеры с двух противоположных сторон, а также подтеки.
В то же время, если до конца убрать факел, получится прокрашивание точкой, при этом, понадобится также убрать краску.
Этот вариант подходит в том случае, если надо покрасить полости, аккуратно и красиво, в разных местах.
Для оптимальной покраски «обычным» факелом желательно, чтобы каждый последующий штрих наполовину перекрывал следующий. Этот вариант покраски называется «в два слоя».
Сопло до окрашиваемой поверхности должно быть примерно на расстояние ладони с вытянутым большим пальцем.
Если приставить пистолет ближе к поверхности, которая будет окрашиваться, возможны подтеки; если расстояние будет большим – будет плохое перекрытие, в результате чего получится не очень презентабельный вид. Поэтому желательно выполнять процесс ритмично и на одинаковом расстоянии.
В качестве эксперимента попробуем покрасить деталь от автомобиля джип, которая ставится на кузов и получается универсал.
В нашем случае понадобилось выполнить кантики по краям, а отдельные части были дополнены элементами из стекловолокна, поэтому в процессе покраски нам придется немного импровизировать.
После настройки пистолета, приступаем к процессу покраски.
Начинать необходимо с проема, первый слой краски будет использовать примерно 70%. Если краски будет мало, ее можно добавить, но не слишком много.
Между нанесением слоев нужно делать паузу минимум пять минут, чтобы краска хорошо «пропиталась». Как только металик начнет приобретать матовую окраску, это будет значить, что он уже высох.
Второй слой следует наносить способом двойного перекрытия, чтобы поверхность была мокрой, но без подтеков.
Не следует забывать о необходимости периодического прочищения фильтра.
После того, как второй слой подсохнет, понадобится сделать немного меньше давление, чтобы краска вылетала из пистолета крупинками.
Расстояние необходимо будет увеличить и покрывать поверхность для того, чтобы выровнять отдельные участки. Этот заключительный этап называется «эффектный слой».
Наносить его нужно равномерными движениями, чтобы всюду получилось равномерное покрытие.
Тоже самое касательно настроек для лака. Понадобится:
-побольше открыть подачу;
-открыть на максимум факел;
-настроить подачу немного больше 2-х атмосфер.
Сразу видно, что от лака факел намного шире, поэтому наносить лак понадобится гораздо быстрее и чаще.
После этого, мы выставляем и наносим приблизительно 70% лака, как и в случае с краской. Если сразу наложить влажный лак, он может поднять грунт или старую, плохую краску. Поэтому первым делом необходимо наносить такой «туманный» слой, который поможет устранить разного рода мелкие неприятности, в частности, между такими капельками будет выходить растворитель и отвердитель.
Далее нужно нанести второй слой.
По окончании покраски нужно сполоснуть пистолет, для чего, перед началом чистки, понадобится вылить весь лак. Промывать лучше не менее двух раз, для этого следует залить в него 646 растворитель, закрыть крышку и хорошо его потрясти. После этого нужно слить лишнюю жидкость. В самом конце нужно открутить носик и оставить его в растворителе, чтобы он не засыхал.
В самом пистолете нужно оставить немного растворителя, чтобы внутри ничего не засыхало. Главное, чтобы после окончания работы не оставалось никаких пропусков, потому что их закрашивать достаточно тяжело.
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Покрывание детали порошковым покрытием
Следующий этап после подготовительного – непосредственно окрашивание. Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания. Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.
Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.
Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Порошковое покрытие, или порошковая краска — обладает широким спектром возможных областей применения, однако, чаще всего, используется для покраски изделий из металла.
Если вы намереваетесь воспользоваться услугами профессиональных мастерских – стоит обеспокоиться состоянием кошелька.
Дело в том, что цены на покраску довольно высокие, поэтому порошковая покраска своими руками будет очень интересным вариантом.
Имея необходимое оборудование, а так же помещение, условия в котором — максимально приближены к необходимым для проведения работ, можно легко выполнить самостоятельную окраску.
При этом не стоит думать, что качество будет разительно отличаться.
На самом деле, порошковая покраска своими руками практически идентична работам в мастерской, разница лишь в оборудовании и цене.
Если ранее вам уже приходилось сталкиваться с краской в баллончиках, то вся процедура будет очень знакома, отличие лишь в том, что баллончик не нужно встряхивать и он большего объема.
Технология порошковой окраски авто
Перед нанесением металлическая поверхность детали тщательно зачищается и обезжиривается. При прохождении каналов в распылителе для порошковой покраски, частицы краски электризуются от внешнего источника или же получают заряд при трении. Далее за счет образования электрического поля они попадают и закрепляются на металле, который имеет противоположный заряд. Те частицы порошкового материала, которые не фиксируются на поверхности, отбираются в окрасочную напылительную камеру, и могут быть повторно использованы для окрашивания деталей. Далее обработанная кузовная деталь перемещается с помощью специальных стендов в камеру для полимеризации и сушки. В результате получается надежный слой ЛКП, который по характеристикам значительно опережает простые эмали.
Сам процесс полимеризации происходит за счет помещения стенда с закрепленной деталью в специальную камеру, где происходит нагрев материала до стадии плавления. После этого в случае использования термореактивных материалов то идет процесс медленного отвердения, если же в работе термически пластичные составы, то обеспечивают процесс охлаждения детали.
В конечном итоге на обрабатываемой поверхности создается плотная пленка, которая не только внешне украшает деталь, но и хорошо защищает его от коррозии, и достаточно устойчива к механическим повреждениям.
Принцип работы инструмента
Суть работы данного оборудования можно разделить на три основных шага:
- В пульверизатор насыпают краску и подключают оборудование для электризации частиц материала. Заряд они получают при прохождении каналов распылителя.
- Обрабатываемую деталь заземляют.
- Наносят заряженные частицы краски на металлическую поверхность.





