Особенности продольного пиления
размещение пильного диска при продольном распиле
Продольным называется пиление параллельно естественным древесным волокнам. Для него оптимальны циркулярные диски с наклонным профилем резцов. Острые края наклоненных резцов разрезают волокна, которые отслаиваются вдоль волокон и срезаются, формируя опилки.
В процессе пиления на поверхности появляются выколы, мшистость, неровности, которые объясняются различием свойств волокон, сформированных в разные годы.
На профиль поверхности влияет метод расширения пропила, формы зубцов, величина развода. Зубцы затачиваются в форме треугольника таким образом, что работать диском можно лишь в одну сторону.
Виды пильных дисков и форма зубьев
Рабочая оснастка инструмента делится на две категории:
- Монолитная режущая продукция для циркулярки изготавливается на основе цельного металла (высокоуглеродистая сталь), имеет острые зубья. Применяется для работы с древесиной и полимерами. Изделия отличаются доступной ценой и возможностью повторной заточки. Минус — быстрое изнашивание.
- Твердосплавная продукция характеризуется долговечностью и надёжностью. Повышает скорость пропила и дает чистый рез. На таких зубьях находятся остроконечные напайки из кобальта или вольфрама. На рынке этот вид представлен в широком ассортименте. Минус — сложность заточки и большие растраты на восстановление.
Каждый тип зубьев циркулярного диска конструируется для решения конкретной задачи. Существует следующая их классификация:
- Плоский резец (маркировка FT) используется для скоростного пиления любой древесины.
- Сменная конфигурация (ATB) отличается чередованием зубьев, направленных в противоположные стороны. Такие резцы демонстрируют оптимальный и чистый ход. Используются при продольных или поперечных пропилах древесины, композитных плит или камня.
- Комбинированная конфигурация (Combi) состоит из поочерёдного сочетания четырёх ATB (сменных) и одного FT (плоского). Такие резцы обладают универсальностью и пригодны для пропилов различного типа.
- Сменные зубья (HiATB) характеризуются увеличенным боковым наклоном и предназначаются для работы с хрупким материалом.
Визуальный осмотр полотна
Для сравнения будут показаны несколько дисков, которые отличаются по внешнему виду.
Выбор дисков для проверки
Проверка плоскостности пильного диска
Металлической линейкой проверяют геометрическую ровность диска. Для этого линейку прикладывают между зубьями со стороны маркировки диска и смотрят просветы.
Проверка диска со стороны маркировки
Затем линейку
прикладывают с обратной стороны диска и тоже выявляют просветы.
Проверка диска с обратной стороны
Если диск ровный, то
металлическая линейка плотно ложится на полотно и просветов не будет.
Осмотр зубьев
Зубья диска имеют твердосплавную
напайку. Геометрия зубьев должна быть правильной. У некачественного диска зубья
идут вразнобой и имеют разные углы наклона. Это видно при внимательном
рассмотрении каждого зуба.
Осмотр состояния зубьев
Осмотр напаек
Высокотемпературной
пайкой к диску крепят режущие пластины. Напайки бывают разных геометрических
форм: скошенные, прямые, конические, трапециевидные. На диске все напайки
должны быть одинаковой величины и одной геометрической формы.
Осмотр напаек
Если сравнивать два
диска: дорогой брендовый и дешёвый китайский, то у брендового диска размер
напаек больше. Такой диск рассчитан на 10‒12 заточек, а диск с маленькими
напайками больше 5 раз заточить невозможно.









Сравнение напаек дисков
Качество распилов у выбранных
дисков одинаковое. Однако лучше иметь диск с большими напайками, который
выдерживает большие нагрузки и многократные заточки.
Проверка толщины полотна
Стальное полотно диска
бывает тонким или толстым. Его изготавливают лазерной порезкой. Для снижения
шума и вибраций на полотне диска делают компенсационные прорези. У качественных
дисков предусмотрены волнообразные расширения.
Если тонкий диск гнётся
под давлением рук, то толстый диск согнуть невозможно.
Проверка полотна под
давлением рук.
Толстыми дисками
пользуются, когда надо сделать ровный пропил мощной пилой. Для аккумуляторной
циркулярной пилы покупают тонкие и более дешёвые диски.
Проверка углов заточки зубьев
У зубьев много углов,
но основным считают передний угол наклона. Он бывает положительным или
отрицательным.
Углы заточки зубьев
От переднего угла диска
зависят возможности диска:
- продольный распил — 15‒25 градусов;
- поперечный распил — 5‒10 градусов;
- универсальное применение — 15 градусов.
Ламинированные
поверхности, пластик и алюминий распиливают дисками с отрицательным углом. Древесину распиливают дисками, имеющими положительный угол
заточки.
Диск с положительным углом заточки
Продольную распиловку
выполняют дисками, у которых угол заточки положительный и небольшое количество
зубьев. Если угол заточки 18‒25 градусов, то распиловка произойдёт быстро, но с
невысоким качеством.
Диск для продольной распиловки
Как правило, распилы древесины вдоль и поперёк производят универсальным вариантом пильного диска для циркулярной пилы, например, с углом заточки 15 градусов.
Универсальный диск
Выбор по количеству зубьев
Пильные диски различают
по количеству зубьев. Считают, что если зубьев от 10 до 40, то это малое
количество зубьев. От 40 до 80 — это средняя величина зубьев, а от 80 до 90 —
это большое количество зубьев.
Грубый пропил
получается диском с 16‒24 зубьями.
Диск с 16 зубьями.
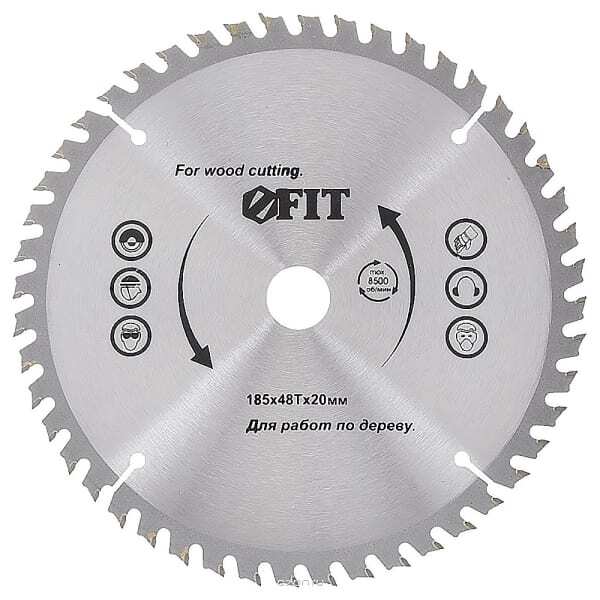
Когда нужен гладкий
распил, то выбирают диск 36‒48 зубьев.
Диск с 48 зубьями
Оценка остроты зубьев
Опытные пользователи
всегда контролируют состояние зубьев. Диск с тупыми зубьями плохо пилит,
греется, на древесине остаются следы от распила.










Проверку проводят
пальцами. Когда диск острый, то зубья цепляют кожу и чувствуется лёгкое
покалывание. У тупого диска зубья гладкие.
Проверка диска пальцем
Оценка покрытия полотна
Чтобы к диску не
прилипали древесные смолы, и он не застревал в пропиле, полотно имеет гладкое
зеркальное покрытие. На нём не должно быть царапин.
Покрытие диска
Вывод
Не существует универсальных дисков. К выбору каждого пильного диска для циркулярной пилы необходимо подходить вдумчиво. Иногда дорогой, но качественный пильный диск купить выгоднее, чем более дешёвую и недолговечную модель.
По материалам мастер-класса от «Столярная мастерская Aquila Workshop» в обработке Виктора Прохорова
Еще статьи из раздела Станки:
Рубрика Технология
Еще статьи из раздела Обработка древесины
Заходите в группы и Одноклассниках
Как выбрать
При выборе пильного диска для дерева в первую очередь следует учитывать применимость к режущему инструменту. В зависимости от его модели выбирается наружный диаметр и диаметр посадочного места.
После этого нужно подобрать из подходящих дисков тот, который обеспечит наиболее эффективное выполнение задач. При этом должна учитываться конфигурация зубьев в соответствии с рекомендациями, данными выше.
Уже из имеющихся можно выбрать производителя в соответствии с личными предпочтениями, руководствуясь соображениями надежности или рассматривая самое удачное сочетание «цена-качество». Ведущими в производстве инструмента являются компании брендов Bosch, Makita, Metabo, Stayer, «Зубр», «Практика».
Качество изделий, изготовленных известными компаниями, остается на высоте, даже если они произведены в третьих странах. Хорошие, качественные пильные диски способны прослужить достаточно долго, обеспечив при этом высокую безопасность работ и гарантированно качественный результат.
Предназначение и основные параметры
В соответствии со спецификацией диска для «циркулярки» обрабатываются следующие материалы:
- Древесина разных пород и изделия из неё (ДСП, фанера, ламинат).
- Полимерная продукция (оргстекло, полистирол).
- Природный камень (мрамор, гранит, лабрадорит).
- Мягкий металл (алюминий, медь, свинец).
- Изделия, изготавливающиеся на основе железа (трубы, профнастильные листы).
Пильные диски обладают определёнными параметрами, размерами и предназначением. Они несут в себе свойства того материала, из которого изготовлены.






- Внешний диаметр дисков определяется габаритами защитного кожуха. Размеры находятся в широком диапазоне от 130 до 250 мм. Этот показатель влияет на глубину резки.
- Посадочный (внутренний) диаметр диска по дереву для «циркулярки» обязан соответствовать габаритам силового вала конкретного инструмента. Особая режущая продукция оснащается дополнительными отверстиями, при помощи которых происходит фиксация рабочего элемента на штифтах.
- Конкретное количество дисковых зубьев указывает на скорость разрезания и чистоту обработки материала. Чем больше зубьев (40−90), тем выше нагрузка на движок инструмента и качественнее процесс. Если их мало, наблюдается подъем скорости вращения и ухудшение чистоты пропила.
- Рабочий угол зуба формируется отклонением плоскости кромки от радиуса самого диска. Существуют положительные и отрицательные откосы. Первые хорошо справляются с продольным пилением, потому что здесь происходит захват материала и быстрая резьба.
- Дисковая толщина показывает ширину пропила и характеризует прочность рабочего органа. Тонкое изделие перегревается и быстро выходит из строя, толстый — повышает растрату материала.
Советы по выбору
Приобретая изделие, необходимо учитывать специфические характеристики и технические параметры рабочего инструмента.
- Мощный двигатель позволяет справляться с определёнными дисками, которые имеют отрицательный наклон и предельное количество зубьев. Усложнённое строение заставляет инструмент действовать на максимальных энергозатратах.
- Скорость вращения шпинделя (вала) напрямую взаимосвязана с габаритами диска. Несоблюдение соответствий при установке приводит к поломкам инструмента и порче материала.
- Режущий элемент нельзя закрепить на вале «циркулярки», если не совпадают их внутренний и внешний диаметры.
- Оснастка подбирается в зависимости от будущих работ, специфики материала, конструкции пилы.
Приобретая продукцию, следует обращать внимание на признаки, которые позволяют определить качество
- На хорошем изделии обязательно находится маркировка, осуществленная при помощи лазерного оборудования, а не краски.
- Нужно тщательно осмотреть полотно циркулярного диска и определить качество шлифовки, а также чистоту поверхности. Низкопробная продукция плохо обработана, а баланс здесь не отрегулирован.
- На качественных дисках делают небольшие прорези с разгрузочными отверстиями. Это позволяет компенсировать температурные скачки при работе.
- Важный показатель — название торговой марки. Лучшими здесь являются производители из Европы и Америки.