Устройство и назначение прибора
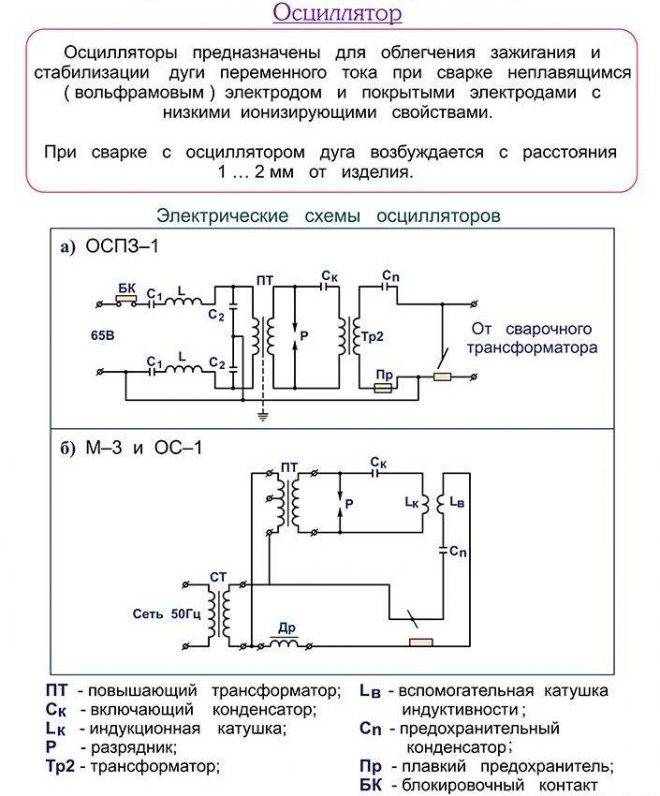
По своей сути сварочный осциллятор является искровым генератором затухающих колебаний. Внутри устройства располагается повышающий трансформатор (ПТ) низкой частоты, с вторичным напряжением от 2 до 3 киловольт. Схема состоит из колебательного контура, обмоток связи, разрядника и обмоток блокировочного конденсатора. Обмотки, находящиеся внутри аппарата, выполняют функцию высокочастотного трансформатора.
Во время работы осциллятора колебания высокой частоты проходят через обмотку и поступают на дуговой промежуток. Конденсатор обеспечивает блокировку и предотвращает шунтирование обмоткой дугового промежутка, затрагивающего напряжение в источнике питания. Для защиты изоляции обмотки существует дроссель, включаемый в сварочную цепь. Средняя мощность осциллятора составляет от 250 до 300 ватт, продолжительность импульсов находится в пределах десятков микросекунд.
- Возбудители дуги непрерывного действия. Они функционируют вместе с источником питания сварочной дуги и обеспечивают ее возбуждение путем наложения тока высокого напряжения на провода для сварки. В этом случае напряжение составляет от 3000 до 6000 вольт, а частота – 150-250 кГц. Такой ток совершенно не опасен для человека, при условии соблюдения правил техники безопасности. Благодаря высокой частоте, обеспечивается равномерное горение дуги даже при небольшом значении сварочного тока, поступающего из основного источника.
- Возбудители дуги импульсивного действия. Они используют последовательное включение и считаются более эффективными, поскольку не требуют включения в цепь специальной защиты от высокого напряжения. Для регулировки искрового зазора на необходимую величину применяется регулировочный винт. Регулировка осуществляется, когда устройство находится в отключенном состоянии.
Сварка с использованием переменного тока осуществляется с импульсным питанием возбудителей. Они изначально возбуждают дугу и выполняют ее дальнейший поджог, когда переменный ток изменяет свою полярность.
Примеры схем
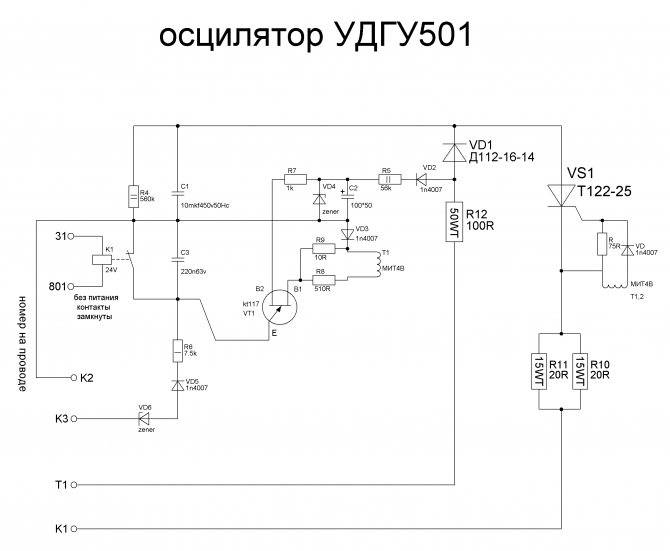
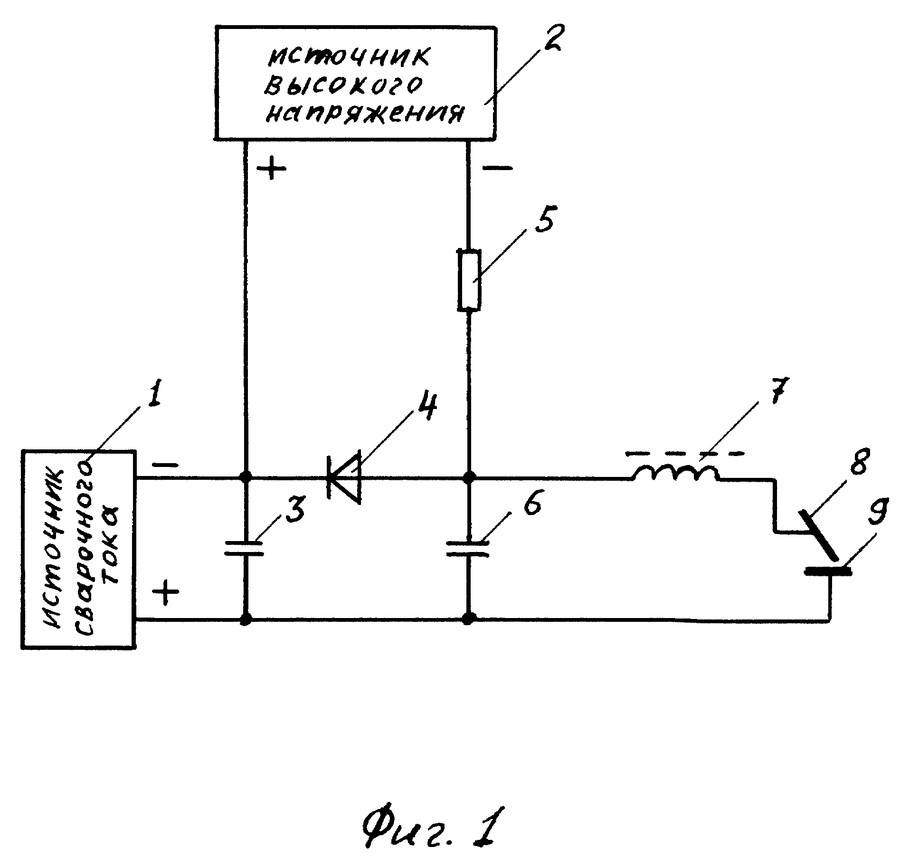
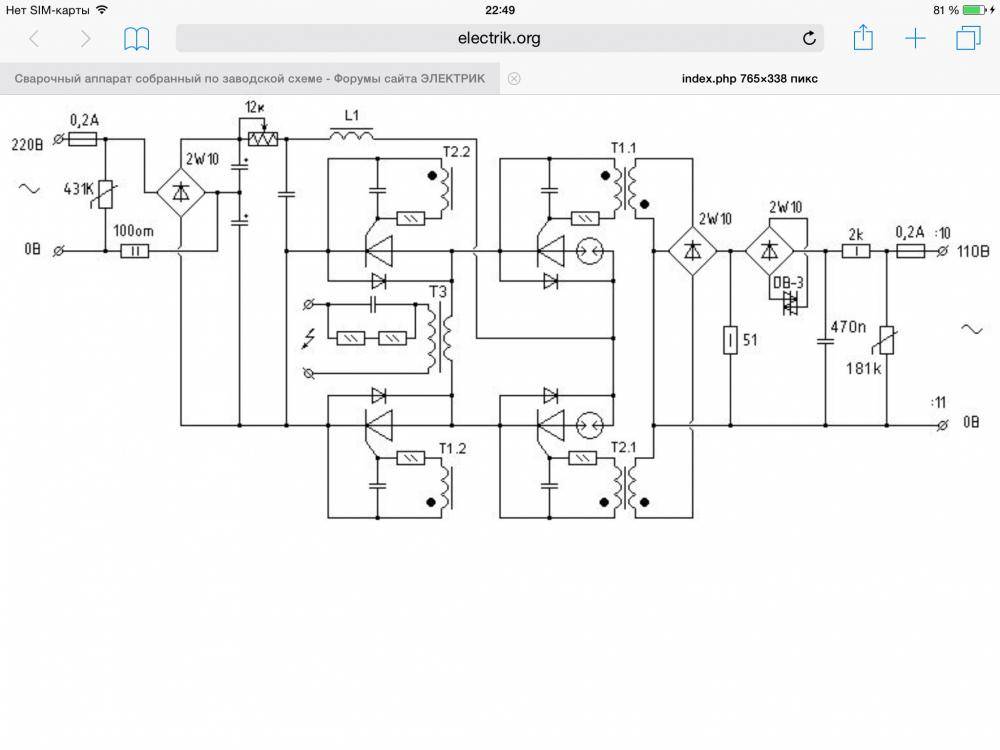
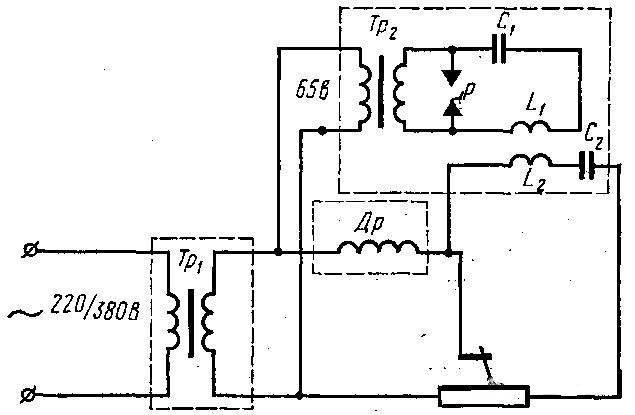
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы. На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор
Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.
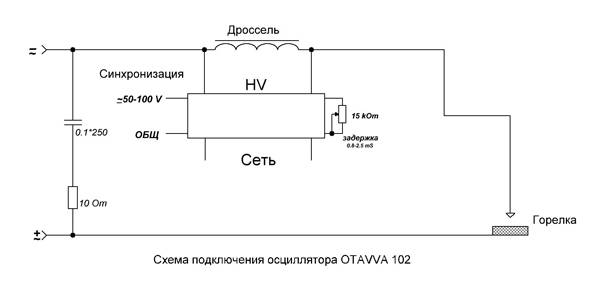
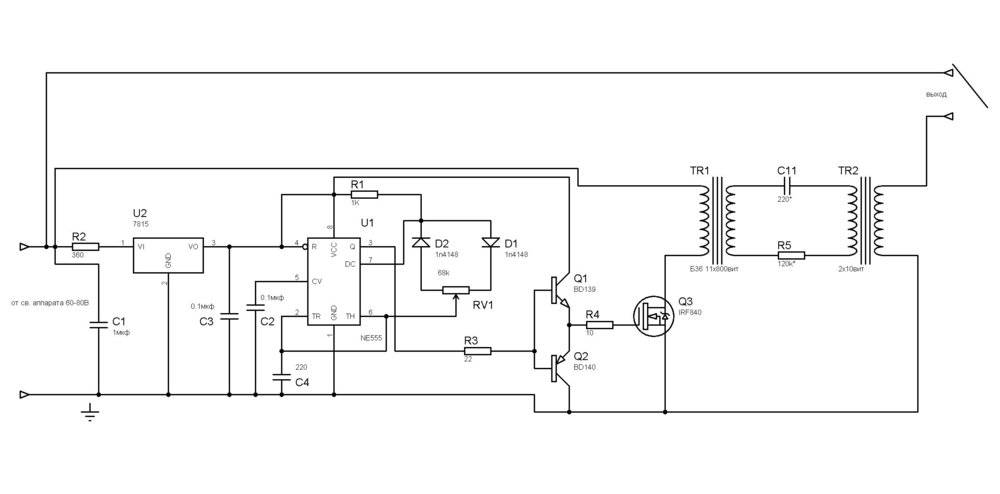
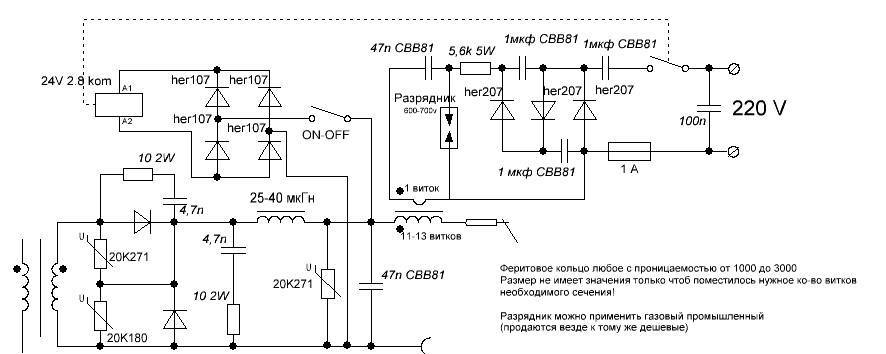
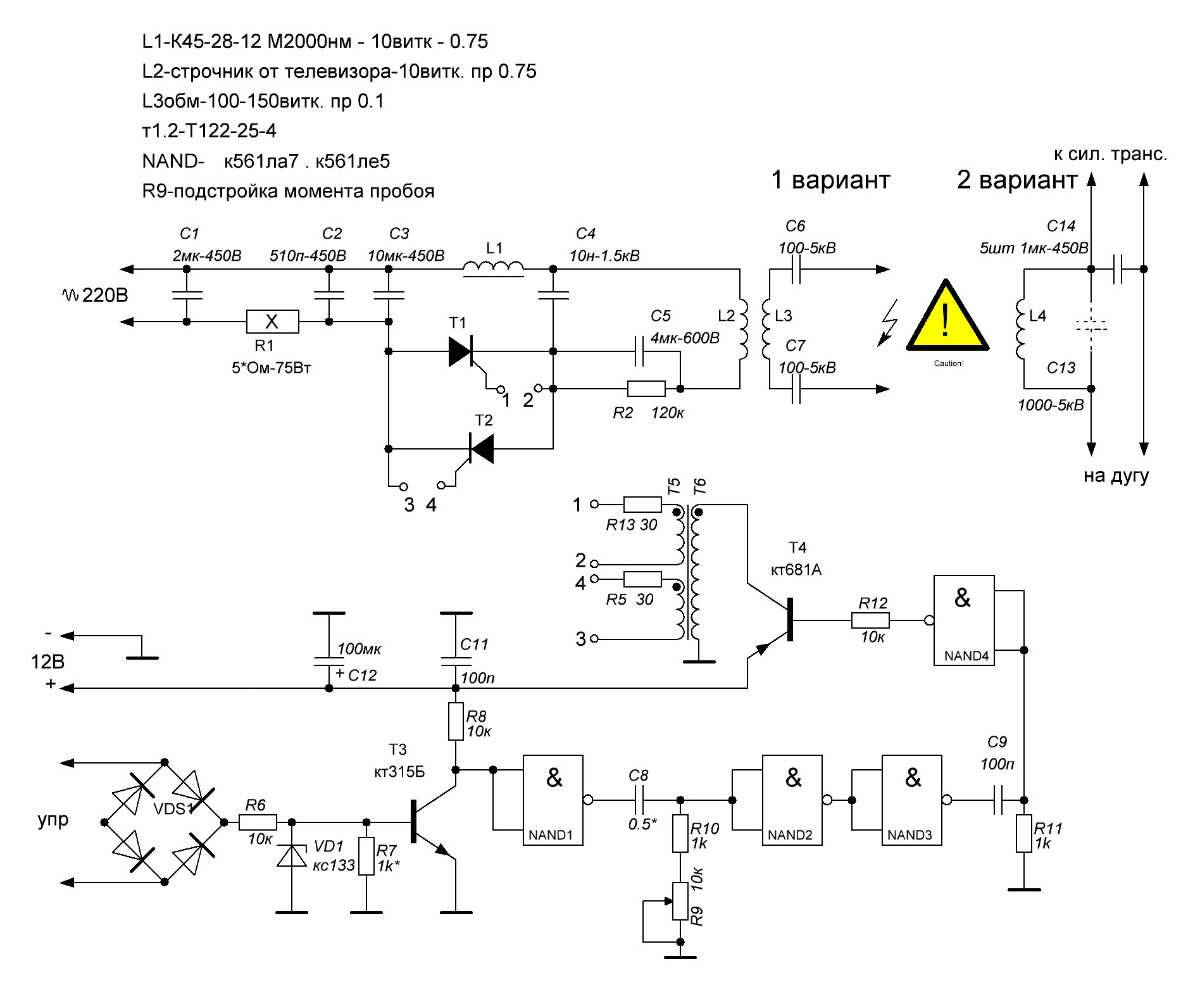
Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.
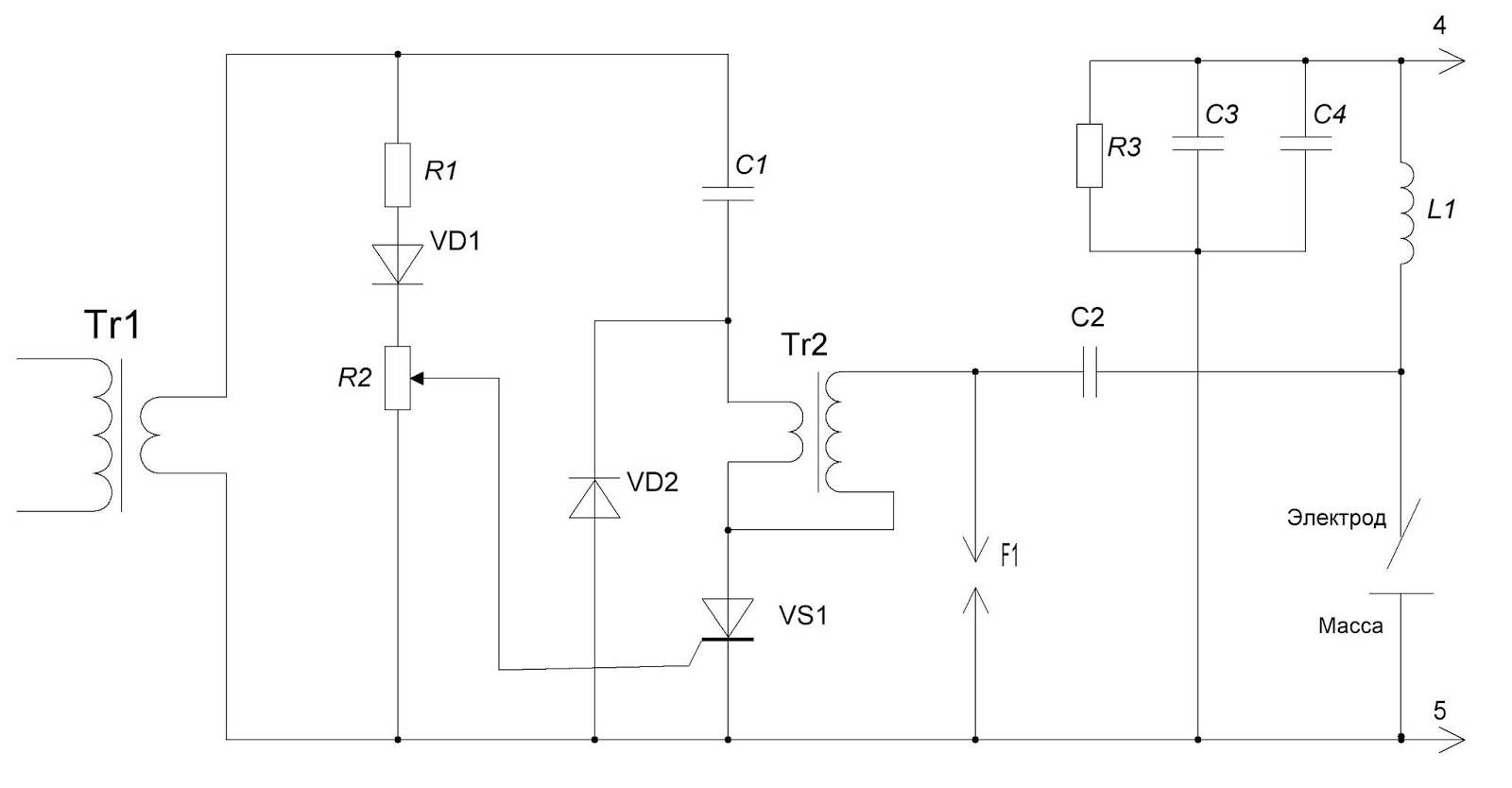
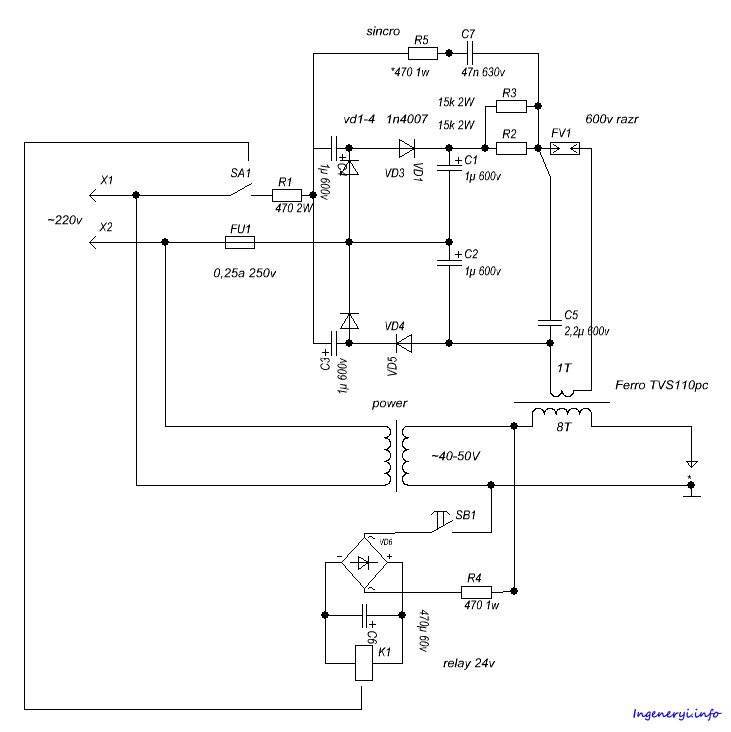
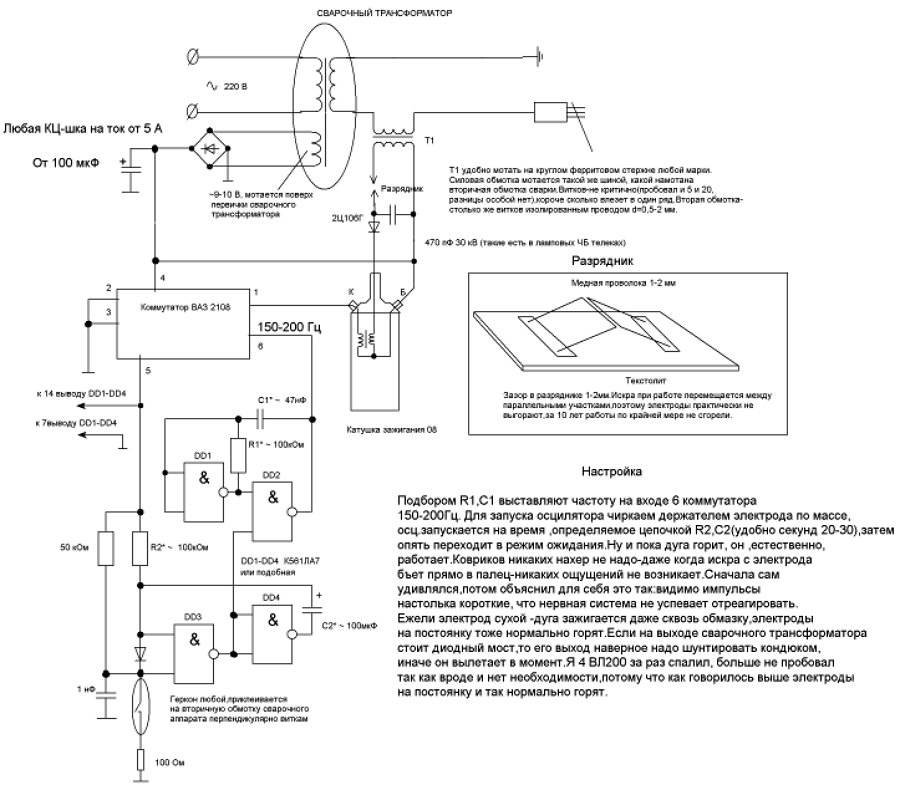
На третьей схеме более подробно представлены элементы сборки.
При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
Особенности
- Подключение выхода – в параллель сварочной цепи (точки присоединения – «масса» и держак), так как данный осциллятор – непрерывного действия.
- Устройство запитывается только через Тр. Его подсоединение к сети напрямую не рекомендуется по причине, что даже при отключении трансформатора схема генератора останется под напряжением.
- Замена электрода производиться при переводе переключателя S1 в положение «выкл».
- Тиристоры подбираются опытным путем. Ориентироваться следует на устойчивость дуги.
Понятно, что эта схема не самая совершенная, но для бытового применения такой осциллятор вполне подойдет. Тем более что собрать генератор своими руками большого труда не составит.
Вариант 4
https://youtube.com/watch?v=ToozvSUtsY8
Возможно, читатель найдет и какую-то другую, более удобную с его точки зрения схему. Автор лишь напоминает, что все осцилляторы подразделяются на устройства импульсные и непрерывного действия. Первые всегда включаются в цепь последовательно, вторые – параллельно.
Успехов в сборке осциллятора своими руками!
Сварочный осциллятор своими руками
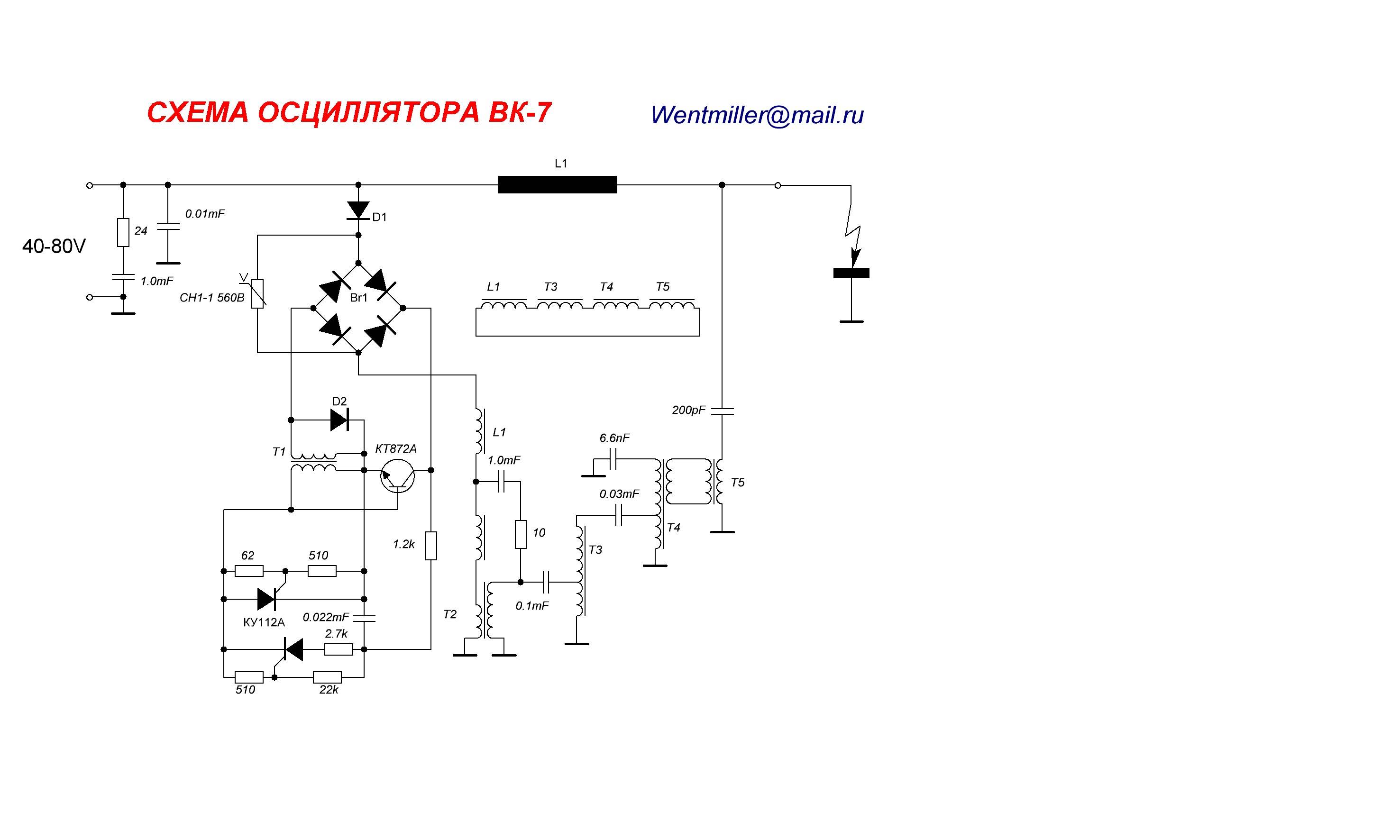
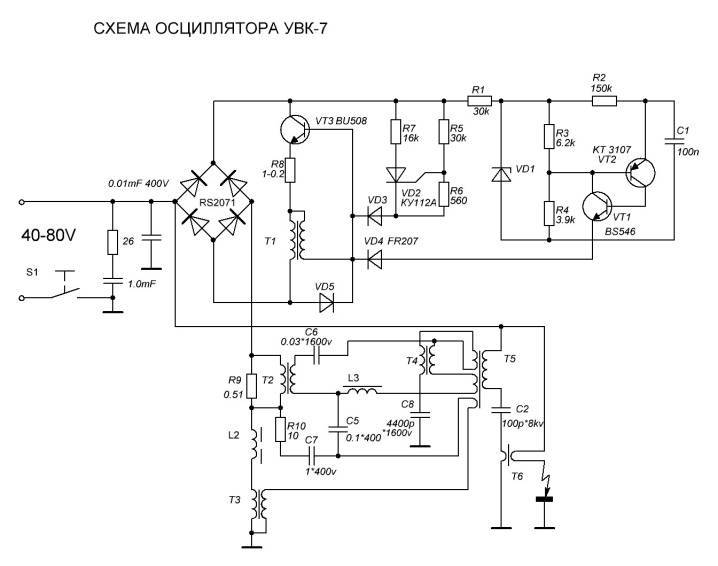
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
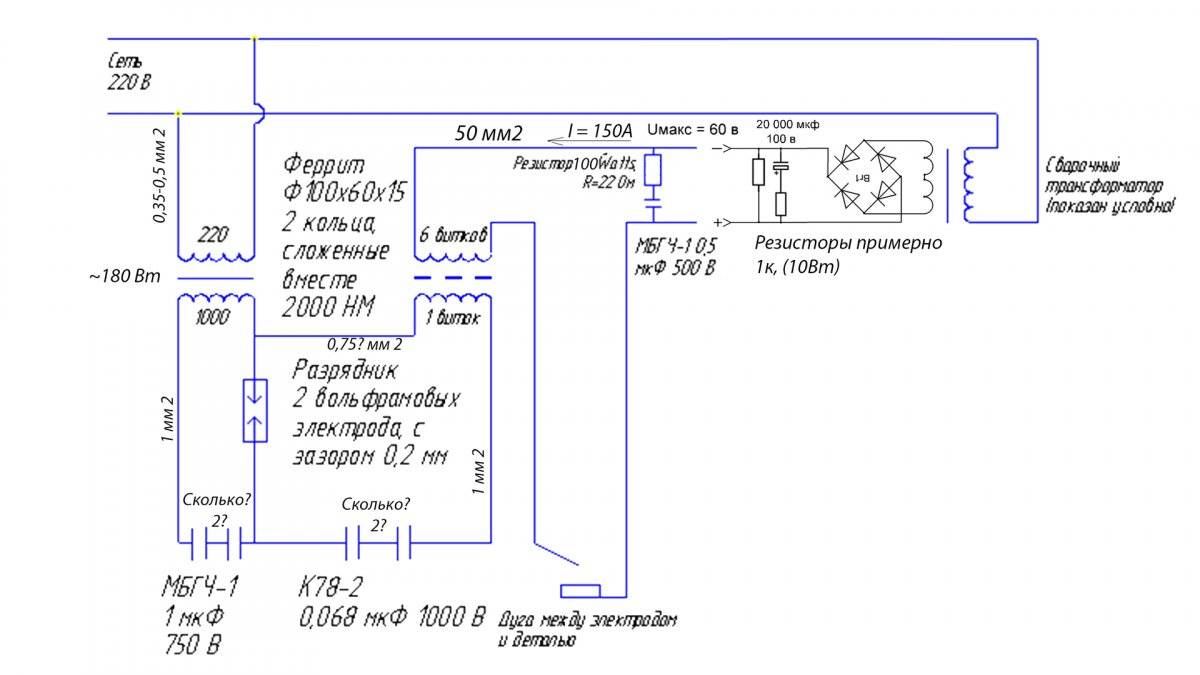
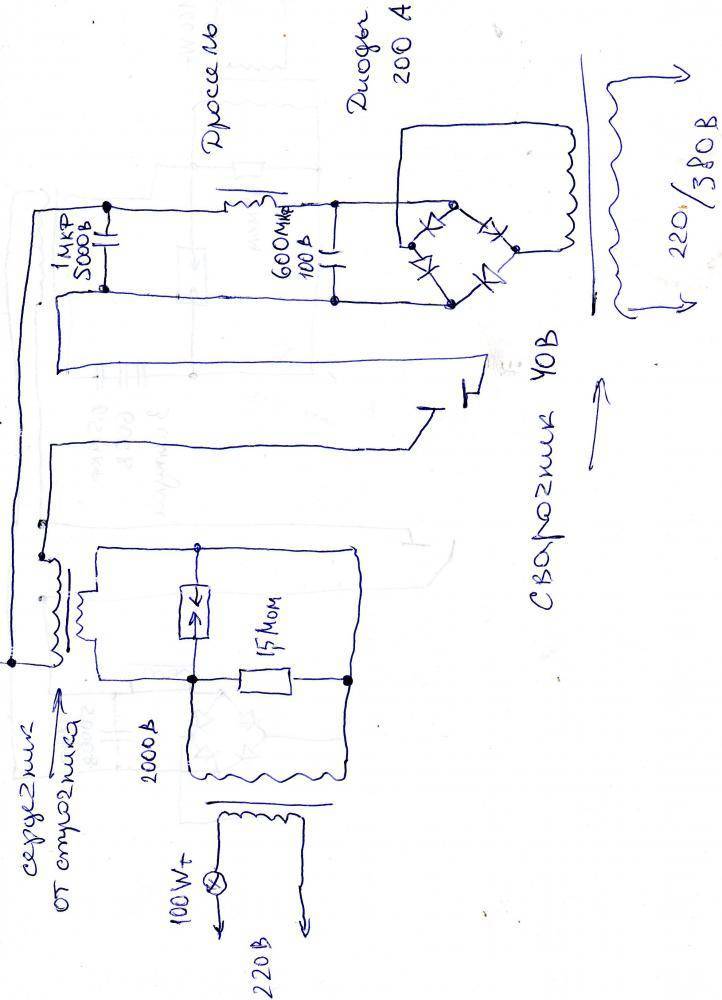
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Как изготовить плазменный резак
Рабочим инструментом установки плазменной резки является резак, или плазмотрон. Он создает поток воздуха, превращенный в плазму, разогретую до 30000°С, которая разрезает металл.
Изготовить его можно самостоятельно. Желательно в качестве образца использовать готовую конструкцию. Состоит плазмотрон из нескольких основных элементов:
- Центральный держатель со сменным электродом. При токе реза до 100А и толщине металла до 50 мм держатель изготавливается из медного прута, в более мощных аппаратах внутри есть каналы для водяного охлаждения. Для поджига дуги расстояние между электродом и соплом должно быть 2 мм, поэтому для регулировки плазмотрона центральный стержень делается подвижным.
- Изолятор между центральным электродом и наружным корпусом. Часть изолятора, ближняя к соплу, изнашивается и изготавливается сменной из фторопласта.
- Наружный корпус со сменным соплом. Плазма образуется в камере между электродом и соплом. При изготовлении устройства с водяным охлаждением внутри стенок находятся каналы для охлаждающей жидкости.
- Сменные насадки, кабеля – силовой и для вспомогательной дуги, шланги.
Один из способов изготовить такое устройство – это сделать его из горелки для аргонно-дуговой сварки. В ней есть большинство необходимых элементов:
- вольфрамовый электрод Ø4мм с возможностью регулировки положения;
- клемма и кабель для подачи к нему тока для сварки;
- направляющие каналы и шланг для подвода газа к соплу.
Для доработки необходимо:
- снять тонкостенное латунное сопло;
- накрутить вместо него изолирующую прокладку из фторопласта цилиндрической формы с резьбой снаружи и внутри цилиндра;
- сверху на прокладку накрутить латунный корпус с креплением для медного сопла;
- к корпусу припаять или прижать хомутом кабель для вспомогательной дуги;
- в рукоятке установить микровыключатель, включающий режим реза.

Сменные насадки
Сменными элементами, которые изнашиваются во время работы, являются электроды и сопла:
- Электрод изготавливается из меди со вставкой из тугоплавкого металла – бериллия, тория, циркония и гафния. Вставка находится в центре, напротив отверстия сопла. Вспомогательная кратковременная дуга появляется между краем электрода и соплом, рабочая постоянная между вставкой и деталью, поэтому вставка, является самым изнашивающимся элементом и заменяется вместе с электродом.
- Сопло формирует плазменную струю, образованную электродом. Оптимальный размер сопла 30мм, в центре находится отверстие Ø2мм. Во время работы плазма, проходящая через него, увеличивает диаметр канала, что делает поток газа шире, а рез менее аккуратным. Поэтому сопло, как и электрод, следует периодически менять.
Выбор газа
Несмотря на то, что любой металл можно разрезать потоком воздуха, создаваемым компрессором, для каждого из металлов есть оптимальный состав газа:
- медь, латунь и титана – азот;
- алюминий – смесь азота с водородом;
- высоколегированная сталь – аргон.
Советуем изучить Антенна для роутера

Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.
Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.
Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы. Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора
Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно
Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Основные виды
Создать самодельный сварочный осциллятор технически возможно и дома. «Заводские» модели стоят недешёво – но они являются просто набором электротехнических деталей, которые знающий специалист отыщет в находящихся рядом устройствах.
На непрерывной подаче тока
Сварочный осциллятор, выдающий рабочее напряжение постоянно, сравнительно безопасен для сварщика.
Он генерирует импульсы с напряжением до 6 кВ и частотой до 200-250 кГц. Его главное достоинство – в зажигании дуги вне зависимости от расстояния между электродом и свариваемым металлом. Стабильность в работе обеспечивается как раз постоянством наложения высокочастотной составляющей на сварочный ток.

Как разрядник эта деталь подключается параллельно или последовательно. При последнем варианте он нуждается в средствах защиты источника питания – высокочастотные колебания способны вывести его из строя.
Импульсный осциллятор
Такой сварочный осциллятор оптимален для аппаратов на токе переменного рода.
Его главное достоинство – в удерживании разряда при смене полярности электрического тока (что происходит до 50 раз в секунду). Он генерирует сжатый во времени импульс – он и удерживает уже имеющуюся дугу.
Если сравнить с изделием постоянного действия, данный вариант имеет повышенную эффективность.
С дополнительными конденсаторами
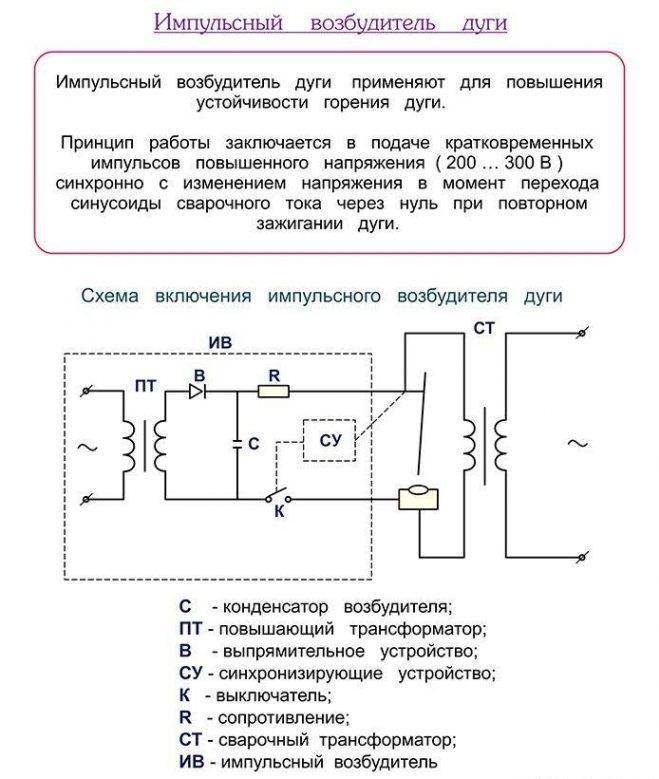
Данный осциллятор для сварки менее распространён в силу относительной сложности: основную роль в нём играет пара-тройка дополнительных накопительных конденсаторов. Их заряжание производится силами отдельного блока питания, функционирующего ступенчато (разряд – заряд – разряд).
Суть работы устройства: в первую очередь накопленную энергию получает , после чего выполняется отключение конденсаторов от основной схемы и их заряжание, но при разрыве дуги синхронизирующее устройство включает конденсаторы обратно в цепь, в результате чего успевшая накопиться энергия выбрасывается в воздушный зазор.
Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Изготовление ключевых деталей
Создание осциллятора для сварки своими руками начинают со сборки основных элементов:
- Повышающего трансформатора. Можно купить готовую деталь или сделать ее самостоятельно. Число витков и толщина жилы выбираются в зависимости от параметров работы будущего устройства. При намотке учитывают, что блок должен повышать напряжение до 6000 В.
- Колебательного модуля. Его изготавливают из катушки индуктивности, включающей ферритовый сердечник и намотанный на него силовой кабель. Для первичной обмотки достаточно 1 витка, для вторичной – 5. Контур снабжают разрядником и защитным конденсатором. Первый используется для выработки и освобождения ослабевающего импульса. Разрядник изготавливают из медных прутков и вольфрамовых стержней, передающих ток. Контактирующие с проводами области покрывают твердеющим диэлектрическим составом.
Колебательный модуль последовательно соединяют с конденсатором. После этого устанавливают разрядник, подключаемый к первичной обмотке трансформатора. Конденсатор можно приобрести или достать из нерабочего телевизора. Для выработки более стабильного напряжения используют сдвоенную катушку индуктивности. Кроме того, такой подход препятствует выходу аппарата из строя.
Рекомендуем к прочтению Как самому сделать индукционный нагреватель из сварочного инвертора

Обе части контура состоят из следующих компонентов:
- конденсаторов емкостью не менее 0,3 мФ;
- варистора с напряжением, соответствующим таковому на вторичной обмотке (90-150 В);
- ферритового стержня, на который наматывается медная жила сечением 15-20 мм².
Избежание частых ошибок
Исключить возникновение проблем в работе самодельного прибора помогает соблюдение следующих рекомендаций:
- При сборке простых схем удерживать стабильную дугу удается не всегда. Причиной неисправности является низкое напряжение в электрической сети. Исключить возникновение сбоев в работе сварочного агрегата помогает установка автотрансформатора.
- Не стоит экономить на дросселе. Разрядник подает ряд затухающих высокочастотных колебаний с напряжением 1000 В. Не имеющая дросселя вторичная обмотка принимает до 50 В. Из-за этого возникает короткое замыкание. Поступающий от сети ток начинает нагревать трансформатор. Чтобы сварочный аппарат не вышел из строя, устанавливают дроссель.
- При формировании обмотки используют изолирующие прокладки, пропитывают жилы бакелитовым лаком.
- Безопасной считается частота тока в 150-300 кГц. Если человек становится проводником, ток не влияет на работу внутренних органов, однако вызывает поверхностные ожоги. Избежать возникновения травмоопасной ситуации помогает правильное заземление.
- Колебательный контур должен быть оснащен блокировочным конденсатором.
Перед сборкой рекомендуется проконсультироваться со специалистом, который выяснит, является ли выбранная схема безопасной.
Рекомендуем к прочтению Как самому сделать индукционный нагреватель из сварочного инвертора
Избежание частых ошибок
Исключить возникновение проблем в работе самодельного прибора помогает соблюдение следующих рекомендаций:
- При сборке простых схем удерживать стабильную дугу удается не всегда. Причиной неисправности является низкое напряжение в электрической сети. Исключить возникновение сбоев в работе сварочного агрегата помогает установка автотрансформатора.
- Не стоит экономить на дросселе. Разрядник подает ряд затухающих высокочастотных колебаний с напряжением 1000 В. Не имеющая дросселя вторичная обмотка принимает до 50 В. Из-за этого возникает короткое замыкание. Поступающий от сети ток начинает нагревать трансформатор. Чтобы сварочный аппарат не вышел из строя, устанавливают дроссель.
- При формировании обмотки используют изолирующие прокладки, пропитывают жилы бакелитовым лаком.
- Безопасной считается частота тока в 150-300 кГц. Если человек становится проводником, ток не влияет на работу внутренних органов, однако вызывает поверхностные ожоги. Избежать возникновения травмоопасной ситуации помогает правильное заземление.
- Колебательный контур должен быть оснащен блокировочным конденсатором.

Перед сборкой рекомендуется проконсультироваться со специалистом, который выяснит, является ли выбранная схема безопасной.
Рекомендуем к прочтению Как самому сделать сварочный стол
Схема для самодельного осциллятора
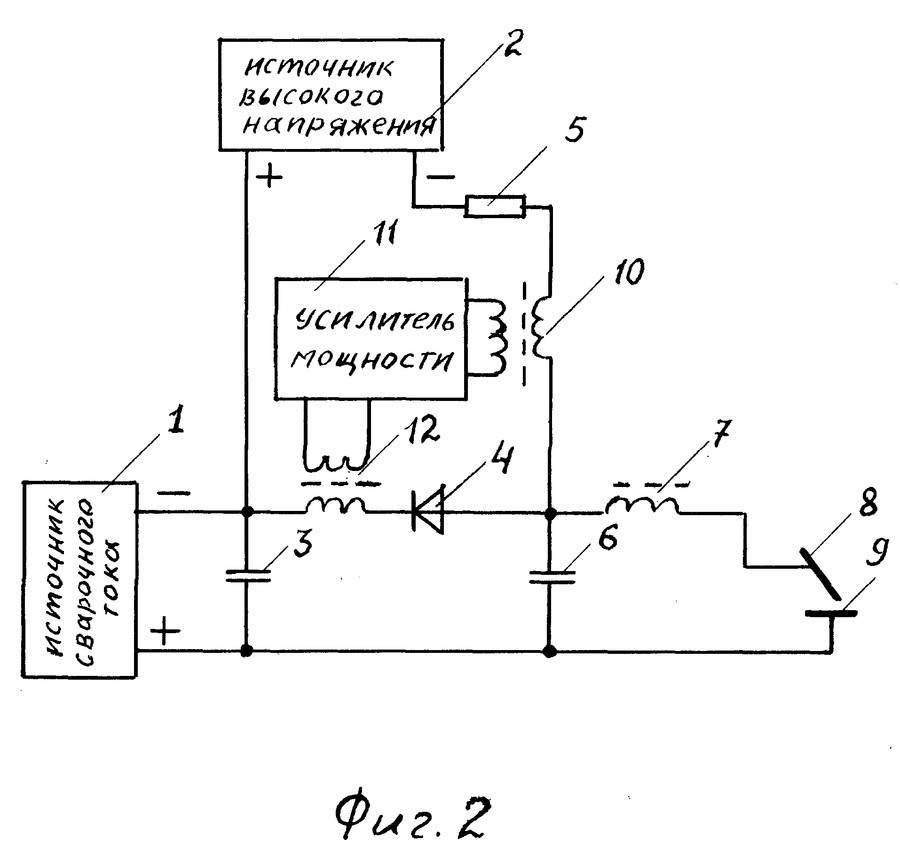
Чтобы было понятно, что вы будете создавать, расскажем, в общих чертах, о принципе действия осциллятора. Сетевое напряжение после повышающего трансформатора поступает на конденсатор колебательного контура и заряжает его. Когда конденсатор зарядился до оптимального значения, предусмотренного параметрами электросхемы, происходит его разряд через разрядник (пробой воздушного зазора).
Внешний вид самодельного разрядника приведён на рисунке.
 Самодельный одноискровый разрядник.
Самодельный одноискровый разрядник.
Импульс, возникший в этот момент на разряднике, возбуждает колебания в колебательном контуре (колебания представляют собой обмен энергией между ёмкостью конденсатора и индуктивностью обмотки высокочастотного трансформатора). В колебательном контуре возникают затухающие высокочастотные электрические колебания, соответствующие его резонансной частоте.
В момент резонанса на обкладках конденсатора колебательного контура образуется высокое напряжение (величина зависит от добротности «Q» колебательного контура), которое через разделительный конденсатор и обмотку катушки поступает на резак и производит поджиг. Параметры разделительного конденсатора подбираются таким образом, чтобы его реактивное сопротивление препятствовало прохождению тока низкой (сетевой) частоты и не препятствовало высокой частоте.
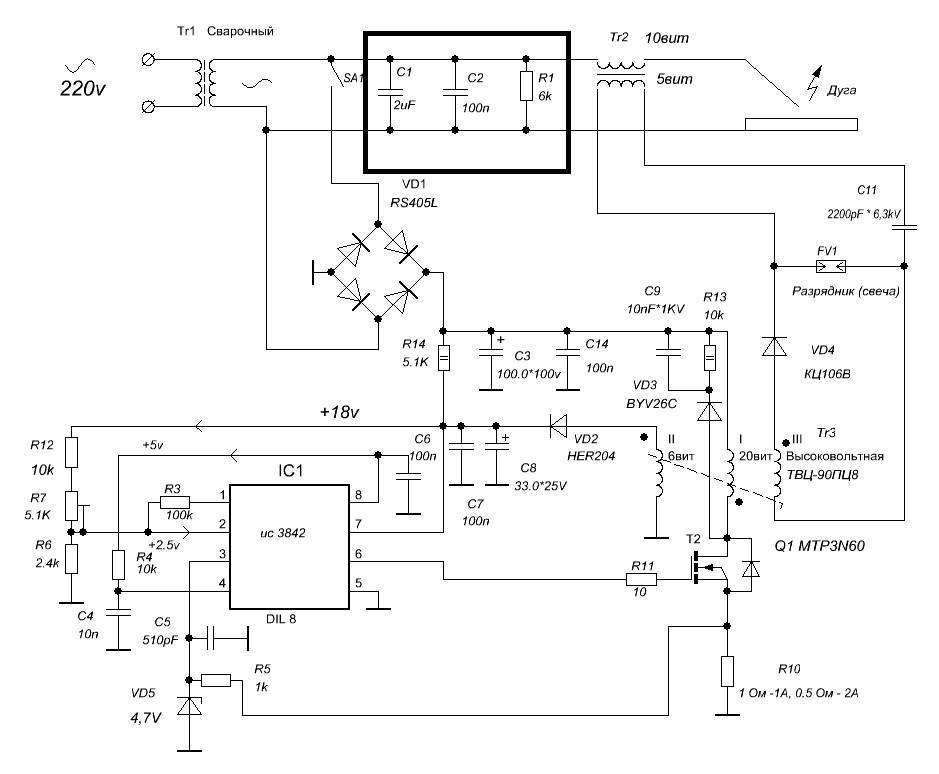
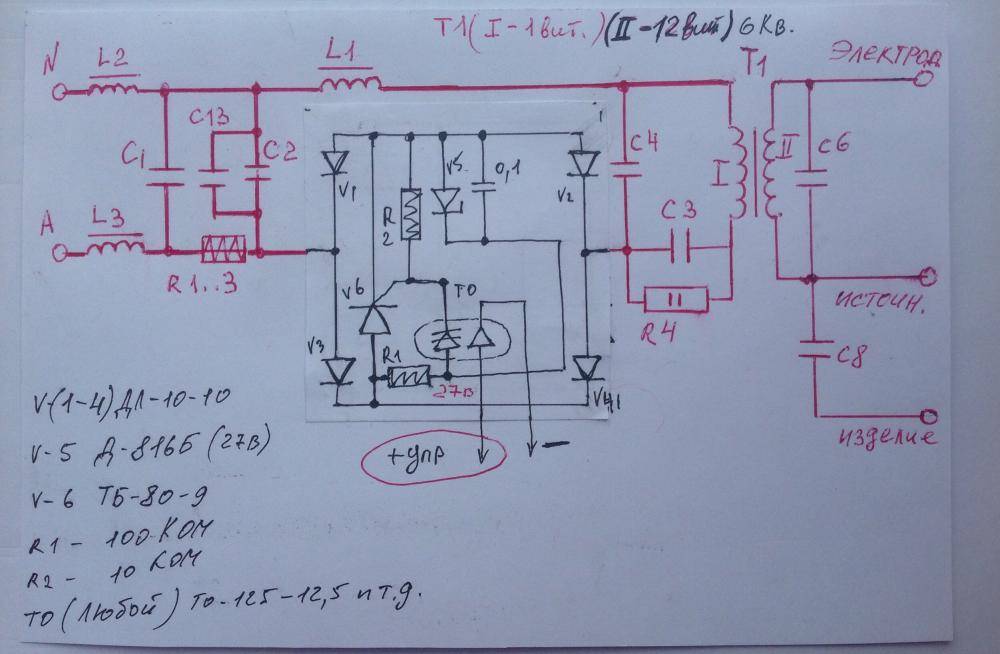
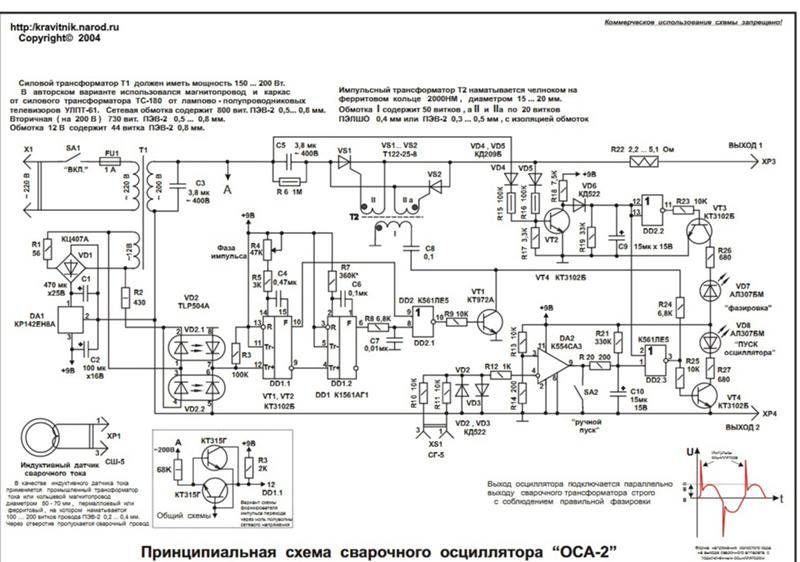
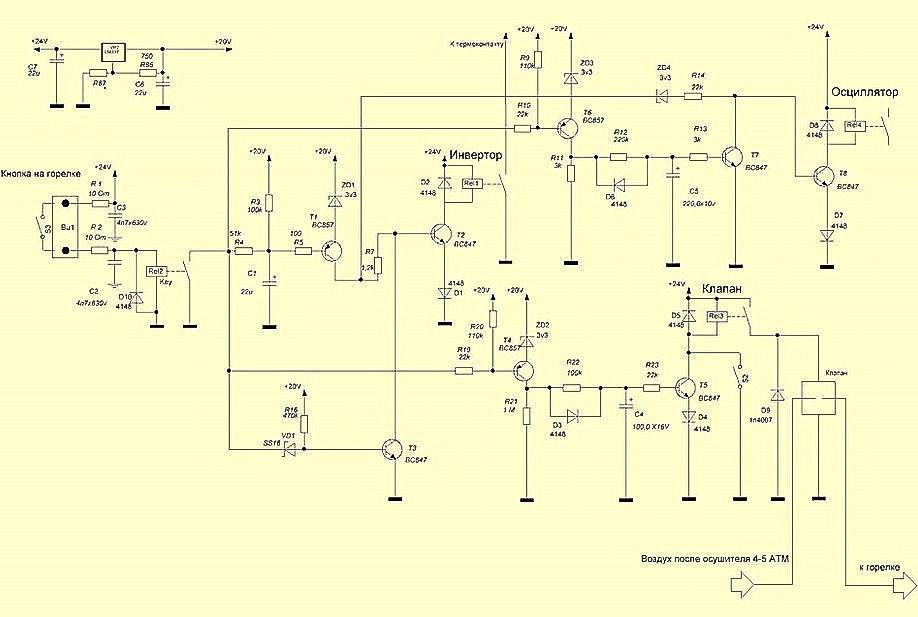
Вот один из вариантов принципиальной электрической схемы самодельного осциллятора.
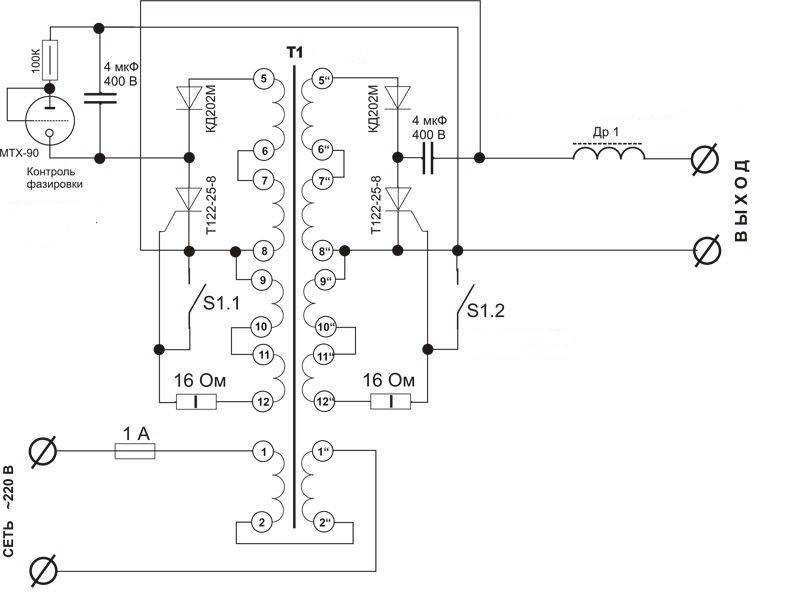 Принципиальная электрическая схема осциллятора, который можно собрать своими руками.
Принципиальная электрическая схема осциллятора, который можно собрать своими руками.
Пояснения к схеме:
- Назначение индикатора «МТХ-90». В момент разряда накопительного конденсатора (при условии правильного подключения всего устройства) светится табло «Контроль фазировки».
- S1– выключатель дугообразователя.
- Дроссель Др1 представляет собой катушку из 15 витков провода сечением 2,5 кв. мм, намотанную на кольце R40 х 25 х 80 из феррита с магнитной проницаемостью M2000HM.
- Т1 – импульсный трансформатор генератора строчной развёртки (на сленге – «строчник») типа «ТС180-2».
Следует учесть, что осциллятор в процессе работы, благодаря разряднику, создаёт большие электропомехи. Для их нейтрализации, необходимо осуществлять монтаж всех компонентов в «глухом» металлическом корпусе. Пример конструкции приведён на рисунке.
 Пример монтажа осциллятора в «глухом» корпусе.
Пример монтажа осциллятора в «глухом» корпусе.
Настройка осциллятора должна осуществляться с тем плазморезом, с которым он будет в дальнейшем работать. Заключается она в подборе опытным путём тиристоров. Ориентироваться следует на устойчивость сварочной дуги.
Как своими руками сделать осцилляторное устройство
Как уже говорилось выше, осцилляторы позволяют зажигать сварочную дугу без касания электродом поверхности соединяемых деталей, а также поддерживать ее стабильность в процессе горения. Обеспечивается такая функциональность данного устройства за счет того, что на электрический ток, поступающий от сварочного аппарата, накладывается ток, обладающий высокой частотой и большим значением напряжения. Используется такое приспособление, которое можно сделать и своими руками, преимущественно для сварки деталей из алюминия.
Для изготовления самодельного сварочного осциллятора можно воспользоваться наиболее простой и распространенной схемой. Основным элементом схемы такого устройства является трансформатор, который обеспечивает увеличение значения напряжения со стандартных 220 до 3000 В. Основную трудность при изготовлении осциллятора своими руками представляет разрядник, через который и проходит мощная электрическая искра.
Самодельный одноискровый разрядник
Важнейшим элементом схемы сварочного осциллятора выступает колебательный контур, в котором обязательно должен присутствовать блокировочный конденсатор. Такой контур, в состав которого входят также разрядник и катушка индуктивности, решает основную задачу осциллятора – генерирование затухающих высокочастотных импульсов, облегчающих зажигание сварочной дуги и ее поддержание в стабильном состоянии.
Как серийный, так и сделанный своими руками, такой аппарат может быть выполнен по двум основным схемам: непрерывного и импульсного действия. Осцилляторы, работающие по схеме непрерывного действия, считаются менее эффективными, в их конструкции необходимо использовать устройства, защищающие их от повышенного напряжения. Более эффективными являются импульсные осцилляторы, которые обеспечивают быстрое зажигание сварочной дуги и ее стабильное горение при работе на переменном токе.
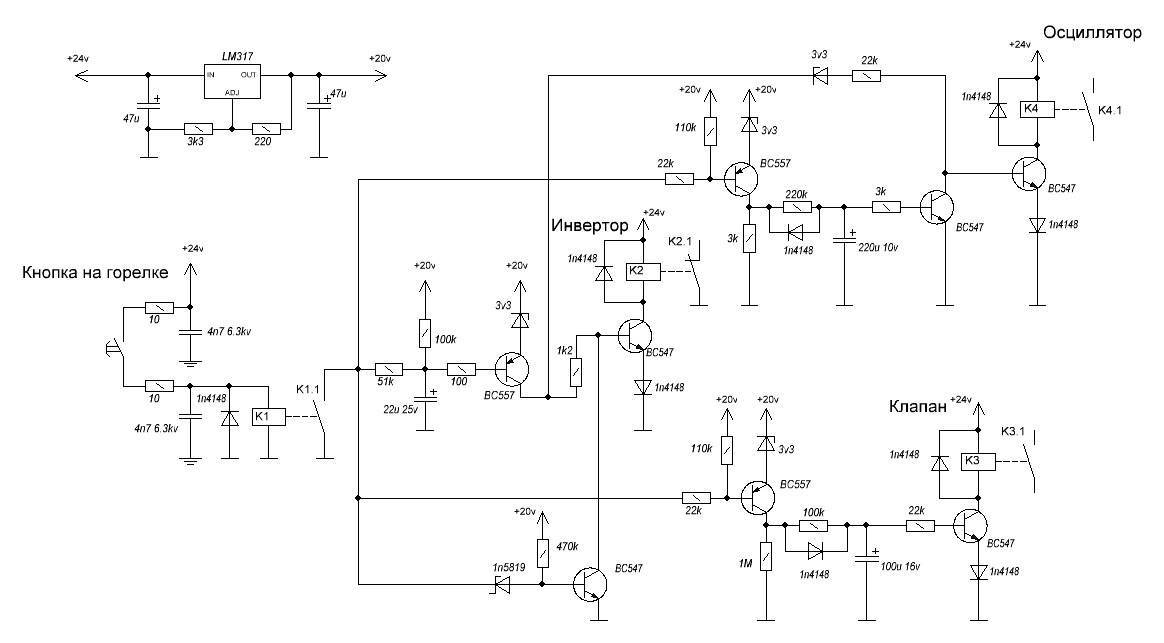
Принципиальная схема сварочного аппарата с осциллятором
Основным элементом управления осциллятором является кнопка, которая одновременно включает разрядник и отвечает за подачу защитного газа в область выполнения сварочных работ. Сами высокочастотные импульсы, обеспечивающие эффективное выполнение сварочных работ, вырабатывают разрядник и высоковольтный трансформатор. Выходными элементами такого устройства являются два контакта – плюсовой и минусовой. Первый, подающийся от высоковольтного трансформатора, подключается к горелке сварочного аппарата, второй – к свариваемым деталям.
Для того чтобы своими руками изготовить такое устройство, значительно упрощающее процесс сварки деталей из цветных металлов и нержавеющей стали, достаточно обладать элементарными знаниями электротехники и навыками сборки электрических устройств.
Конечно, можно приобрести такое устройство в магазине или на строительном рынке, но это обойдется вам недешево. Если использовать его вы собираетесь не постоянно, а время от времени, то есть смысл изготовить его своими руками.