Полное снятие – наклеп
Полное снятие наклепа и напряжений достигается с помощью соответствующей термической обработки.
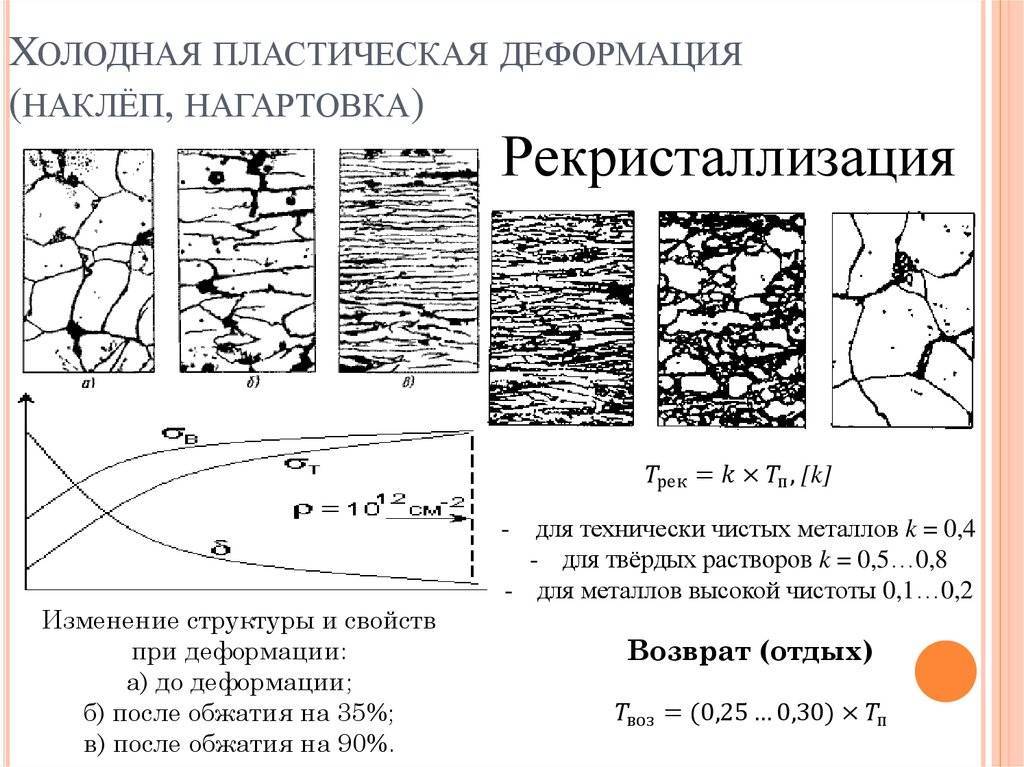
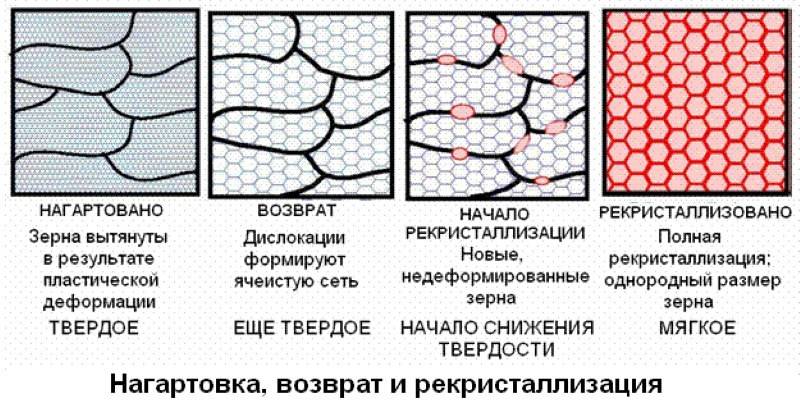
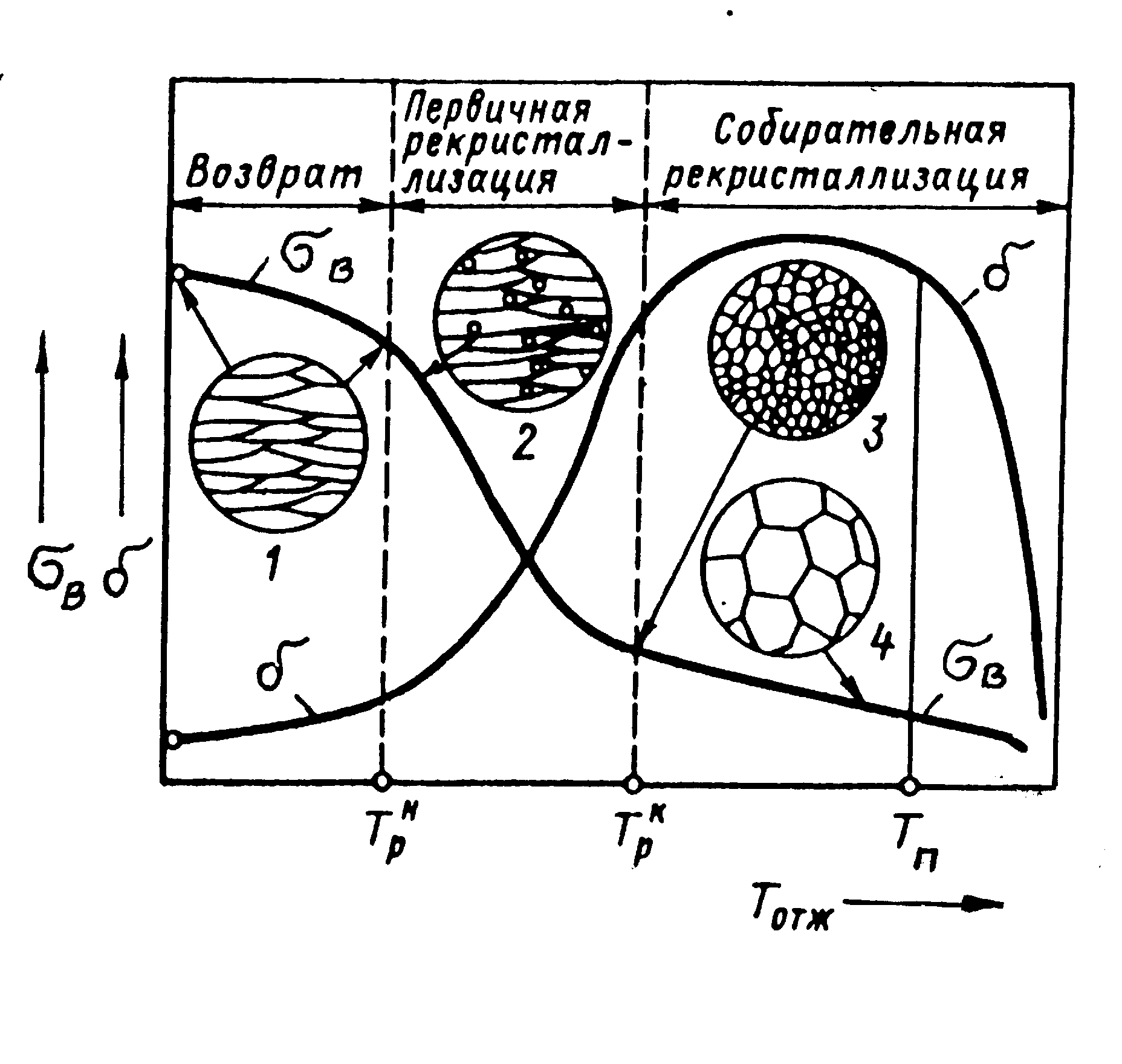
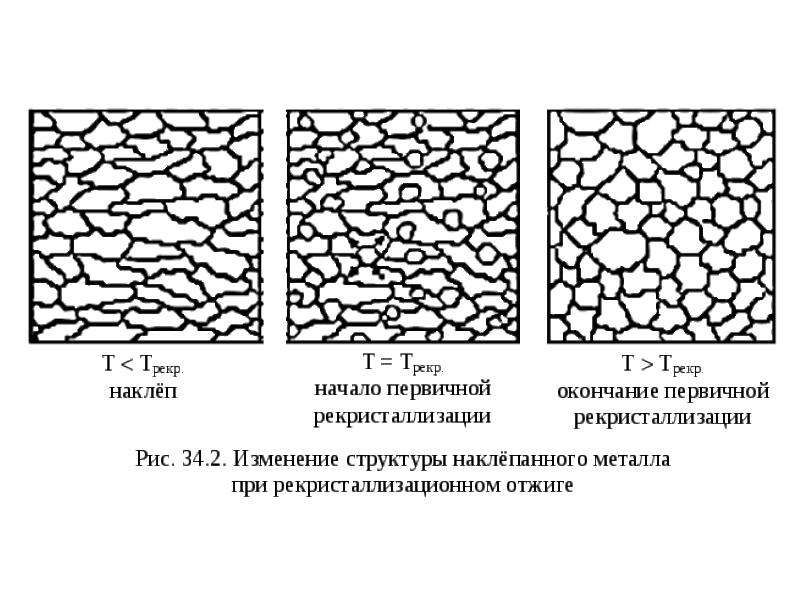
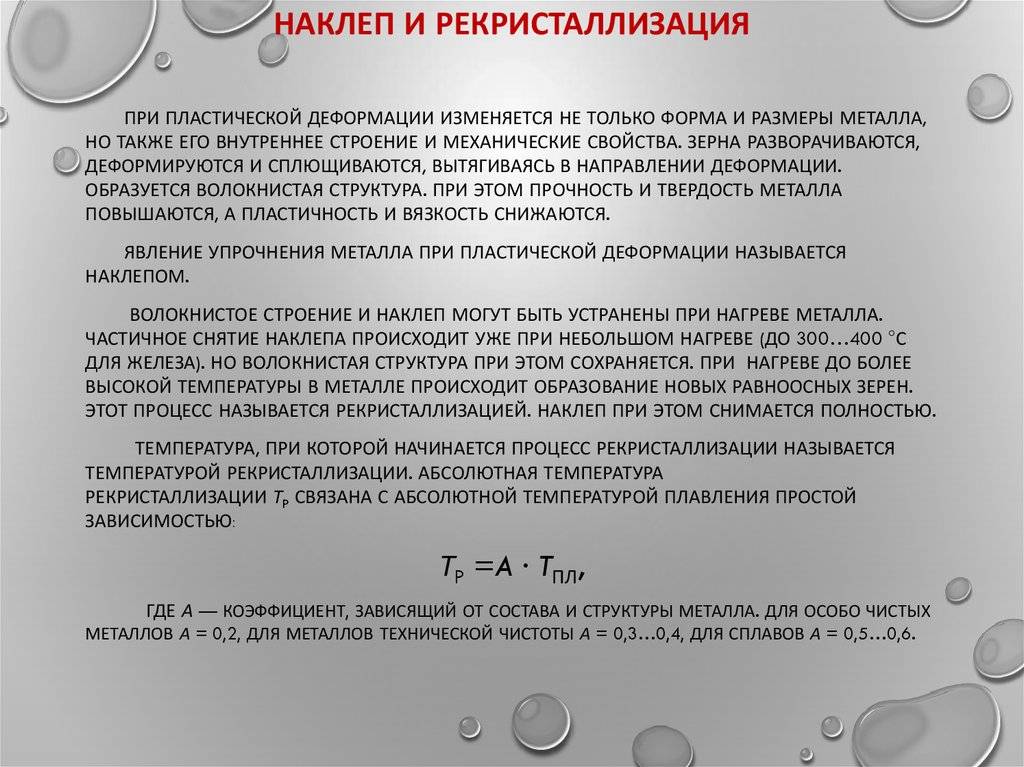
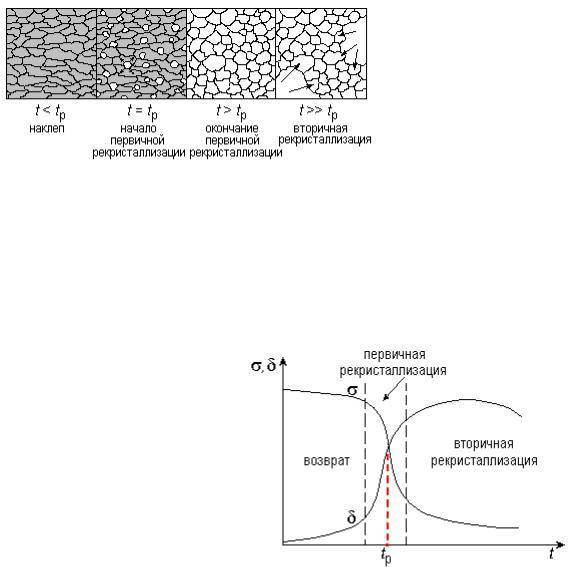
Для полного снятия наклепа необходим нагрев до более высокой, чем при отдыхе, температуры. В таком случае в металле происходит процесс рекристаллизации), состоящий в восстановлении исходных свойств наклепанного металла.
| Рост зерна при собирательной рекристаллизации. |
Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
Для полного снятия наклепа металлы нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
| Рост зерна при собирательной рекристаллизации. |
Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
В сталях полное снятие наклепа при рекристаллизации должно проявляться в образовании более или менее размельченных зерен с нормальной ( неискаженной) кристаллической решеткой, и при этой структуре свойства стали должны отвечать состоянию исходной ( недеформированной) стали.
Таким образом, в сталях полное снятие наклепа при рекристаллизации должно проявляться в образовании более или менее размельченных зерен феррита с нормальной ( неискаженной) кристаллической решеткой, и при этой структуре свойства стали должны отвечать состоянию исходной ( недеформированной) стали.
Это позволяет в первом приближении определить температуру начала первичной рекристаллизации для свинца – 33 С, а для меди – 270 С Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания.
Для термически упрочняемых сплавов типа дуралюмин существует три типа отжига: 1) отжиг-возврат для частичного снятия наклепа, 2) рекристаллизационный отжиг для полного снятия наклепа предварительно деформированных полуфабрикатов, 3) отжиг полуфабрикатов, предварительно упрочненных термической обработкой – закалкой и старением.
Наклеп в металлах уничтожается при достижении некоторой температуры – порога рекристаллизации – и заключается в восстановлении зерен с нормальной укладкой частиц в решетке и уничтожении напряжений и прочих последствий наклепа. Например, в сталях полное снятие наклепа при рекристаллизации должно проявляться в образовании размельченных зерен феррита с нормальной ( неискаженной) кристаллической решеткой и при этой структуре свойства стали должны отвечать состоянию исходной недеформированной стали. Для низкоуглеродистых сталей температура рекристаллизации равна 450 С.
У различных марок жаропрочных сплавов температурный порог, при котором происходит релаксация остаточных напряжений и снижение твердости, различен. Например, у сплава ХН77ТЮ полное снятие наклепа не наблюдается даже при 900 С. Обычно чем выше жаропрочность сплава, тем выше эта температура.
Она технологична: хорошо деформируется, обладает высокими литейными свойствами, легко обрабатывается резанием, хорошо паяется и сваривается точечной и дуговой сваркой. При холодном деформировании латунь упрочняется. Для полного снятия наклепа применяют отжиг при 500 – 600 С. Наклепанная латунь склонна к образованию трещин, так называемому сезонному растрескиванию, обусловленному коррозионным воздействием среды. Низкий отжиг при 300 С, не изменяя существенно прочности латуни, уменьшает или полностью снимает внутренние напряжения и устраняет склонность к сезонному растрескиванию. При сухом трении латунь быстро изнашивается.
Технологический фактор связан с влиянием наклепа и остаточных напряжений от механической обработки. Влияние этого фактора исключается при изготовлении образцов с, большим числом проходов при резании и постепенным уменьшением глубины ре-вания и подачи. При этом толщина наклепанного слоя и остаточные напряжения получаются минимальными и не влияют существенно на сопротивление усталости, В ряде исследований проводили отжиг образцов в вакууме для полного снятия наклепа и остаточныя напряжений. После исключения влияния металлургического и технологического факторов существенное снижение пределов выносливости связано со статистическим фактором и хорошо описывается количественно и качественно уравнениями, вытекающими из статистической теории подобия усталостного разрушения.
Нагартовка алюминия это — Металлы, оборудование, инструкции
Алюминий – это пластичный и лёгкий металл белого цвета, покрытый серебристой матовой оксидной плёнкой. В периодической системе Д. И. Менделеева этот химический элемент обозначается, как Al (Aluminium) и находится в главной подгруппе III группы, третьего периода, под атомным номером 13. Купить алюминий вы можете на нашем сайте.
История открытия
В 16 веке знаменитый Парацельс сделал первый шаг к добыче алюминия. Из квасцов он выделил «квасцовую землю», которая содержала оксид неизвестного тогда металла. В 18 веке к этому эксперименту вернулся немецкий химик Андреас Маргграф.
Оксид алюминия он назвал «alumina», что на латинском языке означает «вяжущий». На тот момент металл не пользовался популярностью, так как не был найден в чистом виде. Долгие годы выделить чистый алюминий пытались английские, датские и немецкие учёные.
В 1855 году в Париже на Всемирной выставке металл алюминий произвёл фурор. Из него делали только предметы роскоши и ювелирные украшения, так как металл был достаточно дорогим. В конце 19 века появился более современный и дешёвый метод получения алюминия.
Виды заклепок
Заклепки для работы вручную
Один из простейших и активно используемых видов заклепок, чаще всего применяемый для тех соединений, которые в дальнейшем не будут разбираться.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- В углублении размещается головка заклёпки.
- С помощью молотка поверхности плотно прижимаются.
- Вторая головка развальцовывается круговыми ударами инструмента, придается нужная форма.
Виды клепок (по форме головок):
- с выпуклой головкой. Диаметр 1-36 мм; длина 2-180 мм.
- с потайной головкой. Диаметр 1-36 мм; длина 2-180 мм.
Виды работ: крепление видимых пластин, тонких листов из металла и т.д.
Недостаток: необходима доступность к обеим сторонам соединяемых деталей; сложность клёпки.
Трубчатые, полутрубчатые и пистонные заклёпки
Этот вид заклёпок по причине их непрочности применяется для сочленения деталей, подвергающихся небольшим физическим нагрузкам.
Эти детали полые: трубчатые без шляпки и со сквозным отверстием; полутрубчатые наполовину полые; пистонные с тонкостенными трубками.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- Расклепывается пуансонами.
- Соединение готово.
Недостаток: можно использовать только при небольшой физической нагрузке, необходима доступность к обеих сторон.
Закладные заклёпки
Данные заклепки выгодно отличаются от предыдущих прочностью. Это связано с тем, что в их основании после установки остается пуансон.
Процесс клёпки:
- Просверливается отверстие, куда помещается заклёпка.
- Внутрь заклёпки помещается пуансон так, чтобы он вышел и противоположной стороны.
- Расклепывается материал заклёпки.
- Формируется шляпка.
Виды работ: толстостенные конструкции с повышенной жесткостью.
Заклёпка с резьбой
Заклёпка с резьбой необходима для произведения резьбового соединения в материалах с легкой текстурой, где создание резьбы в самих деталях невозможно по причине его небольшой толщины, например, в листовой жести. Резьбовая заклёпка внутри содержит резьбу, используемую во время соединения к поверхности заклепки. Хотя ее основное применение – создавать болтовое соединение.
Процесс клепки:
- Проделывается отверстие.
- Деталь аккуратно накручивается на подготовленный для этой работы инструмент, затем располагается в созданном отверстии.
- При помощи заклёпочника заклёпка сжимается по всей длине, плотно придавливает с обеих сторон детали.
- Инструмент выворачивается.
Материал заклёпки должен быть идентичен материалу соединяемых деталей.
Виды работ: декоративная деятельность; поверхности, где крайне необходимой считается износостойкость к коррозийным процессам.
Вытяжные заклёпки
Предложенный тип заклёпок имеет широкое применение для сочленения разнообразных материалов, особенно хрупких.
Процесс клепки:
- Создается отверстие.
- Заклепка аккуратно вставляется на специализированный инструмент, затем располагается в углубление.
- Инструмент тянет стержень, сжимает его по длине.
- Удаляется инструмент одновременно со стержнем.
Материал: алюминий, сталь, комбинированный вариант.
Виды заклепок, зависящий от формы бортика:
- Со стандартным;
- С широким;
- С потайным.
Виды работ: универсальны.
Правила техники безопасности при клепке
- Специальный молоток должен быть плотно насажен на рукоятку.
- Обжимки и бойки должны быть без трещин и выбоин.
- Работу лучше выполнять в паре, так как это облегчает и без того трудоемкий процесс.
- Вырезы на поддержки должны присутствовать в обязательном порядке, а сама поддержка должна быть тяжелее молотка в 4-5 раз.
Если при работе происходит брак, испорченную деталь срезают зубилом косяком. При необходимости пользуются не только молотком, но и кувалдой. После этого бородком выбивают стержень заклепки.
Эти этапы работы на бракованным изделием не подходят для деталей, изготовленных из тонких листов, так как срубание головки заклепки может привести к деформации детали. В данном случае уместнее будет применить метод высверливания.
Необходимо отметить, что область применения клепки с каждым годом сужается, так как совершенствуются методы сварки.Но и сегодня сфера применения достаточна широка: авиа- и судостроение, строительные конструкции, машиностроение и т.д.
Внимание покупателей подшипниковУважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Классификация по конструкции
Существует множество версий и модификаций данного метиза. Стандартом считается распорный элемент, который используется в соединении рыхлых, мягких и хрупких стройматериалов. Обратная головка этой заклепки в процессе монтажа складывается, что позволяет распределять нагрузку по большой площади с обратной стороны. Для работы с древесиной применяют лепестковые модели. В момент установки стержень раскрывается и образует лепестковые сгибы, которые, в свою очередь, дают обратный упор и фиксацию материала. Как правило, это заклепки алюминиевые, способные справляться с легкими панелями. Интересны и многозажимные изделия, предназначенные для соединения материалов разной толщины. Формируемый узел в данном случае является универсальным, поэтому его часто используют там, где нет четких представлений о размерах заготовок. Наиболее же технологичный вариант предлагают разработчики кассетных моделей. В данной конструкции фиксирующие упорные элементы могут быть представлены десятками уровней. При этом несущей основой будет выступать только один стержень.
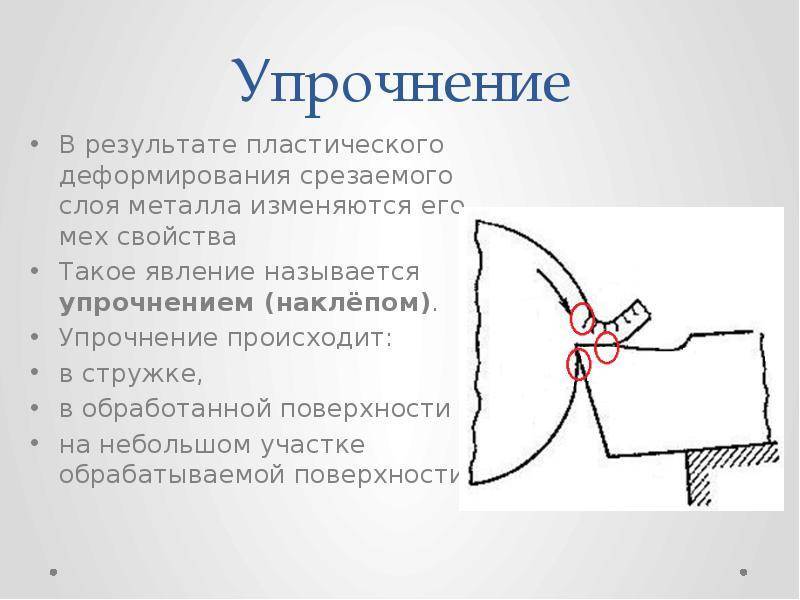
Технология наклепа и нагартовки металла
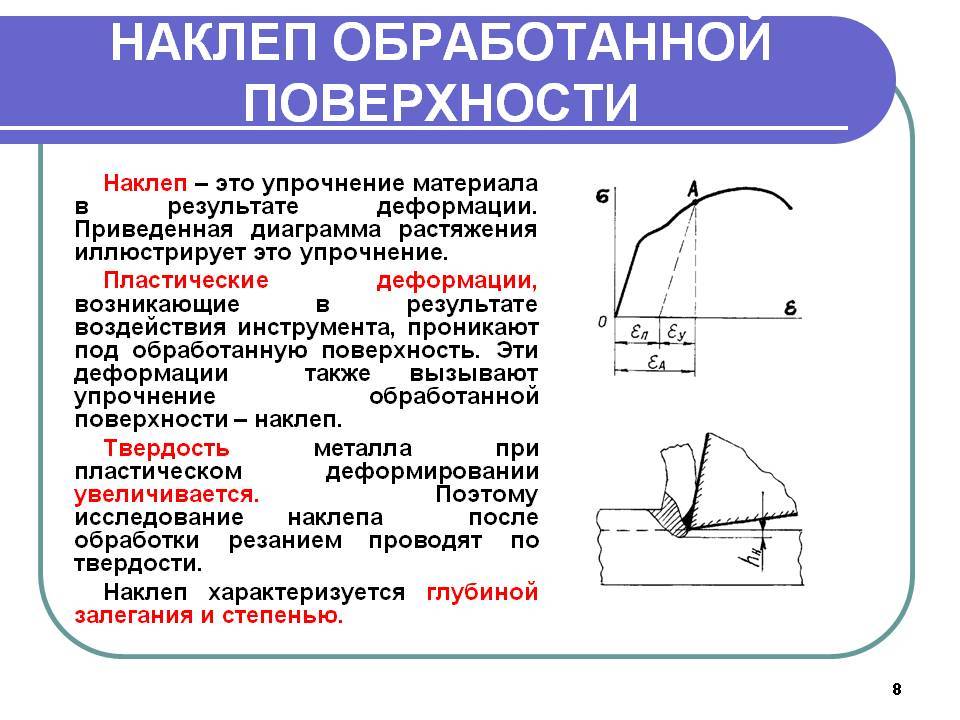
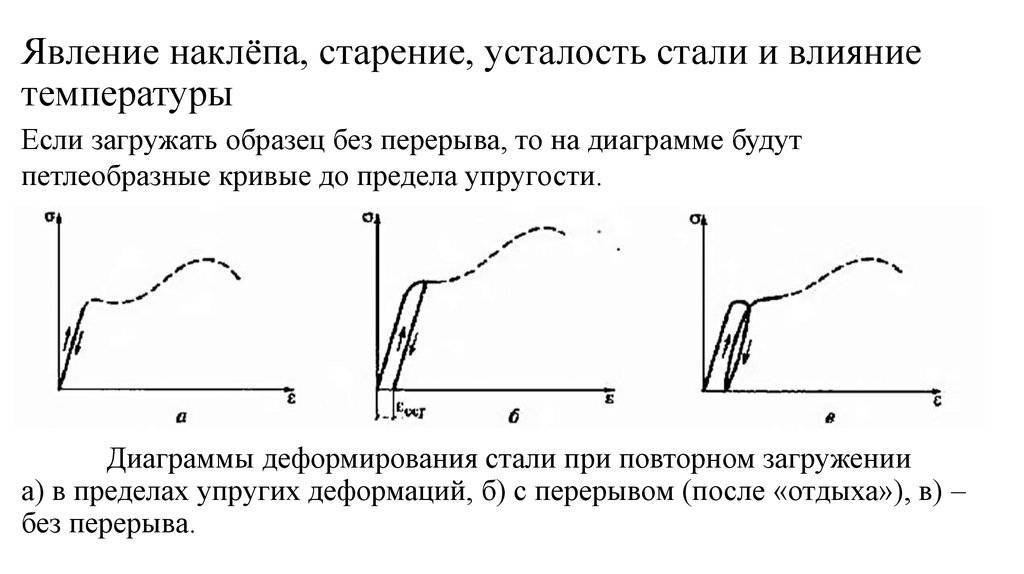
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий.
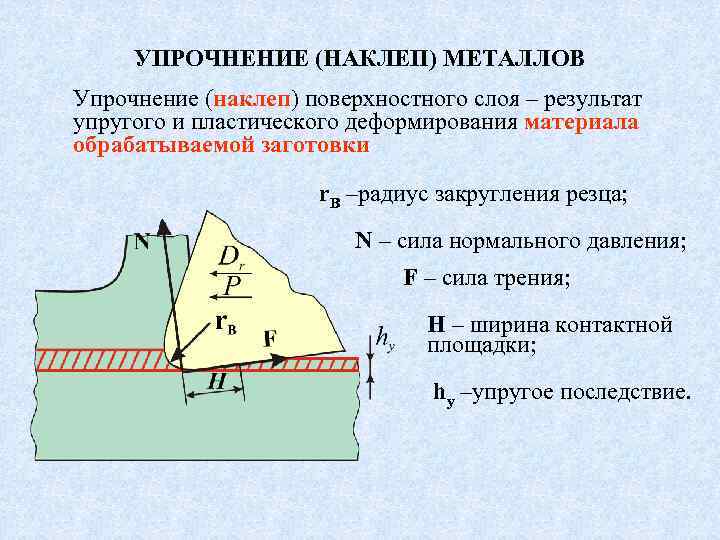
Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
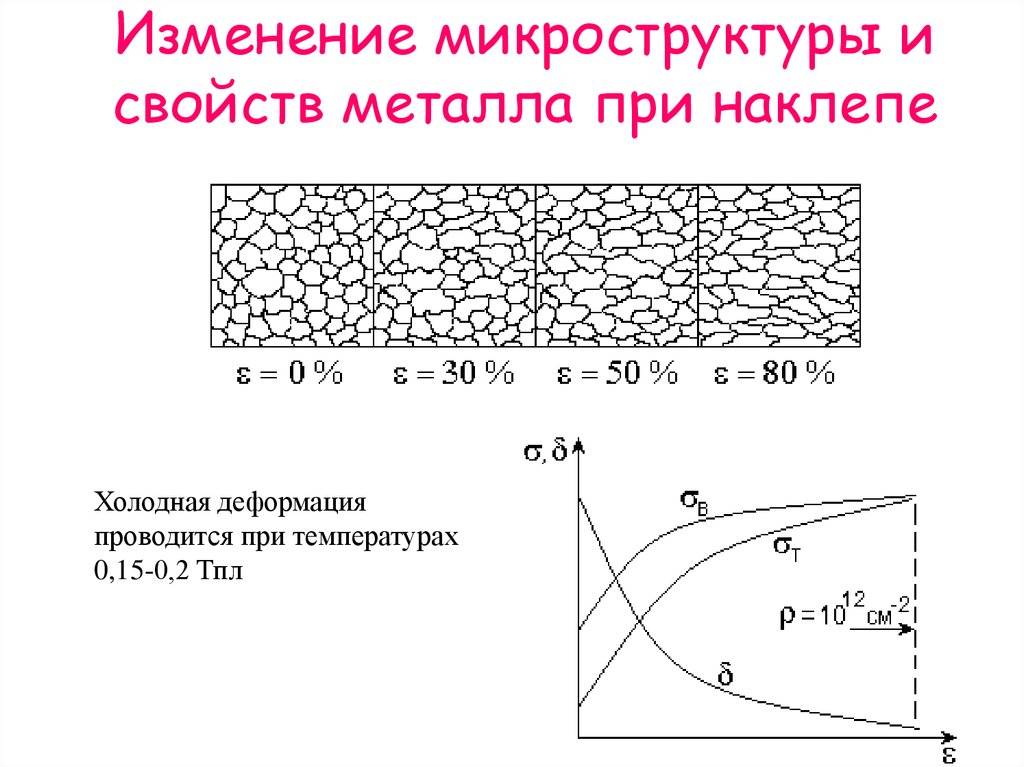
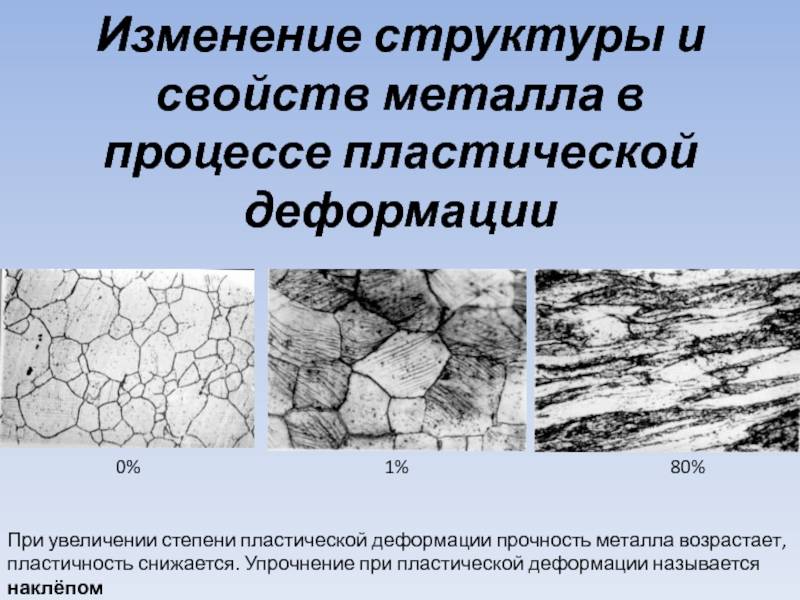
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
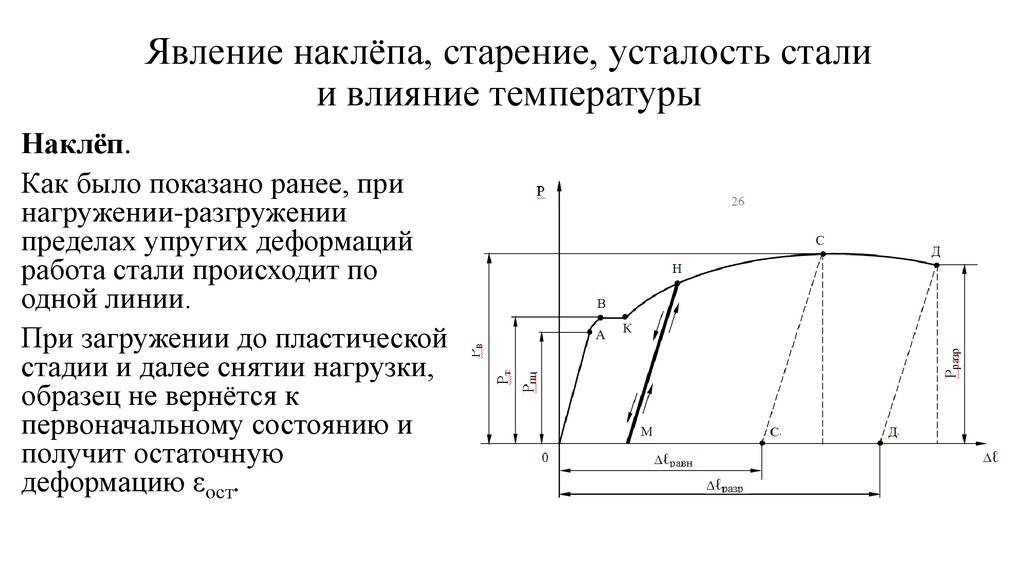
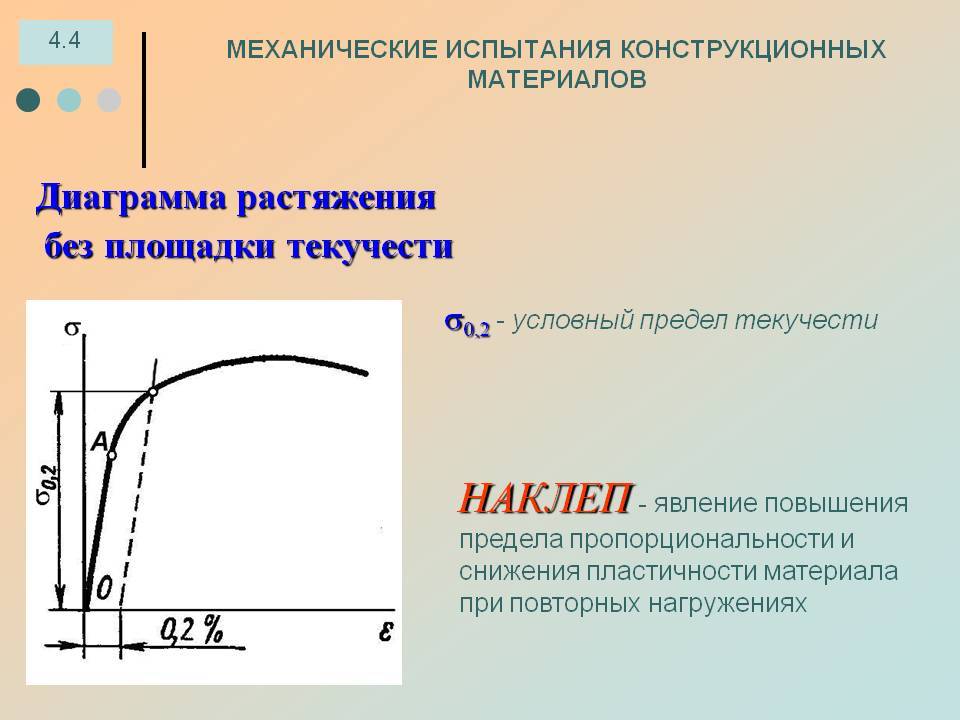
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение. Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести.
Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
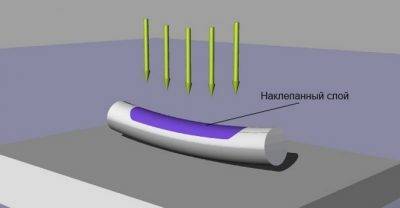
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.
В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
Почему бандажные ленты из металла так популярны
Металлическая лента – самый востребованный упаковочный материал. Помимо упаковки грузов стальные полосы применяются в электромонтажных работах. С их помощью самоизолирующие провода СИП надежно крепятся к различным опорам: железобетонным, деревянным столбам, стенам домов.
Главные преимущества– отличные технические и эксплуатационные характеристики:
- Универсальность применения.
- Сведение к минимуму случаев деформаций, порчи товаров.
- Высокая прочность, надежность крепления, сопротивляемость сверхвысоким механическим нагрузкам.
- Аккуратность, внешний вид груза остается открытым для внешнего обзора.
- Компактность, удобная расфасовка для пользования (бухты, рулоны).
- Большой выбор типоразмеров.
- Доступность, сравнительно невысокая стоимость.
- Транспортировка грузов различными видами транспорта.
Сущность процесса улучшения
Процессу улучшения подвергаются конструкционные улучшаемые стали трех категорий:
- Углеродистые. Среднее содержание, которого находится в пределах от 0,25% до 0,6%.
- Малолегированные. Средне суммарное содержание легирующих элементов не более 3%.
- Среднелегированные. Количество вводимых элементов в пределах от 3% до 10%.
При закалке деталь подвергается нагреву до температуры на 30°С ниже чем в точке Ас1. На данном этапе необходимо обеспечить сквозную прокаливаемость. В детали преобладает внутренняя структура – мартенсит.
Структура улучшаемой стали
Высокий отпуск производится при температуре от 550°С до 650°С. За счет чего структура металла переходит в сорбит и получается однородной и мелкозернистой.
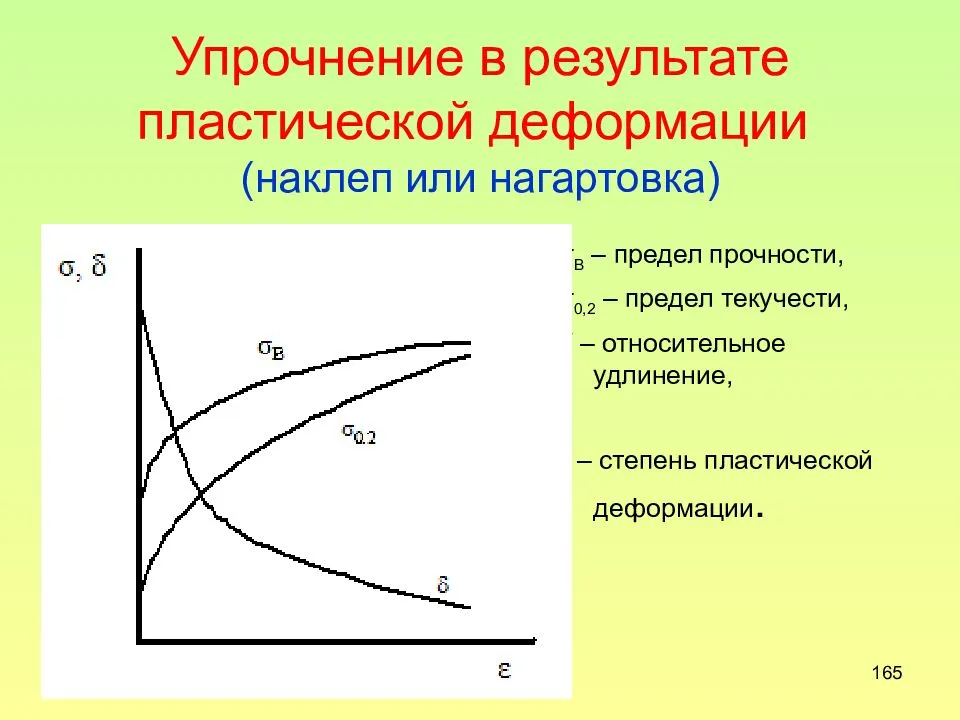
Термическое улучшение металлов позволяет менять такие показатели как:
- Прочностные характеристики: ϬВ – предел прочности;
- Ϭ0,2 – предел текучести;
- KCU – ударная вязкость;
- Характеристики пластичности: δ% — относительное удлинение;
- ψ% — поперечное сужение;
Усталостные характеристики:
- Ϭ-1 – усталостная прочность;
Ψ-1 – предел усталости при кручении;
Твердость (НВ, HRC).
Технология наклепа и нагартовки металла
Наклеп – это явление, при котором повышается прочность и твердость металлического изделия. Изменения свойств достигается за счет пластической деформации. Наклеп металла протекает при высокой температуре, значение которой недостаточно для рекристаллизации заготовки. Данное явление может быть как вредным, так и полезным.
Нагартовка – это технологический процесс, который преследует те же цели, что и наклеп. Основное отличие заключается в том, что последнее явление может происходить в результате осознанных или неосознанных действий.
Например, в процессе механической обработки резанием с высокой скоростью и глубиной прохода поверхность приобретает избыточную прочность, что повышает хрупкость изделия. Нагартовкой являются только полезные деформационные упрочнения, применение которых имеет умышленный характер.
Суть и назначение наклепа и нагартовки
В результате пластической деформации происходят изменения в кристаллической решетке и фазовом составе материала. Процесс нагартовки металла сопровождается образованием дефектов во внутренней структуре изделия. При этом свойства материала изменяются следующим образом:
- повышается стойкость к механическим повреждениям (упрочнение металла);
- увеличивается твердость материала;
- снижается сопротивление динамическим нагрузкам;
- теряется пластичность;
- происходит снижение устойчивости к пластическим деформациям с противоположным знаком – это называется эффектом Баушингера.
Таким образом, снижается предел текучести металла. Этот параметр определяет предельное напряжение на изделие, при котором оно начнет деформироваться пластически. Если степень нагрузки не превышает допустимого значения, после прекращения действия сторонних сил металл вернется в прежнее состояние.
Данный параметр особенно важен для нагартованной стали, которую используют в качестве основного материала в несущих конструкциях различных зданий и сооружений. Проект составляют с учетом предельных нагрузок на отдельные элементы и объект в целом.
Изучение структуры металла говорит о том, что после превышения предела текучести изделие получает деформационное упрочнение. Для закалки поверхности наклепом используют специальное оборудование, которое будет рассмотрено ниже.
При воздействии на сталь и прочие ферромагнитные материалы наблюдается увеличение значения напряженности магнитного поля. Этот параметр называется коэрцитивной силой. При этом магнитная проницаемость изделия снижается.
Рассматриваемое явление помогает повысить эксплуатационные свойства пластичных металлов. При нагартовке алюминия и сплавов на его основе наблюдается существенное увеличение твердости и повышение предела текучести.
Удобство работы с пластичными металлами заключается в том, что для холодной деформационной обработки можно использовать любой из нижеперечисленных способов:
- прокатку;
- глубокую вытяжку;
- ковку;
- отбортовку.
В каких случаях используют наклеп, а когда нагартовку
Физика данных процессов основана на деформационном упрочнении металлического изделия. Отличие заключается в следующем:
- Наклепом называется любое деформационное упрочнение металла, эффект от которого может быть как положительным, так и отрицательным.
- Нагартовкой считают только тот процесс, который применяют к изделию умышленно, с целью повышения эксплуатационных характеристик.
В технической документации, включая государственные стандарты, ANSI и ISO, отсутствует термин наклеп. Например, деформационно-упрочненный алюминий называют нагартованным. Для этого металла степень обработки обозначают буквой Н. За ней следует числовое определение, которое может содержать от одной до трех цифр.
Виды наклепа
Деформационное упрочнение металла классифицируют по процессам, которые активизируются в заготовке во время образования наклепанного слоя.
В случае образования новых фаз, отличающихся иным удельным объемом, явление называют фазовым. Если причина изменений – действие внешних сил, наклеп называют деформационным.
Существует две категории:
- Центробежно-шариковый. На изделие воздействуют шариками, которые располагаются в гнездах обода установки. Ее принцип действия основан на вращении, когда под влиянием центробежной силы элементы оказывают механическое воздействие на обрабатываемую заготовку.
- Дробеметный. Этот метод основан на использовании кинетической энергии. В качестве обрабатывающих элементов используют дробь диаметром до 4 мм, изготовленную из прочного материала: чугуна, стали или керамики. Согласно технологическим требованиям скорость потока может достигать 70 м/с.
Нагартовка алюминия: немного физики
Методы обработки металлов давлением – прокатка, ковка, штамповка, прессование – превращают литой алюминиевый слиток в готовый полуфабрикат или конечное изделие – алюминиевый лист, алюминиевую поковку, алюминиевую штампованную деталь или алюминиевый профиль.
Это происходит при повышенной или комнатной температуре и может также включать один или несколько промежуточных нагревов – отжигов – алюминия или алюминиевого сплава для восстановления его пластичности.
При этом происходит два основных изменения: 1) изменение формы и 2) изменение микроструктуры и механических свойств.
Пример: прокатка фольги из слитка
Например, прокаткой из алюминиевого слитка длиной 5 м и толщиной 300 мм получают около 200 километров алюминиевой фольги толщиной 7 микрометров. Изменение формы измеряется единицами деформации.
И без численной оценки деформаций ясно, что здесь они были очень большими, и их нельзя было достичь за один проход.
Обычно путь изготовления фольги начинается с горячей прокатки и заканчивается холодной прокаткой и отжигом.
Почему алюминий пластичный?
Способность подвергаться большой пластической деформации является одним из наиболее полезных свойств металлов. Металлы с гранецентрированной кубической решеткой, к которым относится и алюминий, обычно проявляют хорошую пластичность – их можно легко деформировать в различные сложные формы.


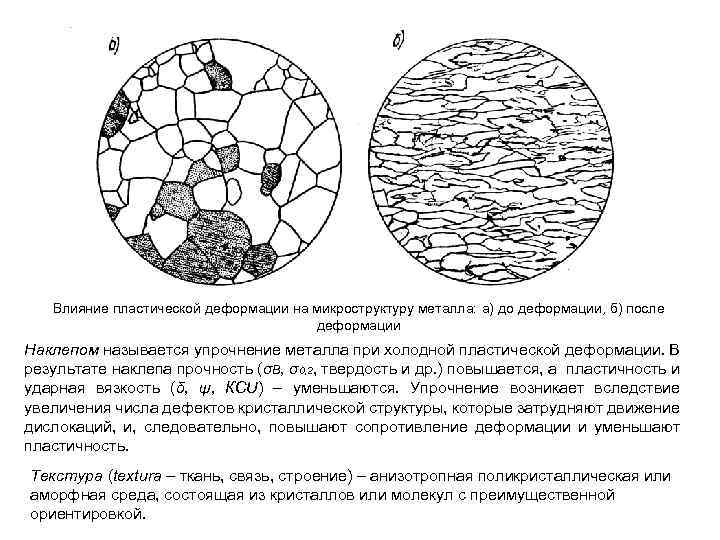
Обычно металлы состоит из большого количества отдельных зерен или кристаллов, то есть они являются поликристаллическими. Типичное зерно или кристалл алюминия после горячей и холодной обработки, а затем отжига имеет диаметр, скажем, 40 мкм, а элементарная ячейка атомной кристаллической решетки – всего около 0,4 нм = 0,0004 мкм.
Так что каждое зерно содержит много миллионов таких элементарных ячеек – порядка 1015 штук.
Дислокации в алюминии
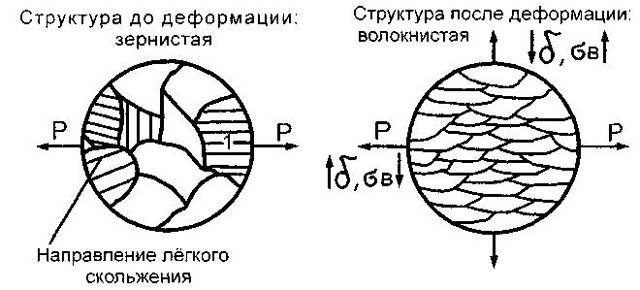
При разливке алюминиевых слитков первичные кристаллы растут из жидкой фазы и литая микроструктура обычно очень грубая. Когда алюминий пластически деформируют, каждое зерно деформируется путем движения линейных дефектов своей кристаллической решетки. Деформация происходит за счет проскальзывания
поплоскостям скольжения вдоль направлений сдвига.
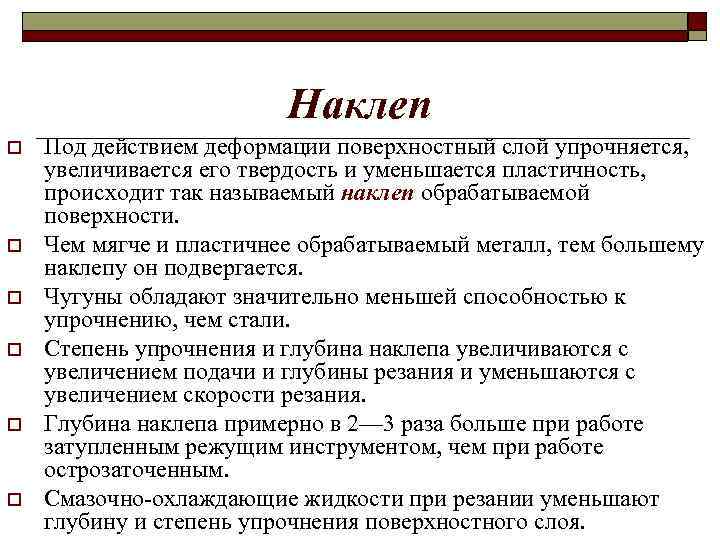
Эти дефекты называют дислокациями
(рисунок 1). Дислокации двигаются по некоторым кристаллографическим плоскостям в кристалле – так называемым «плотно упакованным плоскостям», которые известны как плоскости скольжения. Движение одной дислокации производит единичную сдвиговую деформацию, а объединенное движение сотен тысяч дислокаций – полную деформацию.
Рисунок 1
В ходе деформации при комнатной температуре число дислокаций возрастает и им становится трудно двигаться сквозь атомную решетку.
В этом случае говорят, что алюминий «получил нагартовку», «получил деформационное упрочнение» или даже «наклепался», а такой алюминий или алюминиевый сплав называют нагартованным.
Это означает, что для продолжения деформации требуется все большие усилия, а алюминий постепенно теряет пластичность, что, в конечном счете, приведет к образованию в нем трещин и его разрушению.
В это время на атомном уровне происходит следующее.
В ходе деформации скольжение дислокаций происходит очень активно и движущиеся дислокации различных плоскостей скольжения начинают взаимодействовать друг с другом, перепутываться между собой и образовывать так называемый «лес» дислокаций. С увеличением плотности дислокаций возрастает предел текучести материала – где-то прямо пропорционально корню квадратному из плотности дислокаций.