Как вручную нарезать резьбу. Метчиком, плашкой. Видео
В процессе постройки радиоуправляемых моделей, особенно кораблей, практически всегда приходится нарезать резьбу, так как используется довольно большое количество разъемных соединений.
Сегодня хочу рассказать и показать, на примерах, как это делается. Для начала надо сказать, что резьба бывает правая и левая, имеет диаметр и шаг, у правой винтовая линия поднимается против часовой стрелки, а у левой по часовой стрелке. Из этого следует, что название соответствует направлению закручивания изделия. Метрическая резьба обозначается буквой «М», затем идет цифра, указывающая ee диаметр, а значение после знака «x» указывает шаг, если он не указан, то подразумевается основной шаг, который является предпочтительным для каждого диаметра.
Если необходимо нарезать резьбу в отверстии, то для выполнения этих работ используется метчики.
Они бывают универсальными или комплектными, которые представляют комплект из двух или трех инструментов, которыми работают поочередно: сначала — черновым, а затем — чистовым.
Универсальным метчиком вся работа выполняется за один проход. Предварительно, в месте, где необходимо выполнить внутреннюю нарезку сверлится отверстие. Его диаметр выбирается согласно таблице.
Если отверстие просверлить больше, то соединение не будет иметь полного профиля и получится не качественным. Если диаметр взять меньше, то ход метчика будет затруднен и это может привести к его заклиниванию и поломке, особенно в твердых материалах. После сверления квадратный хвостовик надежно закрепляется в воротке и хорошо смазав, например, солидолом вставляется в отверстие. Затем, плавно вращая вороток, делая два оборота вперед и пол-оборота назад, производится нарезка. Через каждые 4-5 оборотов метчик вынимается, с него удаляется стружка, и после смазки действия повторяются.
Иногда требуется восстановить или нарезать резьбу на стержне, шпильке, болте или валу. Для этого используется плашка. В отличие от нарезки в отверстии, на стержне вся работа делается в один проход.
Один конец стержня хорошо фиксируется, например, в тисках. На второй в виде конуса и хорошо смазанный, можно солидолом, устанавливается плашка, зажатая в вороток. Затем плавными движениями вращается вороток, причем, после каждых пол-оборота желательно немного повернуть инструмент назад, для удаления стружки. Хорошая смазка обеспечивает легкость хода и предотвращение преждевременного затупления рабочих поверхностей инструмента.
Для нарезки резьбы на валах используется вот такая «приспособа».
Она работает как направляющая, так как точно установить плашку, даже на конус, и нарезать резьбу строго по центру довольно сложно. В тонкой части «приспособы» просверлено отверстие диаметром вала, в нашем случае 2 мм. В толстой части закрепляется инструмент под М2. При работе, тонкая часть надевается на вал и далее производится нарезка. Эта направляющая позволяет двигаться плашке строго по центру вала. Делается такая деталь, на токарном станке, индивидуально под каждое сечение вала.
Особенности устройства
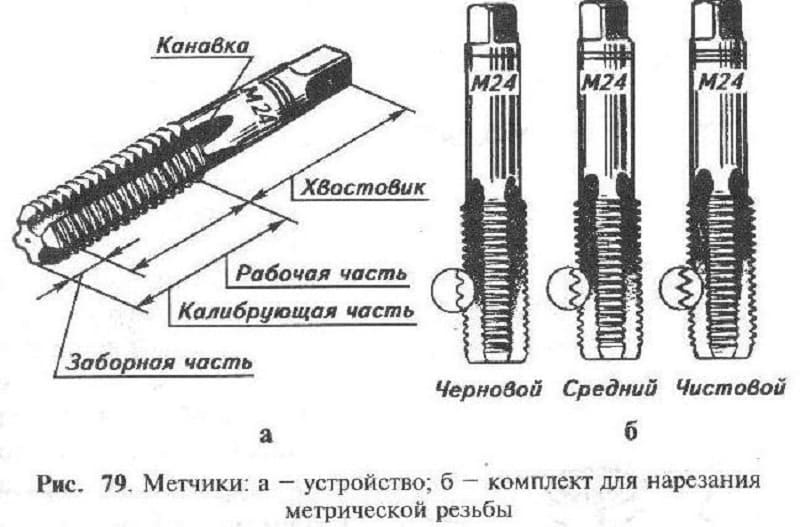
Независимо от вида, все метчики устроены принципиально одинаково. Различия обусловлены поставленными задачами: видом, технологией использования. Конструктивно метчик состоит из следующих элементов:
хвостовика с местом для фиксации вспомогательного инструмента (воротка, патрона);
калиброванной резьбы;
канавок для создания режущей кромки и отвода стружки;
конуса для захода;
Каждый их перечисленных элементов может быть выполнен в нескольких вариантах для решения конкретной задачи. Универсальные метчики есть почти у каждого уважающего себя домашнего мастера. На производстве дополнительно используется много специальных моделей, которые повышают производительность, позволяют получать заданные характеристики резьбы.
Конструктивные особенности
Первые приборы для нарезки резьбы отличались простой системой, и представляли собой четырёхгранный стержень, на рабочем окончании которого, заточенном под ровный конус, выпиливались зубья. Резьба при применении подобного устройства нарезалась посредством его ввинчивания во внутреннюю часть гайки, либо в заранее приготовленное отверстие в обрабатываемом продукте.
Безусловно, такого рода механизм обладал большим количеством недочётов. К наиболее значимым недостаткам необходимо причислить отсутствие на режущей части задней плоскости, а также негативное значение переднего угла. Со временем система метчиков стала более обдуманной, и на сегодняшний день, они дают возможность создавать чёткую и качественную внутреннюю резьбу.
В каждом метчике для нарезки на внутренних поверхностях есть такие элементы:
- канавки (от 2 до 6);
- заборная часть;
- калибрующая часть, что имеет трубчатую конфигурацию.
Канавки, находящиеся на фронтальной плоскости прибора, вдоль всей длины, одновременно осуществляют две функции: обеспечение вывода стружки с области обработки, и упрощение подвода в эту зону смазывающе-остужающей жидкости (СОЖ). Конфигурацию, которую канавка имеет в поперечном разрезе, устанавливают две её плоскости, одна из которых считается передней гранью разрезающего зуба прибора, а 2-я — его спинкой.
По виду профиля стружечные канавки бывают таких видов:
- однорадиусные (с канавками этой формы выполняются в большей степени метчики калибровочного типа);
- с прямолинейными поверхностями (приборы с канавками такой формы применяются для нарезки внутри гаек);
- с прямолинейной и радиусной поверхностями (большая часть метчиков производится со стружечными канавками непосредственно такого вида).
Канавки могут размещаться по-разному, отличают прямолинейные, а также спиральные. С канавками прямолинейного вида производятся многоцелевые метчики общего направления. Со спиральными левонаправленными канавками выполняются устройства, применяемые для нарезания резьбы в проход. Стружка, создаваемая прибором, двигается впереди него по возделываемому отверстию, тем самым исключается угроза ухудшения уже нарезанной резьбы. При применении метчиков с правым направлением закрутки канавок стружка выводится из области обработки к хвостовику прибора. Правосторонние оптимально подойдут для нарезки в глухих отверстиях.
Заборная доля метчика, как уже рассказывалось ранее, имеет коническую конфигурацию, что упрощает процесс вхождения инструмента в отверстие. Определённое значение части угла наклона, который может пребывать в спектре 3−20°, выбирают с учётом того, для какого вида обработки будет применяться механизм: черновой, промежуточной либо чистовой.
Цилиндрическая калибровочная часть производится с возвратным занижением до 0,1 миллиметра, что необходимо для того, чтобы сократить силы трения, возникающие во время нарезки. Сократить силу трения меж рабочей частью метчика и обрабатываемой поверхностью даёт возможность также затыловка задней плоскости режущих зубьев, исполняемая от их вершины на 1/3 их ширины. Подобным образом формируется занижение задней плоскости режущих зубьев, размер которого для инструмента диаметром 12-30 мм является около 0,1 мм.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров:
12 500
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.










Ответы знатоков
murzik99rus:
А тем же самым чем бегемот отличается от гиппопотама.
V.V. P.:
Наружная и внутренняя резьба.
Николай Приходько:
Одно …но.
cortes:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Loser:
абсолютно ничем.. . два названия одного и того же слесарного инструмента, для нарезания внешней резьбы.. .
Галина Реу:
плашку-сашкой, а лерку — только грелкой!
Сергей Иванов:
Лерка (плашка) для наружной резьбы, метчик для внутренней.
Александр Павлов:
Гы-гы) ) Лерка-это ещё имя такое есть, к плашке ничего не притянуть.. . Ну если только Палашка. .
Валентин Беляев:
Лерка, инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек, лерка-неразъёмный инструмент, даёт более точную резьбу (особенно малых диаметров).
Влад Влад:
плашкой нарезают резьбу на винтах а леркой нарезают внутренюю резьбу на гайке .
Душенька:
…точно знаю, что лерка — это спецыальное кольцо, которым нарезают резьбу на трубе например !..а что такое плашка — не знаю !..
Виктор Азаров:
Тем же, чем Шура отличается от Саши!!
Алёна:
Плашка внутри
wladimir shustov:
и кто выиграл?)))
dima iwanow:
В дополнение к вышесказанному: плашка используется преимущественно для трубной резьбы, лерка — для метрической…
anatolij drozd:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Ковбой:
Я думаю что в правой руке у вас резьбовая плашка, а в левой лерки.
слава морозов:
Если плашка Гармонирует с леркой У Вас всё прекрасно
Кот Бегемот:
Плашка цельная. Лерка с радиальной прорезью.
Виктор Лукиных:
ПЛАШКОЙ НАКАТЫВАЮТ РЕЗЬБУ А ЛЕРКОЙ НАРЕЗАЮТ.
Аха Аха:
otvet.mail /question/76128401«Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. ««… плашка используется преимущественно для трубной резьбы, лерка — для метрической.. .»
злодей сестрорецкий:
А я уже не помню… каждый по своему называл и вроде как это одно и тоже.
Кот Мурыч:
Ничем, это одно и тоже просто раньше называли по разному.
Николай Иванов:
Ничем. Разве что для одной нужен плашкодержатель а для другой леркодержатель.
Игорь:
s ru.wikipedia /wiki/Плашка
Вещий Ольгъ:
ну ей богу, википедия это во второй строчке разъясняет.. забанили?








Вольный ветер:
Лерка — устройство для нарезание наружной резьбы, плашка- часть этого устройства….
кви кузьменок:
Метрической и дюймовой резьбой.
Nick:
Пла́шка и ле́рка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) . В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно бо́льших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки, которые использовались для изготовления более точной резьбы мелких диаметров.Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ) , быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается) . s ru.wikipedia /wiki/Плашка
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187
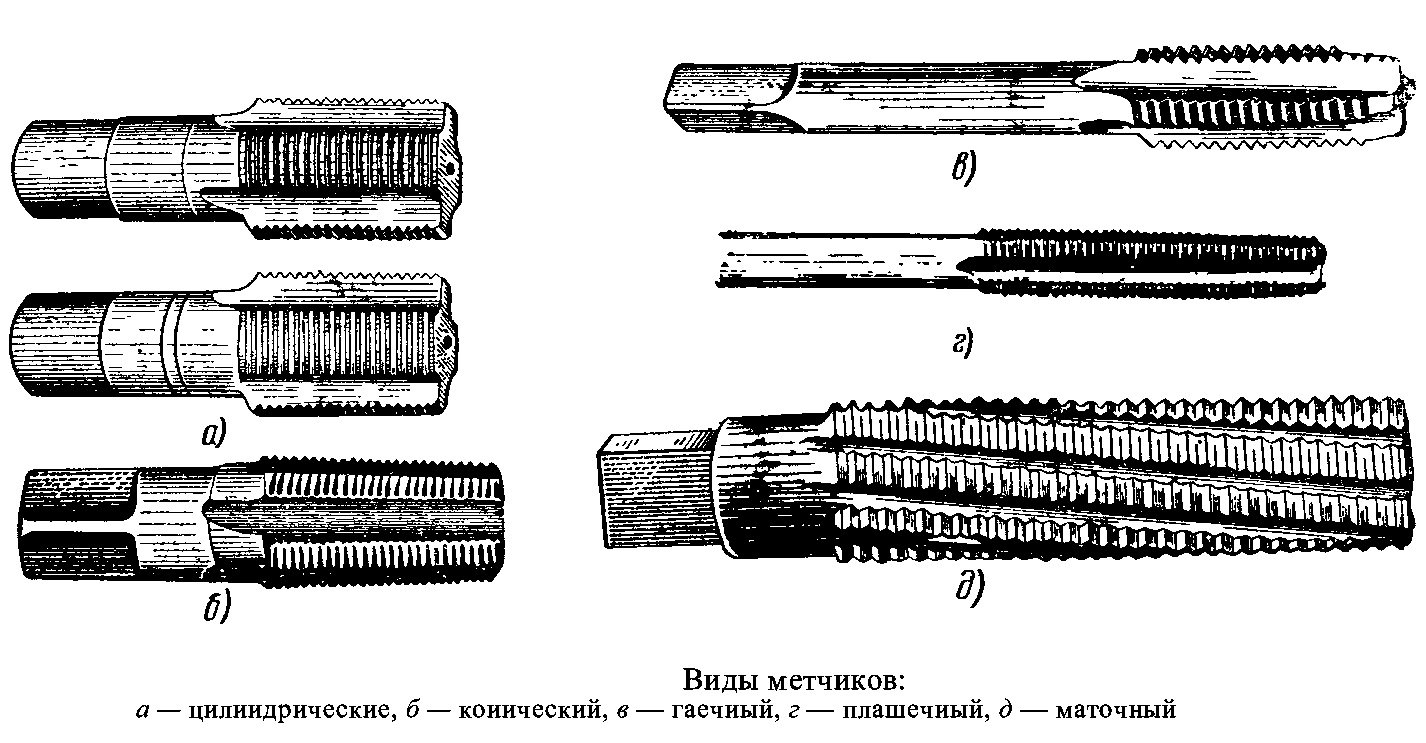
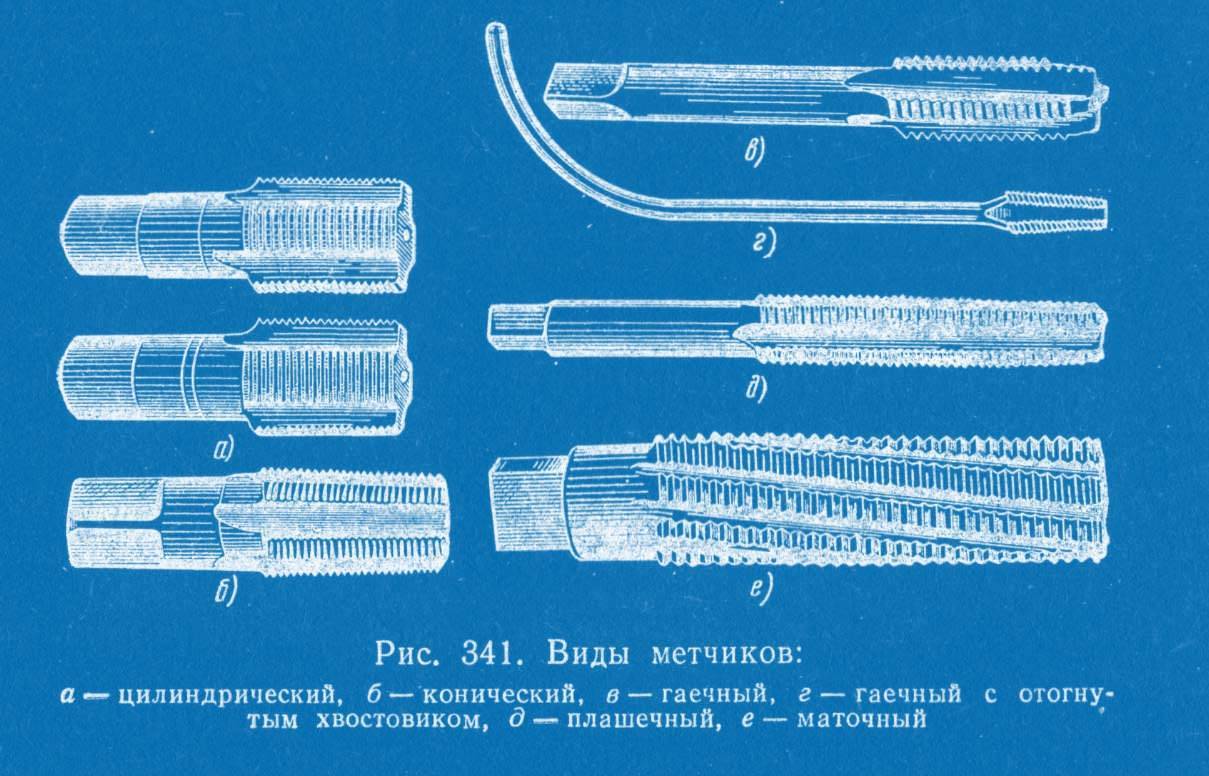
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
ручные;
машинные;
машинно-ручные;
гаечные.
Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.
Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
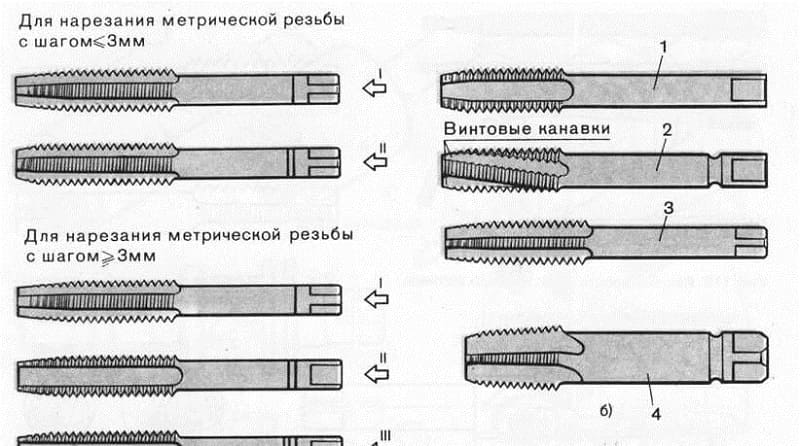
с укороченными канавками для вязкого материала (алюминия, легированных сталей);
с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
со ступенчатыми канавками, где каждый участок выполняет свою функцию;
метчики-протяжки для машинной обработки больших партий изделий;
комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.




На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.
По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент
Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
1 Метчики – основные виды инструмента для нарезки внутренних резьб
Метчиками называют специализированный металлорежущий инструмент, единственное назначение которого заключается в нарезании различных внутренних резьб диаметром до 50 мм в глухих и сквозных отверстиях. Изготавливают их из быстрорежущей стали (Р9, Р18, Р6М5) или инструментальной (9ХС, У11А, У12А), а иногда используют твердый сплав.
Метчик состоит из хвостовика и рабочей части, которая делится на режущую (конической формы) и калибрующую. Хвостовик предназначен для фиксации инструмента в воротке или патроне станочного оборудования. Он цилиндрической формы, а для установки в соответствующий приводной инструмент имеет квадрат на конце у ручных метчиков и поводок или лыску – у машинных.
Существуют следующие основные виды метчиков:
- Ручные – служат для нарезки резьб вручную.
- Машинные – предназначены для изготовления резьб машинным способом (на токарных станках). Отличаются от ручных особой геометрией, обеспечивающей возможность существенно ускорить процесс резания резьбы.
- Машинно-ручные – могут использоваться как для машинного, так и ручного нарезания.
- Гаечные – с удлиненным или изогнутым хвостовиком. Используются для нарезки резьб в гайках, их конструкция позволяет не выворачивать инструмент после завершения рабочей операции. С изогнутым хвостовиком применяют в гайконарезных автоматах.
По направлению формируемой резьбы все метчики делятся на:
- обычные – для правосторонней резьбы;
- специальные – для нарезки левосторонней резьбы, маркируются LH.
По геометрии резьбы:
- метрические – М;
- трубные, с резьбой:
- цилиндрической дюймовой – G;
- конической – K;
- конической дюймовой – RC.
Стандартная для труб резьба – цилиндрическая (G 1″ – на дюйм, G 1/2″ – на полдюйма и другие по аналогии). У метрических метчиков для каждого диаметра несколько шагов резьбы (стандартный, мелкий, средний), увеличивающихся с возрастанием диаметра. В маркировке инструмента указывают диаметр и шаг (кроме стандартного). М10×0,75 (диаметр 10 мм, шаг 0,75 мм) или М10 (шаг 1,5 мм – основной).
Изготовляются метчики одинарными и в комплекте из 2 или 3 штук. Последние в основном используют при работе с деталями, которые изготовлены из вязких или твердых материалов. Первые номера в комплекте предназначены для черновой нарезки, а последний – для чистового прохода. Если комплект метчиков состоит из 2-х инструментов, то №1 прорезает резьбу на 75 %, а №2 снимает оставшиеся 25 % металла. Для трех – 60 %, 30 % и 10 % соответственно.
Важные моменты по выбору и работе с метчиками
- Если вы решили купить метчики в наборе, используйте их в нужной последовательности, начиная с чернового, заканчивая чистовым. В ином случае возможна порча резьбы и поломка инструмента.
- Используйте вороток после того, как приступите к работе чистовым инструментом. Обычно о том, что необходимо применить дополнительное приспособление, говорит усилившееся сопротивление.
- Возьмите угольник, чтобы проверить перпендикулярность хода метчика относительно поверхности заготовки.
- Подберите правильную охлаждающую жидкость. При этом учтите, что заготовки из бронзы и чугуна нарезают без смазки. Сталь и латунь хорошо сочетаются с льняным маслом, алюминий — с керосином, медь — со скипидаром.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.

Конический метчик для нарезки резьбы

Цилиндрический метчик для нарезки резьбы
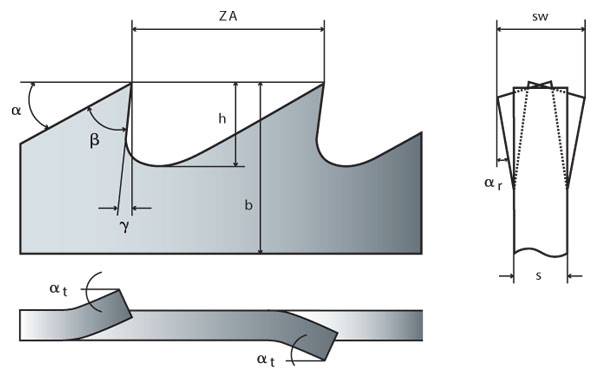
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.