Содержание
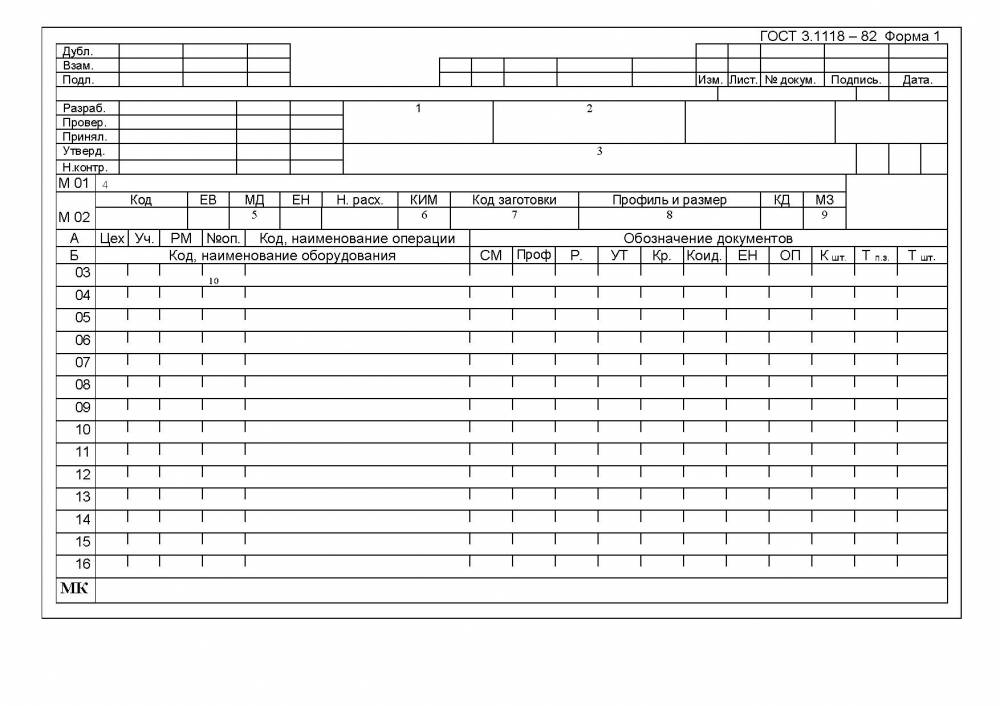
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
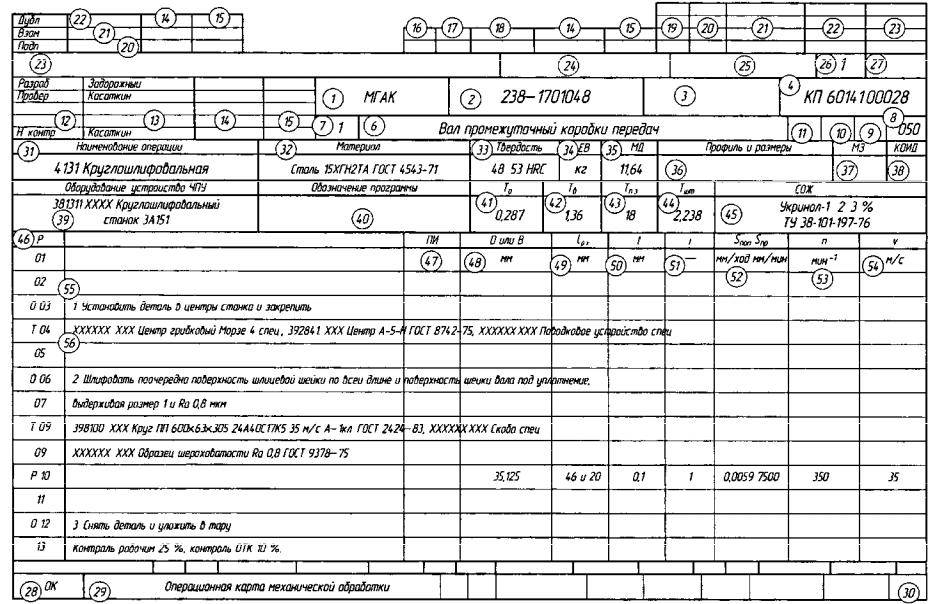
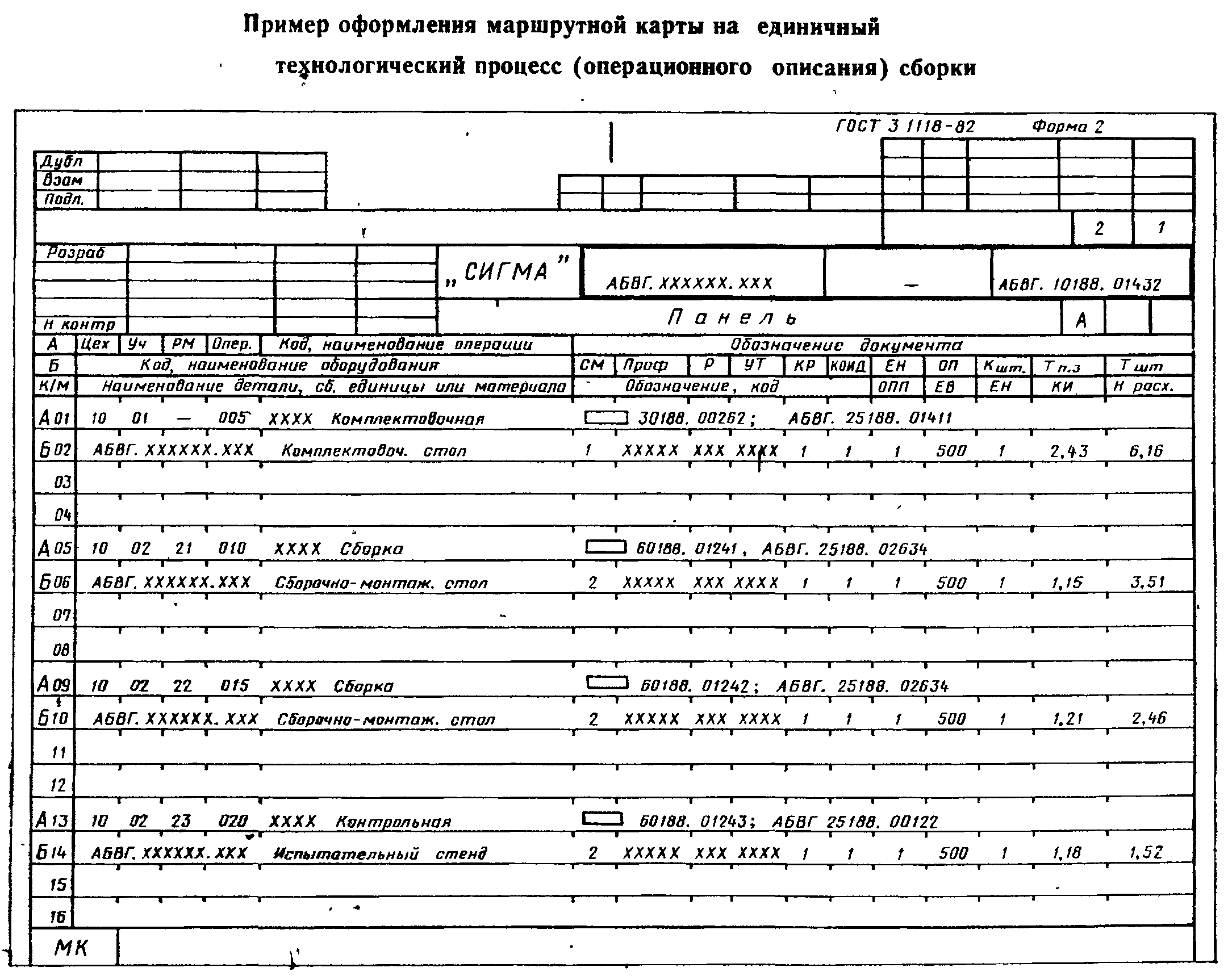
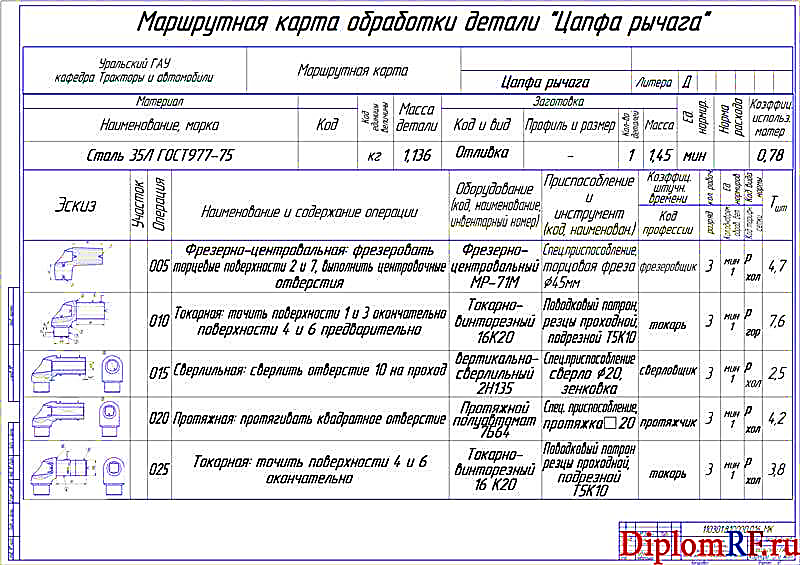
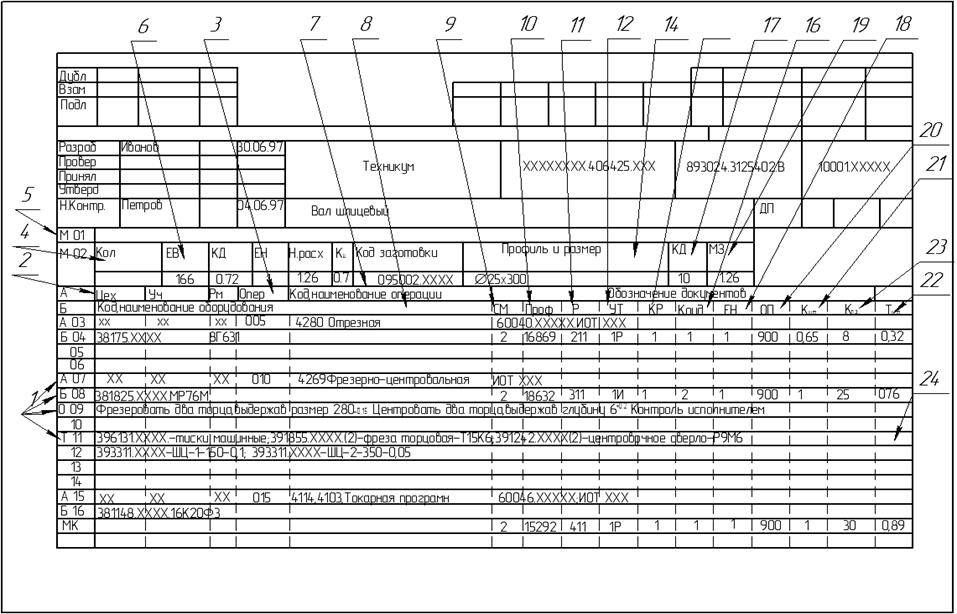
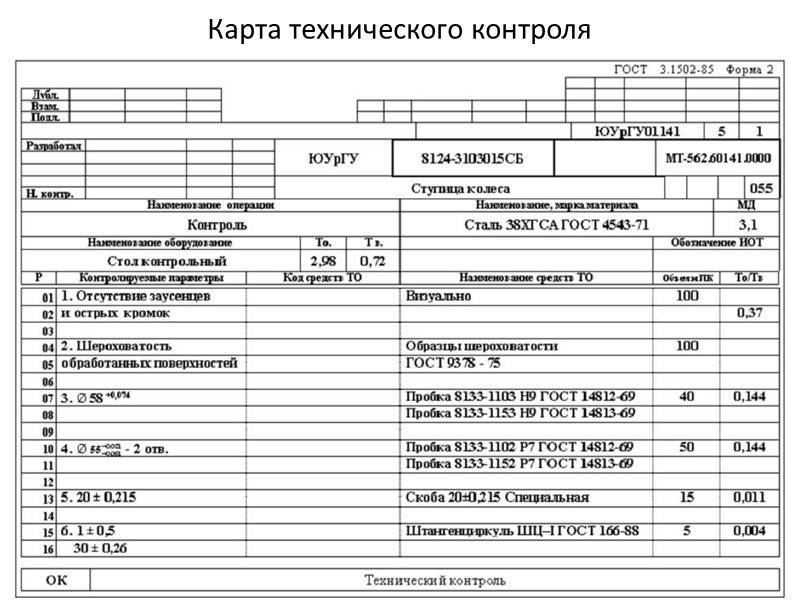
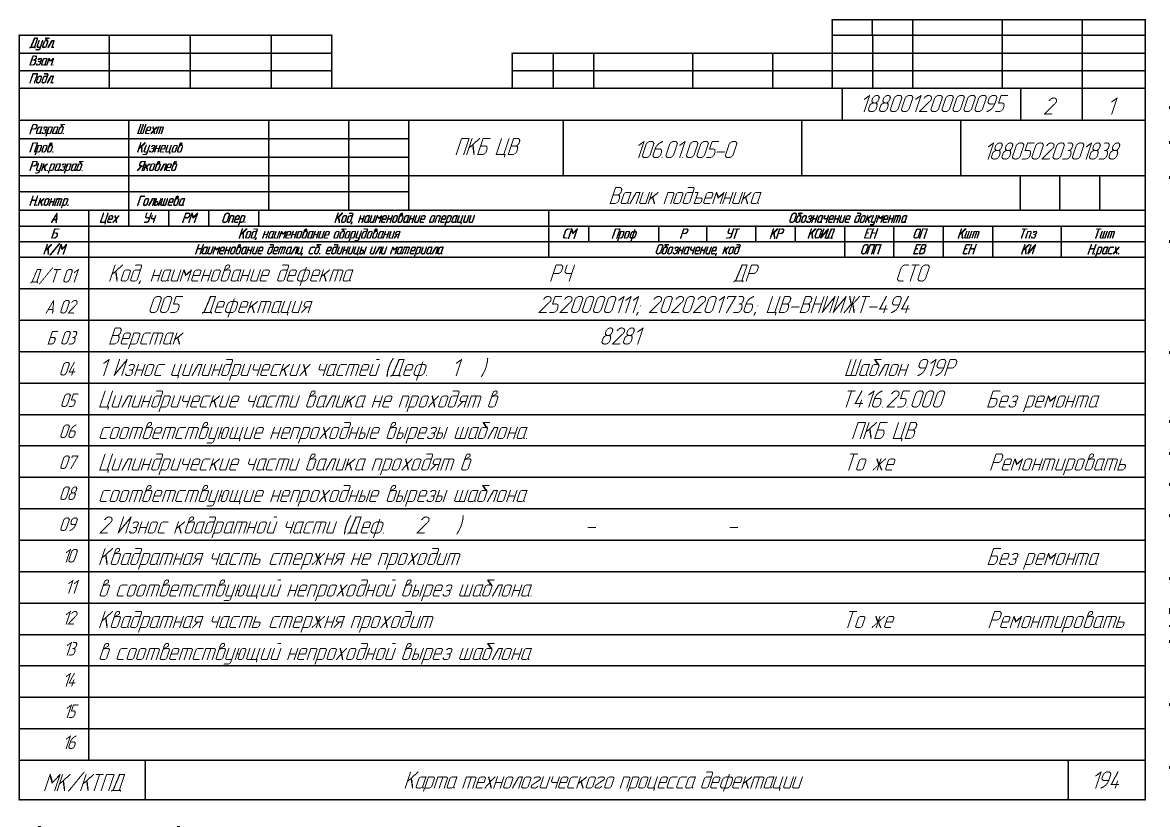
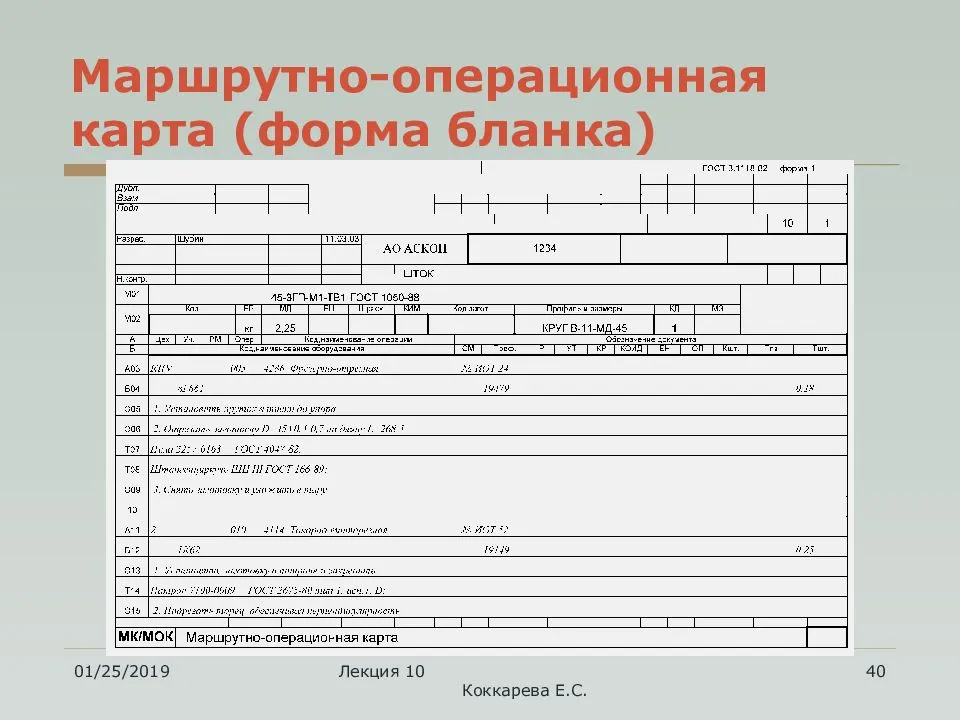
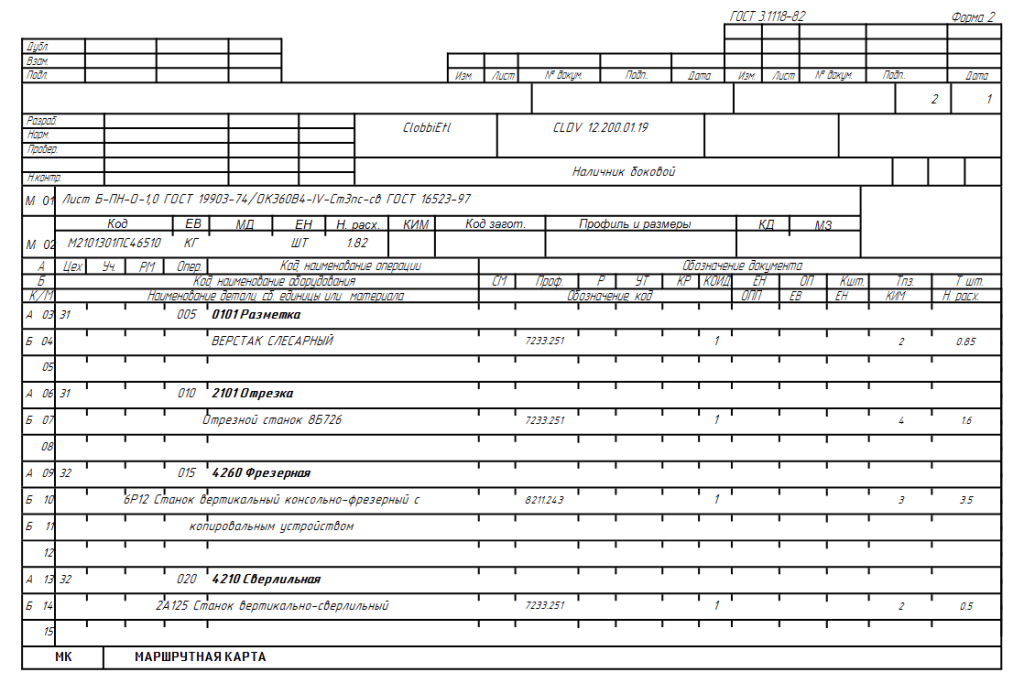
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
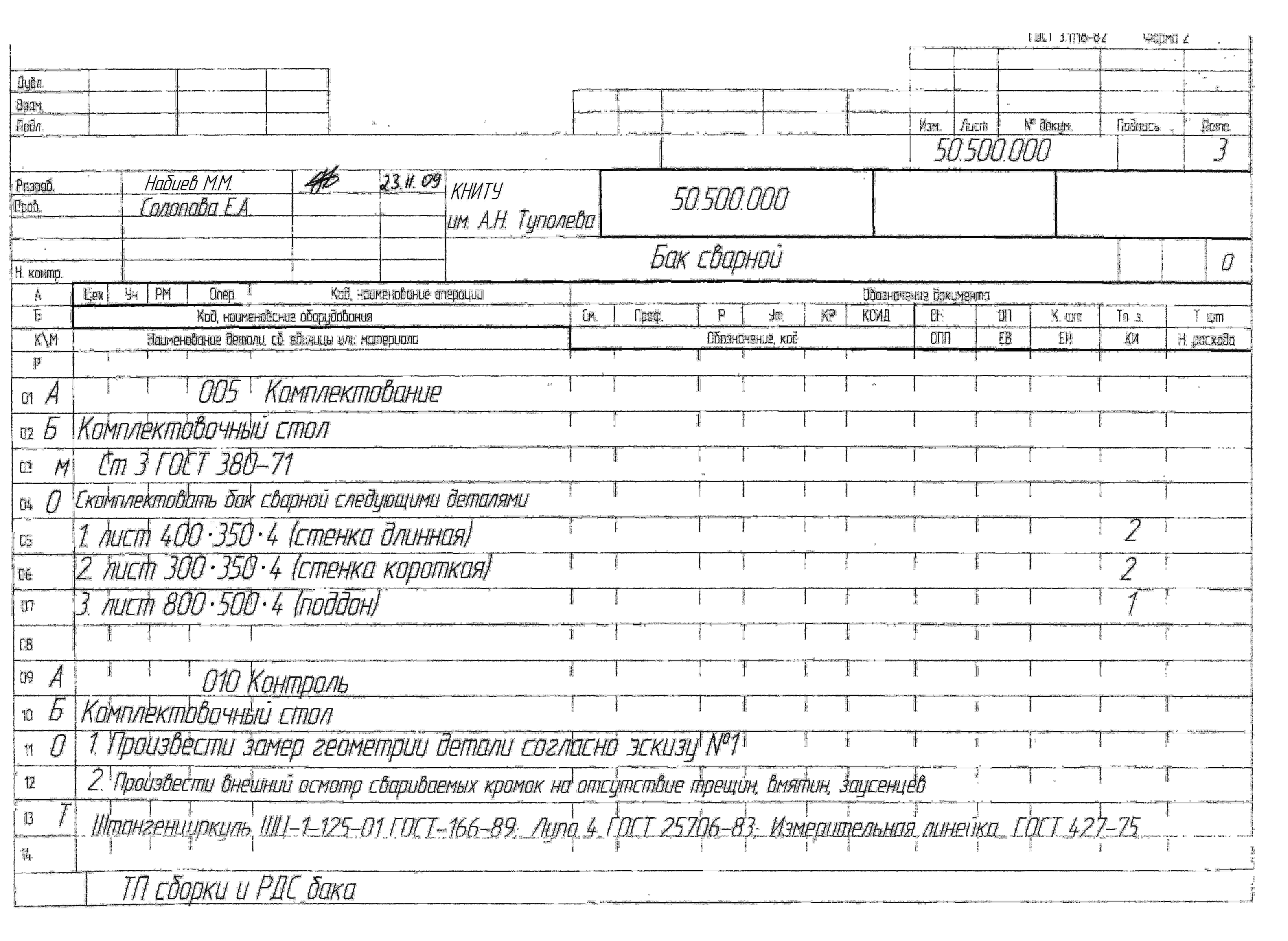
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
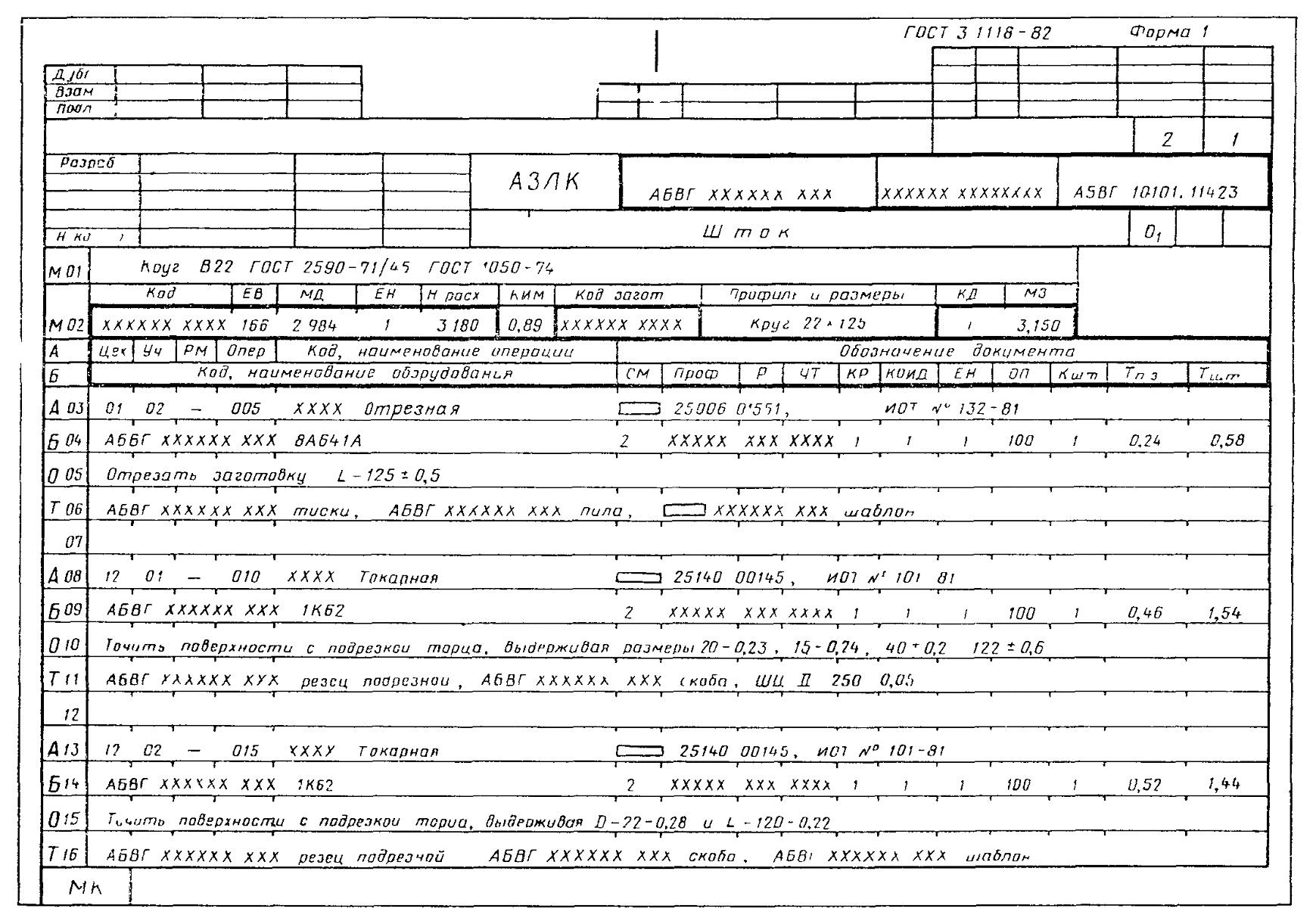
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
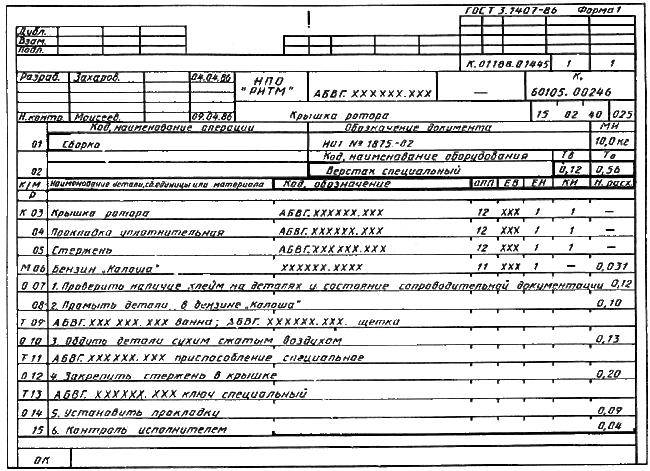
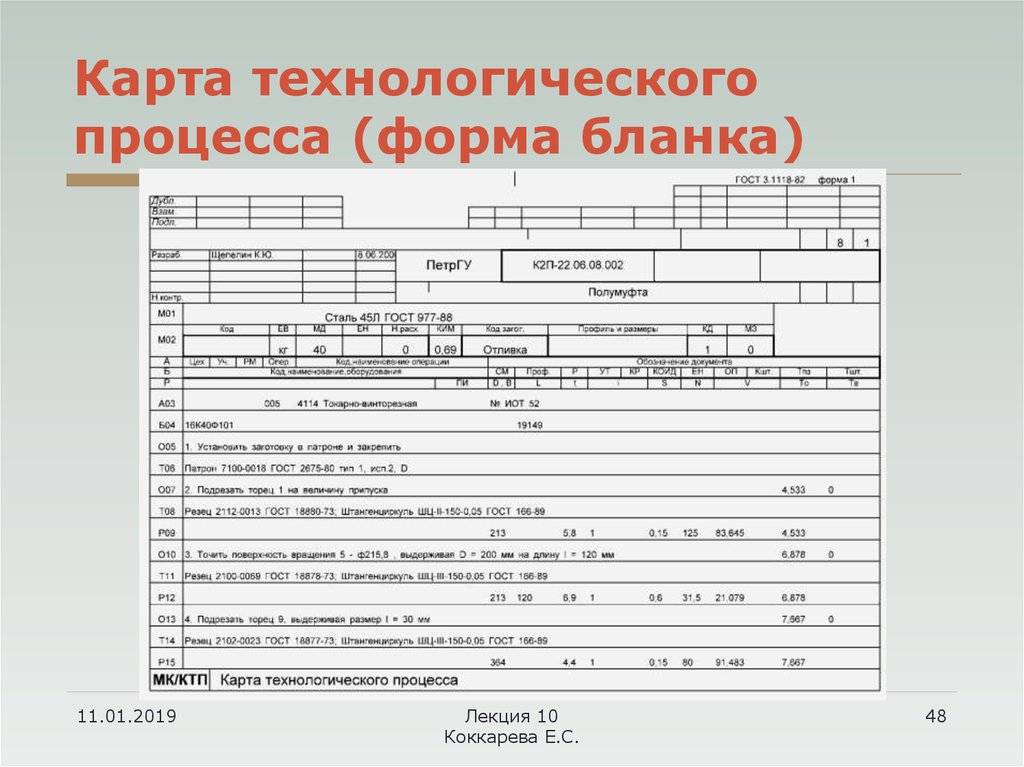
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Особенности оформления маршрутного листа
Существующее законодательство не предусматривает унифицированную форму данного бланка. Поэтому на каждом предприятии его разрабатывают самостоятельно с учетом производственной специфики. Тем не менее, существуют рекомендации по заполнению бланка, выработанные на практике.
На бланке обязательно должны быть указаны:
- название документа;
- его номер;
- наименование организации;
- должность работника (водитель, курьер, другие должности);
- сведения о транспортном средстве;
- дата заполнения.
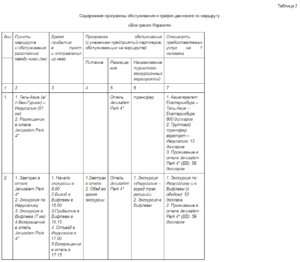
Далее информация может быть представлена в виде таблицы, в которой выделены отдельные графы для указания начальной и конечной точек движения. Отдельный столбец посвящается цели поездки. На некоторых предприятиях в документ вносятся данные о полученной оплате и ее отсрочке. В частности, указывается размер полученной суммы, а также способ оплаты. Иногда в таблице предусматривается столбец для указания срока отсрочки.
Для удобства планирования в бланке можно создать отдельную графу, в которой будет указываться частота посещения торговой точки. Этот показатель, в зависимости от производственных потребностей, можно подразделить на несколько категорий. Например, если товар поставляется по нескольким адресам, но с разной периодичностью, можно создать категории А, B и С, где «А» будет означать доставку раз в день, «B» — раз в три дня, «С» — раз в семь дней. Категории и их расшифровка могут варьироваться в зависимости от потребностей предприятия.
Стоит помнить, что документ в обязательном порядке должен быть заверен подписью водителя, уполномоченного лица и работника бухгалтерии.
Нередко работодатель требует отметки получателя груза о том, что передача состоялась.
Образец и правила составления технологической карты
Технологическая карта составляется в виде обычного документа, в котором наряду с текстовой частью, как правило, присутствует и описание процесса в виде таблицы, схемы, рисунка, чертежа и т.п. Стандартная структура документа включает в себя такие разделы:
- Название.
- Область применения.
- Организация выполнения работ – описание условий, требований к сырью, оборудованию.
- Собственно алгоритм действий.
- Характеристики готового продукта (требования к нему).
- Данные по испытаниям в разных условиях – температура, влажность, уровень освещенности и др.
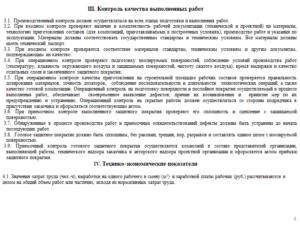
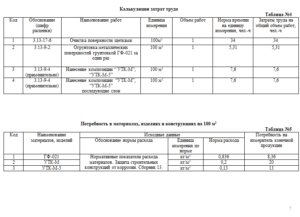
- Технико-экономические показатели (смета затрат на производство, в том числе трудовых ресурсов).
- Смета материалов и других ресурсов на единицу продукции.
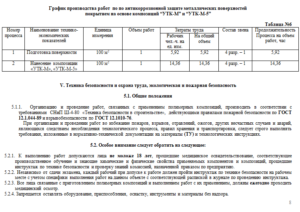
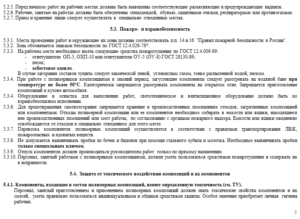
- Техника безопасности во время изготовления продукта.
Наличие всех этих разделов необязательно. Однако в случае со сложными процессами, например, по возведению, ремонту строительных объектов обычно присутствуют все перечисленные пункты. При составлении технологической карты можно ориентироваться на готовые образцы для разных видов деятельности, представленные ниже.
Строительных работ
Для них составляют наиболее сложные технологические карты
В документе важно отразить не только исчерпывающую информацию по условиям процесса, последовательности действий и требованиям к готовому продукту, но и сослаться на соответствующие регламентирующие документы (ГОСТ и другие стандарты)



Маршрута
В этом случае документ содержит исчерпывающие сведения о маршруте – описание транспортного средства, количество человек, начальный, промежуточные и конечные пункты, планируемое время прибытия/убытия, состав передвигающейся группы и т.п.



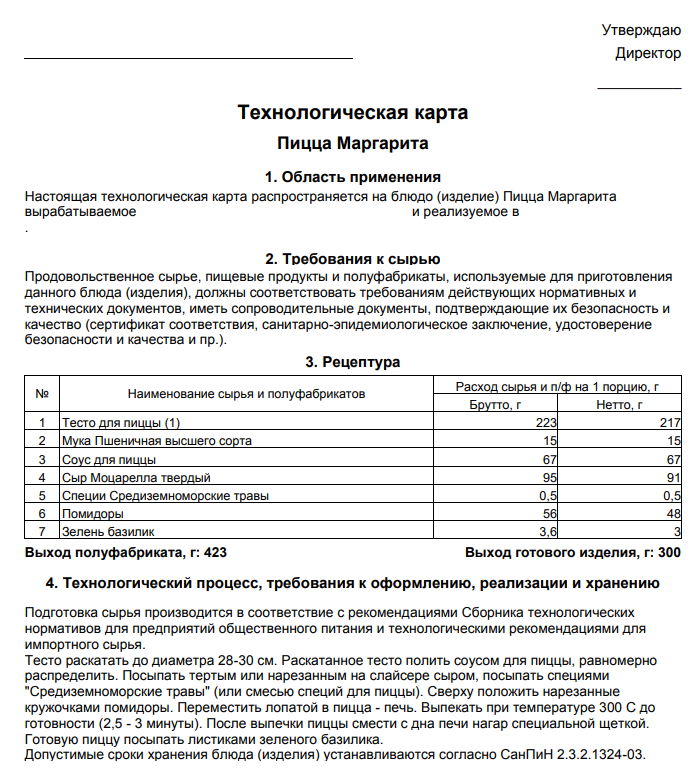
Пищевого производства
Это одни из наиболее простых видов карт, которые содержат не так много разделов, как, например, в случае со строительными работами. Достаточно описать базовые ингредиенты, их количество, а также последовательность действия для приготовления того или иного блюда.
Урока
Карта представляет собой схематическое изображение конспекта урока. В этом смысле документ напоминает план занятия с пошаговым описанием действий учителя и учащихся.
Разработка технологических карт – это процесс создания организационно-технологических документов для выполнения технологических процессов, определения состава операций, требований к качеству и охране труда.
 АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
Наши специалисты разрабатывают технологические карты, которые содержат комплекс организационно-технологических решений с использованием наиболее эффективных и современных средств механизации, технологической оснастки, инструмента и приспособлений.
Технологическая карта является частью организационно-технологической документации и определяет правила выполнения технологического процесса, выбор средств технологического обеспечения, строительных машин, оборудования, необходимых материально-технических ресурсов, требования к качеству и приемке работ, а также мероприятия по охране труда, безопасности, охране окружающей среды и пожарной безопасности.
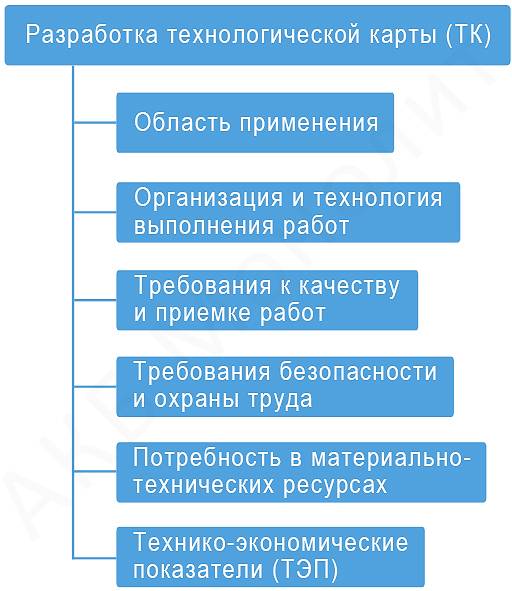
Разработка технологических карт делится на шесть основных частей:
- Область применения
- Организация и технология выполнения работ
- Требования к качеству и приемке работ
- Требования безопасности и охраны труда
- Потребность в материально-технических ресурсах
- Технико-экономические показатели
С этим читают
Ассортимент изделий

Особым успехом пользуются куртки и пальто
Открывая швейный бизнес с нуля, нужно найти изделия, которые можно производить быстро, с наименьшими затратами. В последнее время отечественные цеха производят верхнюю одежду (куртки и пальто), платья и другие виды одежды по конкурентоспособной цене.
Что можно шить:
- одежда для взрослых;
- детская и подростковая одежда;
- постельное белье и т. д.
Обратите внимание! Чем меньше номенклатура фурнитуры, тем дешевле изделие, поэтому для старта стоит начать с изделий без дорогой фурнитуры. Большим спросом пользуются стильные платья, юбки, кардиганы и прочие женские изделия, а также детская одежда
Найдя сбытовой товар можно производить большие партии, что значительно дешевле по себестоимости
Крупные фирмы, как правило, сосредотачиваются на пошиве узкого профиля. Никогда не стоит экономить на тканях – некачественный товар перестанут закупать и производство понесет убытки
Найдя сбытовой товар можно производить большие партии, что значительно дешевле по себестоимости. Крупные фирмы, как правило, сосредотачиваются на пошиве узкого профиля. Никогда не стоит экономить на тканях – некачественный товар перестанут закупать и производство понесет убытки.
Как хранить путевой лист?
Помимо правил заполнения путевых листов существуют и правила хранения. Их регламентирует все тот же приказ №368, п.17-18 Порядка. Заполненные путевые листы нужно зарегистрировать в специальном журнале, предназначенном для этих целей. Вести его можно как в бумажном, так и в электронном формате.
Если журнал регистрации заполняется на бумаге, его листы нужно пронумеровать и прошить. Если в электронном – информацию необходимо заверять усиленной квалифицированной электронной подписью (КЭП). Также нужно обеспечить возможность распечатать данные электронного журнала в случае необходимости.
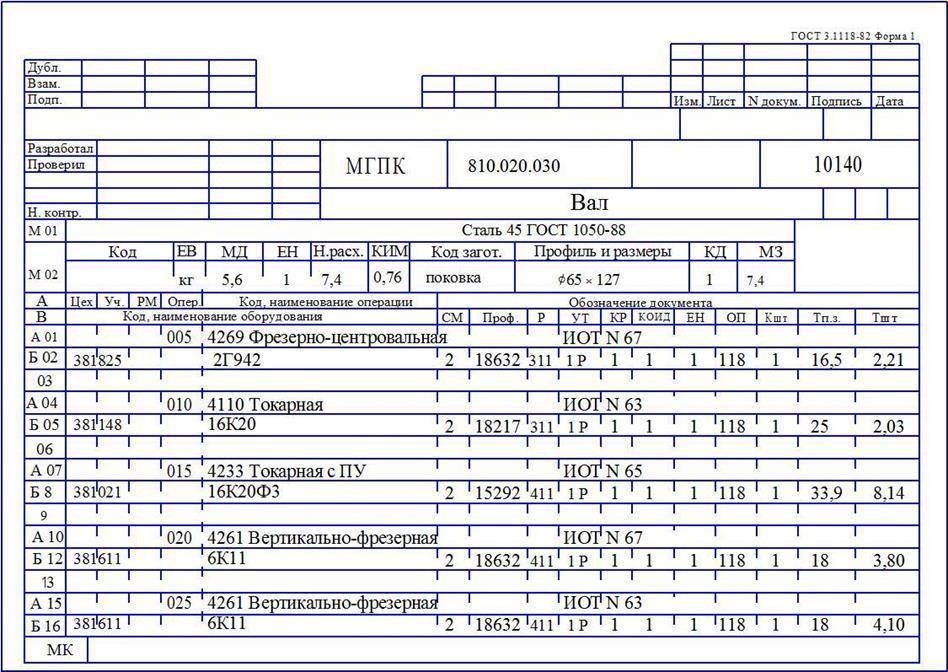
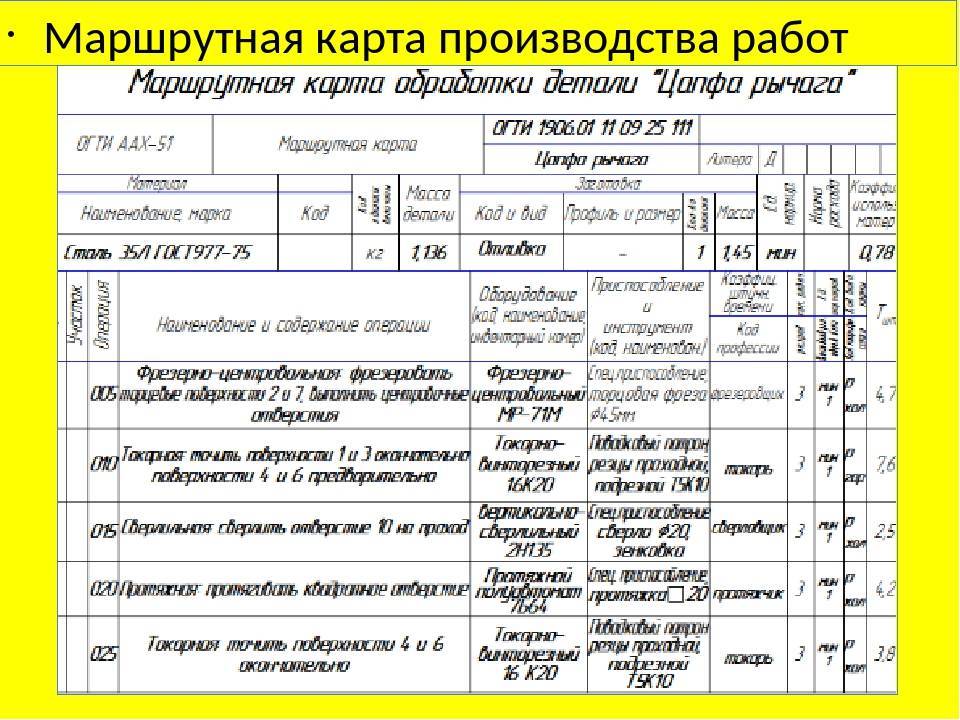
§ 5. Технологическая карта — основной документ для изготовления деталей
После того как сборочный чертёж изделия разработан и выполнена его деталировка (изготовлены чертежи всех деталей, входящих в изделие), переходят к следующей стадии технологического этапа работы над проектом: разработке технологической документации.
В качестве технологической документации применяют маршрутную карту, в которой указывается маршрут следования заготовок но операциям. В операционной карте содержится подробное описание технологической операции. В технологической карте — последовательность выполнения операций, их графическое изображение, а также перечень инструментов и приспособлений, необходимых для каждой операции. То есть в технологической карте описывается технологический процесс изготовления детали или изделия. В учебных мастерских вы будете работать по технологическим картам.
Изготовление изделий из древесины начинают с внимательного изучения чертежей (эскизов) деталей. Затем подбирают заготовки соответствующих размеров, размечают контуры будущих деталей, обрабатывают заготовки с соблюдением чертёжных размеров, зачищают и отделывают готовые детали. Если изделие состоит из нескольких деталей, то перед окончательной отделкой их соединяют между собой.
В качестве примера в таблицах 2 и 3 приведены технологические карты изготовления деталей из древесины. Деталь, описанная в таблице 2, имеет призматическую форму (форму бруска), в таблице 3 — цилиндрическую и коническую форму.
Таблица 2
Технологическая карта. Изготовление изделия «кегля»
При составлении технологической карты не следует назначать большие припуски на обработку заготовки. Это ведёт к неоправданному расходу древесины, а её нужно использовать экономно.
Практическая работа № 6
Разработка технологической карты изготовления детали из древесины
Рассмотрите и прочитайте выданный учителем чертёж детали из древесины или эскиз детали из своего творческого проекта.
Разработайте технологическую карту изготовления этой детали.
- Определите, какие инструменты понадобятся для изготовления этой детали или детали проектного изделия, запишите их названия в рабочую тетрадь.
Составьте с помощью компьютера технологическую карту изготовления детали своего проектного изделия и заполните её.
Проверяем свои знания
Что Такое деталировка?
Что указывается в технологической карте?
Из каких этапов состоит технологический процесс изготовления детали из древесины?
- Вспомните, какого специалиста называют технологом.
Описание и назначение маршрутной карты
Маршрутная карта – документ, формируемый на основании данных о планируемом маршруте, предоставляемых Владельцем транспортного средства, и являющийся основанием для расчета Платы в счет возмещения вреда при отсутствии Бортового устройства.
Маршрутная карта содержит следующие данные:
- номер Маршрутной карты;
- государственный регистрационный знак транспортного средства;
- начало срока действия Маршрутной карты с указанием даты и точного времени;
- дату и время выдачи Маршрутной карты;
- срок ее действия;
- общая протяженность участков автомобильных дорог общего пользования федерального значения, включенных в маршрут;
- описание маршрута в привязке к участкам федеральных дорог, для прохождения которого выдан данный документ;
- размер платы.
Оформление Маршрутной карты возможно:
- в Центрах информационной поддержки пользователей;
- через Терминалы самообслуживания;
- в Личном кабинете на сайте системы «Платон» или в Мобильном приложении.
При оформлении Маршрутной карты Владелец транспортного средства указывает следующую обязательную информацию:
- начальный и конечный пункты поездки, а также, в случае необходимости, от одной до десяти промежуточных точек маршрута;
- дату и время начала движения автомобиля по маршруту;
- государственный регистрационный знак транспортного средства, на которое оформляется Маршрутная карта;
- номер свидетельства о регистрации транспортного средства.
Что именно вписывать в путевой лист?
Маршрутные листы ведет бухгалтерия, либо в отдельных случаях сам руководитель. Строго унифицированной формы маршрутного листа сейчас нет, предприниматели могут заполнять его по собственной форме – главное, обязательно указывать следующие данные:
- Дата и код поездки.
- Марка и номер автомобиля.
- ФИО и личные данные водителя.
- Количество рейсов (1).
- Маршрут (в километрах).
- Необходимое для поездки количество топлива.
- Отметка о состоянии здоровья водителя, допускающая его к управлению автомобилем.
- Показания спидометра.
- Время выезда машины из гаража и прибытия по адресу, а также время возвращения в гараж.
- Краткое описание грузов (или пассажиров), которые перевозит транспорт.
Конечно, удобнее всего вести листы в программе, которая учитывает все сохраненные данные. Кроме того, программа бессрочно хранит данные о поездках, позволяет восстановить всю необходимую информацию, в пару кликов заменить водителя или автомобиль, скорректировать маршрут и автоматически рассчитать новый километраж и приблизительное количество бензина на поездку. Это значительная экономия сил, времени и финансов, особенно для крупных компаний. Подробнее о том как вести путевые листы в програме описано в этой статье.
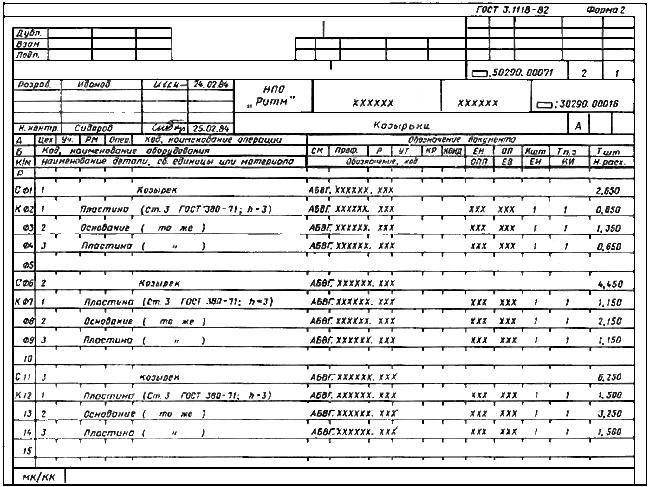
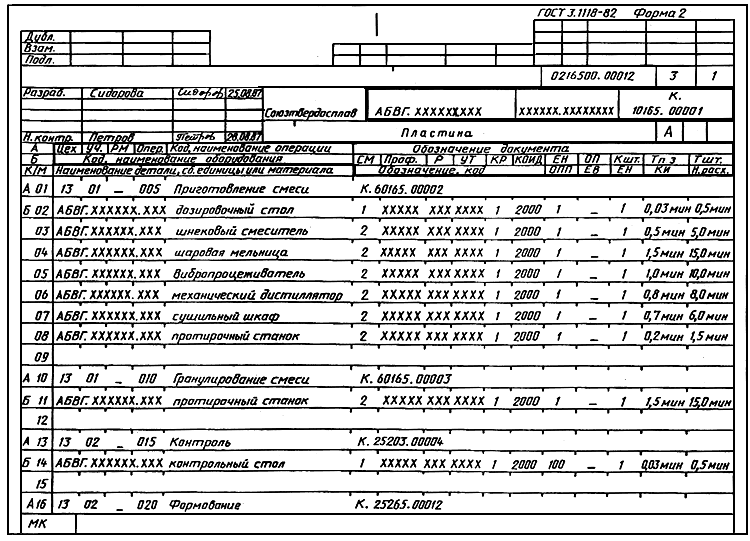
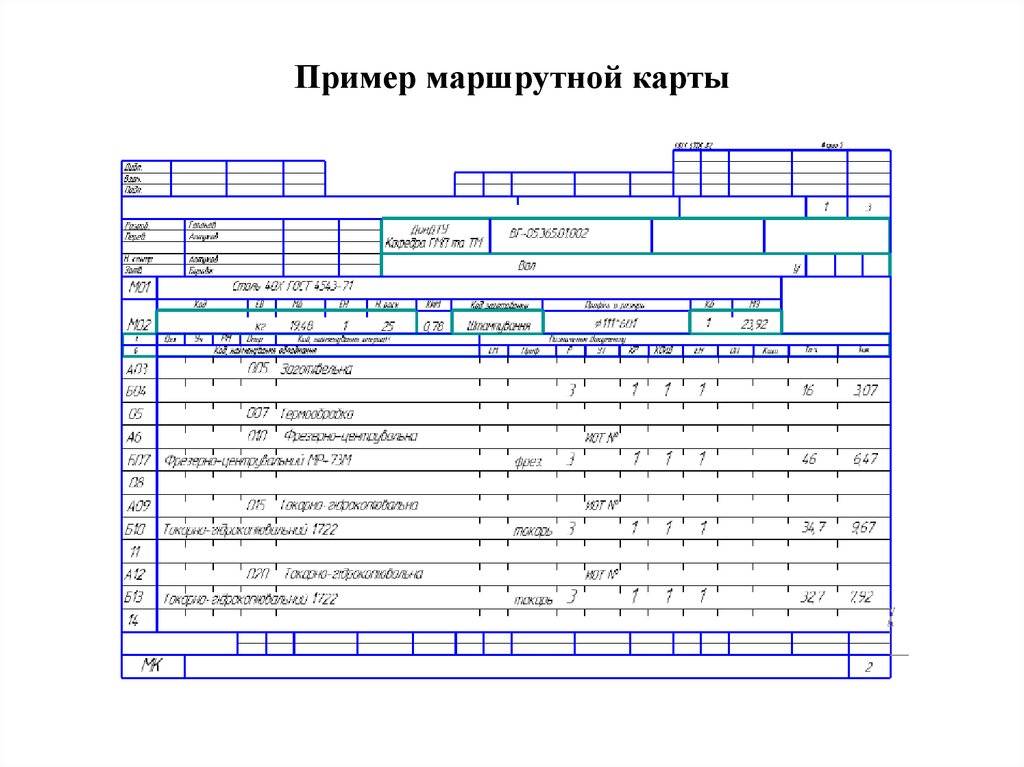
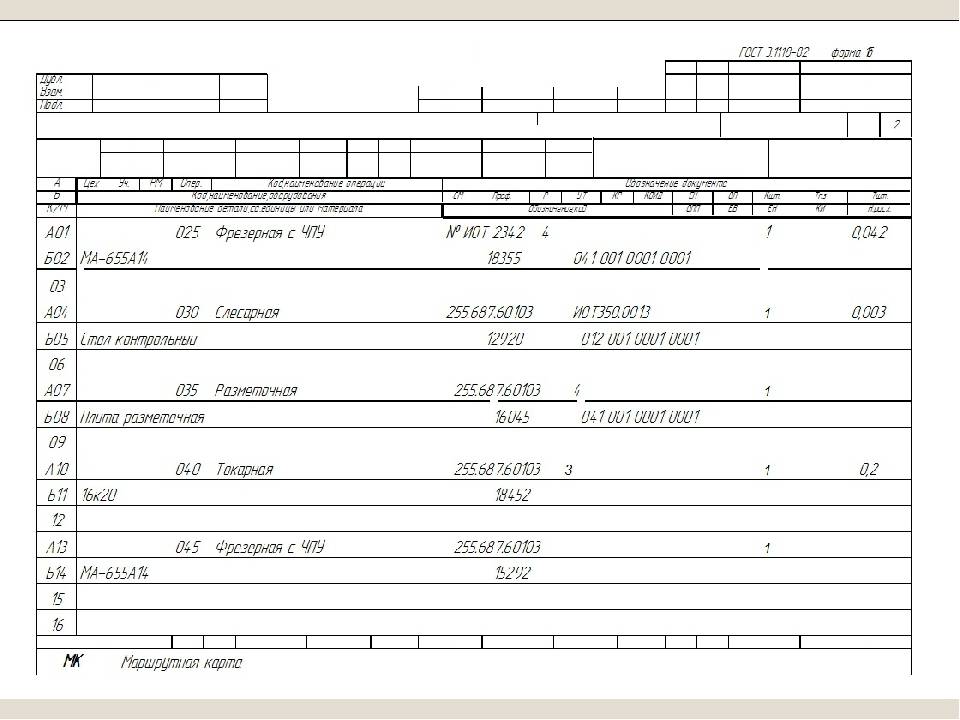
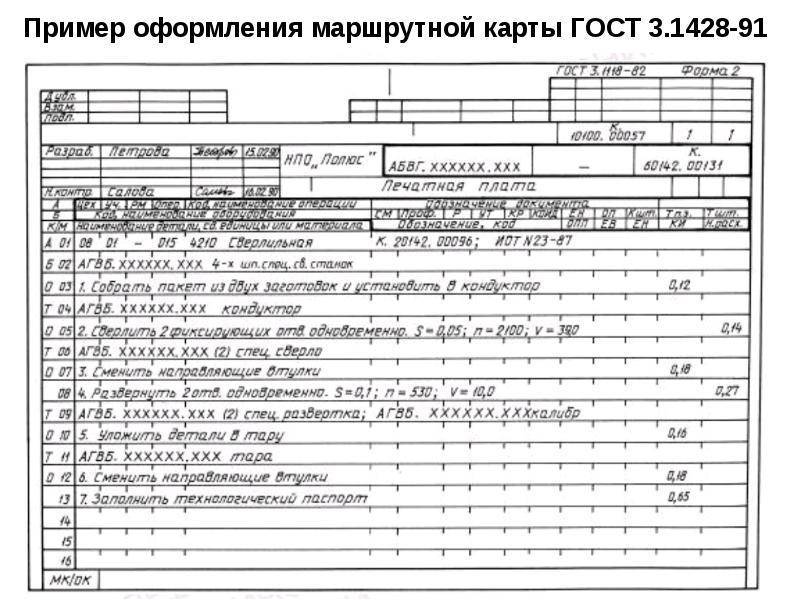
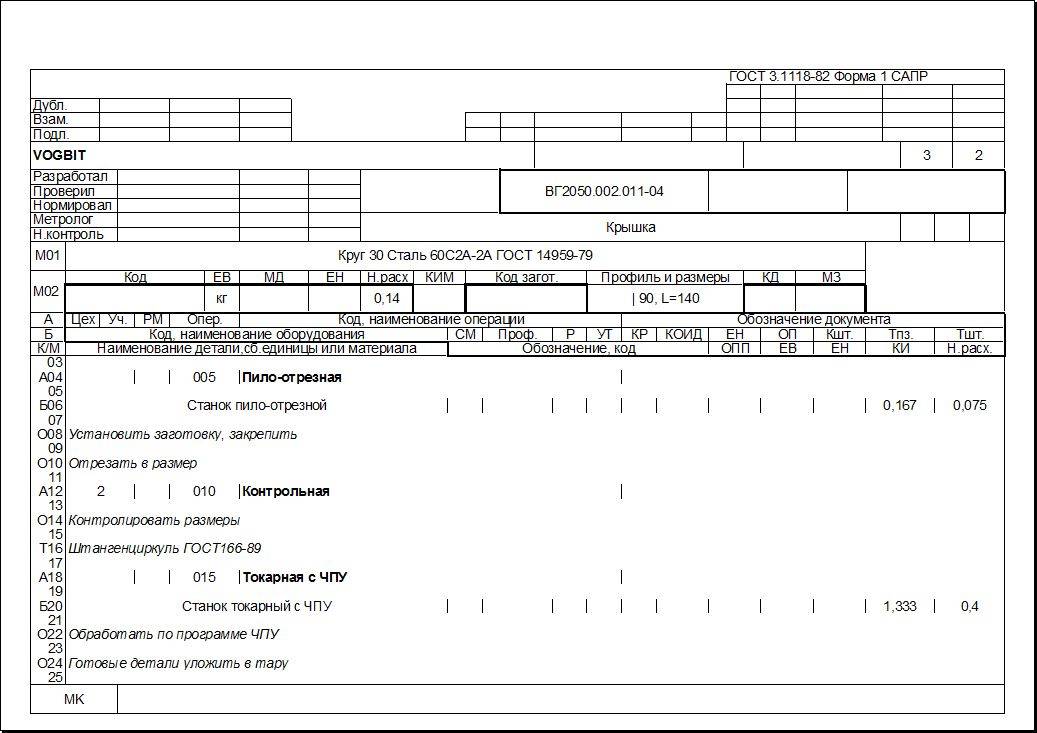
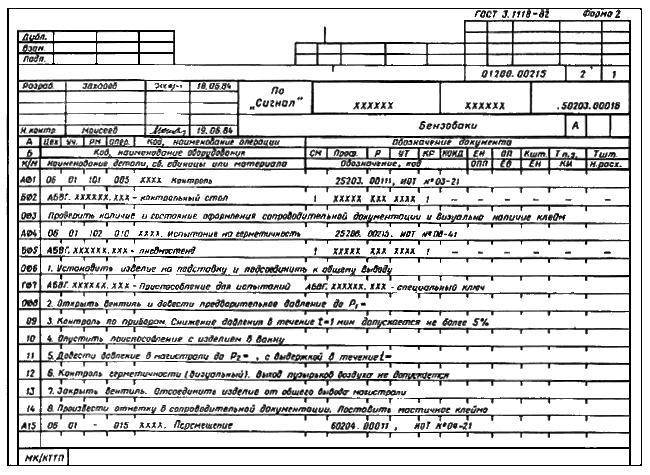
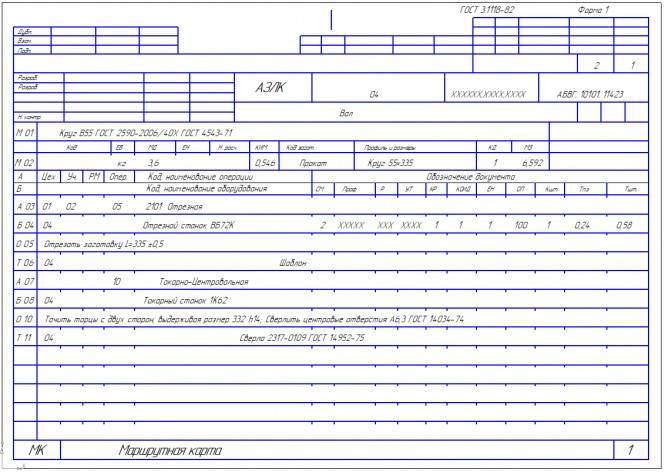
Текст из табличного файла “маршрутная карта”
ГОСТ 3.1118-82 форма 1 Дубл. Взам. Подл. Разраб. Гериев А.А. Кафедра МТ3 Группа МТ3-81 Плита Н.контр. Сталь 45 ГОСТ 1050-88 М01 Код М02 А Б Цех Уч. РМ ЕВ МД кг 3,8 ЕН Н.расх. КИМ Опер. Код,наименование операции Код,наименование,оборудования А 03 005 0 04 Отрезать деталь в размер 25 мм Код загот. Профиль и размеры прокат круг 200х25 СМ Проф. Р УТ КД Обозначение документа КР КОИД ЕН ОП МЗ Кшт. Заготовительная 05 А 06 Б 07 010 Токарная с ЧПУ Токарный станок с ЧПУ мод. 16К20Ф3 О 08 Подрезать торец Ø122 предварительно выдерживая размер 23; подрезать торец Ø200 выдерживая размер 21 О 09 сверлить отв.
Ø20; перевернуть заготовку; подрезать торец выдерживая размер 21 и точить наружную поверхность Ø195 О 10 расточить отверстие Ø46 и Ø80 Т 11 Резец подрезной; резец проходной ; сверло Ø20; расточной резец 12 А 13 Б 14 О 13 015 Термическая Термическая печь Калить деталь с последуюшим высоким отпуском Тпз Тшт. МК Маршрутная карта ГОСТ 3.1118-82 форма 1б Дубл. Взам. Подл. А Б К/М А 14 Б 15 О 16 О 17 О 18 Т 19 Цех Уч. РМ Опер. Код,наименование операции Код,наименование,оборудования Наименование детали,сб.единицы или материала СМ Проф. Р УТ Обозначение,код Обозначение документа КР КОИД ЕН ОП ОПП ЕВ Б 22 О 23 О 24 Тпз КИ 020 Токарная с ЧПУ Токарный станок с ЧПУ мод.
16К20Ф3 Подрезать торец Ø118 предварительно выдерживая размер 21,6; подрезать торец Ø195 выдерживая размер 18,6 расточит отв. Ø49,75; перевернуть заготовку; подрезать торец выдерживая размер 20,2 и точить наружную поверхность Ø190 расточить отверстие Ø82 Резец подрезной; резец проходной; расточной резец 20 А 21 Кшт. ЕН 025 Сверлильно-фрезерно-расточная Фрезерный обрабатовающий центр с ЧПУ мод.
ГФ3171М с АСИ Сверлить, зенкеровать,зенковать и развертывать 3 отв. Ø8 ; сверлить 4 отв Ø5,5 мм; сверлить 6отв Ø11 и Ø17; фрезеровать 3 паза размером 12мм до Ø134 25 030 Контрольная Б 27 Измерительный стол, оправка О 28 Проверит размеры отверстий и допуск позиционного расположения Т 29 эталон с концевыми мерами А 26 МК Маршрутная карта Тшт. Н.расх. ГОСТ 3.1118-82 форма 1б Дубл. Взам. Подл. А Б К/М Цех Уч. РМ Опер. Код,наименование операции Код,наименование,оборудования Наименование детали,сб.единицы или материала 035 Слесарная Б 31 Верстак слесарный Нарезать резьбу М6 О 32 Т 33 Метчик А 30 34 040 Плоско-шлифовальная Б 36 Плоскошлифовальный станок F-Grind 1545 H Шлифовать торцы детали О 37 Шлифовальный круг Т 38 А 35 39 045 Кругло-шлифовальная Б 41 Внутришлифовальный станок с NC I-grind 150 NC Шлифовать отв Ø 50Н7, шлифовать торец Ø82 и фаску О 42 Шлифовальный круг Т 43 А 40 44 45 МК Маршрутная карта СМ Проф.
Р УТ Обозначение,код Обозначение документа КР КОИД ЕН ОП ОПП ЕВ Кшт. ЕН Тпз КИ Тшт. Н.расх. ГОСТ 3.1118-82 форма 1б Дубл. Взам. Подл. А Б К/М Цех Уч. РМ Опер. Код,наименование операции Код,наименование,оборудования Наименование детали,сб.единицы или материала СМ Проф. 045 Контрольная Б 47 Измерительный стол, оправка О 48 Проверит все размеры и допуска парралельности и перпендикулярности Т 49 Контрольно измерительное приспособлени, индикаторы часового типа А 46 50 050 Моечная Моечная машина Б 52 О 53 Промыть деталь А 51 МК Маршрутная карта Р УТ Обозначение,код Обозначение документа КР КОИД ЕН ОП ОПП ЕВ Кшт.
ЕН Тпз КИ Тшт. Н.расх. ГОСТ 3.1118-82 форма 1б Дубл. Взам. Подл. А Б К/М 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 Цех Уч. РМ Опер. Код,наименование операции Код,наименование,оборудования Наименование детали,сб.единицы или материала СМ Проф. Р УТ Обозначение,код Обозначение документа КР КОИД ЕН ОП ОПП ЕВ Кшт. ЕН Тпз КИ Тшт. Н.расх. МК Маршрутная карта А Б К/М А Б К/М Цех Уч. РМ Опер. Код,наименование операции Код,наименование,оборудования Наименование детали,сб.единицы или материала СМ Проф. Р УТ Обозначение,код Обозначение документа КР КОИД ЕН ОП ОПП ЕВ Кшт.
ЕН Тпз КИ Тшт. Н.расх. .
Зачем утверждать свою форму типового листа
- унифицированные формы путевых листов;
- самостоятельно разработанные путевые листы.
Подробнее об этом см. «Путевые листы с 15 декабря 2017 года: новые бланки и образцы заполнения».
По общему правилу формы первичных документов определяет руководитель организации по представлению лица, на которое возложено ведение бухучета (ч. 4 ст. 9 Закона от 6 декабря 2011 г. № 402-ФЗ). То есть руководитель должен утвердить одно из двух:
- либо самостоятельно разработанную организацией форму путевого листа;
- либо факт использования организацией унифицированных форм.
Формы первичных документов утверждайте в учетной политике (п. 4 ПБУ 1/2008). Образцы самостоятельно разработанных форм путевых листов, утвержденные руководителем, включите в приложение к приказу об утверждении формы путевых листов.
Путевой лист (далее п/л), в первую очередь, – первичный отчетный документ. Его наличие обязательно для ведения бухучета. Налоговая инспекция требует его, как доказательство ведения контроля и списания ГСМ на предприятии. Поэтому все транспортные организации и ИП обязаны иметь правильно заполненный п/л.
ПРИКАЗ
________________ N _______________
Место издания
в бухгалтерию первичных документов
и отчетности ответственными работниками
структурных подразделений организации
1. Установить в организации порядок и сроки представления в бухгалтерию первичных документов и отчетности ответственными лицами структурных подразделений согласно приложению.
2. Ответственность за своевременность и правильность оформления первичных документов и отчетности возлагается на ответственных работников подразделений. Руководителям структурных подразделений обеспечить выполнение приказа ответственными лицами своих подразделений, своевременное назначение новых ответственных лиц в случае временного отсутствия, увольнений или смены ранне назначенных ответственных лиц.
3. Контроль за соблюдением сроков представления и правильностью оформления предоставляемых в бухгалтерию ответственными лицами документов возложить на _____________________________.
Наименование должности руководителя организации Подпись Расшифровка подписи Главный бухгалтер (работник бухгалтерии) Подпись Расшифровка подписи Визы С приказом ознакомлен: Подпись Расшифровка подписи Дата Подпись Расшифровка подписи Дата Подпись Расшифровка подписи Дата
Приложение к приказу от ______ N _____
————————————————————————— ¦ Наименование¦Ответственное¦Вид пред-¦Кому пред-¦ Срок ¦ Подпись ¦ ¦ структурного¦лицо за сдачу¦ставления¦ставляется¦ пред- ¦ответственного¦ ¦подразделения¦ документов и¦ ¦ ¦ставления¦ лица ¦ ¦ ¦ отчетности ¦ ¦ ¦ ¦ структурного ¦ ¦ ¦ ¦ ¦ ¦ ¦подразделения ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————- ————- ——— ———- ——— ————— ¦ ¦ ¦ ¦ ¦ ¦ ¦ ————— ————- ——— ———- ——— —————
Зачем нужен путевой лист
Выводы
Например, бухгалтер ООО «Леон» подготовил свой шаблон путевого листа, не закрепленный учетной политикой общества. Для вступления в силу новой формы листа нужно его утвердить приказом руководителя.
Для этих целей в приказе, подготовленном на фирменном бланке, бухгалтер отражает обязательную информацию:
- номер приказа: № 100;
- дата приказа: 15.04.2016;
- наименование приказа: «Об утверждении формы путевого листа»;
- основание и содержание приказа: «Согласно ФЗ «О бухгалтерском учете» от 06.11.2011 № 402-ФЗ и приказу Минтранса РФ от 18.09.2008 № 152, утвердить форму путевого листа в целях корректного учета и списания ГСМ, отраженную в приложении № 1″;
- дата вступления в силу: 05.2016.
- перечень лиц, ответственных за исполнение: «За исполнение приказа отвечает главный бухгалтер ООО «Леон» Ларина М. Н.»;
- перечень лиц к ознакомлению: «Для ознакомления водителю Морозову В. А.»;
Однако, если внутри предприятия есть свой разработанный стандарт приказа, утвержденный руководством, пользоваться при создании всех последующих распорядительных актов нужно именно им.