Система подачи СОЖ на ленточнопильном станке
Чистая новая СОЖ, чистый бак для СОЖ и чистые направляющие трубки СОЖ максимизируют эффективность любой СОЖ. Лучше ежедневно проверять бак для СОЖ ленточнопильного станка, чтобы гарантировать, что уровень СОЖ не ниже уровня насоса, и что отношение соединения является правильным. Металлическая стружка или утечка масла из рабочих органов ленточнопильного станка ухудшает СОЖ. Нужно остановить все гидравлические утечки, помыть всю систему с качественным моющим средством, а затем наполнить бак для СОЖ правильно смешанной новой СОЖ. Нужно заменять СОЖ на регулярной основе в зависимости от объёма резки, минимально — два раза в год. Ещё очень важным является регулярное удаление стружки из бака для СОЖ, особенно его чистка от мелкой (почти микроскопической) металлической стружки, потому что при операции по резке металла на ленточнопильном станке она проходит через систему СОЖ, снижая стойкость ленточного полотна (затупляя его режущую кромку), а также вообще негативно влияя и преждевременно изнашивая направляющие, колёса и другие металлические детали ленточнопильного станка.
Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.
Технология производства
Поставляется лента от производителя в бухте целым куском. Затем она режется на части и с помощью специального станка сваривается с готовое изделие. В идеале после зачистки и шлифовки стыка это место не должно быть заметным. Производство требовательно по всем параметрам. Полотно не должно потерять в прочности, шероховатость ленты не должна превышать допустимых норм, а форма и шаг зубьев сохранены. 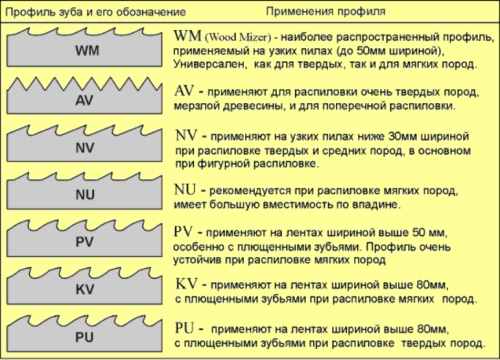 Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).

Материалы и инструменты
Перед началом работ по изготовлению ручной ленточной пилы по металлу необходимо подготовить необходимые материалы и оборудование:
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
Для сборки станка из подручных материалов необходимо найти:
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Правила выбора ленточного полотна
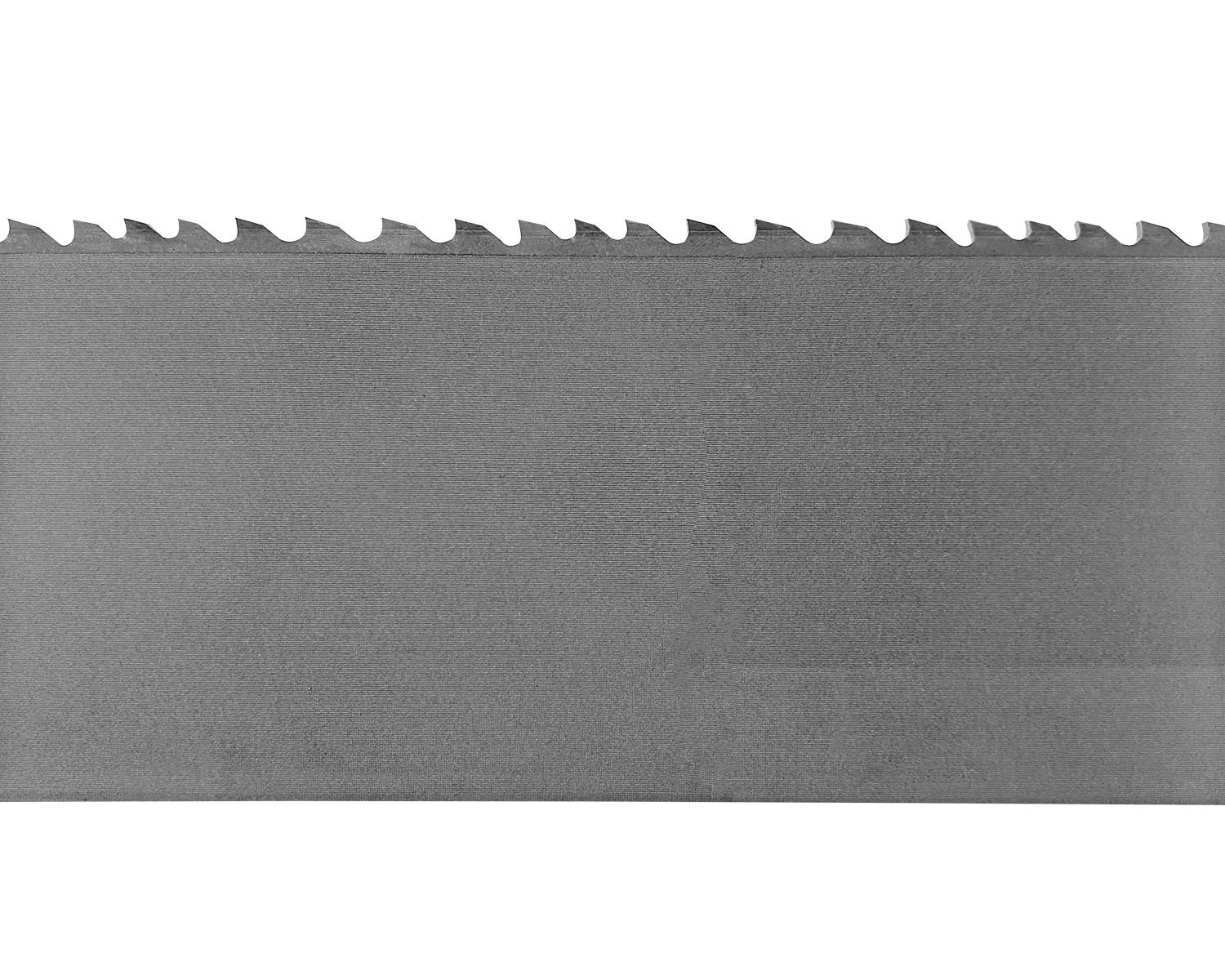
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.
Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.

Как правильно выбирать ленточную пилу
Чтобы правильно выбрать ту или иную модель ленточной пилы по металлу, не забывайте принимать во внимание такие вещи:
- каковы будут масштабы планируемых работ, и как часто вы их планируете проводить;
- в каких условиях будет использоваться пила;
- требуемые параметры зубцов;
- размеры полотна;
- производитель;
- заточка ленточной пилы.
Правильно подобранные параметры пилы по металлу и не только будут влиять на качество работ, сделанных с ее помощью, в частности, на такие моменты:
- наличие или отсутствие трещин в толще листа из металла;
- прямоту линии среза;
- степень вибрации;
- наличие сколов на срезе.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
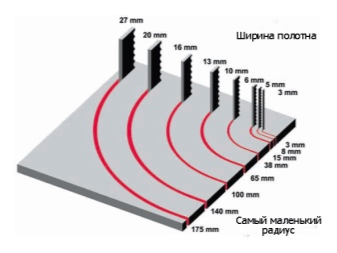
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
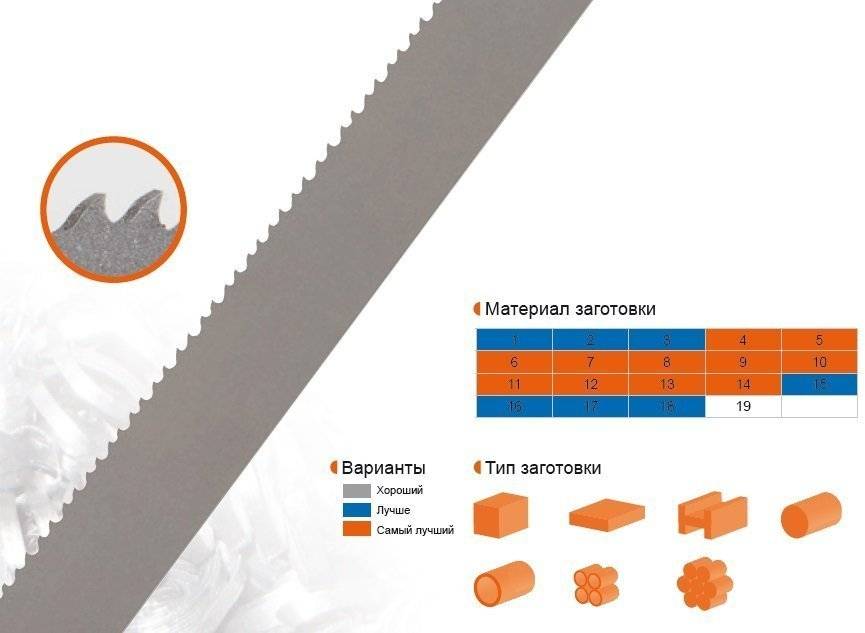
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
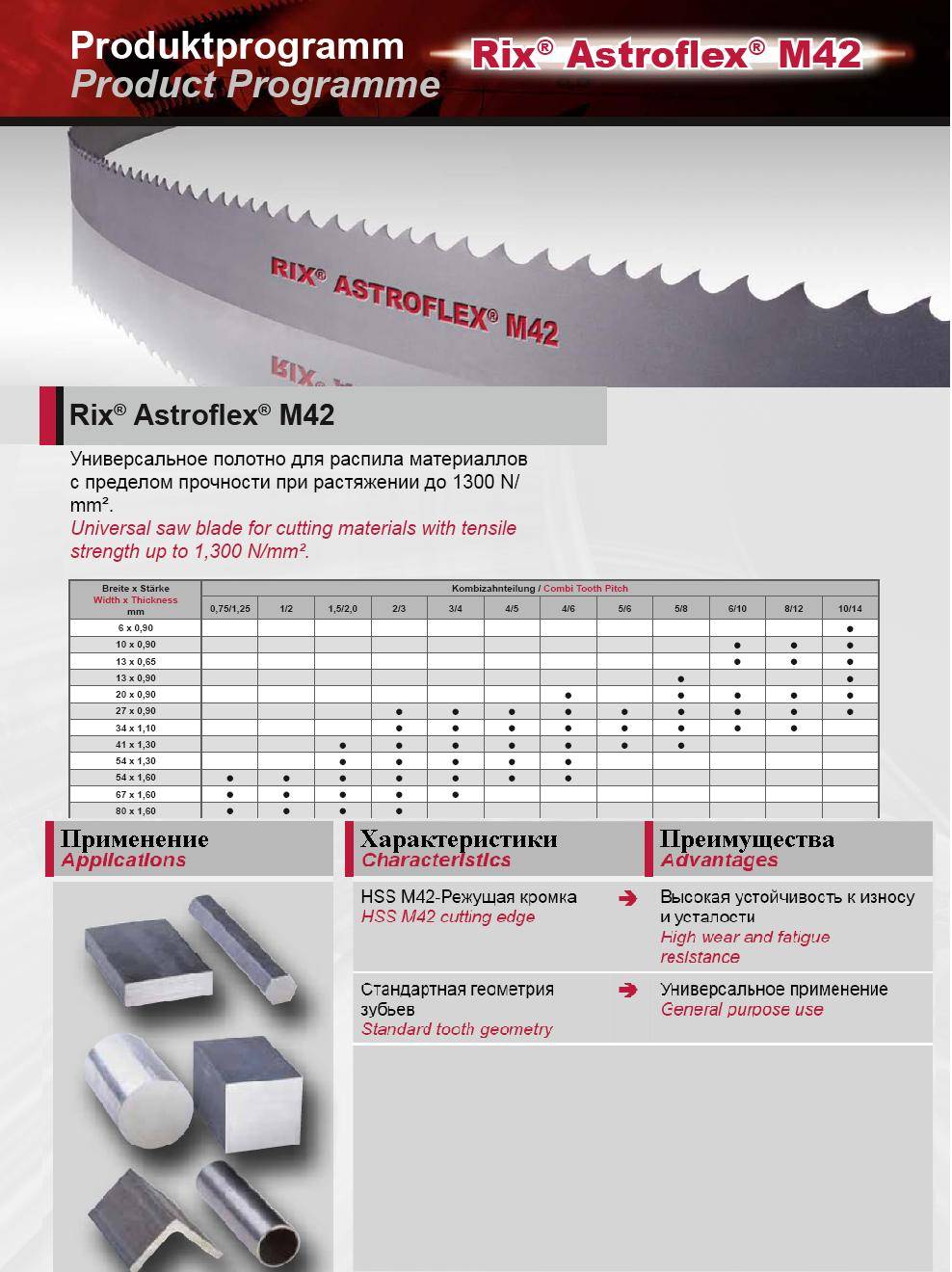
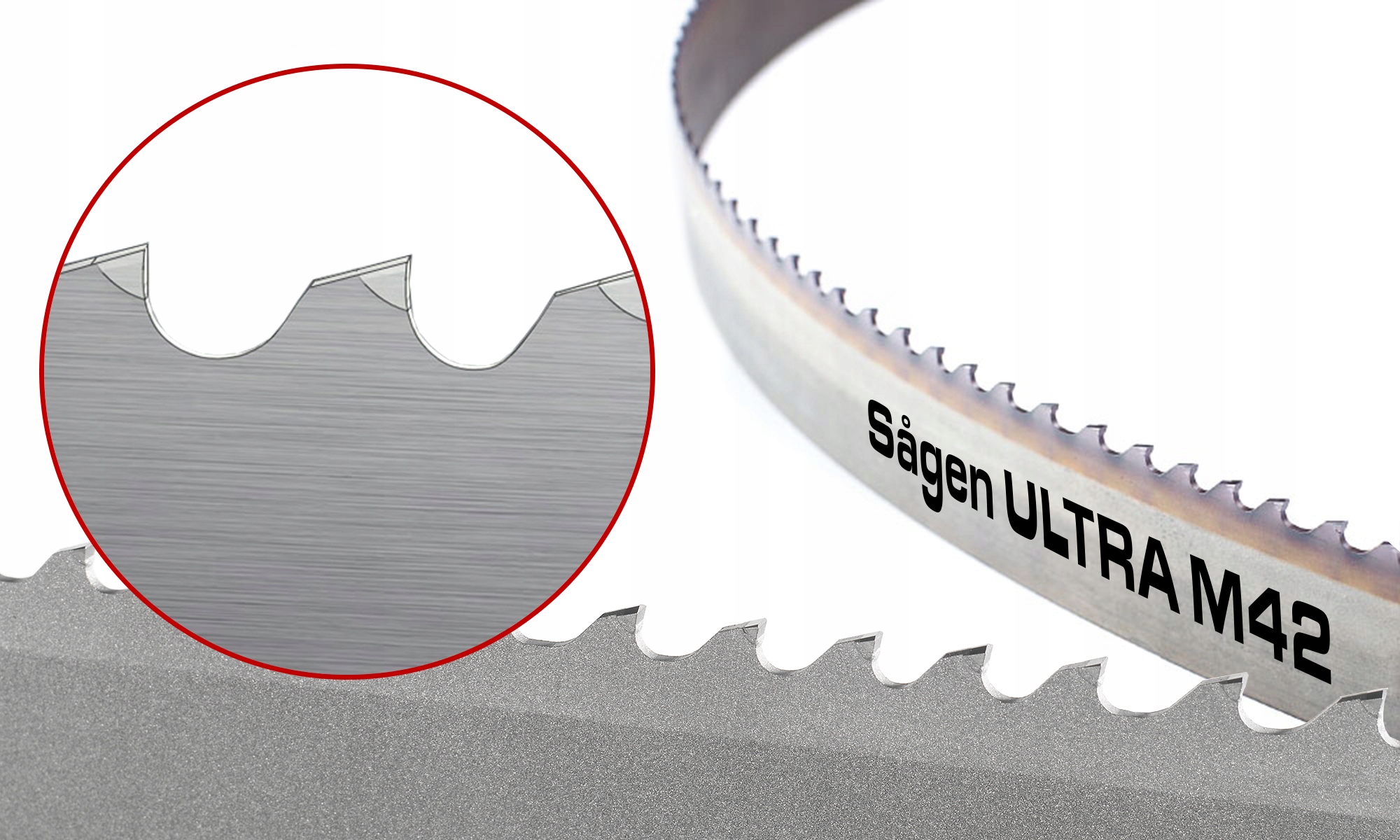
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
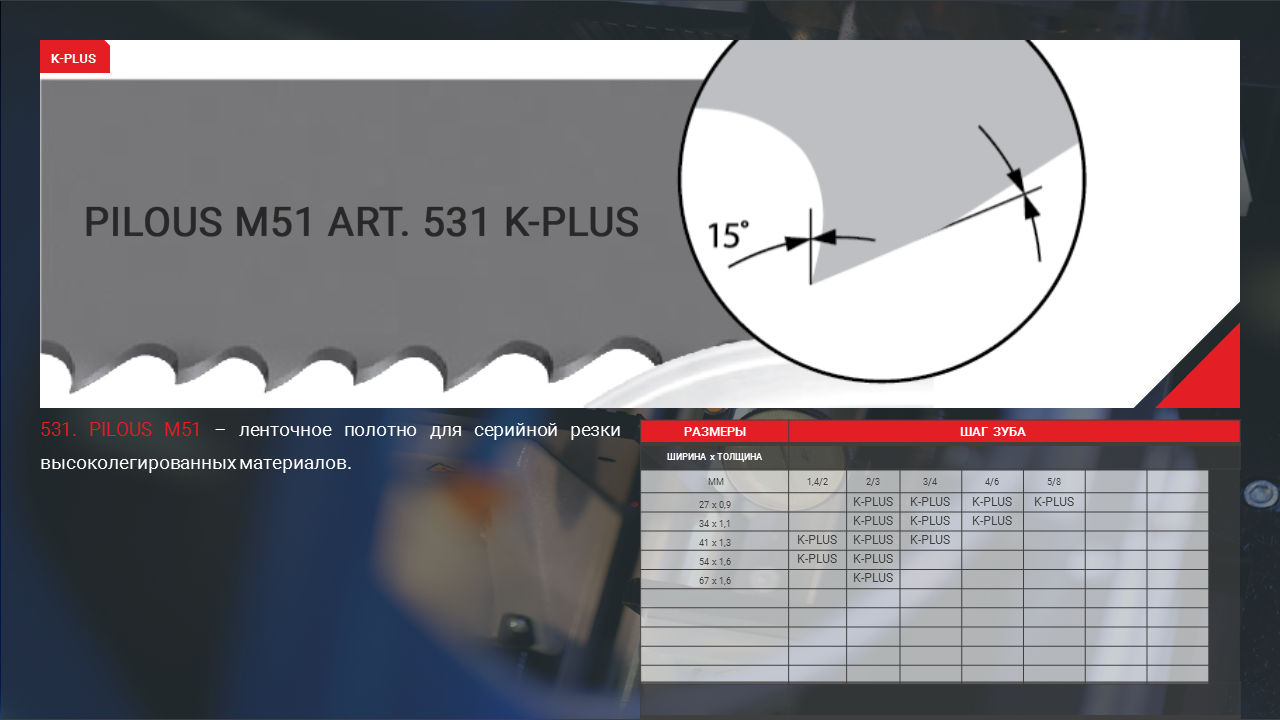
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
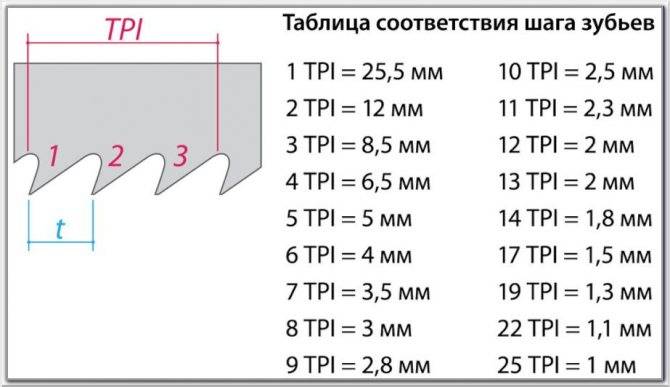
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
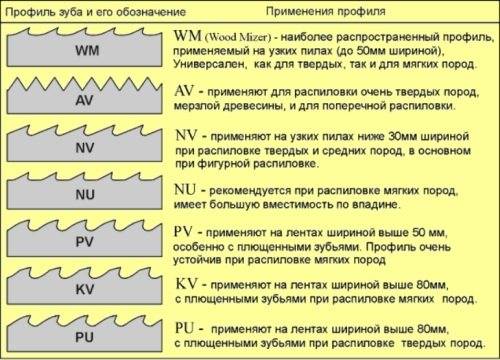
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.

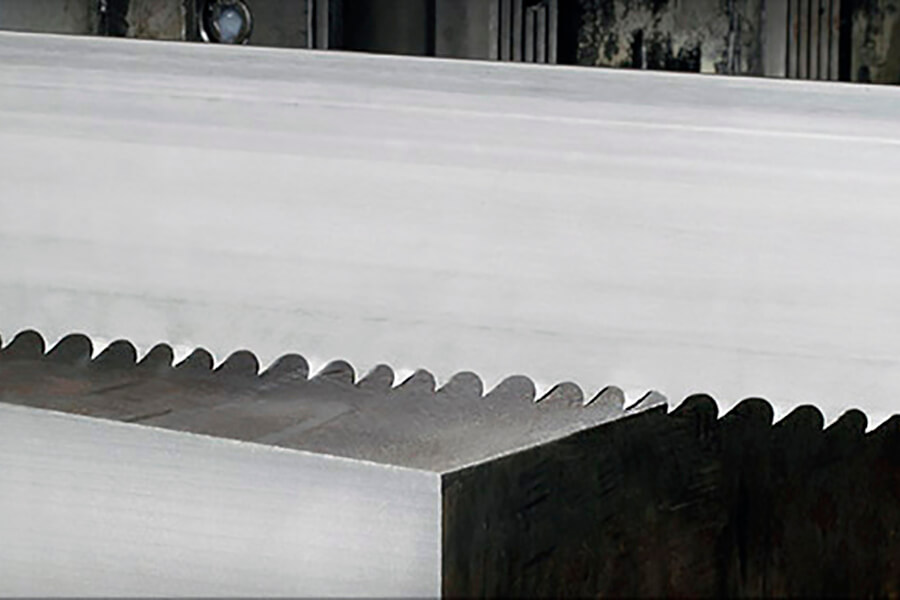






Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Скорость резания
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Устройство и технические параметры ленточной пилы
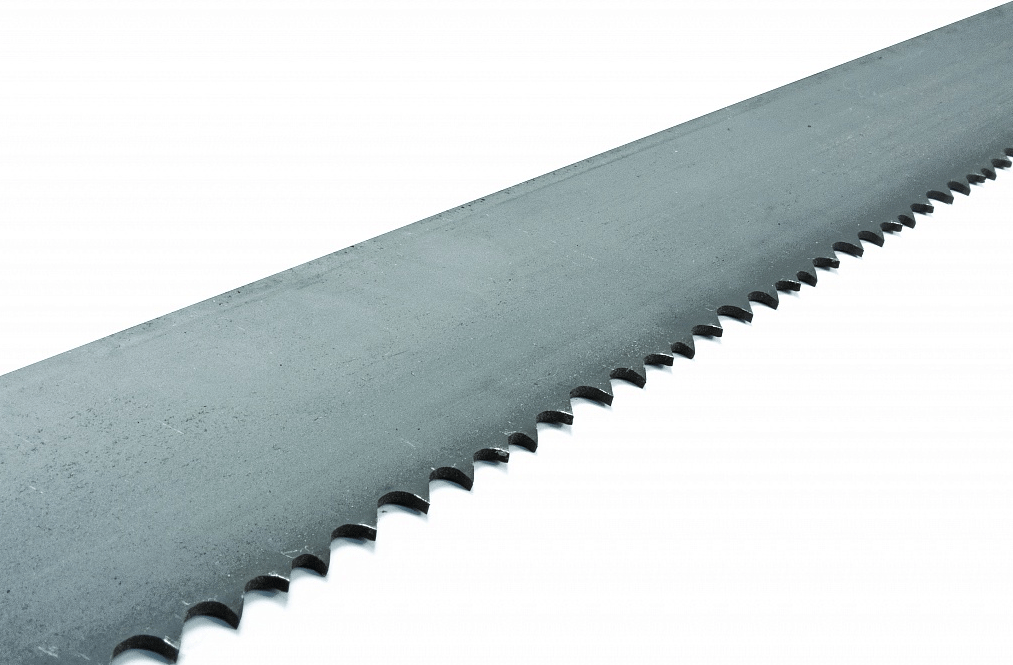
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.

При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).

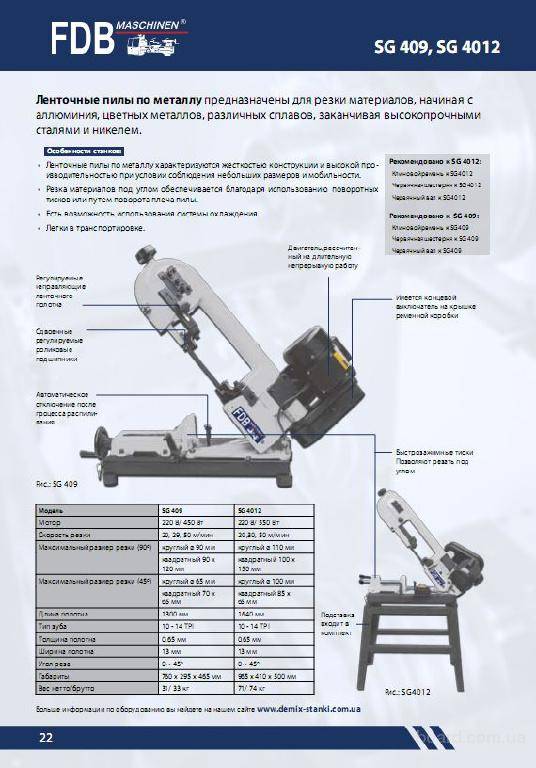
Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
4 Стойкость и выбор ленточных пил по металлу
Пилы характеризуются стойкостью к износу как зуба, так и самого полотна, которое испытывает знакопеременные циклические нагрузки, возникающие в процессе его движения в лентопротяжном механизме станка. Для изделий большинства производителей срок службы ленточного полотна составляет 140–160 часов непрерывной работы оборудования (при соблюдении всех технологических этапов процесса изготовления полотна – от его заготовки до упаковки уже готового и условий хранения).
Снятие пилы во время перерывов в работе станка обеспечивает так называемую релаксацию полотна, что несколько продлевает срок его службы. На стойкость зуба существенное влияние оказывает грамотно подобранный его шаг, определяемый в зависимости от диаметра обрабатываемого материала. При разрезании пакета изделий за диаметр, толщину стенки принимают суммарную толщину всего металла, который будет распилен. При разрезании рядом лежащих труб используют удвоенное значение толщины стенки. Ниже даны таблицы для определения шага зуба пилы.
Для самостоятельного выбора типа биметаллических ленточных полотен руководствуются следующими простыми правилами:
- для работ с низкоуглеродистыми и углеродистыми сталями применяют пилы PROFI M42;
- для обработки высокоуглеродистых сплавов и сталей – SUPER M51;
- для износостойких, жаростойких, жаропрочных и экзотических сплавов – типа SP.
Для резки плохо поддающихся механической обработке специальных сплавов, твердых и с неоднородной структурой материалов применяют твердосплавные пилы типа TCT.
Размер шага пилы для резки сплошного проката
Размер шага пилы для резки профиля и труб
Что нужно знать?
Ленточнопильное полотно отличается такими критериями, как материал, из которого оно изготовлено, форма зубьев, вариант разводки. Саму ленту изготавливают из высокоуглеродистой стали монолитного типа либо биметаллического сплава. Стальные изделия, характеризующиеся сопротивлением на разрыв до 80 МПа, применяют при распиле цветного металла, заготовок из стали и чугуна. Такие полотна используют на агрегатах консольного и одностоечного вида профессионального и полупрофессионального назначения.




Биметаллические ленты используют на высокомощном двухстоечном оборудовании. Такие изделия отличаются сложностью конструкции, имеют гибкую ленту из пружинной стали с зубами из быстрорежущей стали. Твердость таких полотен составляет примерно 950 HV. Их зубцы располагаются в гнездах и закрепляются посредством электронно-лучевого паяния. Эти варианты подходят для реза сплошных заготовок, справляются с чугуном и сталью самых твердых сплавов.

Если говорить конкретнее, для реза высокоуглеродистой стали нужно брать полотна из композитных сплавов марки М-51. Для средне- и низкоуглеродистых подойдут ленты биметаллического типа М-42. SP нужно брать, когда планируется продолжительная работа с жаростойкой сталью. Варианты ТСТ подойдут для работы с заготовками из титана и никеля.
Видео: Марка Стали Ленточной Пилы По Металлу
Технология резки
Основным преимуществом работы с ленточной пилой является производительность и ряд операций, недостижимых при использовании дисковых станков и оборудования с возвратно-поступательным принципом работы. Возможность изменения вектора движения в процессе резки позволяет обрабатывать криволинейные поверхности с высокой точностью. Ценное качество в столярной промышленности, где при работе с деревом часто нужно выполнять детали сложной формы. Эффективны ленточные лезвия и при резке профилей, труб. По популярности программы такое оборудование конкурирует с другими устройствами аналогичного класса. В случае повреждения, ремонт можно восстановить работоспособность.
Принцип резания заключается в непрерывном движении стального режущего лезвия, сваренного в кольцо специальным механизмом. Это дает ряд преимуществ в работе. Усилие зажима направлено вниз, а отсутствие реверса делает дополнительное закрепление детали ненужным в некоторых операциях. Часто при работе с деревом деталь держится в руках, а надрез делается по меткам. Основным недостатком дисковых пил, при всех их достоинствах, является невозможность сделать изогнутый разрез и отсутствие вертикальной косильной лески. Точка резки всегда радиальная, повторяя угол и диаметр диска. Лента лишена этих недостатков. Разрез по всей длине и кромке строго вертикальный, перпендикулярный плоскости обрабатываемого материала. Методы резки зависят от модели ленточной пилы. Современные версии оснащены необходимым дополнительным оборудованием и аксессуарами для автоматической или полуавтоматической работы.
Технология производства
Основной задачей при изготовлении инструмента является качественное соединение при формировании петли заготовки.
Лента от производителя в бухте поставляется цельной. Затем его нарезают на куски и приваривают к готовому изделию с помощью специального станка. В идеале эта область не должна быть видна после снятия и шлифования шва. Производство требовательно во всех отношениях. Лезвие не должно терять прочность, шероховатость ремня не должна превышать допустимых норм, а форма и шаг зубьев сохраняются.
Выбор продуктов с разными длинными, толстыми зубчатыми тонами довольно велик. Производство старается предложить пользователю максимальный выбор картин с определенными геометрическими и эксплуатационными характеристиками. При покупке необходимо тщательно проанализировать таблицы с рекомендуемыми параметрами пилы для конкретных видов работ. Характеристики ленточной пилы, на которой находится лезвие, также имеют большое значение. Скорость ленты и подача обрабатываемого материала являются основными техническими параметрами, на основе которых определяется оптимальная модель пыли, зубчатого шага и проводки.
Ремонт ткани
Рано или поздно лента теряет свое качество и нуждается в замене, но установка нового полотна не всегда рентабельна. Имея значительный ресурс с точки зрения его прочных характеристик, экономически выгодно предоставлять инструмент для ремонта. Ленточная пила освобождается от пилы, которая снова будет работать после определенных операций. Основной задачей является восстановление режущей способности лезвия. Для этого определите необходимые процедуры:
- Сварка. Используется в случае нарушения целостности продукта, потери части зубов или других серьезных повреждений. При сварке учитываются марка стали и соединение, требования к которым такие же, как при промышленном производстве.
- Очистка. Во время работы возможно приклеивание расплавленных частиц обрабатываемого материала, накипи и других посторонних веществ. Это значительно усложняет резку и ухудшает ее качество. Снижение рабочих качеств не оказывает лучшего влияния на основную продукцию. После очистки лезвие подходит для установки в ленточную пилу. Этот тип ремонта часто делается на месте.
- Заточка. Кромочный сегмент восстанавливается абразивными инструментами. В этом случае шаг зубов и их форма должны оставаться неизменными. Нарушение геометрии пилы изменит ее производительность.
- Электропроводка. Требуемое качество для свободного перемещения ленты в обрабатываемом материале. Под нагрузкой во время работы отклонение зубьев от лезвия, указанное во время производства, уменьшается. Пила начинает «кусаться» или начинает отклоняться от вектора движения в сторону. Правильная публикация вернет требуемую производительность.
Вы можете отремонтировать все типы полотен, как простые модели для дерева, так и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает ключевые экономические показатели, делая производство более прибыльным.
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.





Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Что такое ленточная пила?
Речь идет о многорезцовом режущем инструменте, главным рабочим органом которого является стальная, замкнутая в кольцо лента, оснащенная по одному краю острыми зубьями. Ленточная пила – это станок, который впервые появился в Англии еще в начале XIX века, но лишь к его концу такое оборудование получило широкое распространение. Все из-за того, что в те времена не было возможности добиться точного соединения концов стальной ленты. Сегодня для этого применяется сварка, а ленточные пилы распространились по миру, хотя лидерство в их производстве продолжает удерживать Франция.
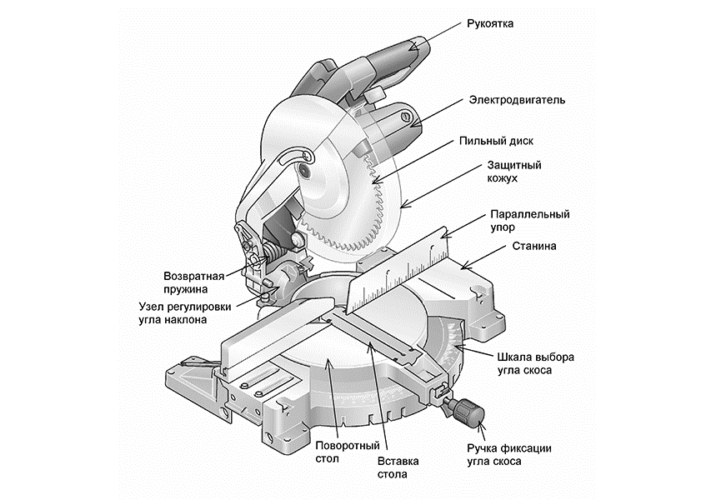
Устройство ленточной пилы
Основной составляющей данного столярного оборудования является рабочий стол. На нем и производится обработка заготовок из дерева, камня, металла и других материалов. Сама лента устанавливается на двух вращаемых электромотором шкивах станка. Ленточнопильный станок по дереву имеет и несущую часть – раму станины, призванную удерживать на себе большой вес и габариты всего устройства в целом. Она изготавливается из металла, хотя для пилы среднего и малого размера применяется и древесина.
Раму дополнительно усиливают бруски, саморезы, клей. За натяжение полотен отвечает блок верхнего шкива. Внутренняя часть рамки оборудована колесным валом, а специальный винтовой механизм ответственен за вертикальное перемещение по направляющей. При этом надо сказать, что пила может быть как горизонтальной, так и вертикальной с отличным местом расположения у нее шкивов.

Принцип работы ленточной пилы
Есть модели промышленных станков, работающие от трехфазной сети – 380 В, а некоторые могут подключаться и к однофазной – 220 В. Принцип действия ленточной пилы заключается в следующем: выбранная металлическая лента надевается на два шкива. При включении одного из них полотно начинает перемещаться и таким образом осуществляется резка обрабатываемого материала. Ручной ленточнопильный станок разрезает материал, постоянно подаваемый в зону распила с определенной скоростью. Процесс контролирует мастер, который следит за правильностью выполнения поставленной задачи.