Разновидности приспособлений
Рассматривая набор плашек несложно обратить внимание на то, что они отличаются друг от друга рядом показателей. Основным критерием является конструкция
Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми
Основным критерием является конструкция. Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми.
Кроме вышеперечисленных, есть также приспособления из дерева, однако они не являются нарезным инструментом, так как по сути представляют собой некую болванку-кругляш.
Качество применяемых инструментов
В продаже можно встретить плашки, изготавливаемые из самых различных сплавов. При изготовлении могут использоваться следующие металлы:
- Быстрорежущая сталь 9ХС и ХСС, Р6М5. Она на сегодняшний день встречается в продаже чаще, чем другие стали. Это связано с исключительными эксплуатационными качествами и относительно низкой стоимостью. Реже применяется сталь Р18, которая была распространена на момент существования СССР.
- Качество инструмента во многом зависит от точности его производства. Если точность формы низкая, или на поверхности есть дефекты, то это указывает на плохое качество инструмента.
Стоимость инструмента может зависеть от достаточно большого количества моментов. Как правило, инструменты зарубежных производителей стоят намного дороже, чем отечественных.
Лерки для машинного нарезания резьбы
В сравнении с ручным методом, заготовка при машинном формообразовании совершает винтовые движения, а плашка возвратно-поступательные. В данном случае лерки разделяются на неподвижные, когда монтируются прямо на столе, и подвижные, фиксируясь в ползунке станка.
В случае с неподвижными лерками рабочая область представлена 3 частями:
- Калибрующей, где происходит настройка главных параметров резьбы, после чего осуществляется плавный выход продукции из области резьбообразования;
- Профилирующей, где выполняется накатывание резьбы;
- Заборной, где начинается захват заготовки.

Подобный метод не позволяет развиваться сильным колебаниям, которые неизбежны по причине особенностей работы устройства: присутствие холостого хода, когда при захвате новой заготовки плашкодератель с ползуном возвращаются в первоначальное положение, и большая производительность (порядка 400 об/мин).
Подвижная плашка отличается менее сложной конструкцией. По длине ее приемная область в сравнении с диаметром заготовки достигает около 30-35 процентов. До нужного уровня профилирования профиль поднимается под углом 4-7 градусов. При обратном ходе ползуна случайный захват накатанной заготовки исключается за счет того, что длина подвижной лерки больше.

При помощи машинной плашки можно запросто нарезать как обыкновенные резьбы, так и более сложные профили, к примеру, резьбу для шурупов и саморезов, а также головки пресс-масленок. Для этого на формообразующем участке плашки создается особый гребень, где в канавках создается требуемое заострение конца фиксируемого элемента.
Как правило, плашки для машинной нарезки резьбы производятся предприятиями, занимающимися выпуском резьбонакатного оборудования. Из наиболее заметных компаний можно выделить бельгийскую Malmedie, японскую Sakamura и итальянские Sacma и Sima.

Помимо причисленных изготовителей, на рынке сегодня присутствует продукция из Тайваня и КНР, которая отличается меньшей стоимостью, однако механические свойства и эксплуатационные характеристики у них вызывают ряд вопросов!
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.

Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
- для круглой идет инструмент по ГОСТ 13536-68;
- цилиндрической на трубах — ГОСТ 9740-71;
- конической — ГОСТ 6211-81;
- дюймовой — ГОСТ 6111-52;
- метрической — ГОСТ 9150-81.
Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Изготовление и маркировка
В некоторых случаях производители маркируют свои изделия цифрами 1, 2, 3. Комплекты на два метчика выполняются с незначительно большим сечением первого чернового изделия.
Производимые промышленностью наборы:
- сечение 8-18 мм – по одной штуке;
- сечение 6-24 мм – первый и второй;
- сечение 2-52 мм – первый, второй, третий.
- 5/16–3/4» – по одной штуке;
- 1/4–1» – один черновой и один чистовой в наборе;
- 1/4–2» – один черновой, один средний, один чистовой в наборе.
Для трубной резьбы сечением 1/8–4» в комплект входит один первый номер и один второй.
Метчики для нарезания резьбы. Таблица основных характеристик
| Резьба | Сечение отверстия, мм |
| М1,0 | 0,75 |
| М1,2 | 0,95 |
| М1,4 | 1,1 |
| М1,7 | 1,35 |
| М2,0 | 1,6 |
| М2,3 | 1,9 |
| М2,6 | 2,15 |
| М2х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
Что такое плашка?
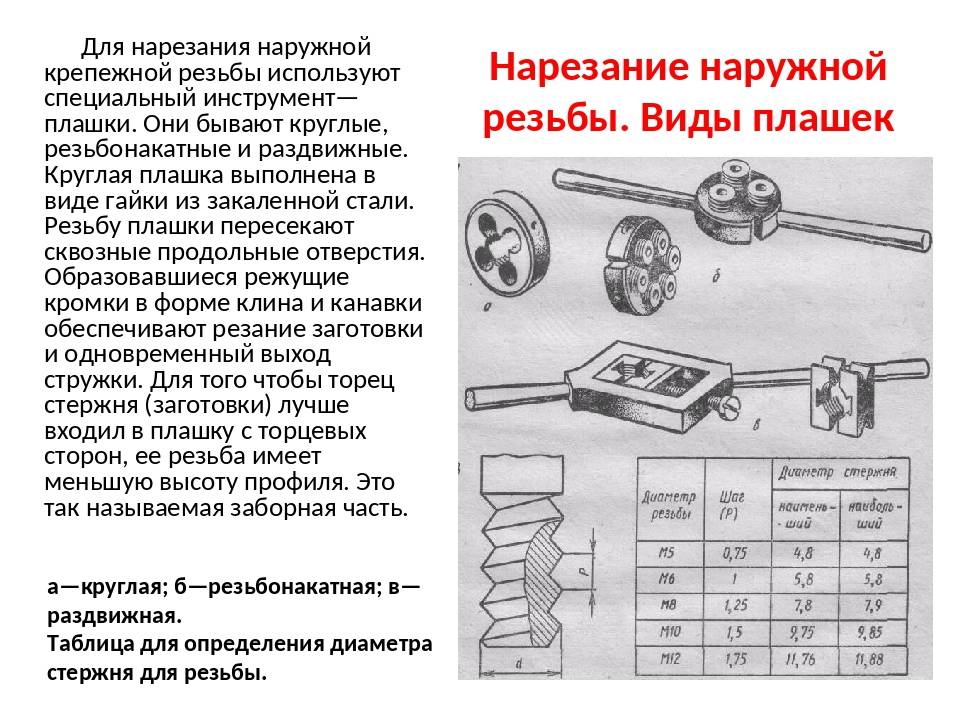
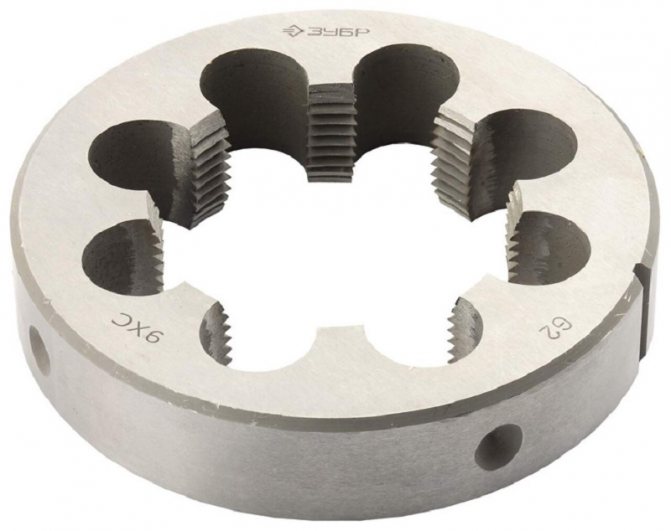
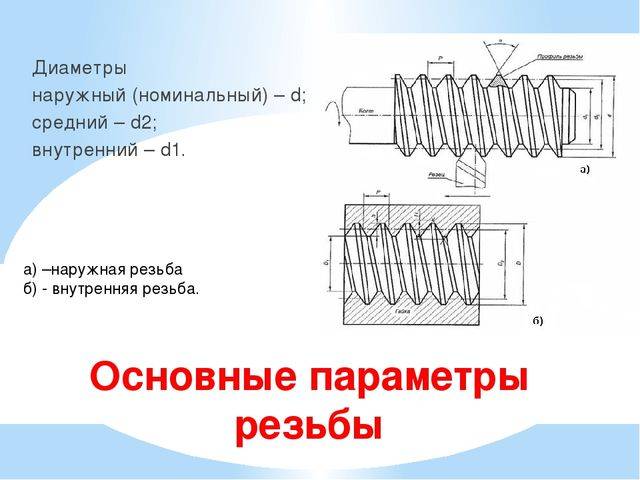
В общем случае плашка (лерка) – это режущий инструмент для изготовления наружной резьбы. Она выполнена в виде очень прочной гайки, в отверстии которой изготовлены режущие кромки с зубьями. Зубья расположены так, что формируют виток. Режущая часть плашки сформирована как внутренний конус. Толщина плашки, обычно, составляет 8-10 зубьев (витков).
Чертеж круглой плашки.
Плашки подразделяются по виду – на цельные, разрезные и раздвижные; по форме – на круглые, квадратные, шестигранные, призматические. Для ручной нарезки наиболее часто используются цельные круглые. Для крепления в держателе (воротке) на поверхности круглой плашки выполнено до пяти углублений (пазов).
Отверстие плашки образует рабочую часть, состоящую из трех зон. Сверху и снизу на рабочей зоне выполнены конические участки – режущие зоны. В центральной части цилиндрический участок образует калибрующую зону. Угол конусности режущих зон составляет 50-60º. Форма режущего зуба задается передним углом заточки в пределах 15-20º (для углеродистых сталей) и задним углом в пределах 6-8º.
Круглая плашка предназначена для нарезания метрической, дюймовой и трубной резьбы. Плашками обеспечивается нарезание точностью не ниже второго класса. Одной из главных особенностей применения плашек является то, что в процессе формирования участвуют все три зоны рабочего участка.
Шаг резьбы
Выше была приведена маркировка, например М8. В общем смысле эти два символа неразлучны, так как вместе они обозначают шаг резьбы.
Шагом называется расстояние между двумя соседними витками. Каждая из отдельно взятых плашек имеет основной шаг и дополнительный. Все дополнительные шаги всегда меньше основного.








Для примера, рассмотрим шаг М12. Основной шаг равен значению 1,75. При виде маркировки М12 данное значение принимается по умолчанию. Если шаг другой, то на корпусе будет указан какой именно. Например, М12*1,5, так же может быть значение 1, 0,75 и 0,5.
Чем меньше этот показатель, тем расстояние между витками будет меньше. На фото видно, что одна и та же маркировка (М20) имеет разные расстояние между витками.

Плашки М20
На данный момент существует сразу несколько различных основных шагов, которые приведены в таблице:
| Размер | Шаг (основной) |
|---|---|
| М3 | 0.5 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1 |
| М7 | 1 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14 | 2 |
| М16 | 2 |
| М18 | 2.5 |
| М20 | 2.5 |
| М22 | 2.5 |
| М24 | 3 |
| М27 | 3 |
| М30 | 3.5 |
| М33 | 3.5 |
Плашки для ручного формообразования
В случае с ручным нарезанием резьбы вращается сама плашка, а заготовка, будь то труба либо стержень, остается неподвижна. При этом окружная скорость отсутствует, благодаря чему лерки для нарезки резьбы почти не нагреваются сильно. Для снижения усилий для нарезки и износа резьбообразующей части рабочая площадка смазывается. Дополнительно смазывать внутреннюю поверхность плашки необходимо только, если диаметр резьбы и диаметр заготовки сильно различаются.

Диаметры исходной заготовки для создания полноценного резьбового профиля представлены в таблице ниже.
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр заготовки, мм | 5,8-5,95 | 7,75-7,90 | 9,7-9,95 | 11,8-11,95 | 15,8-15,95 | 19,8-19,95 |
Важным моментом при выборе лерки выступает материал инструмента. Во время процесса резьбонарезания усилие постепенно возрастает, резко спадая в конце – таким образом предопределяется повышенная вязкость материала плашки. В другом случае резьбовой профиль бы сильно выкрашивался. Учитывая это, лучшим выбором считаются лерки, выполненные из инструментальной легированной стали марки 9XC и Х12Ф1 с твердостью 59-61HRC. При использовании легированных и жаропрочных сталей с целью нарезки резьбы лучше всего пользоваться плашкой из быстрорежущей стали Р9К6 или Р6М5 с показателем твердости 60-63HRC.

Важно заметить, что применение данных лерок становится оправданным только при больших количествах обрабатываемых заготовок, так как стоимость инструмента не самая низкая. Хорошими отзывами зарекомендовала себя продукция от зарубежных компаний CM Tools (Финляндия) и UFC (Италия)
Хорошими отзывами зарекомендовала себя продукция от зарубежных компаний CM Tools (Финляндия) и UFC (Италия).

Среди наиболее качественных изготовителей, занимающихся производством инструментальной оснасткой, стоит выделить предприятия из Львова (Украина), Самары, Ижевска, Минска (Белоруссия), Брянска, Челябинска, Орши, Владивостока и Нижнего Новгорода.
Читать также: Схема подведения эл проводки на ушм 90112
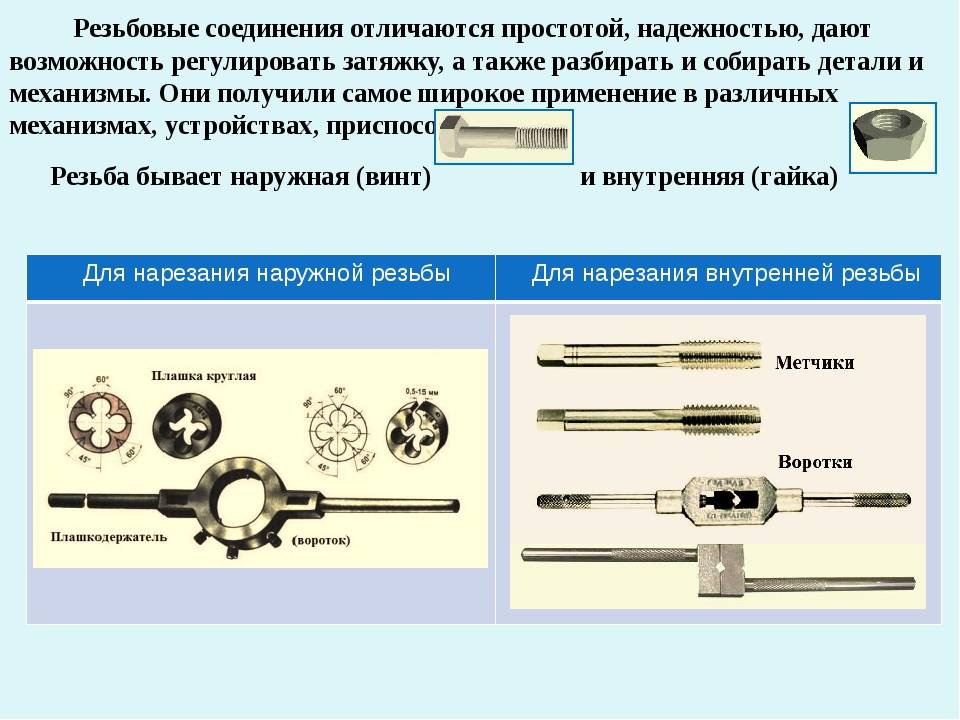
Виды плашек, применяемых в слесарном деле
В слесарном деле применяют различные виды плашек. Их классифицируют по трем основным критериям.
Конструкция
Для нарезания резьб применяют круглые, раздвижные и разрезные лерки.
- Инструменты первого типа — это стандартные плашки, которые представляют собой цельные кольца. Они имеют высокую жесткость. Резьба, нарезанная при помощи круглой лерки, имеет высокую точность.
- Разрезные плашки имеют поперечные разрезы. Заготовки при нарезании резьб такими лерками фиксируются менее надежно. Из-за этого ухудшается точность. Отклонения варьируются в пределах от 0,1 до 0,3 мм. Такие плашки используют для изготовления деталей и изделий, которые не применяются в ответственных соединениях.
- Раздвижные модели имеют квадратную форму и состоят из двух частей. Они устанавливаются в клуппы и фиксируются. Такие плашки максимально удобны в использовании. При помощи специального винта можно регулировать диаметр резьбы.

Фотография №3: Раздвижные плашки
Тип нарезаемой резьбы
По этому критерию лерки делятся на 6 групп.
- Метрические плашки. Применяются в слесарном деле чаще всего. С их помощью нарезают самые распространенные метрические резьбы с треугольным профилем на шпильках, болтах и иных разновидностях крепежа. Угол резьбы — 60°. Метрические лерки маркируются буквой «М».
- Трапециевидные плашки. Имеют маркировку Tr. Эти инструменты применяют для нарезания специальных резьб на деталях, которые используются в подвижных механизмах.
- Дюймовые плашки. Их применяют для нарезания дюймовых резьб различных типов, которые используются в таких странах, как США, Канада и Великобритания. Маркировка BSW/BSF означает, что резьба имеет крупный профиль с углом при вершине в 55°. Лерки UNC/UNF предназначены для получения американских унифицированных резьб. У них угол при вершине равен 60°.
- Конические плашки. Маркируются буквой «К». Применяются для получения резьб конического типа. Эти инструменты имеют удлиненные заборные части, что позволяет нарезать резьбу по всей длине заготовки. Угол при вершине — 60°.
- Трубные плашки. Используются для нарезания резьб на трубах и запорно-регулирующей арматуре. Маркируются буквой G. Трубными плашками нарезают дюймовые резьбы.
- Конические трубные плашки. Маркируются буквой R. У таких лерок угол заборного конуса может варьироваться от 30 до 55°. При помощи таких плашек нарезают резьбы на детали, используемые в водопроводах высокого давления.
Фотография №4: Дюймовая плашка
Направление нарезаемой резьбы
Плашки бывают правыми и левыми. Первые используют чаще всего. С их помощью нарезают обычные резьбы по часовой стрелке на различные крепежные элементы. Левые плашки применяют гораздо реже. С их помощью изготавливают детали вращательных механизмов. Резьба нарезается против часовой стрелки.
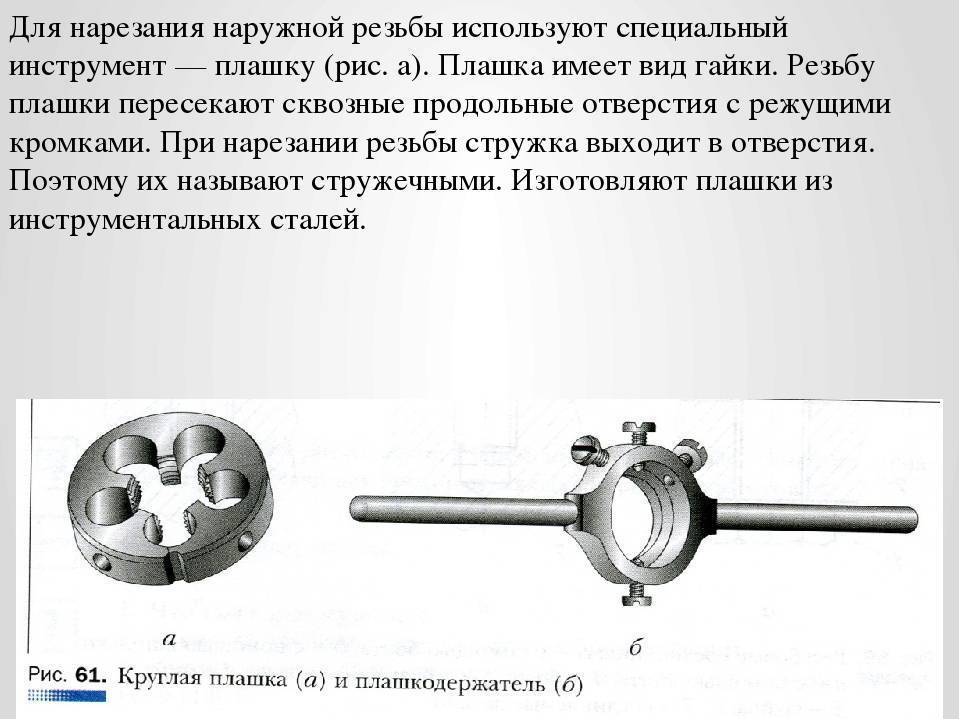
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.

Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.

Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.








Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Рекомендую: Сбор и сдача лома чёрных и цветных металлов — как на этом заработать
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).

Калибр-кольцо
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Источники
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://proinstrumentinfo.ru/lerka-dlya-narezki-rezby-na-trubah-tsena/
- https://www.rocta.ru/info/kak-narezat-metchikom-vnutrennyuyu-rezbu-pravilnaya-narezka-vruchnuyu-v-metalle/
- https://metallz.ru/articles/kak_pravilno_narezat_rezbu_metchikom/
- http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
- https://sovet-ingenera.com/santeh/trubodel/kak-narezat-rezbu-na-trube.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby
Как нарезать резьбу при помощи плашки
Для нарезания резьбы при помощи плашки вам понадобится плашкодержатель или клупп. Это похожие инструменты. С принципом их работы вы разберетесь без проблем.
Фотография №5: Плашкодержатель
Процесс нарезания резьбы при помощи плашки делится на 3 этапа.
- Подготовка.
- Снимите с заготовки фаску под углом в 45°. Это облегчит процесс нарезания.
- Закрепите заготовку в тисках в строго вертикальном положении.
- Установите плашку в плашкодержатель.
Получение первых витков.
- Аккуратно поднесите плашку к заготовке.
- Сделайте как минимум два оборота по направлению резьбы.
- При этом нажимайте на плашкодержатель, чтобы плашка врезалась в металл.
Продолжение и завершение процесса.
- Продолжайте нарезать резьбу по такому принципу: 2–3 оборота вперед и пол-оборота назад.
- Контролируя перпендикулярное расположения плашки, получите нужное количество витков.
- Снимите инструмент, раскрутив плашкодержатель в обратную сторону.
- Проверьте качество нарезанной резьбы при помощи ответной детали с соответствующей резьбой.
Изображение №2: Нарезание резьбы при помощи плашек
Обратите внимание! Весть процесс нарезания резьбы должен проводиться с применением смазывающе-охлаждающей жидкости. Можно использовать моторное масло, солидол или специальные смазки
Все о плашках
Плашка или лерка — это приспособление, которым нарезается наружная резьба разного типа. Представлена маленькой гайкой, на которой находится кромка и стружечный отвод. Резьбовое приспособление может быть с размерами резьбового шага от восьми до десяти.
Шаг резьбы — это расстояние между соседними резьбовыми витками.
 Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Классификация плашек

Лерки делятся на: трубчатые, квадратные, круглые и шестигранные.
Также их разделяют по структуре:
- цельная;
- раздвижная(призматическая);
- разрезанная.
Круглая лерка имеет самое широкое распространение. Ей нарезается резьба одним прохождение, а не несколькими как раздвижными. Эти плашки могут нарезать резьбу с разными шагами. А также ими можно сделать нарезку трубной и дюймовой резьбы. Рабочая часть круглых плашек не подвергается шлифовке. Наружный диаметр будет зависеть от размера стружкоотводчиков и от размера требуемой резьбы.
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Читайте здесь: Инструкция как выбрать и применять порошковый огнетушитель: все про современные мобильные средства борьбы с пожарами

Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.












Трубные конические. Чтобы не путать их с остальными разновидностями, маркируются символом «К». Применяются, когда необходимо получить коническую резьбовую поверхность – в ответственных соединениях, работающих под давлением или узлах станков.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Советы для начинающих сантехников
• Не следует покупать кран с толстостенной внутренней резьбой в 3,5 витка. Такая запорная арматура предназначена для сборки фитингами с латунной резьбой. На стальной трубопровод такой кран не устанавливается.
• Нарезать черновую резьбу, обязательно, используя леркодержатель с направляющей, для устранения возможности перекоса.
• При выполнении чистовой резьбы можно обойтись без направляющей
Здесь важно правильно накрутить первые несколько витков
• Для короткой резьбы необходимо нарезать не менее 5 ниток. После этого следует накрутить кран без подмотки. Он должен сделать 5 оборотов. Это нужно для того, чтобы после подмотки, кран закрутился на полную резьбу. В этом случае, экономить силы не следует. Закручивая шаровый кран на 2 оборота, вы можете лишиться дорогостоящего крана и затопить соседей.
Из всего вышесказанного, в заключение, можно сделать некоторые выводы.
Зная все правила и инструкции выполнить работу сможет даже новичок, но только нарезав определенное количество резьбы на сгонах и патрубках в мастерской, и на используемых трубопроводах. Теоретические знания важны, но без практического применения они ничего не значат. Не расстраивайтесь если первый сгон будет «комом».
Но также важно отметить, применяя новые разработки в сантехнике, можно добиться отличных результатов. Но старая, проверенная лерка никогда не покинет свое место в сантехническом шкафу
Качественный инструмент поможет сделать работу быстро и без больших усилий.
Пускай в вашем доме вода льется только из крана, а не из под перекошенной резьбы.
Особенности трубной резки

с покон веков для нарезания резьбы на трубчатых элементах употребляется не метрическая, а так называемая дюймовая резьба, которая отличается от простой другим углом профиля резьбы (55? против 60? у метрической). Помимо этого, дюймовая резьба имеет меньшее значение шага, что разъясняется малом толщиной стены трубы.
Небольшой ход свидетельствует, что на одной и той же длине резьбовой части витков резьбы окажется больше. Соответственно, возрастает и надежность соединения.
Резьба не редкость правой и левой. У правой резьбы витки, при рассматривании с торцевой части изделия, уходят вправо, а соответственно, у левой – влево. Существенно чаще используется правая резьба.
Выяснить, какая резьба на одном из резьбовых участков весьма легко: в случае если при наворачивании стыкуемого элемента, он проворачивается по часовой стрелке – значит, резьба правая.
На водопроводной трубе направление витков значения не имеет, потому, что изделия по окончании соединения не вращаются, а остаются неподвижными. Не считая трубной резьбы в соединениях применяют кроме этого и крепежную резьбу, у которой ход – более большой. Она выполняется на отверстиях и метизах под них.