Функциональное назначение ленточных пил
Все ленточнопильные станки, в зависимости от способа применения, делят на три группы: столярные, разделительные и заготовительные.
- Заготовительные ленточные пилы используются в основном в деревозаготавливающей промышленности. Их основное назначение — грубая распиловка бревен. Заготовительные пилы отличаются увеличенными габаритами, высокой производительностью, способностью работы с бревнами большого диаметра. Большинство моделей ленточных пил такого назначения не отличатся высокой точностью реза, что значительно ограничивает их применение в быту и высокоточном производстве.
- Ленточно-делительные пилы (станки). Применяется такое оборудование для разделения заготовки на тонкие бруски, полосы, доски. По конструкции можно выбрать однопильные и двухпильные ленточно-делительные пилы. Последний вариант ленточных пил используют на предприятиях в Пензе, где требуется высокая производительность. Однако, цена ленточных пил такого исполнения более высокая. Часто ленточно-делительные пилы применяют в мебельной промышленности для получения щитового древесного материала. Также их используют в производстве напольных покрытий (многослойный паркет). Ленточно-делительные станки могут настраиваться на деление материала небольшой толщины (от 2-4 мм). За счет такой точности, их применяют при производстве натурального шпона, для обработки горбыля.
- Столярные ленточные пилы. Купить в Пензе данный вид оборудования можно для получения любого типа и линии реза, в том числе для получения точной криволинейной поверхности. За счет этого широкое применение столярных ленточных пил нашло в мебельной промышленности.
Ленточные пилы классифицируют в зависимости от вида обрабатываемого материала. По данному критерию можно выбрать пилы в Пензе:
- ленточнопильные станки по дереву;
- ленточнопильные станки по металлу.
Степени автоматизации ленточнопильных станков
Ленточнопильные станки, производство которых налажено в том числе и российскими предприятиями, могут обладать различной степенью автоматизации.
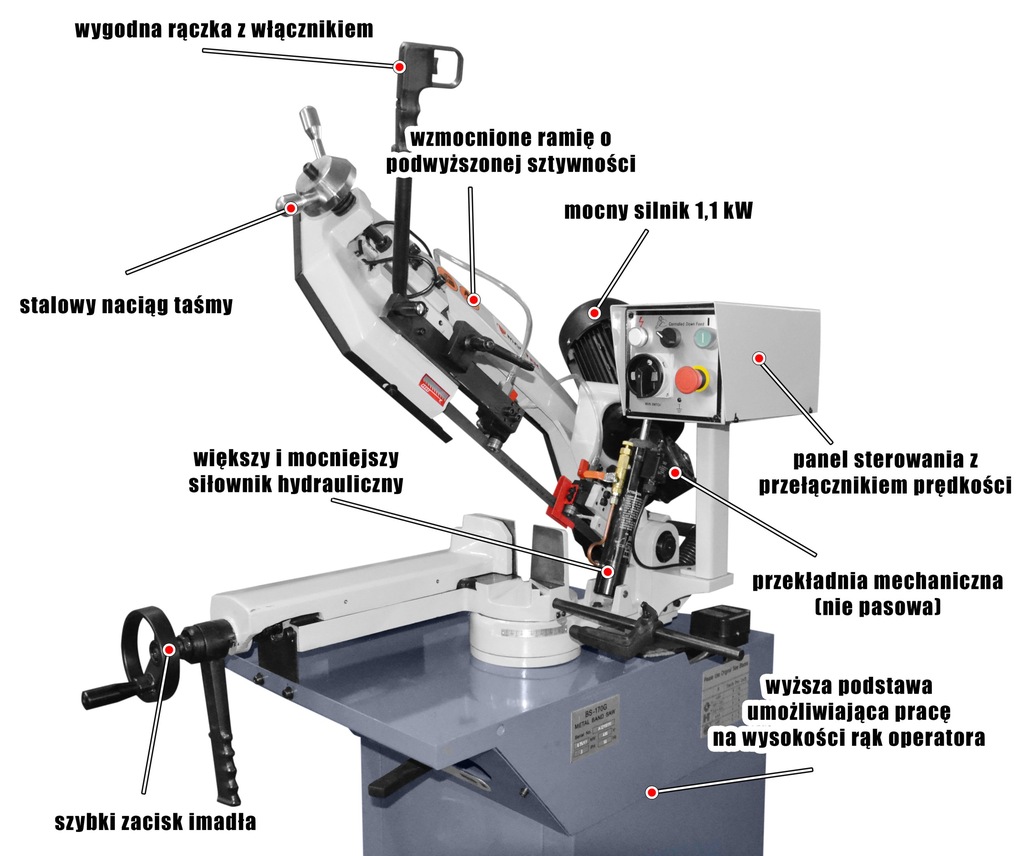
Ручные
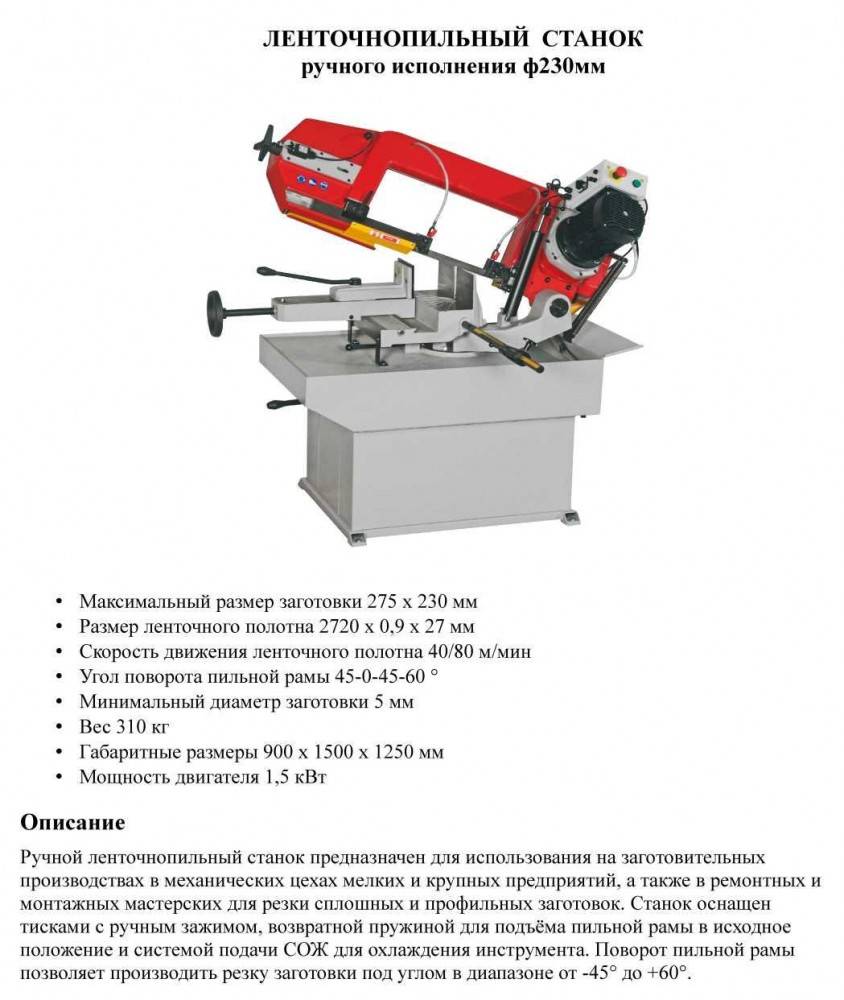
Опускание пильной рамы, которая выполнена в виде консоли, в таких станках может осуществляться за счет либо усилий обслуживающего их оператора, либо веса рамы, тогда такие станки называются гравитационными. Для регулирования скорости подачи рамы, обеспечения ее подъема и фиксации в исходной точке служит специальный гидроцилиндр с перепускным клапаном, который называется гидроразгрузкой. Закрепление и разметку заготовки производит оператор, он же задает скорость опускания пильной рамы.
Ручные станки чаще всего используются на небольших производствах. К преимуществам такого оборудования можно отнести:
- невысокую стоимость, простоту в эксплуатации и обслуживании;
- возможность проводить резку под углом.

Ленточнопильный настольный станок HТ150M с ручным управлением
У станков ручного типа есть и ряд недостатков.
- Способы опускания пильной рамы часто не позволяют избежать в процессе резки вибрации, которая значительно уменьшает срок службы режущего полотна.
- В ручных станках нередко отсутствует возможность осуществлять визуальный контроль за степенью натяжения полотна, а также нет механизма для его очистки.
- Существует необходимость в регулярной проверке и регулировке шкивов, приводящих в движение режущее полотно.
- Невозможно контролировать и регулировать давление, оказываемое режущим полотном на деталь. Гидроцилиндр в механизме опускания и подъема режущего полотна позволяет в очень небольшом диапазоне изменять лишь скорость его опускания.

Ручной ленточнопильный станок Pilous ARG 130 Mobil Полуавтоматические В ленточнопильных станках полуавтоматического типа автоматизированы следующие технологические операции: опускание и подъем пильной рамы, зажим заготовки в тисках и ее освобождение после окончания процесса резки. Задачей оператора при управлении таким станком является лишь укладка заготовки в зажимной механизм. Резка заготовки в станках полуавтоматического типа выглядит следующим образом:
- автоматическая фиксация заготовки после запуска ленточнопильного станка;
- резка с заданной скоростью, при которой давление на деталь и оказываемое на нее усилие обеспечиваются специальным гидроцилиндром;
- автоматический подъем пильной рамы и освобождение заготовки после достижения режущим полотном нижней точки реза.

Полуавтоматический ленточнопильный станок по металлу YOURTIME
Полуавтоматические ленточнопильные станки, которые могут иметь одностоечное, двухстоечное и консольное исполнение, используются для оснащения мелкосерийных производств.
Автоматические
Для оснащения крупных производственных предприятий, на которых имеется необходимость в резке большого количества однотипных заготовок, используются автоматические ленточнопильные станки по металлу. Такие станки, которые могут быть одностоечного, двухстоечного, консольного, вертикального и портального типа, позволяют выполнять в автоматическом режиме следующие технологические операции: фиксацию заготовки в тисках, опускание и подъем пильной рамы, изменение угла ее наклона и поворот стола, регулирование усилия резки, давления и скорости подачи пильной рамы. При необходимости такие ленточнопильные станки могут быть переведены в ручной режим управления.
Автоматические станки могут работать в трехсменном режиме и выполнять однотипные операции (резка длинных заготовок на фрагменты заданной длины) без присутствия оператора.

Автоматический двухколонный ленточнопильный отрезной станок PMS 530/530 ACN
Основные виды режущих полотен для ленточных пил
При выборе конкретного полотна для резки ленточнопильным станком, ориентироваться главным образом нужно на качество реза и тип обрабатываемого материала. В основном для такого оборудования используют следующие виды полотен.
| Типы применяемых полотен в ленточных пилах | |
| Тип полотна | Область применения |
| Полотна ленточные с зубьями | Самый распространенный тип режущего полотна, который оснащен по периметру торца остро заточенными зубьями. Предназначен для работы с деревом и металлом. Шаг и размер зуба подбирается исходя из твердости материала и требуемой точности реза. |
| Ножевые полотна | Резка происходит путем трения торцевой части полотна и заготовки. Режущая кромка такого полотна может быть прямой, зубчатой или волнообразной. При помощи подобных полотен обрабатывают хрупкий материал (полиуретан, пенопласт, плотная бумага, картон), который можно повредить воздействием острых зубьев. |
| Электроискровые полотна | Предполагают перенос слоя металла из заготовки (выступающей в роли анода) на полотно (катод) с его дальнейшим удалением за счет воздействия электрического заряда. Данный тип обработки применяют исключительно в промышленности и при работе с металлом. Такое полотно позволяет резать изделия большой толщины (до 400 мм) с высокой чистотой разрезаемой поверхности. |
Эксплуатация ручной ленточной пилы по металлу
После того, как инструмент изготовлен и протестирован, важно соблюдать простые правила по безопасному использованию устройства. Это гарантия долгой службы станка, высокого качества работ, безопасности пилы для вас
Советы мастера
- В процессе работы не тяните заготовку назад: это может привести к соскакиванию пилы с рельсов.
- Обрабатывая мелкие детали, используйте подающую доску: так вы обезопасите руки.
- При разрезе крупных конструкции смотрите за тем, чтобы деталь не проворачивалась.
- В процессе работы не допускайте попадания стружек и опилок в двигатель.
- Перед началом использования инструмента проверяйте возможность его быстрого отключения.
Правила безопасности
- Первые 180 часов работы ручной ленточной пилы недопустимы её предельные нагрузки: избегайте пиления слишком твердых материалов, заготовок максимальной толщины.
- Каждые 2 часа работы необходимо делать перерыв, иначе высока вероятность перегрева двигателя.
- Во время работы на ручном станке необходимо использование защитной экипировки:
- специальные очки;
- головной убор (особенно при наличии длинных волос);
- плотно прилегающая одежда;
- закрытая обувь на нескользящей подошве.
- В процессе работы не прикасайтесь к пильной ленте, не держите заготовку в руках, используйте дополнительные подставки, опоры, крепежи.
- После окончания работы очищайте станок от пыли, грязи, масла, опилок, отключайте его от сети.
Мы рассмотрели специфику использования различных модификаций инструмента, а также их различия, разобрались в технических характеристиках и принципе работы станка. Множество преимуществ ленточнопильных станков делает их незаменимыми при работе с металлом, в том числе в домашних условиях. Не обязательно идти в магазин и тратиться на дорогую профессиональную модель: для большинства работ подойдет классическая ленточная пила по металлу, сделанная своими руками. Теперь вы знаете пошаговую инструкцию изготовления станка, а также правила ее безопасного и продуктивного использования.
- Элементы теории процесса резания металлов / А.М. Розенберг, А.Н. Еремин. — Москва
- Справочник молодого фрезеровщика / В.Л. Косовский. — М.: Высшая школа
- Сварка, резка, пайка металлов. — Москва: Машиностроение, 2005.
- Статья на Википедии
Рекомендации по заточке
Станок для заточки ленточных пил
Принципную значимость имеет верный выбор типа заточного круга. Он должен соответствовать марки стали, из занят} изготовлена ленточнаяпила. Для конструкций из инструментальной стали употребляются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
Зависимо от технических возможностей делают полнопрофильную обработку или каждой режущей части в отдельности. Сначала понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта делается обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие деяния по следующей инструкции.
- Наждак направляется вниз. В то время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный шаг позволяет удалить микротрещины и неровности. Принципным моментом является снижение поверхностного натяжения, которое является основной предпосылкой деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его кромка режущая.
По такой же методике происходит обновление всех других зубьев. Принципно, чтобы значения углов входа и выхода были везде похожими. По другому при различиях геометрии в одной из частей ухудшаться эксплуатационные характеристики.
При длительном контакте круга с металлом может резко повыситься температура по последней. Для устранения этого эффекта употребляют особенные охлаждающие воды, поступающие непосредственно из станка. Подача делается постоянно, чтобы избежать формирования зоны накала. В этой части механическая крепкость будет ухудшена.
Для избежания появления зазубрин перед обработкой древесины нужно проверить наличие там стальных компонент
Также особенное внимание уделяется фиксации и равномерной подаче заготовки для распиливания
READ Как Отрегулировать Подачу Масла На Бензопиле
Назначение полотна
В зависимости от типа станка и вида заготовки, которую будут обрабатывать все ленточные полотна можно разделить на три группы:
- Полотна для бревнопильных станков. Предназначены для распила кругляка на обрезной материал на лесопилках.
- Полотна для ленточно-делительных станков. Предназначены для роспуска (деления) бруса или доски на малые погонажные изделия для производства вагонки, столярных изделий, мебельного щита, паркетной доски и при обработке горбыля на пилорамах.
- Полотна для столярных станков. Предназначены для использования в мебельном и столярном производстве при изготовлении конечной продукции, в том числе фигурного реза.
Выбор и эксплуатация ленточного полотна
Информация, представленная ниже в таблицах, носит рекомендательный характер, и следует помнить, что некоторые значения могут отличаться. Компании-производители ленточнопильных полотен указывает собственные обозначения материалам полотен, а также типам разводки и формам зубьев. Предоставляют детальные инструкции по выбору и применению. Ниже указаны только общие обозначения по ISO.



1 ШАГ Выбор материала полотна
| Материал | Сечение, профиль | Тип станка | Материал полотна |
| Нелегированная сталь | Тонкостенные трубы и профиль, прутки малого диаметра | легкий | Углеродистая сталь |
| Низколегированная сталь до 22 HRC | Углеродистая сталь | ||
| Нелегированная и низколегированная сталь | Биметалл Matrix II |
2 ШАГ Выбор шага зубьев полотна
| СПЛОШНОЕ СЕЧЕНИЕ | ПРОФИЛЬНОЕ СЕЧЕНИЕ | |||||||||||
| Постоянный шаг | Переменный шаг | D мм | 20 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | ||
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм | S мм | Шаг зуба, Z | |||||||
| до 10 | 14 | до 25 | 10/14 | 2 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 10/14 |
| 10 – 30 | 10 | 15 — 40 | 8/12 | 3 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 |
| 30 – 50 | 8 | 25 — 40 | 6/10 | 4 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 |
| 50 – 80 | 6 | 35 — 70 | 5/8 | 5 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 80 – 120 | 4 | 40 — 90 | 5/6 | 6 | 14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 4/6 |
| 120 – 200 | 3 | 50 — 120 | 4/6 | 8 | 14 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 |
| 200 – 400 | 2 | 80 — 150 | 3/4 | 10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | |
| D — поперечное сечение S – толщина стенки профиля Z – шаг полотна, количество зубьев на дюйм | 12 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | ||||
| 15 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |||||||
| 20 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |||||||
| 30 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | |||||||
| 50 | 2/3 | 2/3 | 2/3 |
Профиль зуба полотна
| Передний угол зуба 0°. Для резки сплавов с высоким содержанием углерода, материалов с небольшим поперечным сечением, тонкостенных профилей и труб. |
| Передний угол зуба 10°. Для резки сплошных прутков, толстостенных труб из легированных сталей. |
| Передний угол зуба 16°. Для резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов. |
| Передний угол зуба с двумя подточками 10° и 16° и продольно шлифованной фаской, которая улучшает шероховатость обрабатываемой поверхности. Для резки сплошных прутков из высоколегированных сталей. |
Топ-10 лучших ленточных пил по дереву
Наибольшим спросом пользуются инструменты для обработки древесины. В рейтинге лучших присутствуют пилы с любительскими и полупрофессиональными возможностями.
Proma PP-312
Компактный станок предназначен для прямого и наклонного распила древесины и работает на скорости 360 и 480 оборотов в минуту. Показывает хорошую устойчивость, ножки инструмента можно закрепить на полу.
Цена Proma PP-312 составляет около 48000 рублей
Зубр ZPL-305
Стационарный станок мощностью 750 Вт углубляется в деревянные заготовки на 170 мм. Устройство можно переключать между двумя скоростями, стол наклоняется на 45°, что позволяет делать рез под углом.
Приобрести пилу от Зубр можно начиная от 24000 рублей
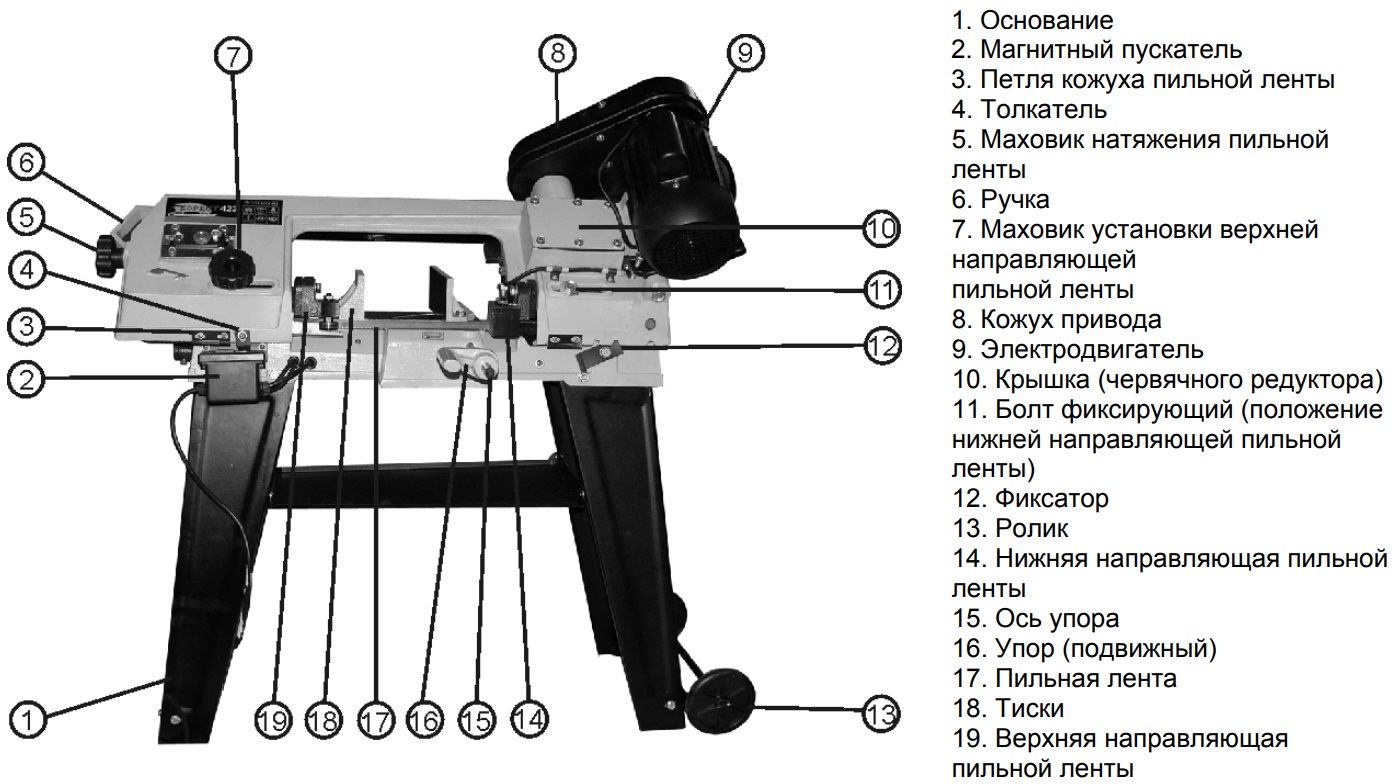
Jet HVBS-56M
Универсальная ленточная пила для дерева и металла работает на нескольких скоростях распила и обладает низкой вибрацией. Комплектуется надежными тисками для фиксации детали, поддерживает быструю смену полотна. Опорные ножки можно регулировать для более ровной установки на поверхности.
Цена ленточной пилы Jet довольно высокая, от 50000 рублей
Triod BSM-115/230
Ленточная пила полупрофессионального класса подходит для обработки древесины, пластмасс и мягких металлов. Может выполнять рез вертикально, в прямой плоскости и под углом, распил получается аккуратный и ровный.
Купить пилу Triod можно от 34000 рублей
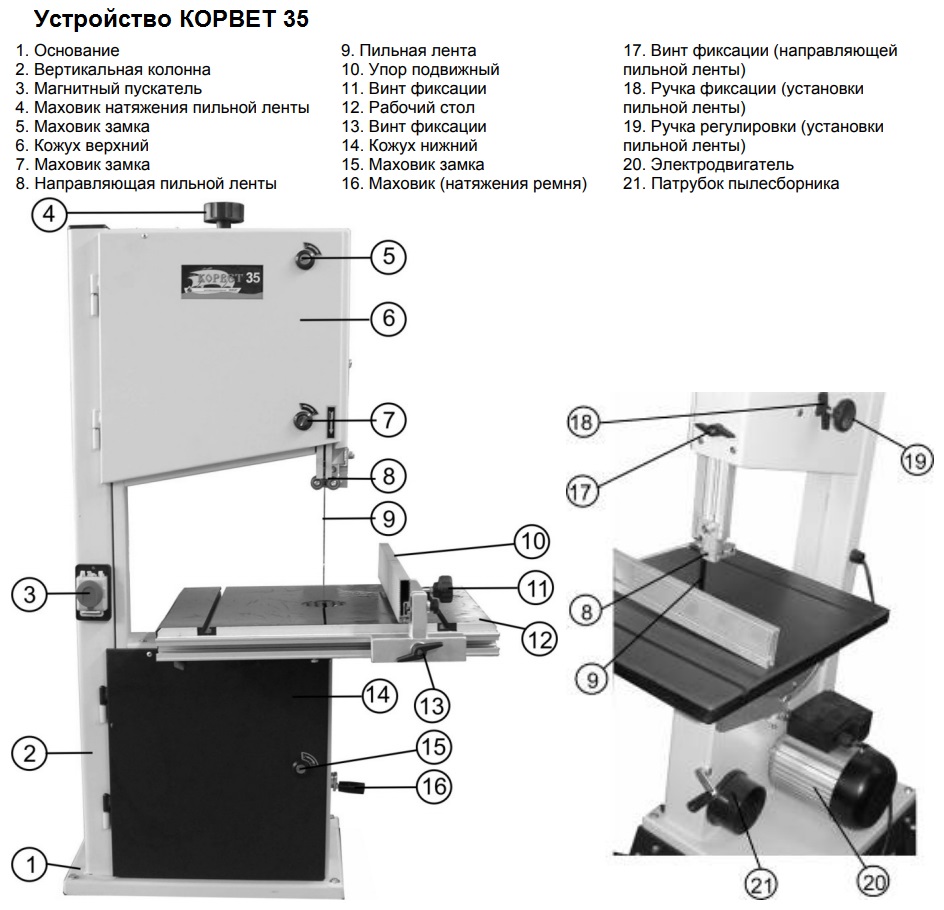
Энкор Корвет-35
Ленточная пила подходит для прямого распила и фигурного реза древесины и пластиковых деталей. Поддерживает две скорости, при необходимости стол можно наклонять в разные стороны.
Важно! В станке предусмотрено подключение пылесоса прямо во время работы для удаления стружки и опилок. Цена Энкор Корвет начинается от 44000 рублей
Цена Энкор Корвет начинается от 44000 рублей
Jet JBS-12
Швейцарская пила по дереву и пластику обрабатывает заготовки на двух рабочих скоростях. Оснащается патрубком для отвода пыли, предусмотрена ручка для регулировки натяжения полотна. Может выполнять рез под углом 45°, отличается невысоким уровнем шума.
Средняя цена пилы Jet — 42000 рублей
Metabo BAS 261 Precision
Немецкая пила с мощностью 400 Вт работает с минимальной вибрацией и обеспечивает ровный и четкий рез. В комплекте поставляются параллельный и угловой упоры, переходники для пылесоса. Устройство из категории бюджетных, но может выполнять распил до 103 мм.
Стоимость ленточной пилы Metabo начинается от 24000 рублей
Makita 2107FK
Высокопроизводительная пила с мощностью 710 Вт работает на двух скоростях и осуществляет рез до 120 мм. В основном предназначена для обработки дерева до 12 см толщиной, но хорошо справляется и с листовым металлом.
Совет! Ленточная пила особенно хорошо подходит для домашних мастерских по производству мебели.
Купить ленточную пилу Makita можно от 24300-24500 рублей
Jet JWBS-10
Недорогая ленточная пила с мощностью 600 Вт относится к любительской категории и позволяет обрабатывать древесину на глубину 100 мм. Натяжение полотна можно регулировать, также предусмотрен специальный рычаг для быстрого ослабления перед уборкой на хранение.
Jet JWBS-10 стоит умеренно — около 20000 рублей
Metabo BAS 318 Precision
Одна из лучших пил для ленточной пилорамы поддерживает две скорости и демонстрирует очень плавное движение полотна без рывков. Практически не вибрирует и не шумит, комплектуется ящиком для сбора опилок при работе, дополнительными упорами и светодиодной подсветкой.
Цена ленточной пилы Metabo BAS 318 составляет около 46000 рублей
Подготовительные мероприятия
Перед тем как приступить к сборочным мероприятиям, ориентируясь по чертежу, следует подготовить необходимые материалы и инструменты. Это позволит, в первую очередь, сориентироваться с тем, есть ли все нужное для работы (недостающее понадобится докупить), а также не отвлекаться по ходу процесса по мелочам.
Необходимые материалы и инструменты
Чтобы сделать ленточную пилу, потребуются следующие материалы и детали:
- доски или лист фанеры (либо ДСП), из которых будет изготавливаться каркас, стол, шкивы;
- листовая сталь (для пилы);
- швеллер, используемый для создания опорной рамы, или металлические уголки, либо деревянные бруски и рейки;
- подшипники;
- стальной прут – для изготовления осей шкивов;
- электродвигатель;
- саморезы, болты с гайками и шайбами;
- полиуретановый клей;
- резина от велосипедной камеры;
- текстолит;
- втулки;
- ремень клиновой;
- лак или краска.
Для работы потребуются такие инструменты:
- шуруповерт (со сверлами);
- молоток;
- гаечные ключи (размером под болты);
- отвертки;
- плоскогубцы;
- шлифовальная машинка;
- болгарка;
- точильный станок;
- электролобзик.
Электроинструменты вполне можно заменить и их ручными аналогами. Но в таком случае сборка потребует больше времени и затрат труда. При использовании металлических уголков или швеллера вместо деревянных брусков понадобится также сварочный аппарат и электроды. Использование болтовых соединений создает дополнительные проблемы с плотным прилеганием деталей.
Рекомендации по выбору ленточного полотна
Сделать своими руками режущее полотно достаточно сложно. Для этих целей нужна инструментальная сталь марок У8 либо У10. Пила должна быть гибкой. Ее толщина для сравнительно мягких пород древесины составляет от 0,2 до 0,4 мм, а для твердых – от 0,4 до 0,8 мм. Длина полотна у собираемого варианта станка будет около 1,7 м. Понадобится самостоятельно вырезать зубья, правильно развести и заточить их. Чтобы спаять ленту в сплошное кольцо (при этом встык) потребуется использовать газовую горелку и припой. Соединительный шов нужно после отшлифовать.
Гораздо проще и удобнее приобрести готовое режущее полотно хорошего качества в магазине, чтобы не тратить время на его изготовление. Ширина изделий составляет от 18 до 88 мм. Ориентироваться при этом нужно на материал, который предстоит распиливать. Производители предлагают такие разновидности пил по данному критерию:



- биметаллические, предназначенные для выполнения работ по металлу (нержавеющей стали и сравнительно прочным сплавам);
- алмазные, с помощью которых можно пилить мрамор, кварц, гранит и прочие твердые материалы;
- твердосплавные, позволяющие обрабатывать высокопрочные сплавы;
- из полос инструментальной стали, применяемые для распиливания древесины.
Последней разновидностью довольно часто оснащают станки, собираемые в бытовых условиях. Это связано с ее ценовой доступностью и практичностью. Но если предстоит работать с твердыми материалами, то лучше приобрести более прочную, износоустойчивую и дорогую пилу, чтобы свести вероятность разрыва ленты к минимуму.
Если планируется с помощью сделанной ленточной пилы делать фигурный рез, то нужно ширину полотна подбирать с учетом радиуса закругления. Некоторые соотношения между этими величинами показаны на нижеследующей фотографии.
Совет! Для ровного продольного распиливания пиломатериалов следует применять широкие режущие полотна. Они позволяют выполнить более ровный рез.
Выбирая пилу по дереву, также нужно учитывать шаг ее зубьев (расстояние между их центрами). От этого зависит твердость древесины, которую можно распиливать. Далее приведены наиболее распространенные профили зубьев, их маркировка и область применения.
Нужно обращать внимание и на качество заточки зубьев. Режущая кромка должна быть острой и ровной
Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать. Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам.
Обзор популярных марок
Сегодня рынок ленточнопильного оборудования по металлу богат самыми разнообразными предложениями. Среди богатого перечня производителей можно выделить несколько брендов, популярных у покупателей.
- Компания Arntz выпускает твердосплавные модели ленточных станков. Изделия немецкого производителя отличаются надежностью, качеством сборки и изготавливаются под контролем качества на всех этапах производства.
- Продукция американского бренда Lenox отличается нанесением на пилы слоя защиты, выполненного из нитрида алюминия титана. Эти модели хотя и дорогие, но особо прочные и износоустойчивые, ими можно нарезать металл с высоким абразивом.
Forezienne – французская марка, занимающаяся выпуском ленточных пил из стали из обогащенной руды. Во время формовки происходит чередование закалки и отпуска, горячий и холодный прокат, от чего пилы компании являются одними из лучших в своем сегменте.

- Lennartz – мировой изготовитель, производящий пилы из композиционного сплава. Методика изготовления пил предусматривает выполнение полотна и закалки из особо прочной стали, а также приварку зубчатой кромки из быстрорежущей стали.
- «Роспил» – российский производитель, выпускающий биметаллические и твердосплавные ленточнопильные полотна для металлообработки. Полотна изготавливают из быстрорежущей стали, никелевых и титановых сплавов, а также холодно- и горячекатаной конструкционной стали.


Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.

При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Как правильно выбрать полотно для Вашей лесопилки
Прежде чем перейти к рассмотрению этой проблемы, примем за аксиому тот факт, что вечных ленточных пил не бывает, все они рано или поздно рвутся от усталости и перенапряжения. Это значит, что если вы поставите новое полотно на Вашу лесопилку и просто включите ее, то оно порвется, даже если вы не будете им пилить вообще. Время жизни полотна в этом случае определяется его жесткостью. Жесткое полотно порвется быстрее. Однако, с другой стороны, чем полотно жестче и тверже, тем дольше оно остается острым. Мягкое полотно напротив долго не порвется от усталости, однако пилить им совершенно невозможно по причине перманентной затупленности. Золотая середина находится, как обычно, где-то между этими крайностями и индивидуальна для каждого конкретного случая.
Рассмотрим варианты поведения всех трех типов полотна:
Constant hardness – полотно с равной твердостью по всей ширине. Полотно долго не порвется в результате недостатка гибкости — гибкости ему не занимать, однако быстро затупляется, в результате чего оно может быть рекомендовано для использования на маломощных ручных лесопилках с небольшим диаметром шкивов. На таких лесопилках пила в основном вхолостую крутится по шкивам, в то время пока рабочие кантуют или закрепляют бревно. К несомненным достоинствам этого полотна можно отнести то, что его можно многократно перетачивать без ущерба для стойкости зуба, которая, к сожалению, не высока.
Отличной заменой для полотна с равной твердостью по всей ширине может служить полотно с гибким телом/твердым зубом, так называемый, Flex back. Это полотно обладает отличной гибкостью и неплохо держит заточку, поэтому кроме использования на маломощных ручных лесопилках его можно использовать на разрезных пилах вне зависимости от количества головок. К недостатку этого типа полотна следует отнести тот факт, что его можно перетачивать до тех пор, пока вы не сточите закаленную область на зубе. После этого полотно придется просто выбросить.
И, наконец, пилы типа Hard Back – полотно, закаленное по всей ширине. Технологические ухищрения при производстве этого полотна не пропадают даром. Эти полотна не только прекрасно держат заточку, но и в результате своей высокой жесткости, позволяют пилить на значительно более высоких подачах. Это позволяет применять их на значительно более энерговооруженных лесопилках, добиваясь значительно более высокой производительности. Перетачивать такую пилу можно до тех пор, пока этого позволяет ее ширина. Даже после того, как будет сточен особо твердый кончик зуба, пила будет отлично держать заточку. К недостаткам этого полотна можно отнести его высокую жесткость, которая ограничивает его применение на лесопилках с небольшим диаметром шкивов.
Основные причины преждевременного выхода ленточного полотна из строя.
А)
- Выкрашивание (выбивание) зубьев
- Слишком мелкий шаг пилы.
- Слишком крупный шаг пилы.
- Заготовки ненадёжно закреплены.
- Слишком низкая скорость пилы, приводящая к излишнему врезанию.
- Слишком большое давление подачи, приводящее к излишнему врезанию пилы в материал.
- Слабое натяжение пилы приводит к её проскальзыванию.
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию пилы в материал.
- Отсутствует, не работает или изношена щётка очистки пилы
Б)
- Трещины во впадинах зубьев.
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих.
- Зазор между направляющими слишком большой.
- Направляющие находятся слишком далеко от заготовки.
- Боковые направляющие зажимают пилу в области впадин зубьев.
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы.
В)
- Трещины со стороны спинки пилы.
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи.
- Износ боковых направляющих.
- Полотно прижимается к бурту шкива.
Г)
- Биение (вибрация) пилы
- Кривой сварной шов.
- Слишком шаг пилы.
- Отсутствие зубьев(выломаны).
- Слишком низкое или высокое давление подачи.
Д)
- Преждевременное затупление зубьев.
- Слишком большая скорость пилы для данного материала.
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи.
- Дефекты на боковых направляющих.
- Плохо закреплены или изношены направляющие.
Е)
- Неперпендикулярный рез.
- Полотно пилы не параллельно направлению подачи.
- Большой зазор в направляющих.
- Поверхность стола не перпендикулярна пиле.
- Тиски не перпендикулярны пиле.
- Слабое натяжение пилы.
- Плохо закреплены боковые направляющие.
Ж)
- Пережжённая стружка.
- Большая подача.
- Не работает щётка очистки пилы.
- Тупая пила.
- Нет охлаждения.
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
20Х13, Р6М512Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |


Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.
Виды и принцип работы
Все ленточнопильные станки различаются особенностями конструкции. Всего их существует несколько видов, а именно:
- работающие по маятниковому принципу;
- стационарные бытового назначения;
- настольные бытового назначения;
- колонного типа.
Раскрой и разрезание материалов производится при помощи ленточного полотна с зубьями, выполненного в форме замкнутого кольца. Примечательным является тот факт, что такие станки способны осуществлять резку как по прямой траектории, так и по фигурной, все зависит от заданных настроек. Прежде, чем приступить к выбору ленточнопильного станка, необходимо знать все аспекты той работы, которую предстоит выполнять, а также ознакомиться с особенностями оборудования.
Регламентирование профессиональных станков осуществляется по нескольким категориям (при этом учитываются основные показатели):
- количеству скоростей;
- производительности (рассчитывается по количеству работы, выполняемой за минуту);
- углу поворота механизма, ответственного за подачу материала;
- ширине ленточного полотна.
Топ рейтинг 10 лучших ленточнопильных станков
Основываясь на отзывах пользователей и специалистов в интернете, можно сделать вывод о 10 лучших ЛСП, представленных на рынке России. Это помогает многим потребителям при выборе ленточнопильного станка для своего предприятия. Топ рейтинг разделяется на две группы – это стационарные ленточнопильные станки и переносные ленточные пилы.
Стационарные станки
В этот список попали пилы самых лучших брендовых производителей, предназначенных для установки и эксплуатации, как на больших промышленных предприятиях, так и в небольших мастерских. Оборудование отличается высокой точностью распила и большой производительностью. Цена такой продукции может составлять сумму от нескольких десятков до нескольких сотен тысяч рублей.
Jet JWBS-140S
Страна производитель – Тайвань. Этот ленточнопильный станок, благодаря своим превосходным характеристикам, можно отнести к профессиональному оборудованию. В основном станок используется для обработки деревянных изделий. При смене полотна способен пропиливать металлические заготовки небольших габаритов (до 300 мм). Пила занимает строго вертикальное стационарное положение. Угол распила регулируется поворотом чугунного рабочего стола с тисками до 45.