Лазеры с твердым активным элементом
Такие установки могут излучать световой поток как непрерывно, так и дискретными импульсами. Активный излучатель делают из розового искусственного рубина, смешивая оксид алюминия и ионы хрома. Торцы стрежня полируют, создавая на них зеркальные поверхности, отражающие свет. Ионы хрома, облучаемые излучением лампы накачки, переизлучает свет на частоте работы лазера.
Функционирование их проходит следующим способом:
- Стержнеобразный активный элемент помещен вместе с лампой накачки внутри рабочего корпуса.
- Энергия периодических вспышек лампы накапливается в активном элементе, фокусируясь и отражаясь от торцевых зеркал.
- По достижении порогового значения интенсивности светового пучка он проходит излучение рабочего импульса.
Лазер с твердым активным элементом
Аппараты с твердым активным телом работают на волне длиной 0,69 микрон. Мощность их достигает нескольких сотен ватт.
Оборудование

Комплект оборудования состоит из:
- Устройство генерирующие лазерный луч.
- Система фокусировки.
- Система перемещения луча и металлической заготовки.
Лазерные сварки бывают стационарные и мобильные (переносные).
- Стационарные установки, как правило, устанавливаются в цехах и неподвижны.
- Мобильные установки перевозят на специальных тележках. Такие модели оснащены колесами для транспортировки.
Сами же лазеры бывают двух типов:
- Твердотельные они нуждаются в стекле с присадкой ионов или в рубине.
- Газовые они мощнее и проще, но нуждаются в смеси газов.
Газодинамические лазеры – они очень дорогие и редко встречаются на отечественных заводах, являются самыми мощными и применяются на специфических производствах.
В чем разница между готовыми моделями
Стоимость является главной причиной, почему множество умельцев прибегают к изготовлению лазерного резака своими руками. А принцип работы заключается в следующем:
- Благодаря созданию направленного лазерного луча происходит воздействие на металл
- Мощное излучение заставляет материал испаряться и выходить под силой потока.
- В результате благодаря малому диаметру лазерного луча получается высококачественный срез заготовки.
Глубина врезания будет зависеть от мощности комплектующих. Если заводские модели оборудуются высококлассными материалами, которые обеспечивают достаточный показатель углубления. То самодельные модели способны справиться врезаться на 1-3 см.
Благодаря таким лазерным установкам можно сделать уникальные узоры в заборе частного дома, комплектующие для декорирования ворот или ограждений. Существует всего 3 вида резаков:
- Твердотельные. Принцип работы завязан на использовании специальных сортов стекла или кристалликов светодиодного оборудования. Это недорогие производственные установки, которые используются на производстве.
- Волоконные. Благодаря использованию оптического волокна можно получить мощный поток и достаточную глубину врезания. Они являются аналогами твердотельных моделей, но благодаря своим возможностям и характеристикам по производительности лучше их. Но и дороже.
- Газовые. Из названия понятно, что для работы используется газ. Это может быть азот, гелий, углекислый газ. КПД таких устройств на 20% выше, чем у всех предыдущих. Их используют для резки, сварки полимеров, резины, стекла и даже металла с очень большим уровнем теплопроводности.
В быту без особых затрат можно получить только твердотельный лазерный резак, но его мощности при грамотном усилении, которое было разобрано выше, хватает для выполнения бытовых работ. Теперь у вас есть знания относительно изготовления такого устройства, а дальше только действовать и пробовать.
А у вас есть опыт в разработке лазерного резака по металлу своими руками? Поделитесь с читателями, оставив под этой статьей комментарий!
Особенности работы с тонкостенным металлом
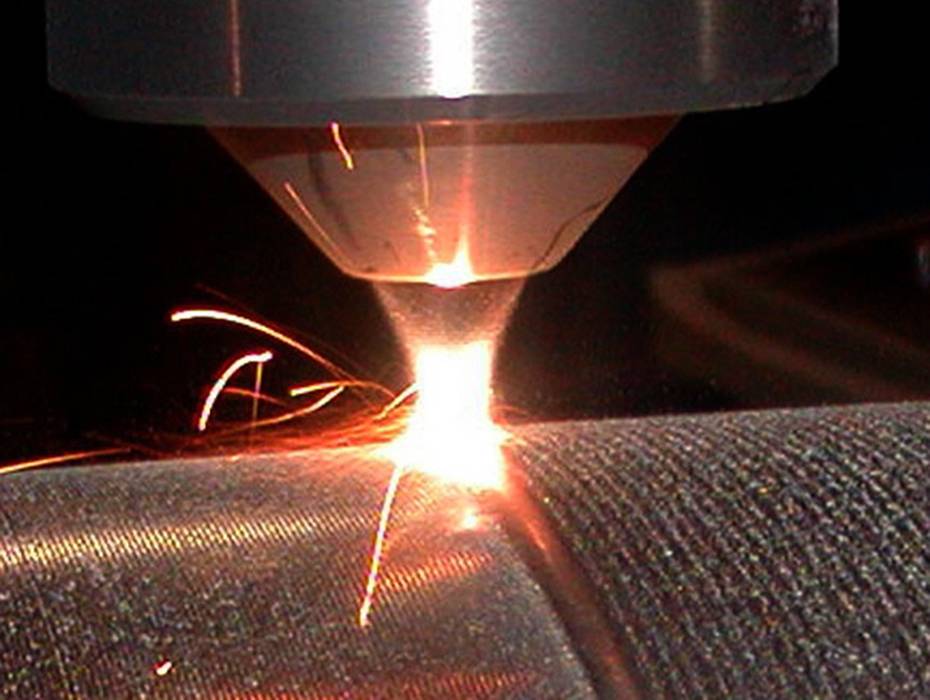
При сваривании заготовок средней и большой толщины необходимо проплавление материала на всю толщину. Для этого используют излучение высокой интенсивности. Особенностью сварки лазером тонкостенных металлов является высокий риск прожигания листа. Чтобы избежать этого, необходимо строго контролировать следующие характеристики:
- мощность излучения;
- скорость движения луча;
- фокусировка рабочего пятна.
Сваривание тонкостенных заготовок проводят на минимальной мощности. При непрерывном режиме повышают скорость движения рабочего пятна
В импульсном режиме сокращают длительность импульса и повышают их скважность

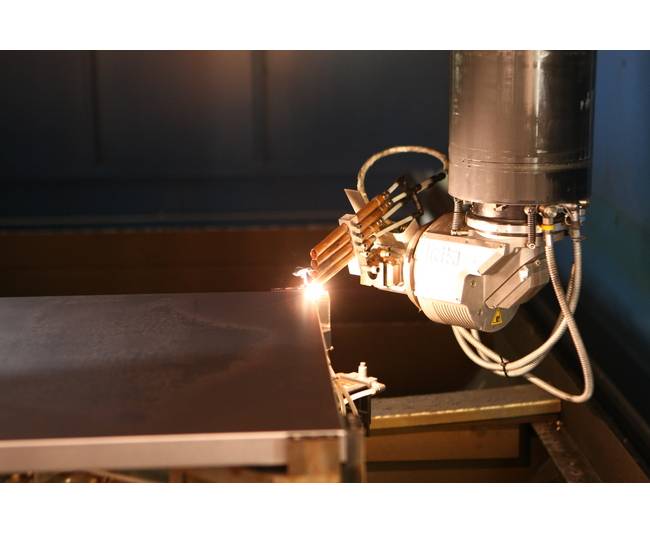
Лазерная сварка тонкостенных металлов
Если же на минимальной мощности плотность потока все равно слишком высока — используют преднамеренную расфокусировку луча. Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.
Оборудование для лазерной сварки
Оборудование для лазерной сварки металлов может быть мобильным и компактным, но также возможно приобретение полноразмерных станков для сваривания крупногабаритных деталей.
К первой категории относятся следующие модели:
- ЛАТ-С – станок применяется для лазерной сварки и наплавки металлов. Установка обладает высокими мощностными характеристиками, благодаря которым удаётся добиться хороших показателей производительности оборудования. Станок “ЛАТ-С” может оснащаться автоматическими координатными столами, что позволит выполнять сварку сложных конструкций с высокой скоростью. Лазерный станок состоит из двух модулей. В первом модуле располагается источник питания, а также специальное охлаждающее лазер устройство. Второй модуль представляет собой подвижной каркас, на котором устанавливается лазерный излучатель. Оба модуля могут легко перемещаться благодаря установленным колёсам в основании. При стационарной работе станка для обеспечения его неподвижности колёса блокируются специальным механизмом.
- МУЛ-1 – малогабаритный станок для лазерной сварки и наплавки металлов. Возможна также пайка таких драгоценных металлов, как золото и серебро. Сварка ювелирных изделий при помощи данного устройства выполняется легко и с высокой точностью, поэтому станок “МУЛ-1” может быть эффективно использован для ремонта и изготовления ювелирных украшений. Благодаря тому, что удаётся сварить небольшие по размеру металлические части без чрезмерного их нагрева, данный аппарат лазерной резки может быть использован, когда необходима сварка оправ очков. Лазерный станок “МУЛ-1” удобен тем, что для его работы достаточно обычной домашней сети напряжением 220 В. При этом потребляемая мощность устройства, в зависимости от используемого режима, составит от 1,8 до 2,5 кВт.

ЛАТ-400 – станок используется для лазерной сварки крупногабаритных деталей. Данная система состоит из мощного твердотелого лазера, устройства питания и охлаждения. Благодаря большой мощности и производительности лазера удаётся выполнять даже сложные сварочные работы с высокой скоростью. Для подключения оборудования необходима трёхфазная сеть 380 В. Потребляемая мощность аппарата при пиковой нагрузке составит около 13 кВт. Установка лазерной сварки металлов “ЛАТ-400” оборудована механизированной системой, приводимой в движение двигателями постоянного тока. Благодаря такай конструкции удаётся легко перемещать лазерную головку в трёх плоскостях.
Для ручной лазерной сварки металлов используются следующие устройства:
- WELD-WF – портативный лазерный сварочный аппарат, который отлично подходит для выполнения работ в труднодоступных местах. Устройство состоит из манипулятора, который соединяется с волокном. По волокну передаётся сгенерированное лазерное излучение. Благодаря наличию обратной связи удаётся, при использовании аппарата ” WELD-WF”, получить более качественный шов, чем при использовании оборудования не оснащённого такими дополнительными опциями. Аппарат подключается к сети 220 В и имеет мощность всего 1,5 кВт, поэтому его можно будет использовать практически в любом электрифицированном помещении. Ручной аппарат лазерной сварки по металлу отлично подходит для выполнения различных ремонтных работ, когда демонтаж конструкций затруднителен либо занимает слишком много времени.
- CLW120 – ручной лазерный сварочный аппарат небольшой мощности, который идеально подходит для выполнения работ ювелирной точности. Точечная лазерная сварка также может быть выполнена с помощью данного устройства. Применяется аппарат для сварки цветных и чёрных металлов, нержавеющей стали и титановых сплавов. Аппарат предназначен для работы от сети 220 В. Мощность устройства – 10 кВт, поэтому в домашних условиях использовать “CLW120” можно только подключив напрямую к электрическому щитку.
Практически все перечисленные аппараты как промышленного применения, так и ручного имеют бинокуляр, который позволяет защитить зрение от вредного воздействия лазерного луча, и одновременно с этим увеличить в несколько раз объект пайки или сварки для выполнения качественной и точной работы. Купить аппарат лазерной сварки не составит большого труда. Специализированные магазины предоставляют возможность приобрести или заказать необходимый станок или аппарат лазерной сварки, а на различных интернет-площадках осуществить покупку можно в один клик.
Основные виды аппаратов
В зависимости от вида источника световой энергии аппараты для лазерной сварки делятся на два типа – на твердотельном и газовом лазерах.
В твердотельном лазере в качестве рабочего тела используется стержень из рубина, неодимового стекла или алюмо-иттриевого граната с неодимом (Nd:Yag) или иттербием.
Стержень помещается в световую камеру, а для его возбуждения используется импульсная лампа накачки. В результате работы лазер на твердом теле может генерировать мощность в 1-6 кВт. Энергии твердотельного генератора бывает достаточно лишь для сварки мелких деталей, например, для сварки выводов из золота или тантала, сварки катодов кинескопов.





В лазерах с газовой накачкой в качестве излучающего тела используется газ, состоящий из смеси углекислого газа, азота и гелия. При прокачке такого газа в камере с помощью электрического разряда происходит возбуждение атомов газа и генерация энергии. Мощность газовых лазеров может превышать 20 кВт. Лучом такой мощности можно сваривать металл толщиной до 20 мм.
Наиболее мощными являются газодинамические лазеры. В таких приборах используется газ, нагретый до 1000-3000°С. Такой газ, перемещаясь в резонатор и охлаждаясь, испускает кванты световой энергии. Накачка генератора может осуществляться с помощью маломощного лазера или другого источника энергии. В результате лазер такого типа может генерировать луч мощностью в 100 кВт, что позволяет сваривать сталь толщиной до 35 мм с большой скоростью.
Лазерная сварка происходит в атмосферных условиях, что требует защиты получаемого шва от воздействия внешней среды. Для этого чаще всего используется газ аргон.
Кроме того, из-за высокой интенсивности луча происходит испарение металла и образование паров. Такая среда рассеивает и экранирует луч лазера. Для предотвращения появления плазмы для мощных лазерных сварочных аппаратов используется защитный газ, например, гелий. Поэтому чаще всего при сварке лазером подается газ, состоящий пополам из аргона и гелия.
Высокая концентрация энергии позволяет сваривать детали с большой скоростью и обеспечением высокой прочности шва. При этом сокращается зона термического воздействия на материал, а также уменьшаются его сварочные деформации.
Оборудование для сварки лазером включает:
- устройство, генерирующее лазерный луч;
- систему фокусировки луча;
- средство перемещения аппарата (или заготовки).
Установка для сварки может быть стационарной или мобильной. Стационарная установка устанавливается на производстве, и она неподвижна. Мобильная установка перемещается. На практике мобильная установка также довольно тяжелая и чаще всего для перемещения снабжена колесами.
В зависимости от мощности аппараты могут использоваться :
- Для микросварки (глубина проплавления не более 0,1 мм).
- Для минисварки (глубина проплавления от 0,1 мм до 1 мм).
- Для макросварки (глубина проплавления свыше 1 мм).
Что можно делать вашим резаком?
Не забывайте, что ваш новый самодельный резак по металлу не способен резать толстый металл – это ему попросту не под силу. Но вы можете усилить инструмент для выполнения работ с практически любым металлом, если это необходимо.
Чертеж плазменной резки металла.
Предварительно вам нужно будет запастись конденсатором, потому что нож с усиленной мощностью ни в коем случае нельзя будет включать в сеть напрямую. Поэтому сначала ток должен выходит на конденсаторы и только потом на батарейки.
Повысить мощность можно с помощью дополнительных резисторов. Добавочную мощность ваш нож получит от использования так называемого коллиматора, который служит для концентрации и скапливания лазерного луча.
Коллиматоры стоят очень недорого и продаются в любом отделе электрооборудования.
В случае повышения мощности одновременно повышается никому не нужная статичность. Она легко ликвидируется с помощью намотки алюминиевой проволоки вокруг диода.
Теперь нужны измерения: меряем силу тока на концах резака после их подключения к диоду. Показатели регулируются, самый подходящий диапазон – от 300 до 500 мА.
Лазерно-дуговая технология
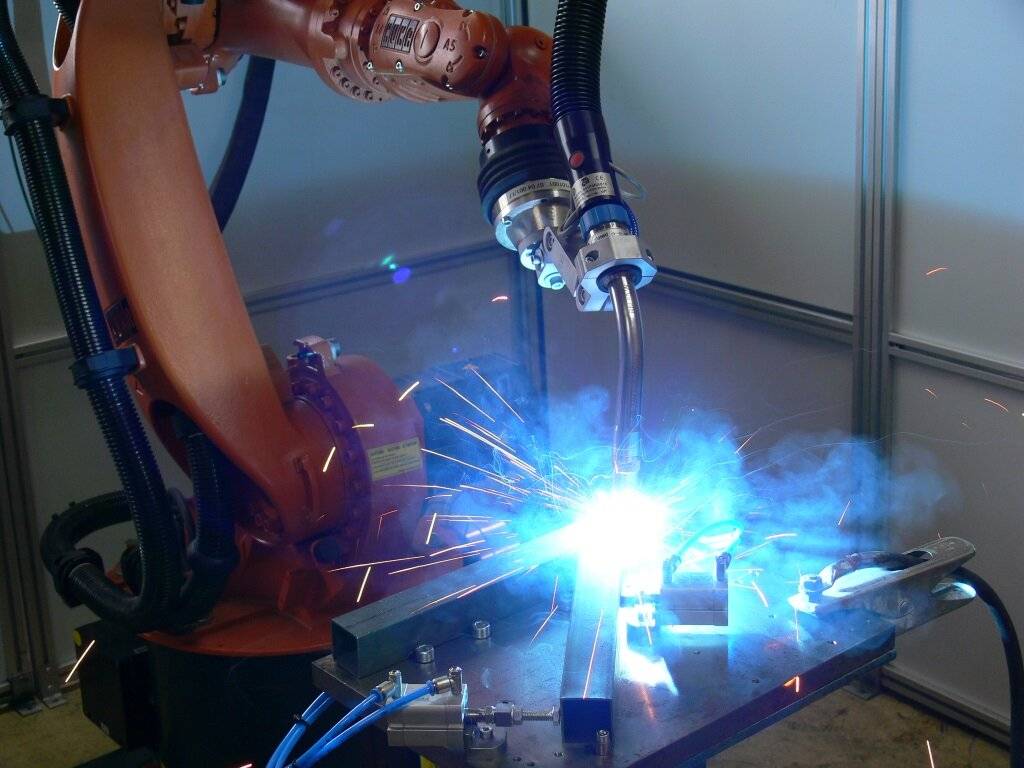
Гибридная технология совмещает в себе преимущества дуговой и лазерной сварки. Когда нужно сваривать толстые листы металла с большой скоростью и минимальным подводом тепла к сварочной зоне в автоматическом режиме, то для этого потребуется оборудование с лазерно-дуговой сваркой.
За счет быстрого разогрева лазером сварочной ванны улучшается качество шва, его глубина. Это уменьшает напряжения и деформации от возникновения соединительного шва.
Кроме этого приводит к большой скорости сварки, появляется возможность провести сваривание в один проход. Нет жестких требований к соединяемым кромкам. В комбинации с дуговой сваркой обычно используется твердотельный лазер.
Технология лазерной сварки
Соединение деталей из нержавейки с легкостью осуществляется аргоновой сваркой или полуавтоматами. Однако в задачах формирования швов на достаточно тонком металле отмеченные методы оказываются малоэффективными. Высокая температура, возникающая в аргоновой сварке, способна попросту расплавить изделие или же деформировать его.
В данном случае наиболее эффективной является лазерная сварка металлов. С ее помощью удается сформировать тонкий шов, а дефекты, связанные с действием температуры, будут минимальны.
Итак, каков же принцип работы и в чем преимущества лазерной технологии?
Суть метода заключается в расплавлении тонких кромок металла с помощью лазера. Он формируется посредством испускания фотонов атомами. Такое явление называется индуцированным излучением.
Полученный световой поток позволяет плавить кромки материала и соединять их между собой. Кроме того свечение можно подавать в зону сварки импульсно с высокой энергией или же постоянно с меньшей силой воздействия.
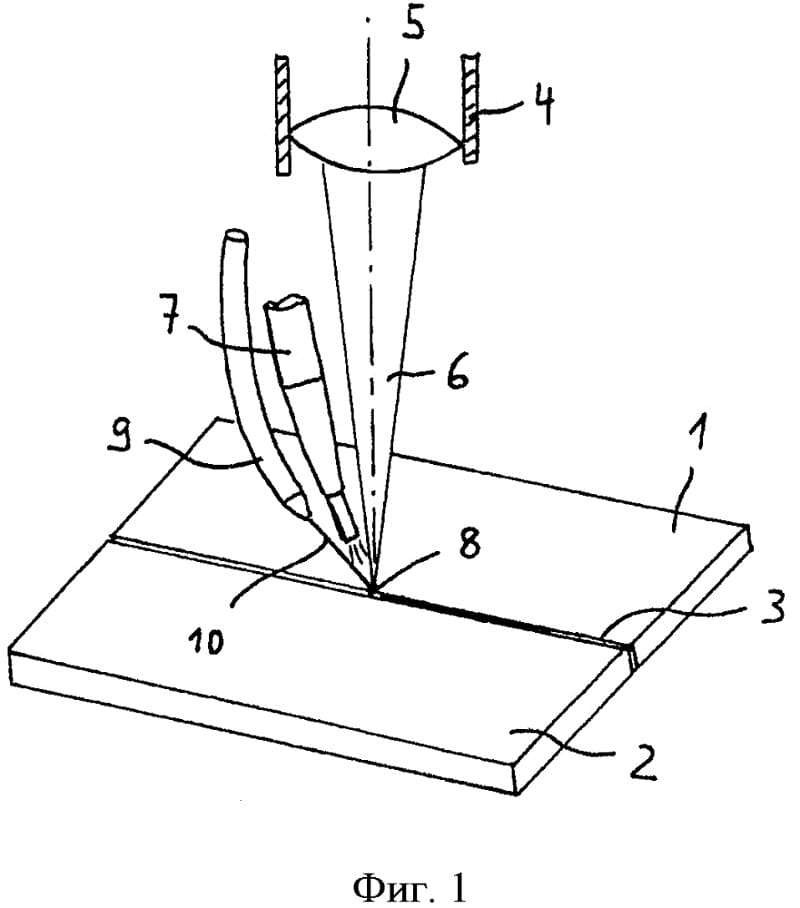
Фокусировка излучения осуществляется с использованием специальной оптики. Сварочные работы по этой технологии можно проводить как с применением присадочного материала, так и без него.
В гибридных версиях сварки присадочная проволока может также создавать дугу, расплавляющую ее кончик. Световой пучок, в свою очередь, будет укладывать расплавленный присадочный материал в шов.
Обычно сварочную ванну защищают инертным газом. В этих целях применяется гелий или аргон. Однако тут есть и некоторые особенности. Взаимодействие лазера с металлом приводит к его нагреву и испарению. В результате луч может экранироваться и преломляться.
Избежать подобной ситуации позволяет гелий. Газ принудительно поступает к сварному соединению, снижая испарение металла.
Технология лазерной сварки.
Данная технология нашла широкое применение в различных отраслях промышленности и производства. Она используется для соединения изделий из алюминия, титана, меди лазером. Сфокусированный луч позволяет расплавлять кромки деталей толщиной от 0,1 мм до 10 мм.
Благодаря возможности формирования тонких аккуратных швов эта технология получила широкое распространение в ремонте ювелирных изделий и оправ очков. В этих целях используются специальные малогабаритные настольные установки.
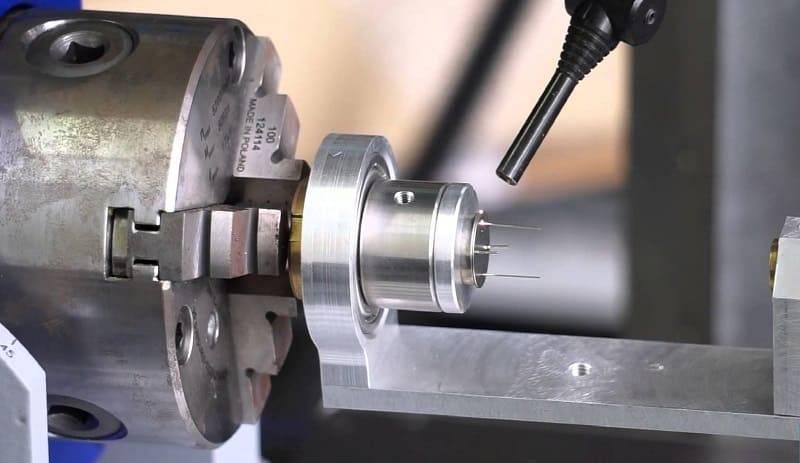
Место воздействия пучка в оборудовании отмечено точкой, под которую мастер подносит соединяемые детали и включает прибор. В результате происходит точечная сварка.



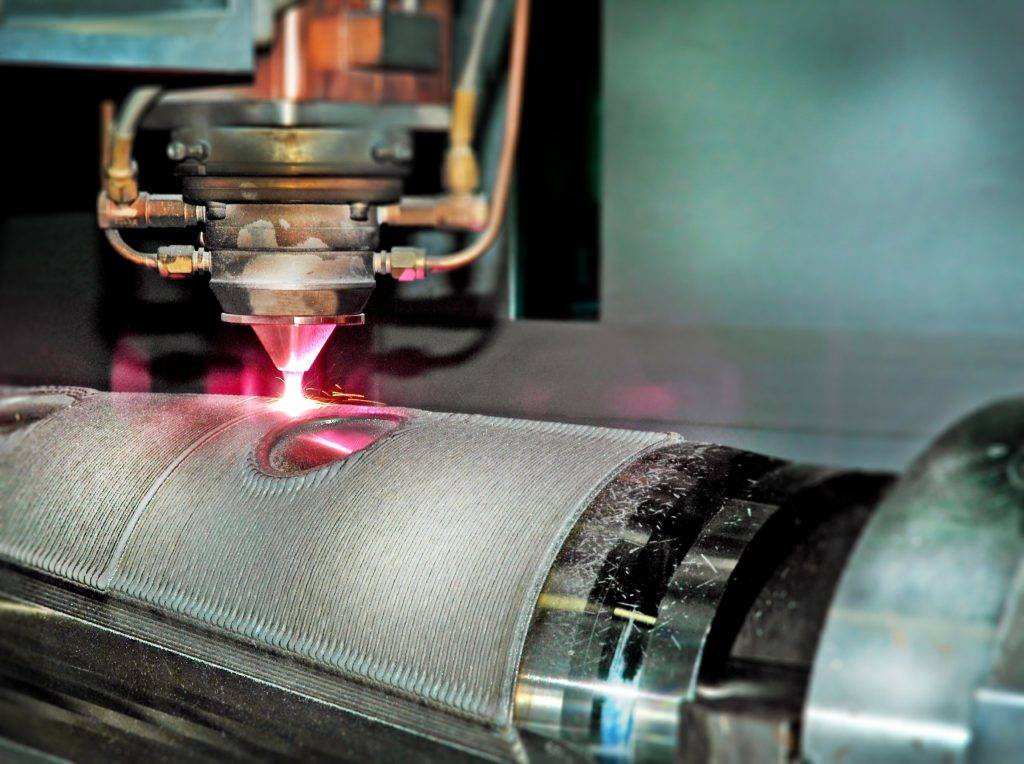


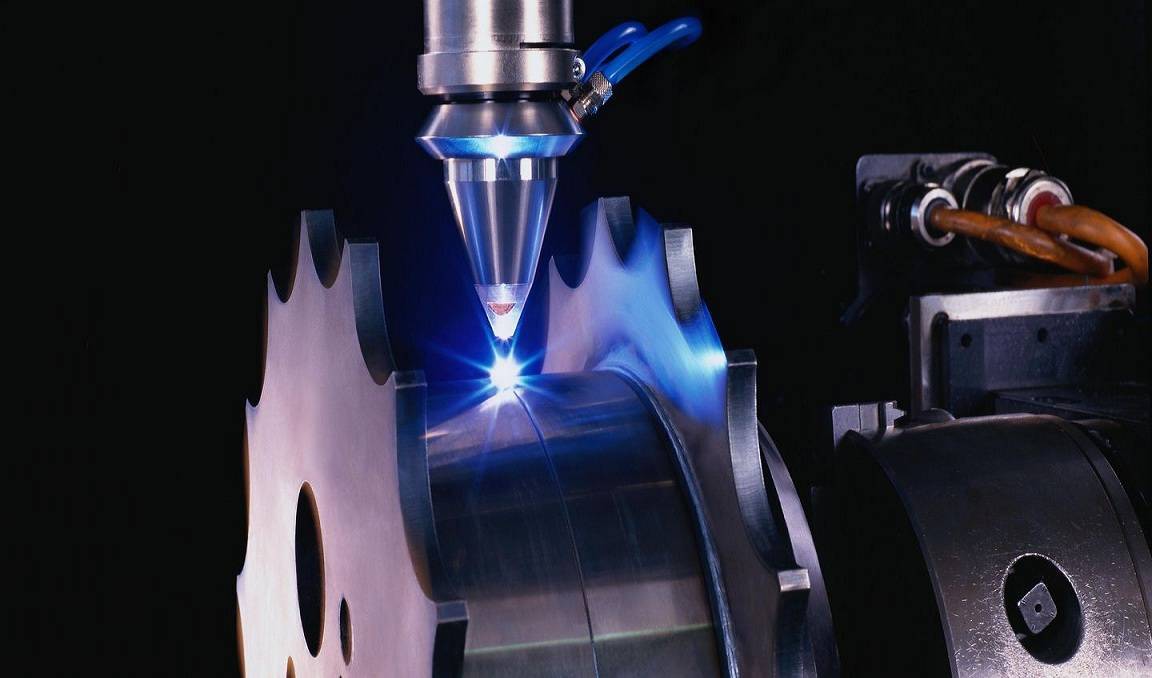
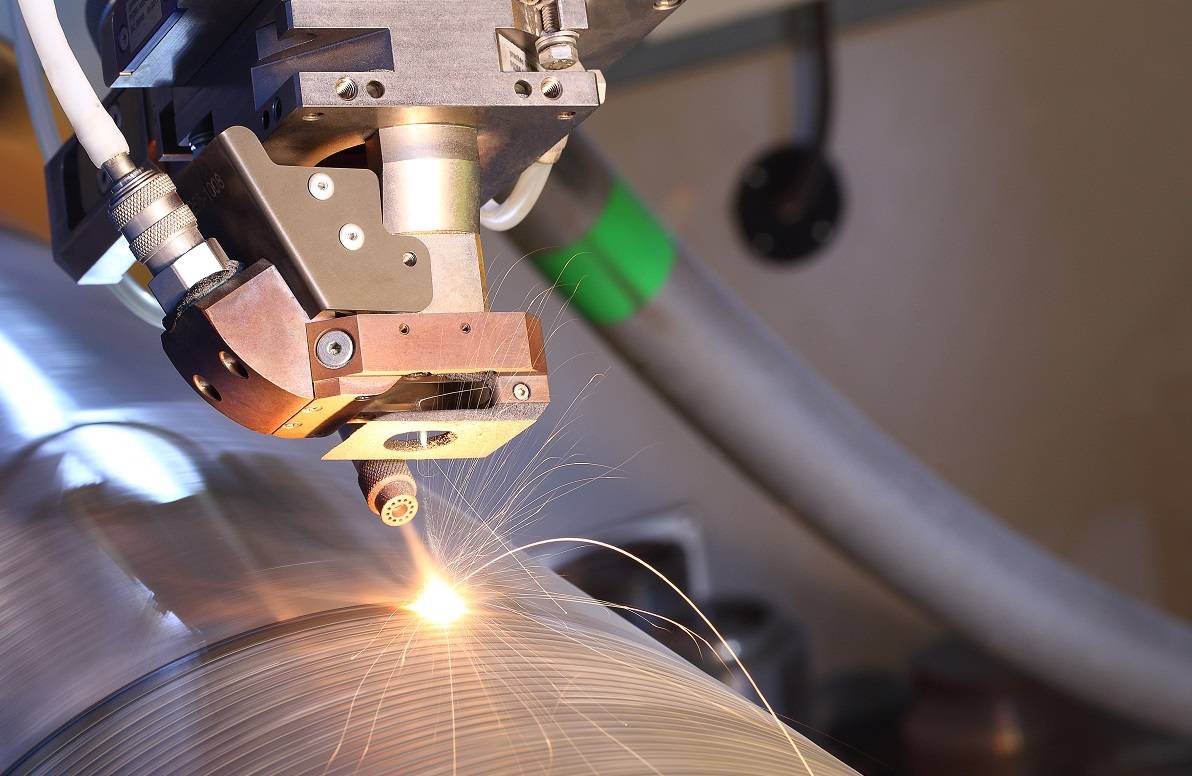
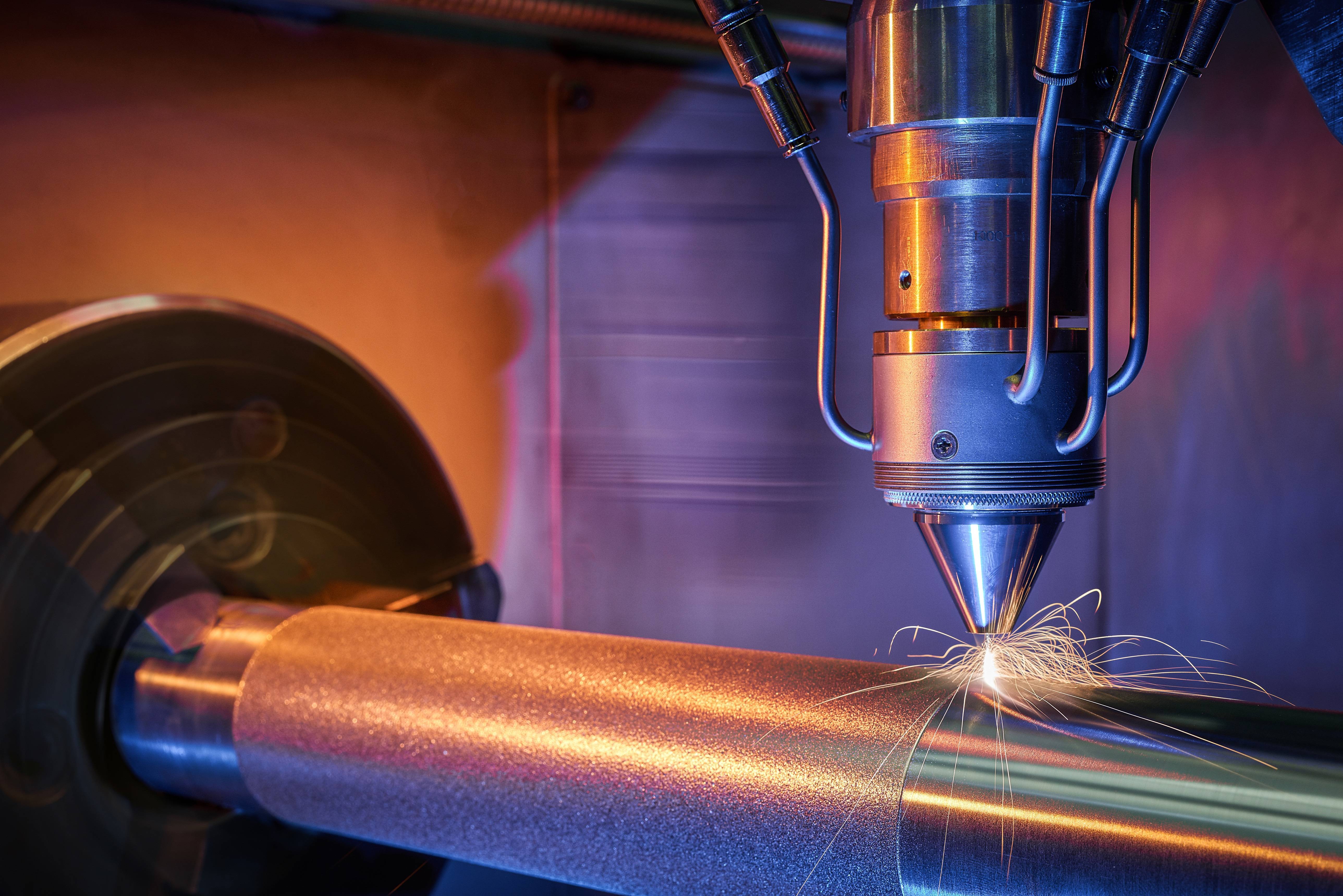
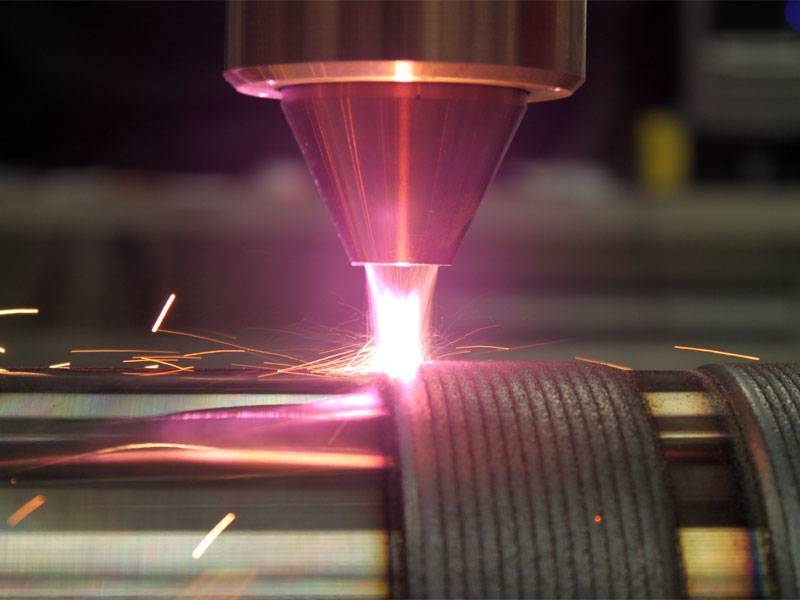
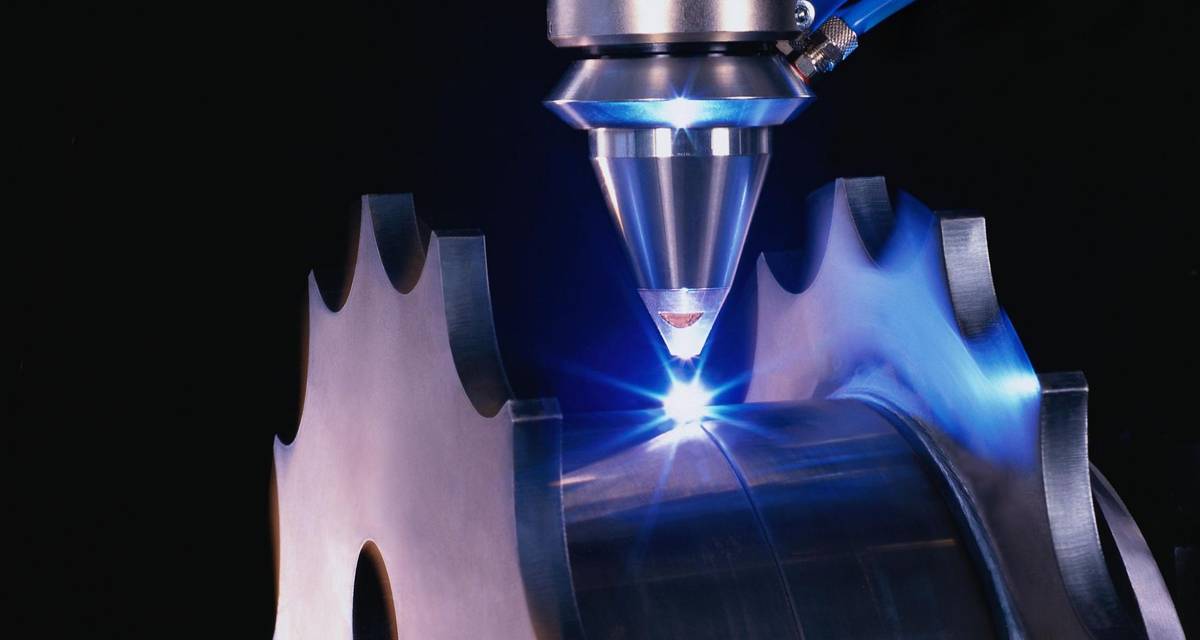
В промышленных целях метод используется в соединении различных деталей машин и коррозионно-устойчивых труб. Для отмеченных задач делают специальные большие приборы, которые монтируются на кронштейнах.
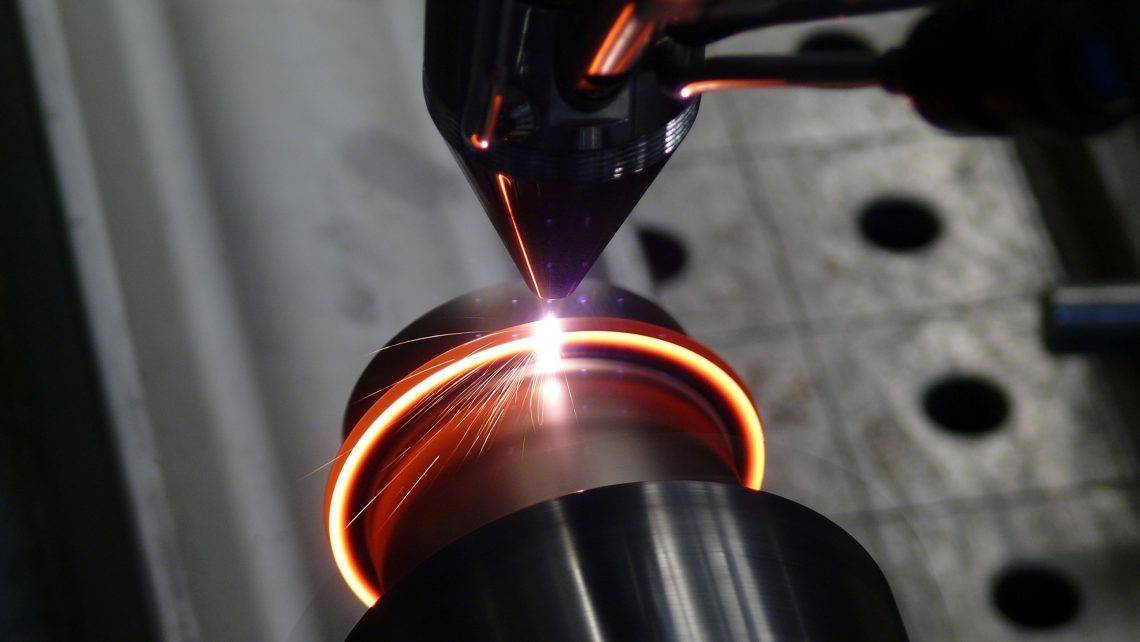
В случае необходимости создания шва на круглых изделиях, они вращаются с помощью специального оборудования во время сварки.
Данная технология сварки имеет ряд преимуществ. Благодаря им она выделяется на фоне других методов.
К основным достоинствам следует отнести следующие:
- возможность получения узкого и высокого шва, чего невозможно добиться полуавтоматами;
- глубокий провар без наплывов с другой стороны изделия;
- маленькая область взаимодействия света с деталью позволяет ей не перегреваться во время сварки, что исключает появления дефектов, связанных с термическим воздействием;
- высокая скорость работы и производительность;
- возможность соединения тонких деталей;
- безопасность;
- простота использования.
К недостаткам метода следует отнести его высокую стоимость. В связи с этим данная технология оказывается наиболее эффективной на производстве, где она достаточно быстро окупается.
Устройство аппаратов и принцип работы
Все модели оборудования состоят из нескольких модулей:
- технологический лазер;
- контур перенаправления излучения;
- сварочная головка с фокусирующей линзой;
- сектор фокусировки светового потока;
- механизмы, отвечающие за движение головки и заготовок;
- сектор контроля перемещений, концентрации и мощности луча.
В качестве генераторов излучения задействуют 2 типа лазеров – твердотельные и газовые. Мощность приборов первой группы колеблется от нескольких десятков Ватт до 6 кВт, второй – до 25 кВт. В твердотельных моделях излучателем является стержень из рубина или алюмо-иттриевого граната с неодимом. В газовых – трубка с углекислым газом или смесями из нескольких газов.
Лазерное оборудование также комплектуется системой накачки и охлаждения (чиллерами), оптическим резонатором и блоком питания. Формируемый излучателем луч попадает через зеркало оптического резонатора на контур зеркал, который перенаправляет его на линзу сварочной головки.
Большинство аппаратов снабжено контроллерами, отвечающие за режимы работы лазера, подачу воздуха, регулировку давления вспомогательного газа и ширину шва. Устройства осуществляют контроль за частотой вибрации линз, температурой лазерной головки и охлаждающей жидкости в чиллере, а также защищают технику от случайного срабатывания.
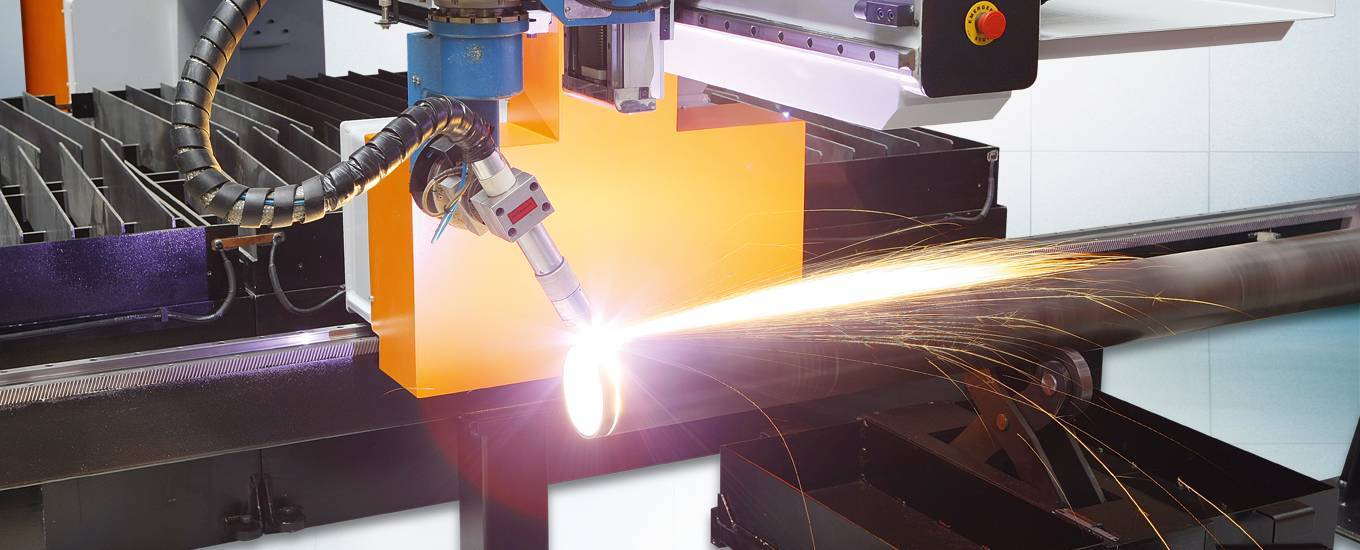
Существует подвид газового оборудования – газодинамические установки, способные создавать лазерный луч, мощностью в 100 кВт. Аппараты могут соединять металлы разной тугоплавкости, толщиной до 35 мм. Скорость работы – до 200 м/час. Сварка выполняется в атмосферных условиях, что требует защиты формируемого шва от негативных воздействий внешней среды, для чего применяется газ аргон. Особенность мощного лазера в том, что луч проникает вглубь заготовки, оттесняя расплав к задней стенке. Благодаря этому создается тонкий шов при углубленном проплавлении.
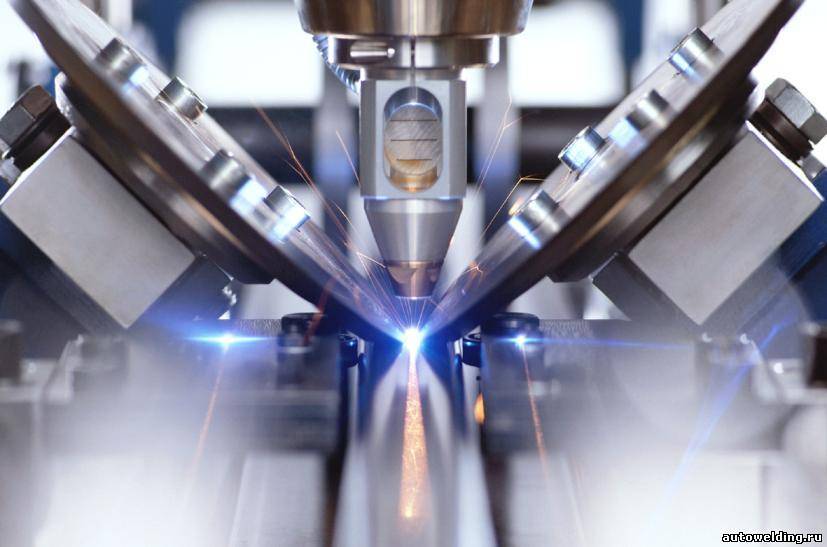
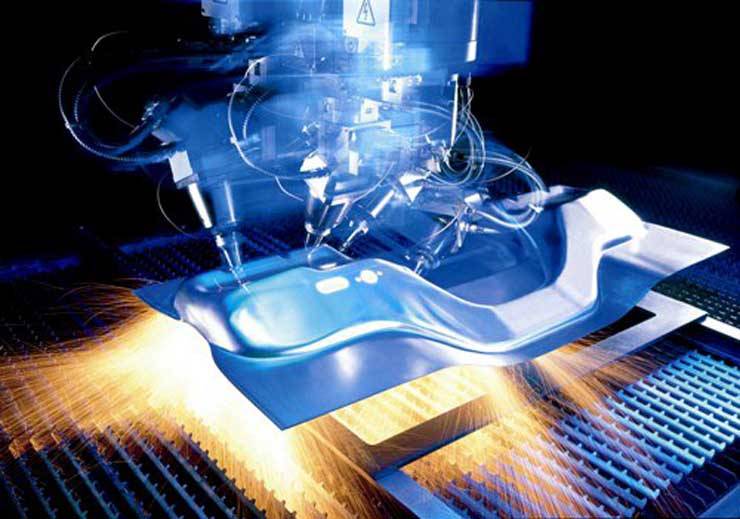
Для создания сварных конструкций сложной формы и обработки толстых листов производятся гибридные лазерные установки. Они комплектуются механизмами подачи ленты, проволоки или порошка. Рядом с головкой предусмотрена горелка электродугового полуавтомата. Присадочные компоненты подаются в зону плавления параллельно с перемещением сварочной головки. Толщина материалов соответствует ширине шва и диаметру пятна. Они заполняют сварочный зазор, помогая создавать более прочное шовное соединение.

Условия и методы проведения процесса
Для достижения высокой мощности луча необходима его фокусировка. Она проводится в ходе серии последовательных отражений от переднего и заднего полусферических зеркал. Когда интенсивность пучка превышает пороговое значение, он проходит через центр переднего зеркала и далее, через систему направляющих призм, к рабочей зоне.
Лазерная сварка металлов может проводиться при различном взаиморасположении соединяемых заготовок. Глубину проплавления металла в рабочей зоне можно регулировать в широком диапазоне — от поверхностного до сквозного. Работу также можно вести непрерывным лучом или прерывистыми импульсами.
Различают следующие виды процесса:
- В стык. Проводится без присадочных материалов и флюсовых порошков в защитной газовой атмосфере.
- Внахлест. Свариваемые кромки накладываются одна на другую. Требуется обеспечить прижим заготовок друг к другу.
Лазерная сварка в стык
Компактные аппараты бытового класса позволяют проводить лазерную сварку своими руками.
Условия для работы лазером и техника безопасности
Для получения мощного луча требуется фокусировка. Она достигается благодаря нескольким последовательным отражениям. При превышении порогового значения интенсивности поток попадает в центр переднего зеркала, откуда подается в направляющие призмы и выходит в рабочую зону. Лазерная сварка проводится в любых условиях: при разных вариантах расположения деталей и глубины проплавления. Соединение формируют точечно или непрерывно.
Рекомендуем к прочтению Технология соединения с помощью ванной сварки
Сварочный процесс имеет некоторые особенности, которые могут привести к травмированию мастера при несоблюдении техники безопасности:
- На пути луча не должно быть посторонних предметов. Если в рабочую область попадает рука сварщика, человек получает глубокий ожог.
- Перед началом сварки нужно проверять целостность и исправность основных элементов установки. В противном случае качество шва снижается, мастер рискует получить травму.
- На рабочем месте не должны находиться легковоспламеняющиеся предметы.

Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.
На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.





Газовый
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Советуем изучить — Явление электромагнитной индукции в картинках
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
https://youtube.com/watch?v=u1GKNo9wa1w
Преимущества и недостатки
Преимущества лазерной сварки сделали данную технологию популярной и востребованной. Но она также как и другие сварочные работы имеет негативные стороны, которые обязательно нужно предварительно рассмотреть.

Среди преимуществ сварки можно выделить:
- Сварка лазерным лучом может использоваться для разнообразных материалов — от металлов и магнитных сплавов до термопластов, стекла, керамики.
- Наблюдается высокая точность и стабильность траектории пятна нагревания.
- Небольшой размер сварного соединения. Именно это делает его незаметным.
- Отсутствует нагревание околошовной области. Вследствие этого наблюдается минимальная деформация свариваемых деталей.
- При проведении нагревании не образуются продукты сгорания, не проявляется рентгеновское излучение.
- Высокая химическая чистота сварочного процесса. Это связано с тем, что во время сварки не используются присадки, флюсы, электроды.
- Подходит для сваривания в труднодоступных местах, может применяться на большом удалении от зоны расположения лазера.
- Может применяться для сварки элементов, которые находятся за прозрачными материалами.
- Быстрая перенастройка при переходе на изготовления нового изделия.
- Сварные швы имеют высокое качество и прочность.
Несмотря на то, что лазерная сварка является востребованным методом, который отлично подходит для ремонта кузова автомобиля, для работы с различными конструкциями, металлическими изделиями, все же стоит рассмотреть плюсы и минусы технологии. Как мы поняли достоинств у нее достаточно много, но не стоит забывать про недостатки.
Особое внимание стоит обратить на следующие негативные качества:
- оборудование лазерной сварки имеет высокую стоимость. Также комплектующие, запасные части стоит достаточно дорого. По этой причине эта технология применяется только на производствах, предприятиях. А некоторые умельца прибегают к изготовлению лазерной сварки своими руками, но это требует некоторых знаний, а также необходимо иметь схемы, чертежи, инструкции;
- лазерно-дуговая сварка обладает низким показателем КПД. Для твердотельных сплавов он составляет 1 %, а для газовых он может составлять 10 %;
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям, в которых размещается лазерное оборудование. Это относится к показателям вибрации, влажности и запыленности.