Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Полезные рекомендации
Инструкция, описывающая, как сделать своими руками координатный стол, пошагово объясняет процесс. Однако во время работы могут возникать мелкие проблемы. Чтобы избежать их, рекомендуется придерживаться техники безопасности и учитывать советы мастеров. Наиболее важные из них:
- если планируется обработка пластика или дерева, то основание манипулятора можно изготовить из алюминия;
- при габаритах прибора 35 х 35 см общую длину направляющих желательно подогнать к 30 см;
- для защиты приспособления от стружки перед установкой рекомендуется подложить под него кусок фанеры;
- при использовании цилиндрических направляющих нет возможности подключения системы подачи смазки, поэтому все детали необходимо смазывать вручную;
- при сборке следует учитывать, что подшипник скольжения обеспечивает лучшую точность обработки, а его аналог (подшипник качения) приводит к некоторому люфту.
Чертеж туалетного столика для изготовления своими руками, этапы работы
Для проведения сварочных работ требуется соблюдать технику безопасности. Она подразумевает использование специальной одежды, защитной маски (щитка), перчаток из замши или брезента. Помещение, в котором проводят сборку, должно проветриваться или иметь качественную вытяжку. При работах на открытом воздухе необходим навес. Рядом с рабочим местом должны быть приготовлены средства и материалы для тушения возможного возгорания.
Изготовление координатного манипулятора простого типа может освоить мастер, обладающий навыками сварщика. Получить надежное и удобное изделие несложно, если точно соблюдать условия чертежа и алгоритм сборки. Домашний прибор позволяет заниматься мелкосерийным производством металлических, деревянных, пластмассовых деталей. Срок службы такого устройства целиком зависит от качества монтажа и объема проводимых сверлильных и фрезеровочных работ.
- https://mekkain.ru/library/stol-povorotnyij.html
- https://mebel-sovet.ru/stoly/samodelnye/1-koordinatniy-stol-svoimi-rukami
- http://StanokGid.ru/osnastka/koordinatnyjj-stol-dlya-stanka-svoimi-rukami.html
- https://mblx.ru/prilavok/samodelnyj/1453-koordinatnyj-stol-svoimi-rukami.html
- http://met-all.org/oborudovanie/stanki-sverlilnye/koordinatnyj-stol-dlya-sverlilnogo-stanka-svoimi-rukami.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/prisposobleniya/samodelnyi-koordinatnyi-stol.html
- https://USamodelkina.ru/11815-koordinatnyj-stol-s-tiskami-iz-ugolka-svoimi-rukami.html
Столярный верстак своими руками: сборка основания
Перед тем как делать верстак из древесины, лучше заранее оценить объем работ и обозначить порядок действий. Большинство деталей стола фиксируется с помощью винтовых соединений. Чтобы облегчить процесс сборки, желательно заранее выполнить для них отверстия в фанере в соответствующих местах. Для этих целей нужно использовать сверло, диаметр которого примерно на 1/2 или 1/3 меньше диаметра самого крепежа.
Подготовив все необходимые инструменты и материалы, а также тщательно изучив чертежи столярного верстака, нужно изготовить все детали конструкции. Для раскроя древесины и фанеры подойдет циркулярная пила. После этого обязательно шлифуется торцевая часть, чтобы края всех элементов были гладкими. Это не только упростит процесс сборки, но и позволит избежать проблем со стыковкой деталей.
Чтобы собрать основание верстака, необходимо закрепить раму и опорную плиту.
В первую очередь выполняется сборка основания. Оно состоит из опорной плиты, куда будет устанавливаться тумба с ящиками, открытая зона для оборудования и ребра жесткости для усиления конструкции. Для этого нужно собрать раму и закрепить на ней плиту. Для фиксации следует использовать крепежные элементы М50.
Обратите внимание! Для работы можно применять только сухие пиломатериалы. Оптимальный показатель влажности древесины – 12%
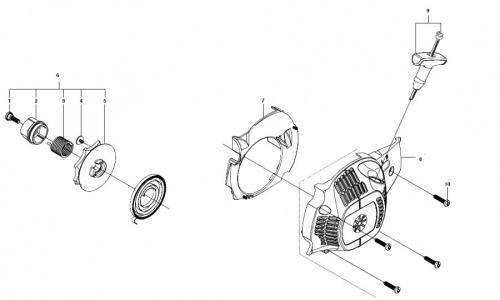
Сверлильный и фрезерный станок – два в одном
- Магазины Китая
- BANGGOOD.COM
- Товары для дома и дачи
В первую очередь я имею ввиду ранее описанный мною сверлильный станок MINIQ BG-6117 на базе поворотной сверлильной стойки для дрели. Замечу только, что его устанавливать необходимо на верстак (или на массивный стол), чтобы он не вибрировал. При этом надежно зафиксировать на поверхности, чтобы он в процессе работы самопроизвольно не перемещался по ней.
















Недостатки:
Рекомендации:
Вывод:
Координатный стол полностью выполняет свои функции и в работе удобен. К любой сверлильной стойке он практически подходит. Я не жалею, что его купил





Всем тем, кто нуждается в таких приспособлениях следую обратить на его внимание, на соотношение его цены и качества. Я считаю, что его качество достойное вложенных мною в него денег! Доволен им сам и рекомендую другим к заказу
Инструкция по изготовлению
После того как вид материала, тип конструкции выбраны, переходят непосредственно к работе. На первом этапе необходимо составить точный чертеж с указанием размеров всех деталей. Если готовой схемы нет, ее следует разработать самостоятельно. Конечный результат во многом определяется точностью расположения деталей относительно друг друга. Процесс сборки координатного столика с механическим приводом складывается из следующих шагов:
- из металлического профиля толщиной 2 мм сваривают главный узел;
- проверяют геометрию крестовины и зачищают швы болгаркой;
- на сваренном центральном узле собирают блок направляющих (ход равен 94 мм);
- внутрь профиля устанавливают гайки размером М10;
- на резьбовом стержне (М10) собирают ручку с подшипником;
- приваривают основание из уголка, имеющего П-образную конфигурацию;
- прикручивают все детали на встроенные гайки;
- промазывают техническим маслом подвижные элементы;
- устанавливают прибор на станину фрезеровочного станка.
Преимущества самостоятельного изготовления
Инверсионный стол – это устройство, которое применяется в терапевтических и профилактических целях при нарушении функций опорно-двигательного аппарата. На подобном приспособлении можно выполнять несложные упражнения для позвоночника, обеспечивающие расправление позвонков, приток крови, лимфатической жидкости к труднодоступным местам. Регулярные занятия на тренажере позволяют улучшить общее состояние здоровья и приводят к следующему положительному эффекту:
- улучшают осанку;
- укрепляют связочный аппарат;
- предотвращают развитие грыж, протрузий, инфекционных, воспалительных заболеваний позвоночника;
- улучшают кровообращение, лимфоотток.
Ощутимый недостаток инверсионного стола – его стоимость. По этой причине все чаще люди, которые страдают от болезненных ощущений в области спины и не могут себе позволить дорогостоящий тренажер или массаж, стараются сделать своими руками оздоровительную установку. Даже с учетом стоимости необходимых материалов самостоятельно изготовленное изделие обходится в разы дешевле. При соблюдении всех чертежей и использовании качественных материалов можно получить безопасное устройство для лечения.
Улучшают осанку Укрепляют связочный аппарат
Предотвращают заболевания позвоночника
Улучшают кровообращение, лимфоотток
Экономия при самостоятельном изготовлении
Теперь изготовьте упор
1. указанным по Выпилите размерам заготовки для опоры F
, накладки переднейG , нижнейН и верхнейI деталей упора. пильный в Установите станок пазовый диск толщиной 10 мм и продольный настройте (параллельный) упор для выпиливания точно шпунтов посередине толщины деталейН иI (рис. 3 и4). выпилите Затем в этих деталях шпунты глубиной 5 мм и грани пометьте, которые прилегали к упору пильного Выпиливая. станка верхний и нижний шпунты на нижней обоих, в летали случаях направляйте заготовку вдоль одной упора и той же гранью. Теперь, не изменяя выпилите, настроек шпунт в заготовке опоры.
Прижимая помеченными детали гранями к задней стороне накладки G, нижнюю склейте Н и верхнюю I части упора друг с нижней, с другом опорой F и накладкой G. Струбцины должны склейку сжимать в двух направлениях.
2. Приклейте заготовку накладки передней G
к заготовке опорыF (рис. 4). Убедитесь, накладка что приклеена к опоре точно под Когда 90°. углом клей высохнет, приклейте нижнююН и деталиI верхнюю упора(фото В). Прежде чем высохнет клей, вставьте в квадратные отверстия стальные диаметром стержни 10 мм, пропустив их насквозь, чтобы удалить выдавленные изнутри излишки клея.
3. Выпилите на передней накладки стороне G
шпунт 19×10 мм для установки направляющего профиля алюминиевого(рис. 4). Затем выпилите пылезащитный вдоль 3×3 мм фальц нижнего ребра накладки.
4. Ровно один опилите конец собранного упора, а затем заготовку распилите на три части (рис. 3),
получив длиной упор 572 мм и два расширения-удлинителя по 89 мм. отпилите Затем на удлинителях часть опоры(рис. 4). 5. С гибкого помощью лекала разметьте полукруглые вырезы на крае верхнем упора и заднем крае опоры F (Выпилите. 3).
рис вырезы электролобзиком или ленточной гладко и пилой отшлифуйте. Затем просверлите отверстия для 6 мм диаметром винтов, которыми упор крепится к отверстие, и столику для ключа сверлильного патрона в где, опоре указано.
6. Для установки резьбовых деталь в втулок I
просверлите отверстия диаметром 11 мм, выходящие в квадратное верхнее отверстие упора(рис. 3 и 4) . Нанесите на этих стенки отверстий эпоксидный клей и вставьте втулки резьбовые. Когда клей окончательно затвердеет, с сверла помощью диаметром 10 мм удалите его излишки, могли которые попасть в квадратные отверстия для стержней стальных. Дополнительные советы по установке резьбовых приведены втулок в «Совете мастера».
В самодельных приспособлениях мастерской для часто используются различные винты фиксации для или регулировки. Чтобы они работать могли в деревянных и фанерных деталях, потребуются втулки резьбовые. Они выпускаются разных размеров (М10 — от М4 до метрические). Существуют два основных типа — ввинчиваемые и забивные (футорки), как показано на левом внизу фото.
Используйте ввинчиваемые втулки в мягкой фанере и древесине, где крупные витки внешней легко резьбы сминают окружающую древесину. Просто отверстие просверлите, диаметр которого равен диаметру втулки корпуса-футорки, и вверните в него втулку. В древесине твердой, такой как дуб или или, клен когда втулка должна быть края у расположена детали и может расколоть древесину, отверстие просверлите диаметром чуть больше внешнего резьбы диаметра и вставьте в него втулку с эпоксидным Чтобы. клеем не испачкать клеем внутреннюю резьбу заклейте, втулки ее торец (фото справа вверху).
втулки Забивные с заусенцами на внешней стороне одинаково для и пригодны фанеры, и для твердой и мягкой Просверлите. древесины отверстие, диаметр которого равен корпуса диаметру втулки, и вставьте втулку с помощью или струбцины молотка и деревянного брусочка. В случаях, усилие когда прижимного винта вытягивает втулку из например (материала, винте ручкой-маховичком, фиксирующий стержни стальные удлинителей упора), просверлите отверстие диаметра такого, чтобы его стенок касались кончики только заусенцев, и вставьте в него втулку с клеем эпоксидным.
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
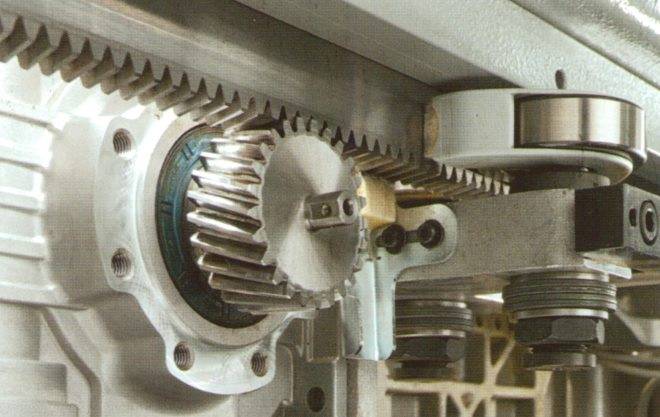
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
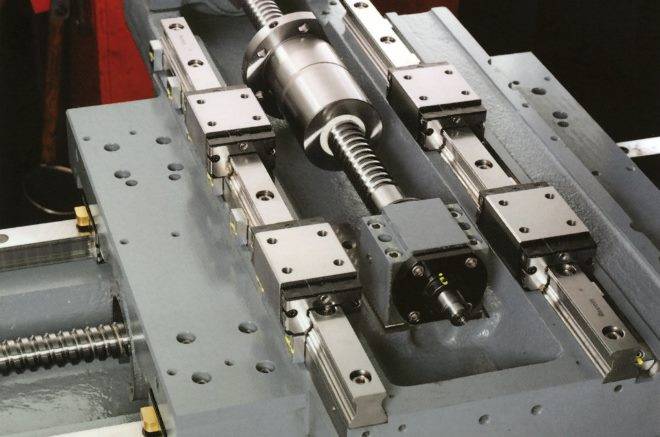
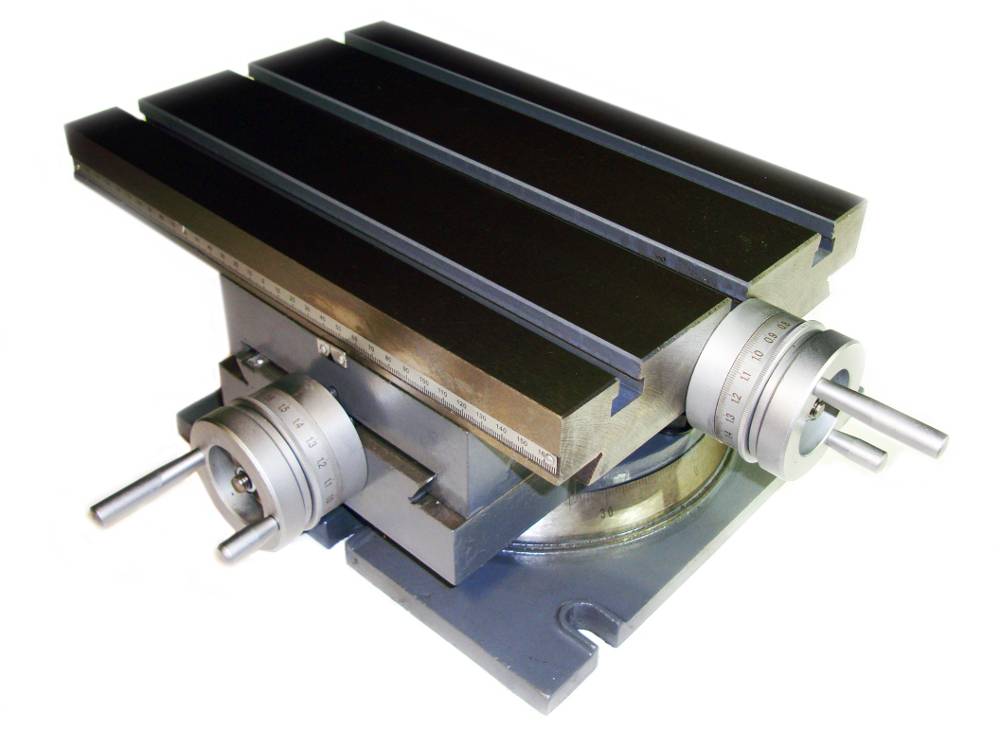
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

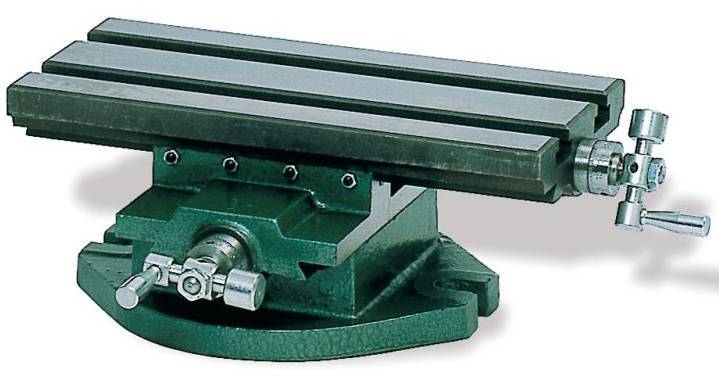
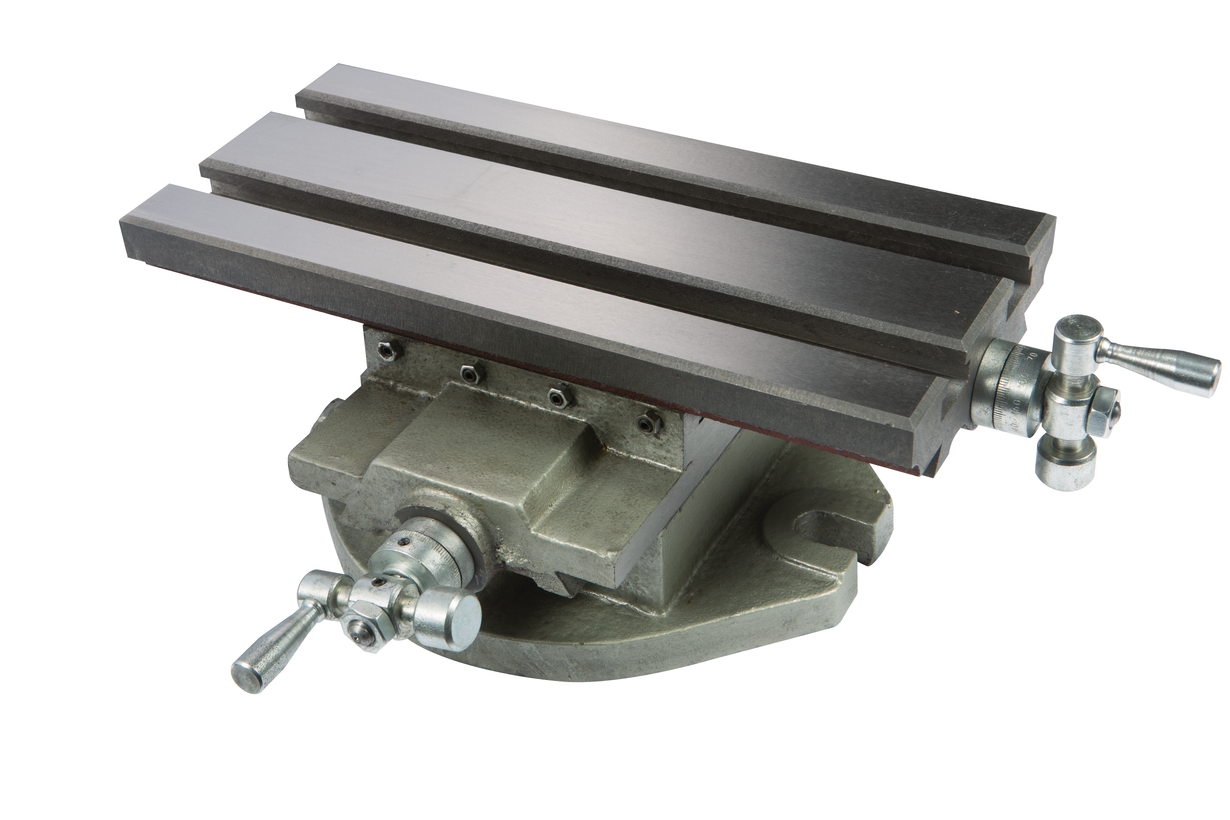
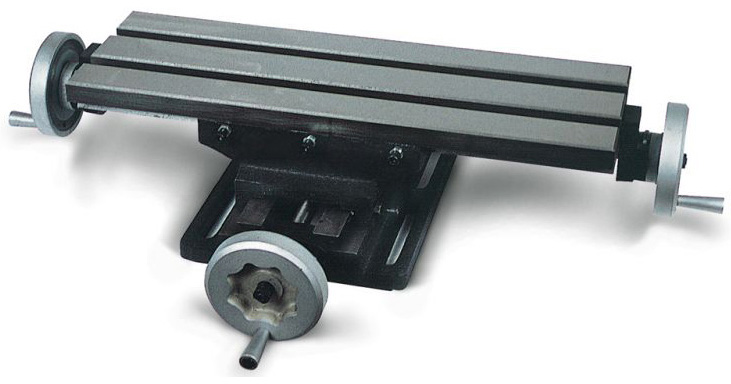
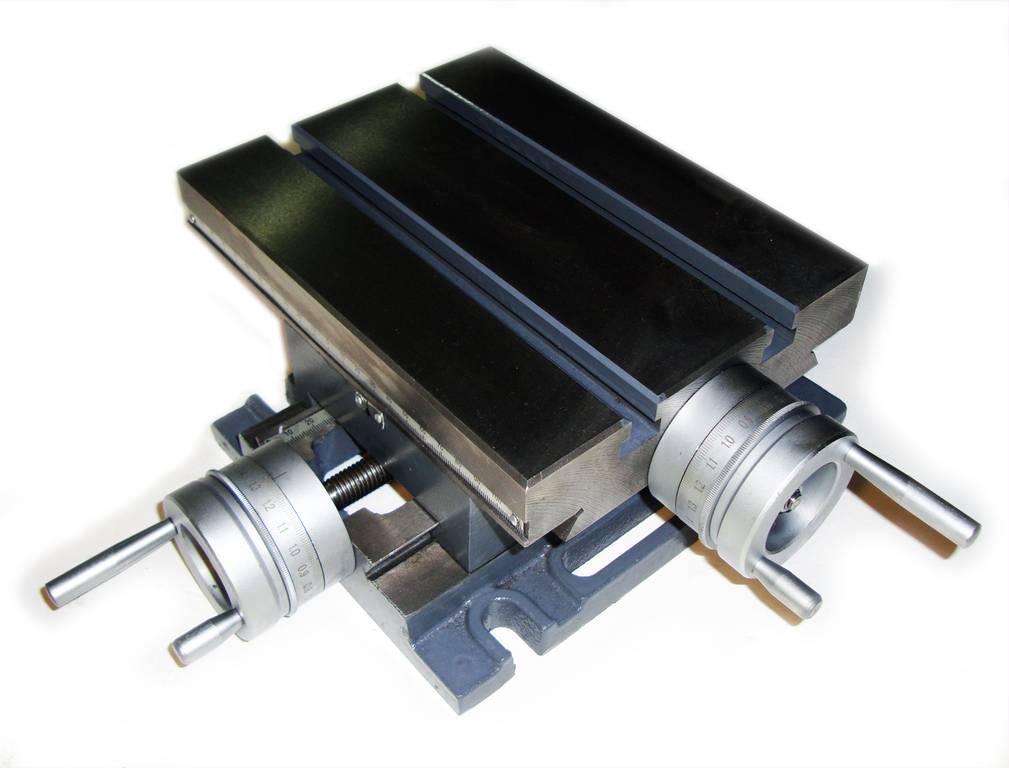
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.





Электрооборудование фрезерного станка 6Р80, 6Р80Г
Электрооборудование, установленное на станке, рассчитано на напряжение силовой цепи 380 В, 50 Гц трехфазного переменного тока. В цепи управления применены следующие напряжения:
- цепь магнитных пускателей ~ 110 В
- цепь электродинамического торможения ~ 55 В
- цепь электромагнитной муфты — 24 В
- цепь местного освещения ~ 36 В
- цепь сигнальной лампы ~22 В
На станке установлены три трехфазных короткозамкнутых асинхронных электродвигателя. Технические данные электродвигателей приведены в перечне электроаппаратов к принципиальной электросхеме.
Описание работы электросхемы фрезерного станка 6Р80, 6Р80Г
Включением вводного автоматического выключателя А1 подается напряжение сети на зажимы А10, B10, C10, т. е. в первичные обмотки трансформаторов управления ТУ1, ТУ2, ТУЗ и на входные контакты магнитного пускателя КЛ.
Пуск станка в работу осуществляется нажатием кнопки КУ2 (символ !). При этом срабатывает магнитный пускатель КЛ, который, замкнув свои замыкающие контакты в силовой цепи, включает электродвигатели привода шпинделя ДШ, привода подачи ДП и электронасоса ДО.
Для раздельной работы электродвигателей ДШ, ДП, ДО имеются, соответственно, выключатели ПШ, ВП, ВН. Кроме того, выключатель ПШ предназначен для изменения направления вращения электродвигателя ДШ.
Останов станка осуществляется нажатием кнопки КУ1 (символ О). От нажатия последней отключается магнитный пускатель КЛ, который, в свою очередь, выключает все электродвигатели.
При нажатии кнопки КУ1 замыкающим контактом включается магнитный пускатель КТ, который совместно с промежуточным реле РП, замкнув свои замыкающие контакты в цепи торможения, подает в цепь статоров электродвигателей постоянный ток. Происходит электродинамическое торможение электродвигателей. Длительность торможения определяет нажатое состояние кнопки КУ1.
Для включения ускоренного перемещения стола имеется кнопка КУ4 (символ), от нажатия которой, при включенном магнитном пускателе КЛ, включается электромагнитная муфта МБХ.
Для кратковременного включения электродвигателей имеется кнопка КУЗ (символ Т).
Для включения местного освещения на светильниках установлены выключатели B01, B02.
Защита, блокировки и сигнализация фрезерного станка 6Р80, 6Р80Г
Защита электрооборудования станка от коротких замыканий в силовой цепи осуществляется автоматическими выключателями A1, A2 и в цепях управления — автоматическим выключателем A3 и предохранителями Пр1 — ПрЗ.
Защита от перегрузок электродвигателей привода шпинделя ДШ и электронасоса ДО осуществляется, соответственно, тепловыми реле РТ1 и РТ2. Защита от перегрузок электродвигателя привода подач ДП осуществляется автоматическим выключателем А2.
Минимальная защита электродвигателей обеспечивается магнитным пускателем КЛ.
Невозможность включения электродвигателей при открытой задней дверце станка обеспечивается концевым выключателем ВК.
При включенном положении рукоятки вводного выключателя нельзя открыть дверцу электрошкафа, а при открытой дверце — нельзя включить рукоятку вводного выключателя. Данная блокировка обеспечивается конструкцией рукоятки вводного выключателя. При необходимости включить вводной выключатель с открытой дверцей электрошкафа для ремонтных целей необходимо нажать на шток Е (рис. 5 и 6), выдвигающийся при открывании дверцы.
О наличии напряжения сети в электрических цепях станка при включенном вводном автоматическом выключателе А1 указывает сигнальная лампа ЛС.
После автоматического отключения вводного выключателя рукоятка его остается в положении «включено». Сигнальная лампа при этом гаснет. Для повторного включения необходимо отвести рукоятку в положение «Отключено» и затем переключить в положение «включено».
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
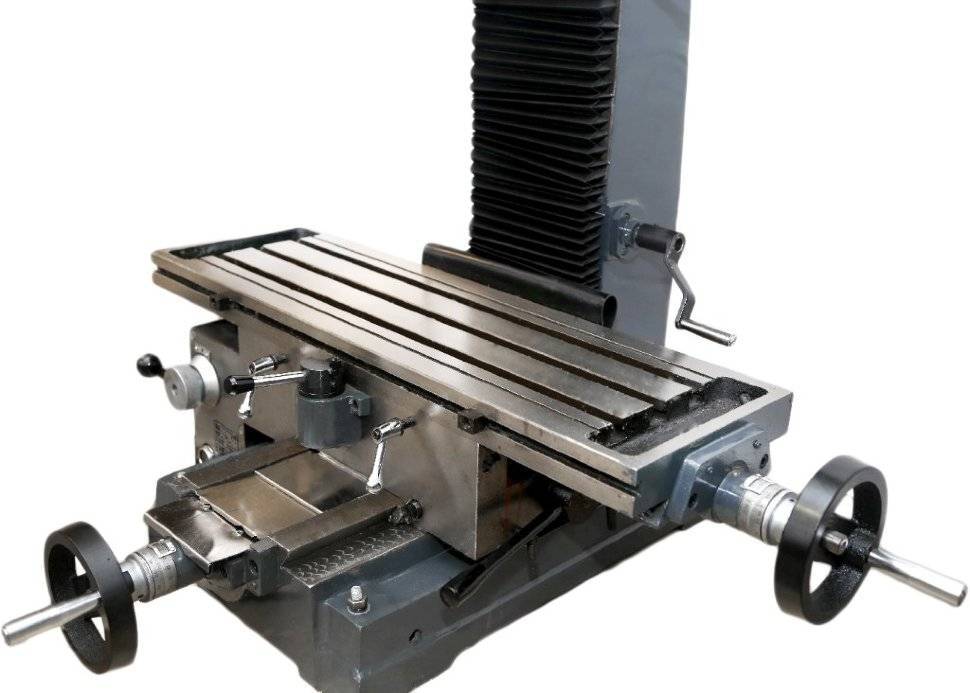
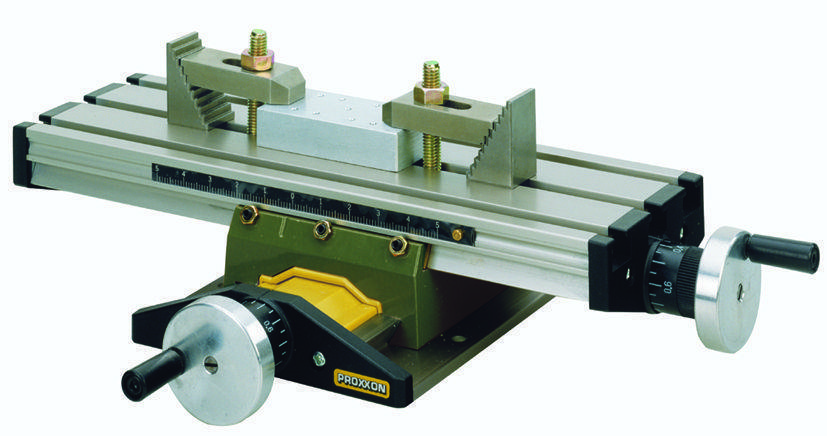
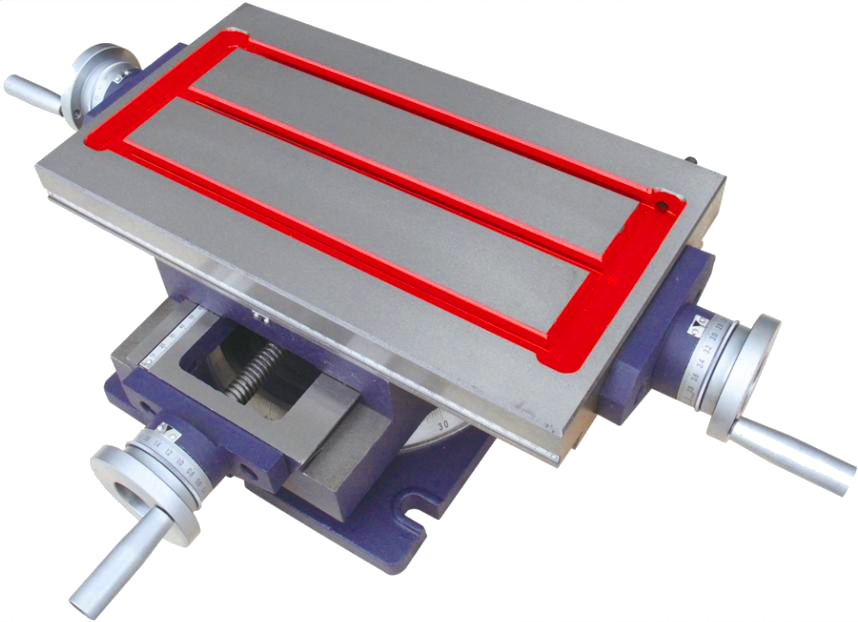
Как сделать координатный стол для сверлильного станка.
Индексируемые html ссылки, сквозное размещение, заметные места в топе.
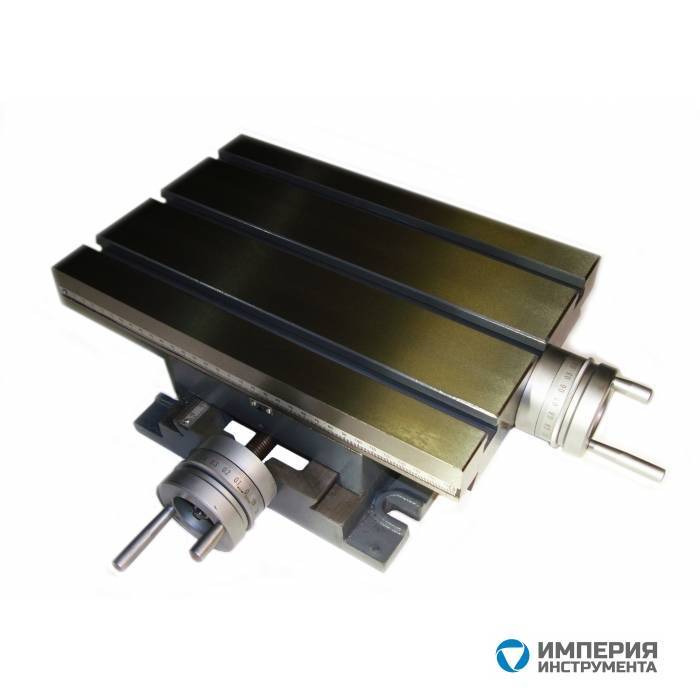
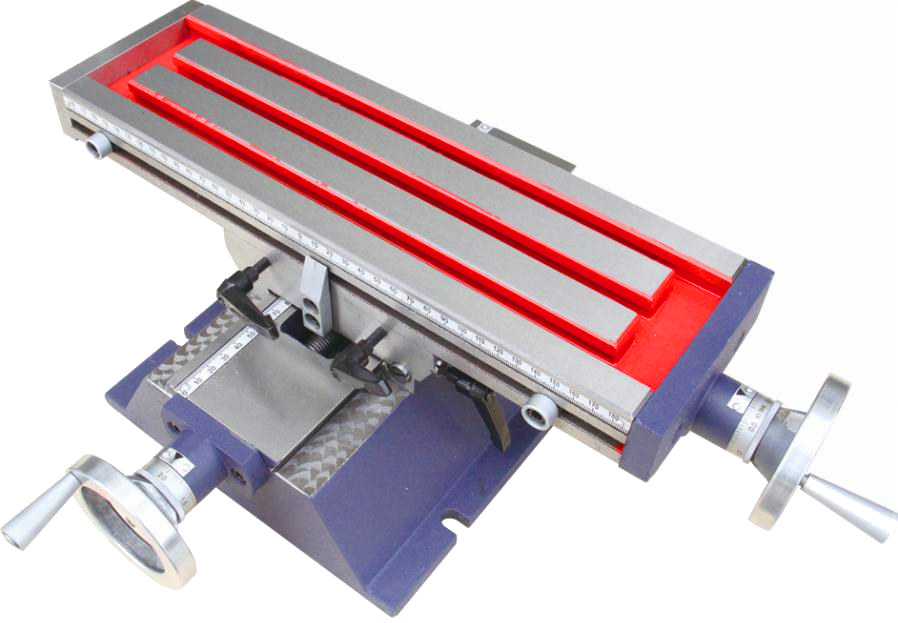
Девайс от Виктора Travelller — координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает. А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина — 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы).
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки).
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
Центральный узел всего стола — это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
Пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10. На шпильках М10 собираем рукоятки с подшипниковым узлом.
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
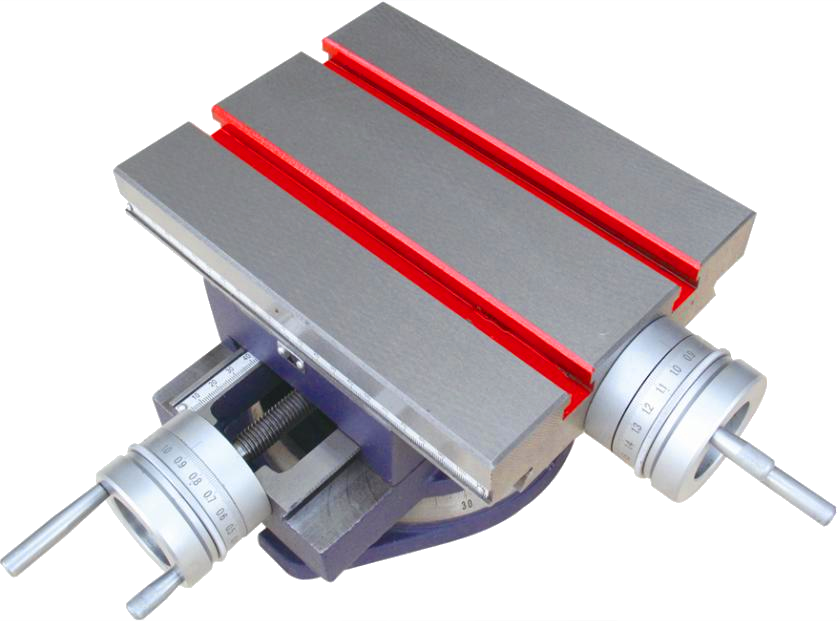
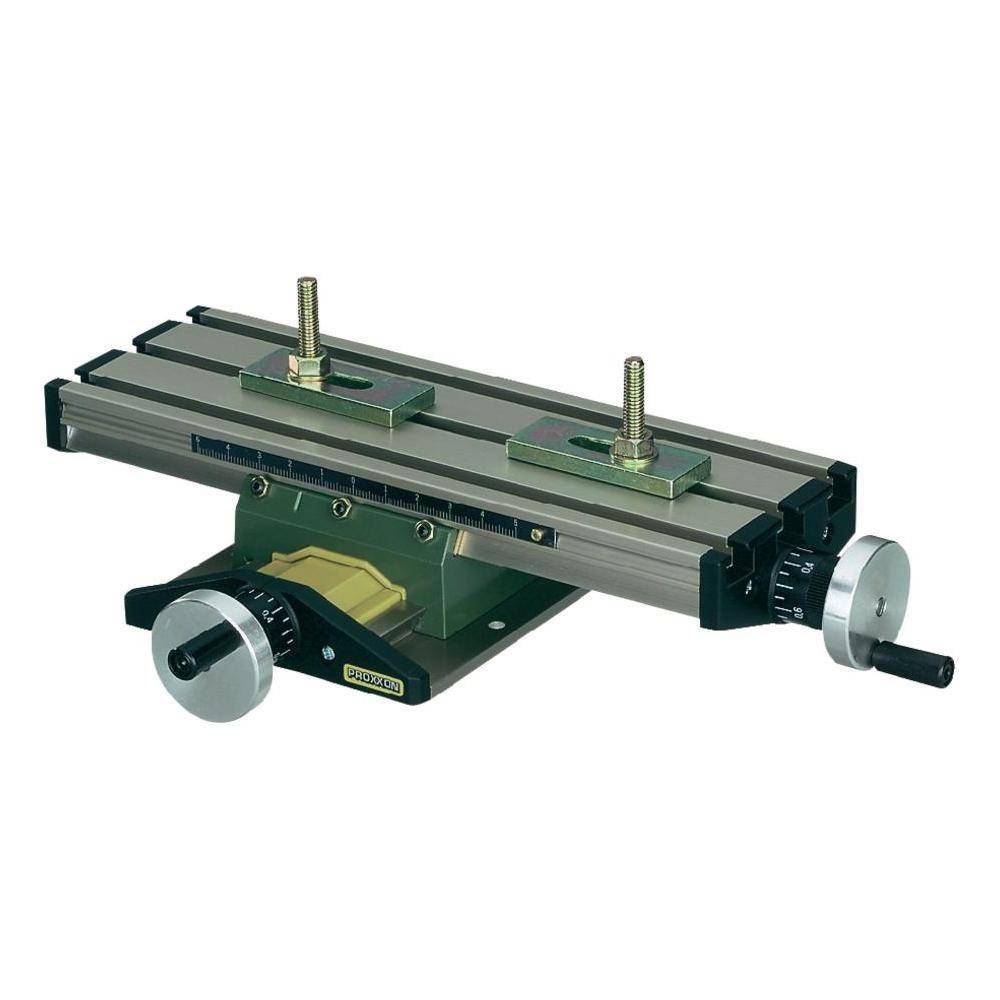
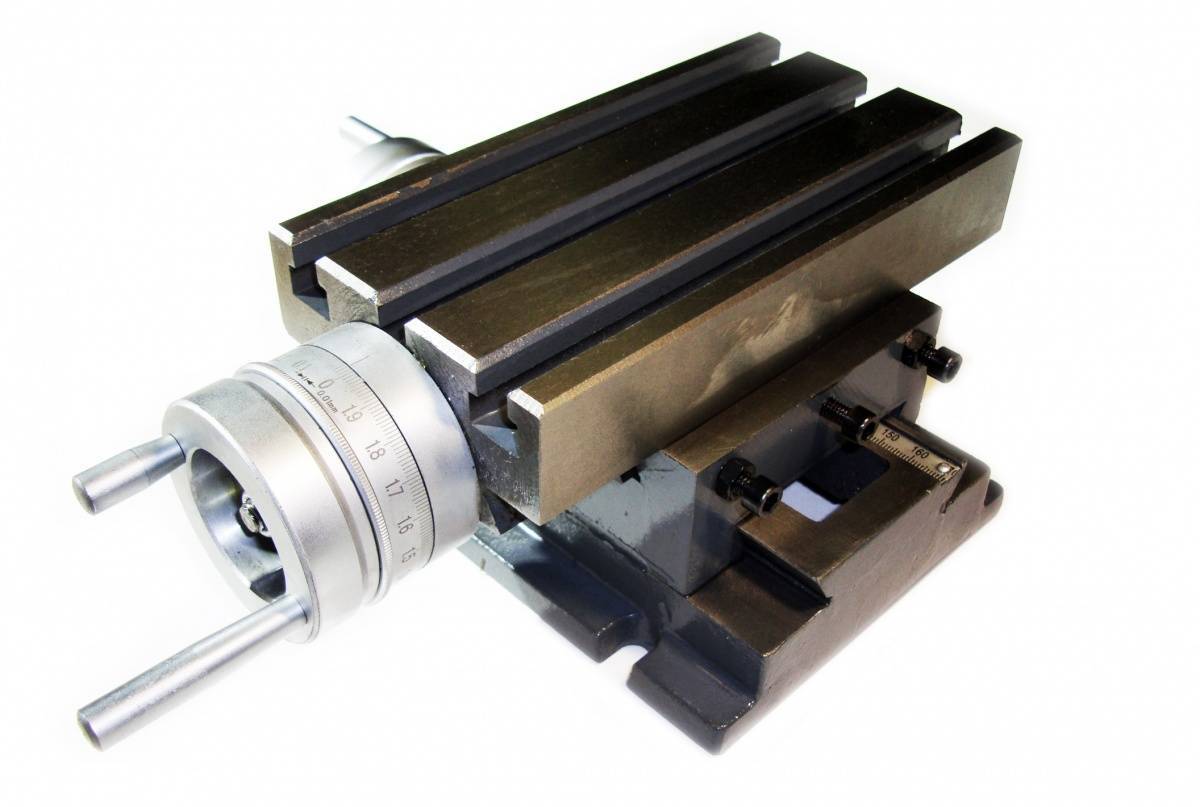
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка, а на него (через фанерную прокладку — можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
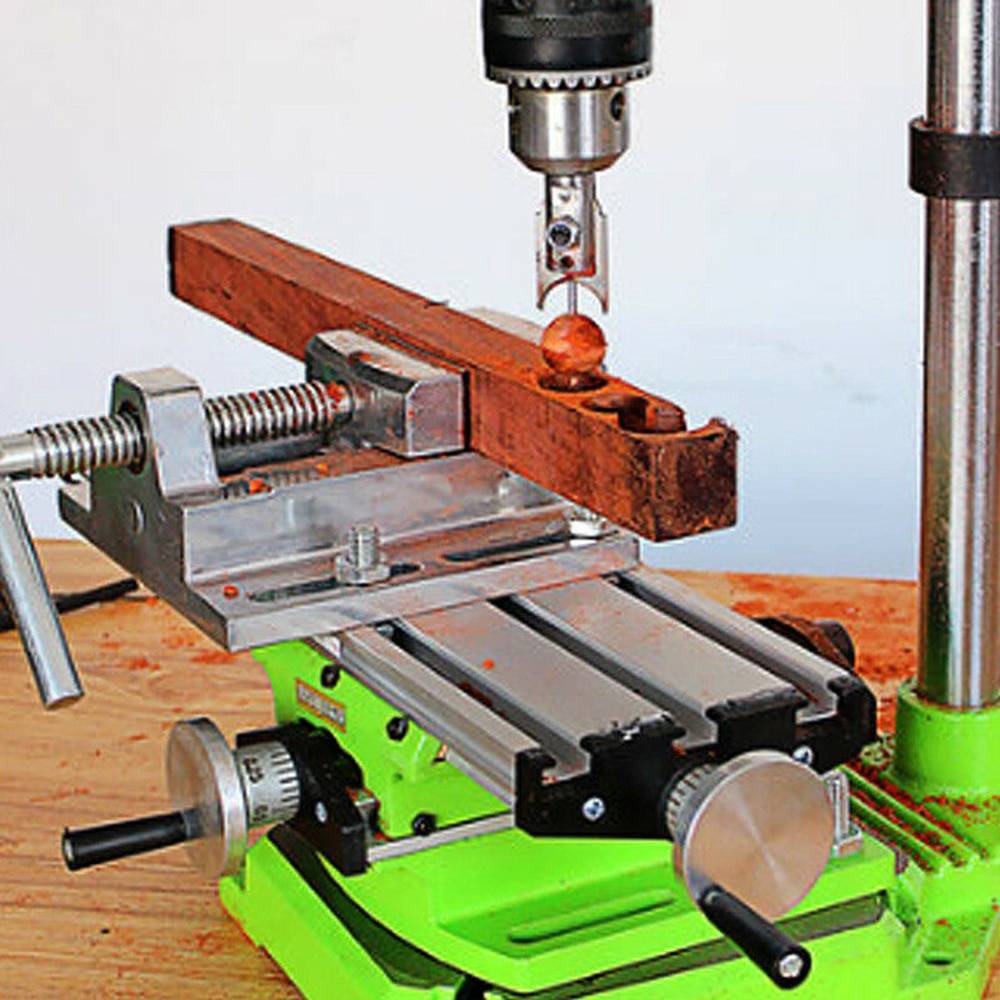
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории. Вот еще один пример фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.






В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка.
Параметры современных компьютерных столов
Столы для компьютера создаются специально под физиологию человека. По стандарту, высота стола составляет от 0,75 м до 0,89 м. Также существуют изделия с возможностью настройки высоты в зависимости от роста пользователя.
Ширина столешницы варьируется от 0,6 до 0,9 м, что очень важно для подбора безопасного расстояния от глаз до монитора. Кроме того, такая ширина позволяет рационально использовать пространство столешницы с возможностью дотянуться до предметов, не вставая с места
Длина столешницы не имеет четких пределов, чем она больше, тем большее количество полезных вещей, нужных для работы или игр, можно на ней разместить.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Это интересно: Примеры декоров стола, выполненных своими руками, обзор лучших техник