Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод
Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы)
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих
В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Точечная сварка для литиевых аккумуляторов своими руками: особенности работы
Довольно часто возникает ситуация, когда к литиевым аккумуляторам нужно прикрепить тонкую металлическую пластину. А они очень боятся перегрева от воздействия высоких температур. Помочь в этой ситуации поможет сделанная своими руками точечная сварка для аккумуляторов. Особенность такого оборудования заключается в том, что управление процессом происходит автоматически. Ниже мы рассмотрим, как работает сварочный аппарат для литиевых батарей.
| Иллюстрация | Описание действия |
 | Вот так выглядит в сборе аппарат для точечной сварки аккумуляторов, сделанный из трансформатора от микроволновки. Корпус взят от старого блока питания для ПК |
 | Сварочник состоит из переделанного трансформатора от СВЧ, платы управления первичной обмоткой и дополнительного блока питания для неё |
 | Также имеется входящая схема с предохранителем |
 | На корпус выведены ручки регулировки длительности электроимпульса и мощности самого сварочника |
 | Также установлен микровыключатель от всё той же старой микроволновки |
 | Непосредственно провода вторичной обмотки с электродами, сделанными из жал от электропаяльника. Они между собой заизолированы, впрочем, как и места соединений |
 | Теперь берём металлическую пластину толщиной 0,2 мм и литиевый аккумулятор. Выставляем длительность импульса на 8-11 микросекунд (параметр подбирался опытным путём) |
 | Устанавливаем пластину на аккумулятор, а на неё контакты. Включаем микровыключатель, и происходит сваривание наших деталей |
 | Получилось вот такое соединение. Так что сделанная своими руками контактная сварка для аккумуляторов вполне нормально работает |
Разновидности контактной сварки
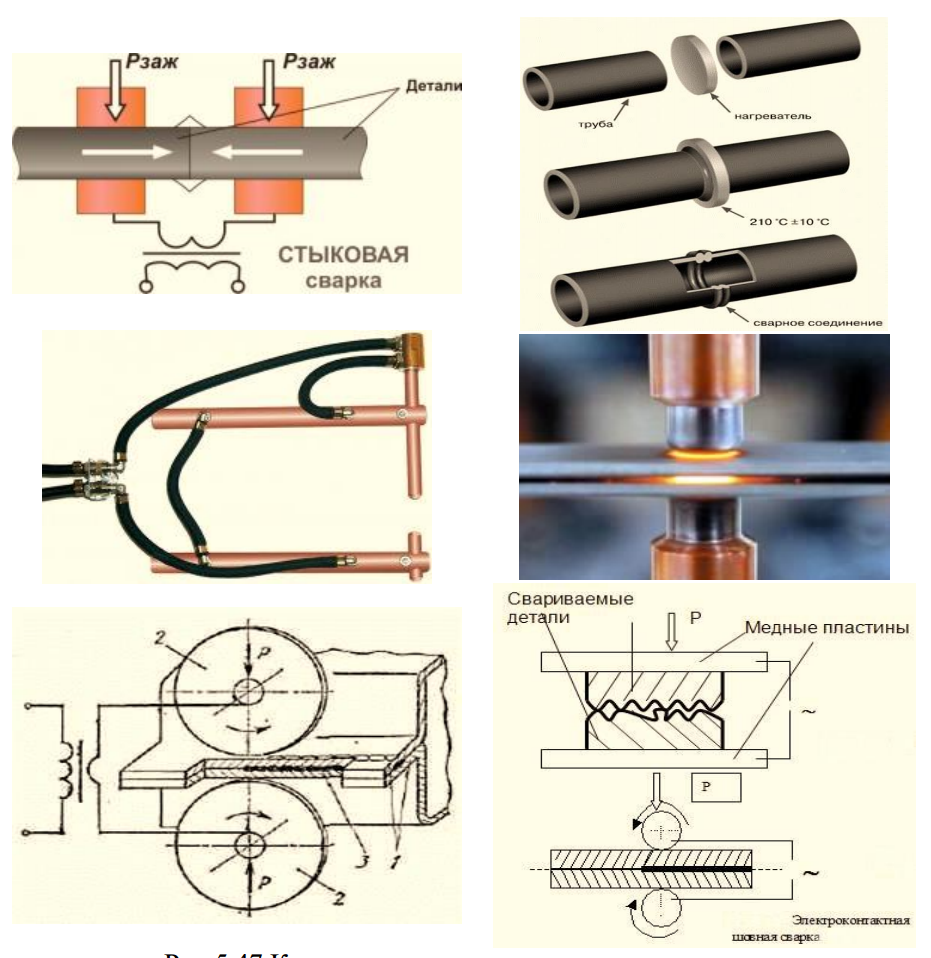
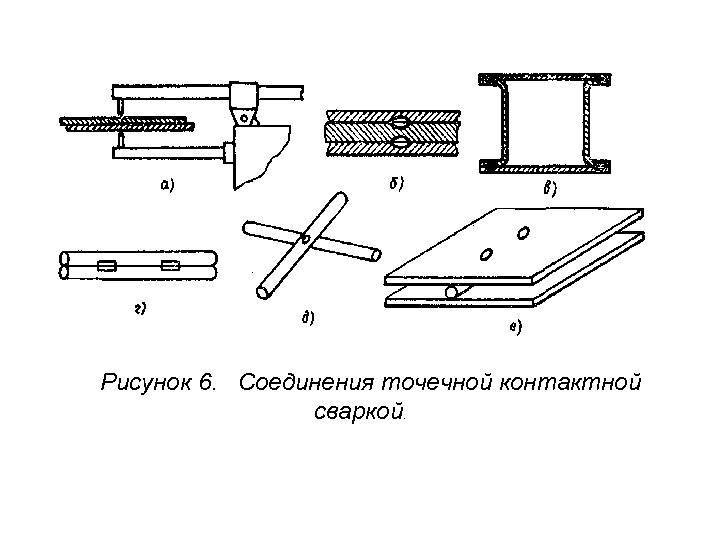
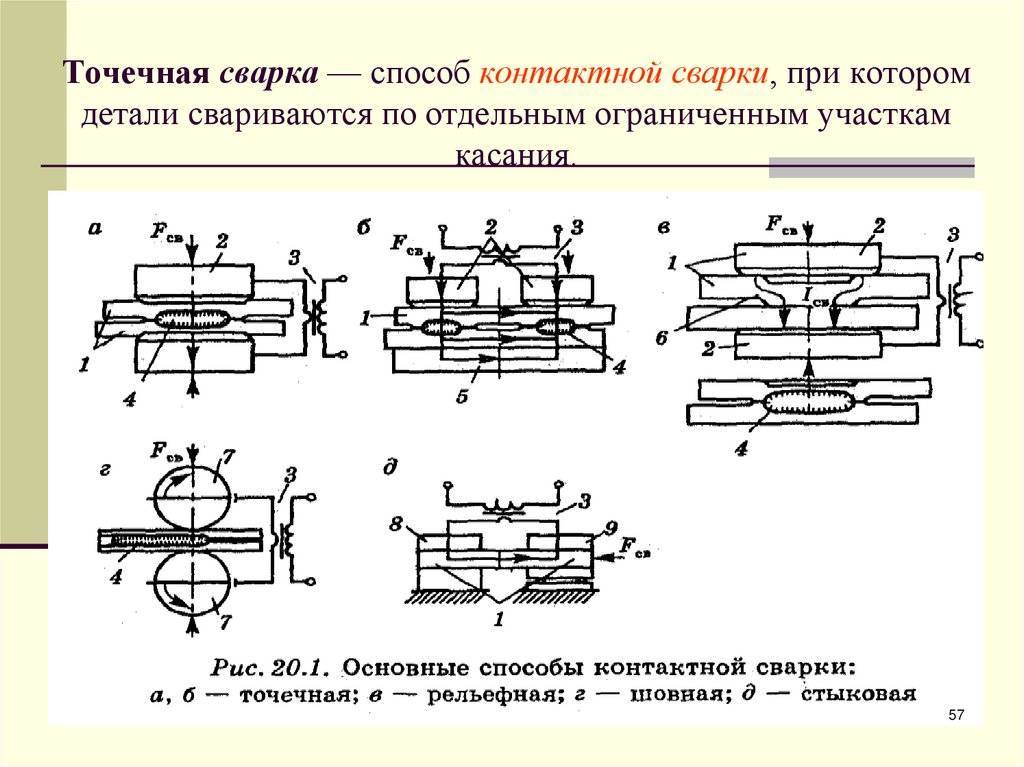
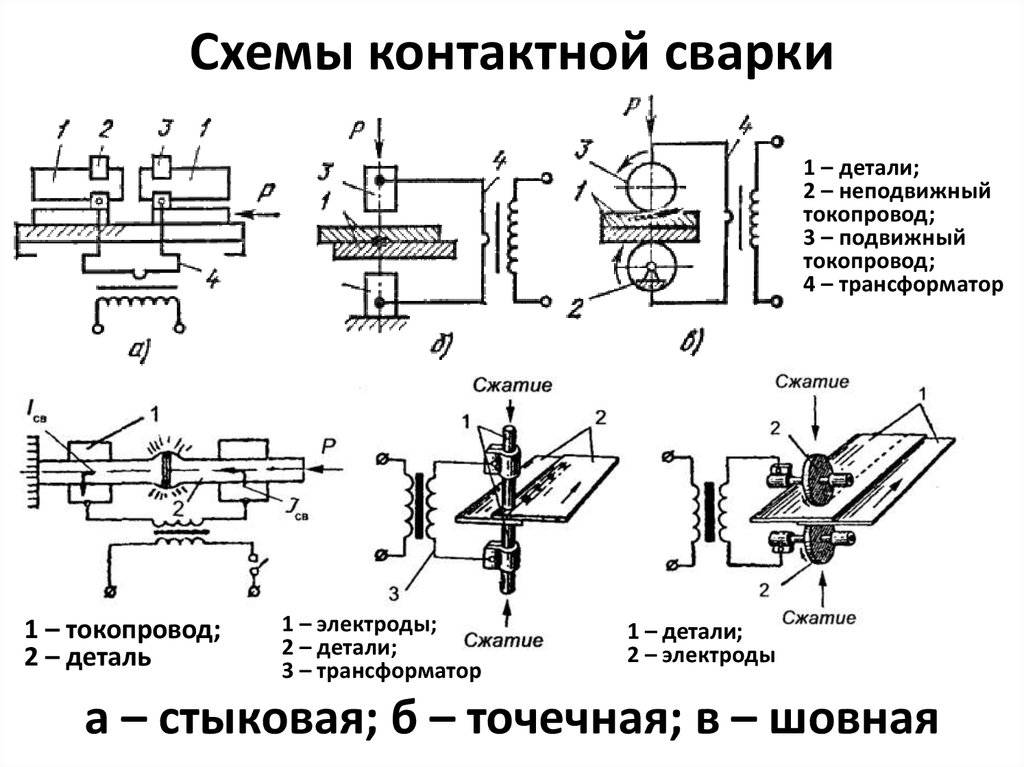
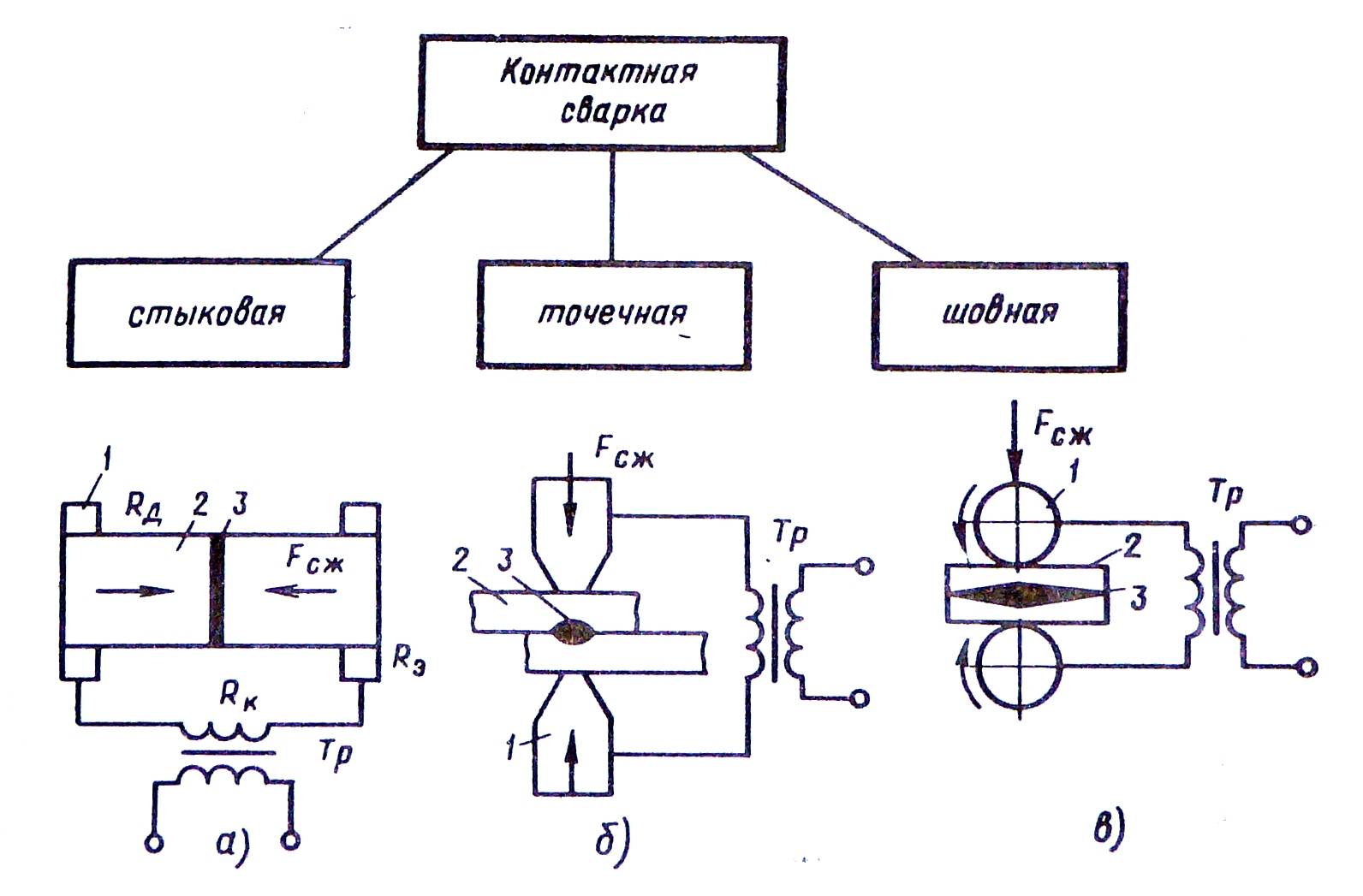
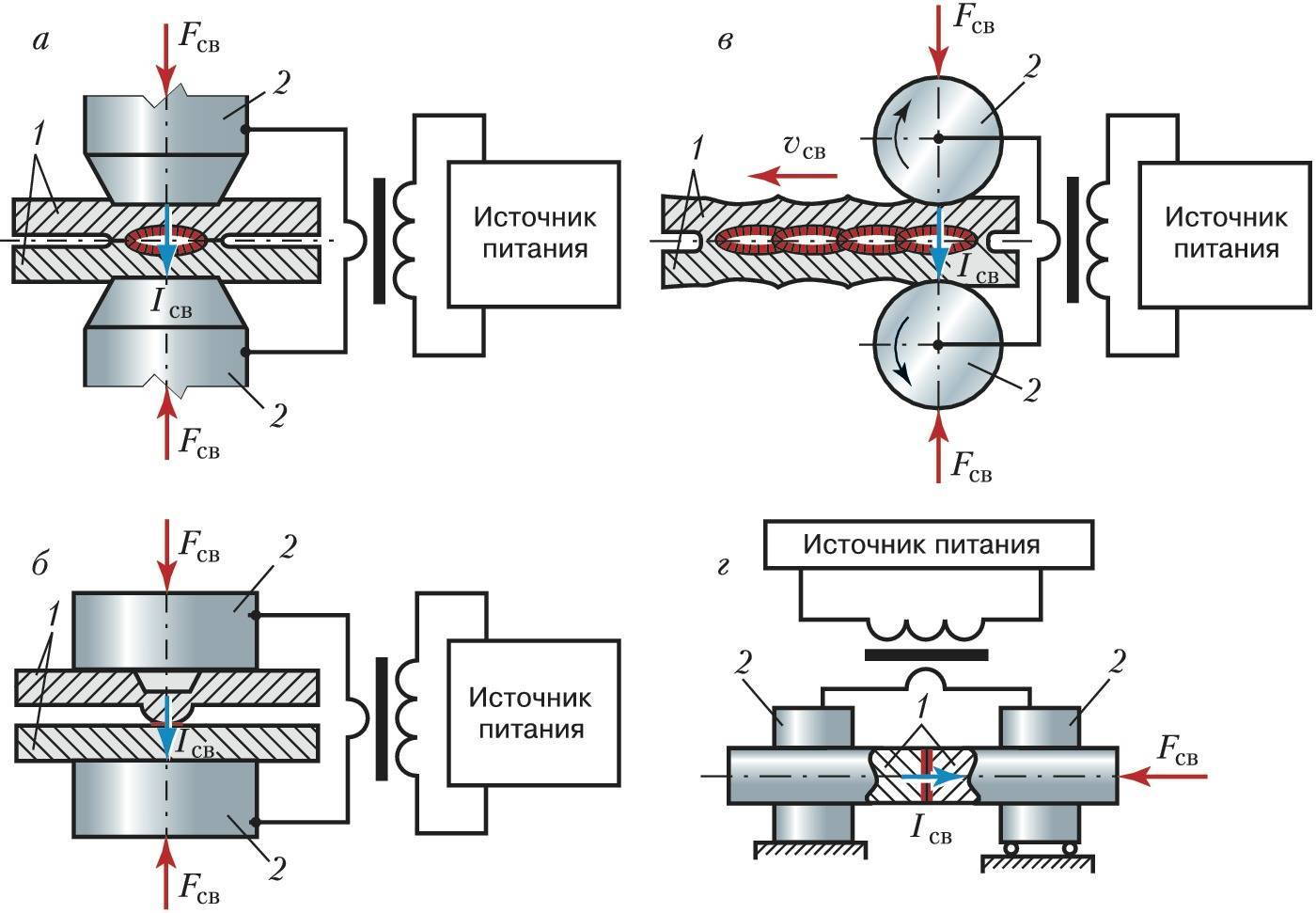
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
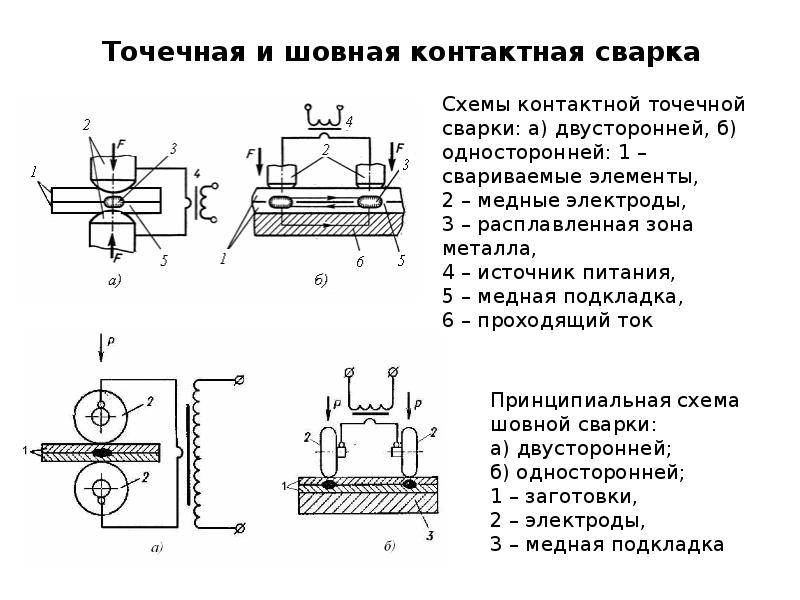
Точечная сварка
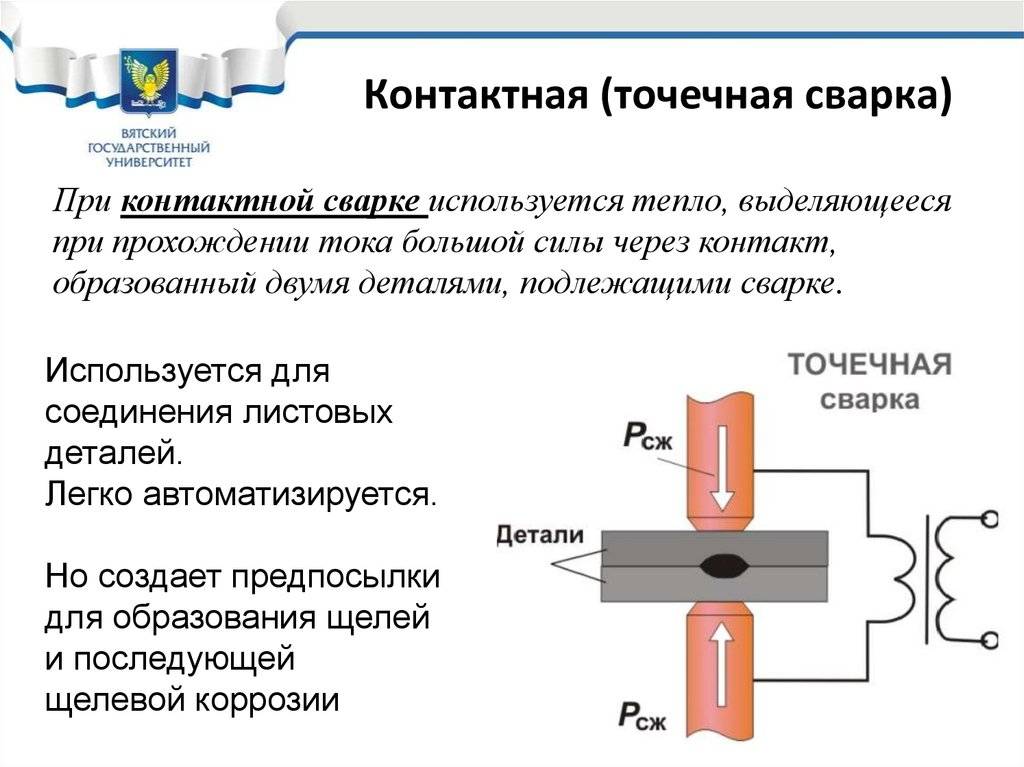
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
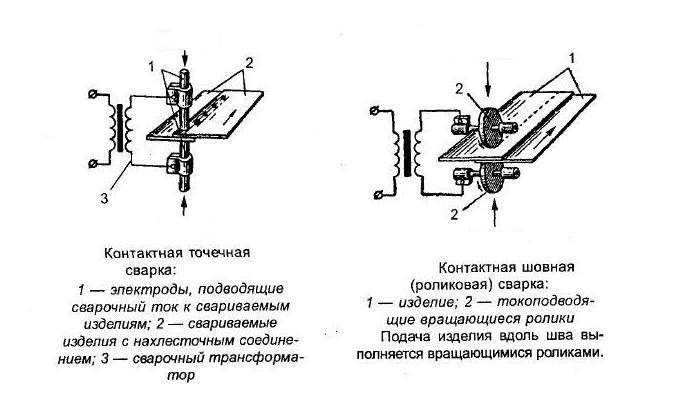
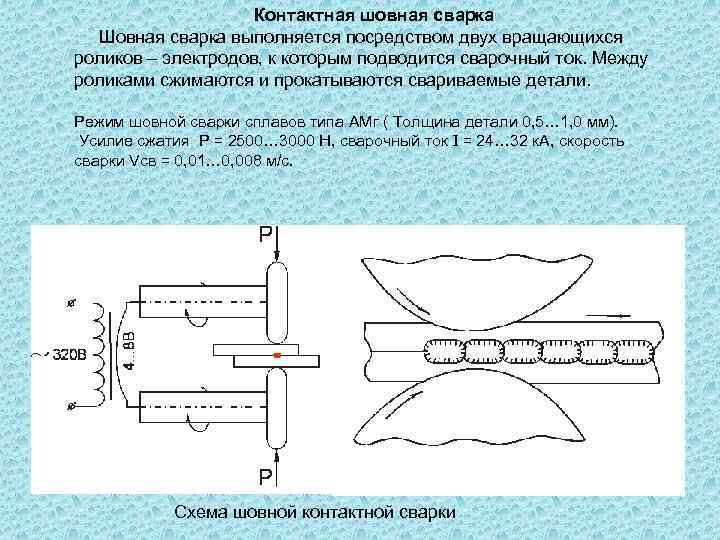
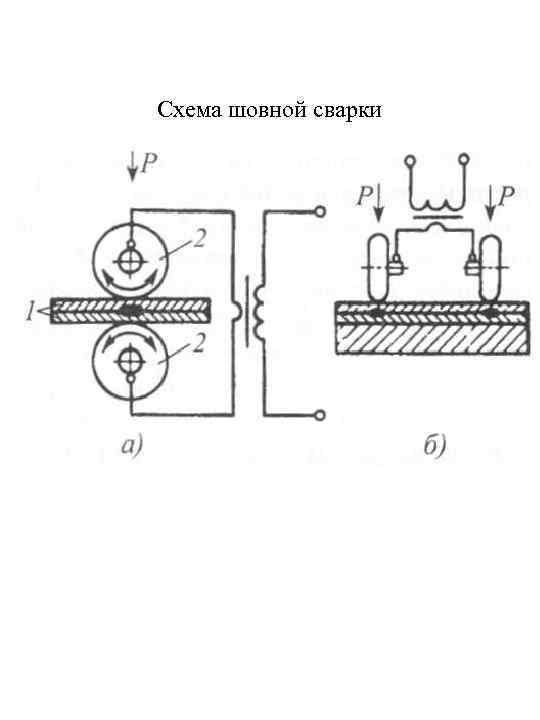
Шовная сварка
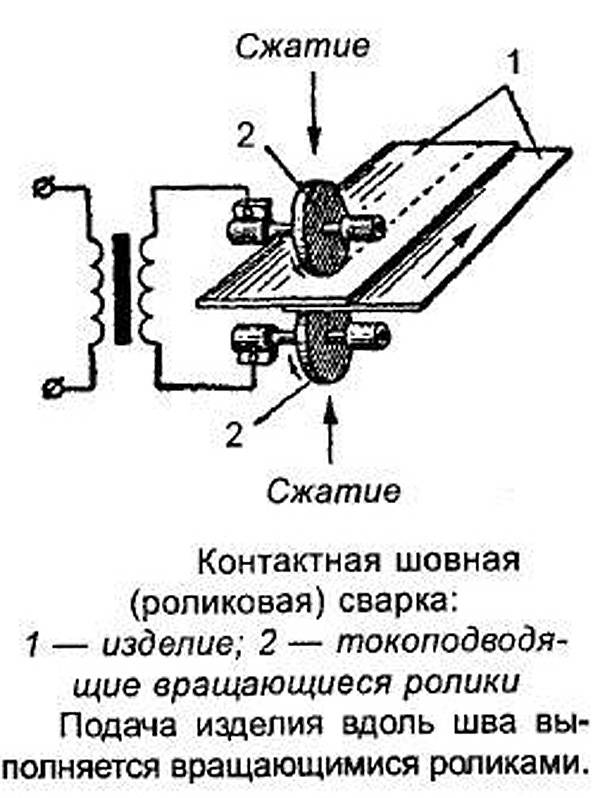
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
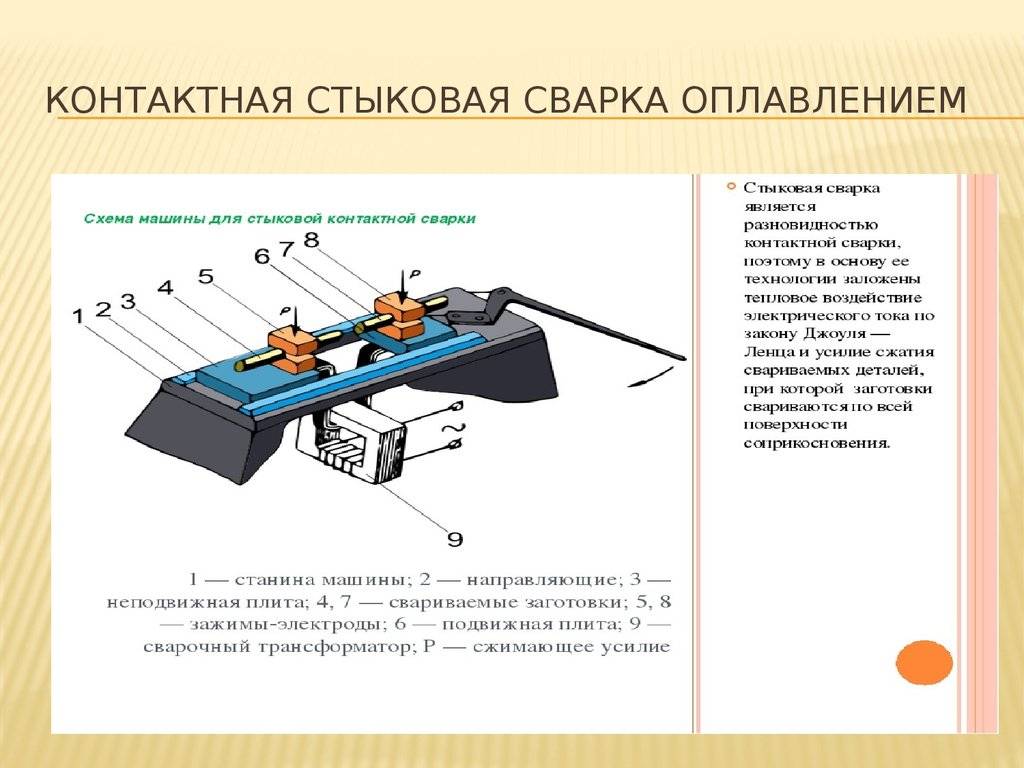
Стыковая сварка
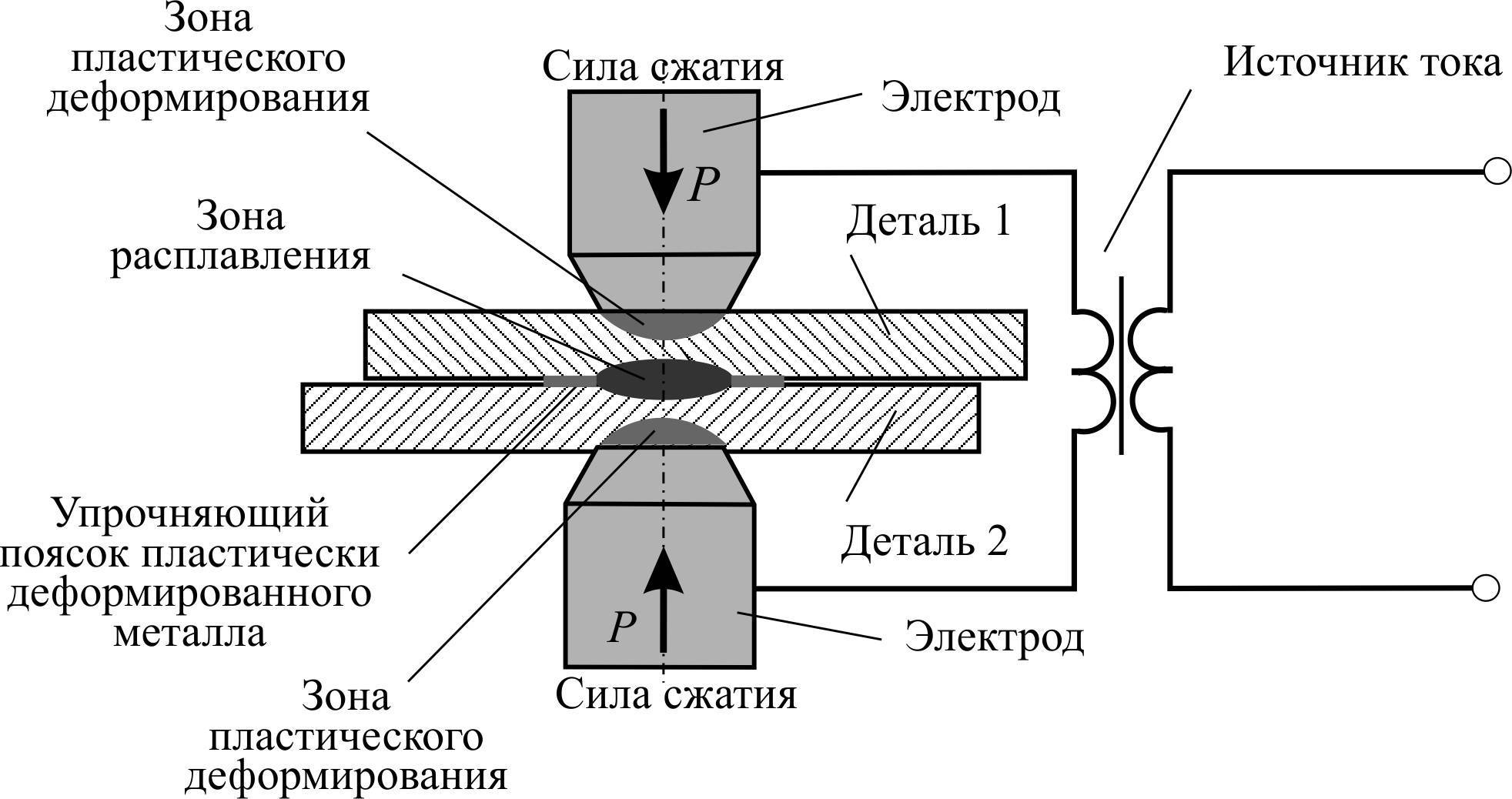
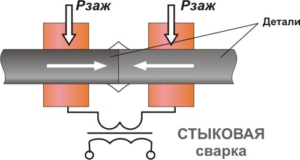
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
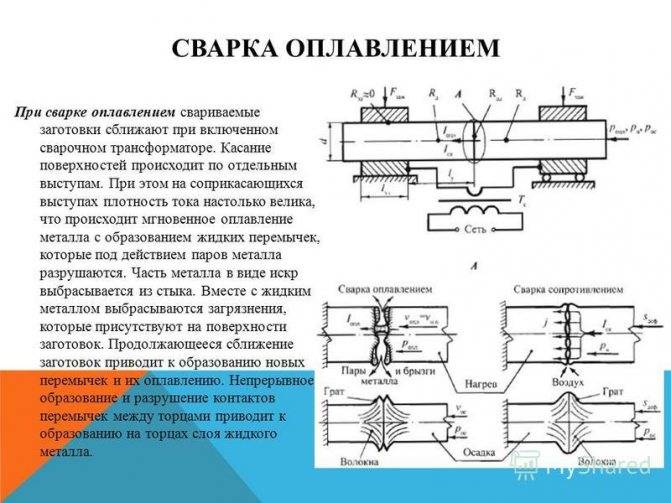
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
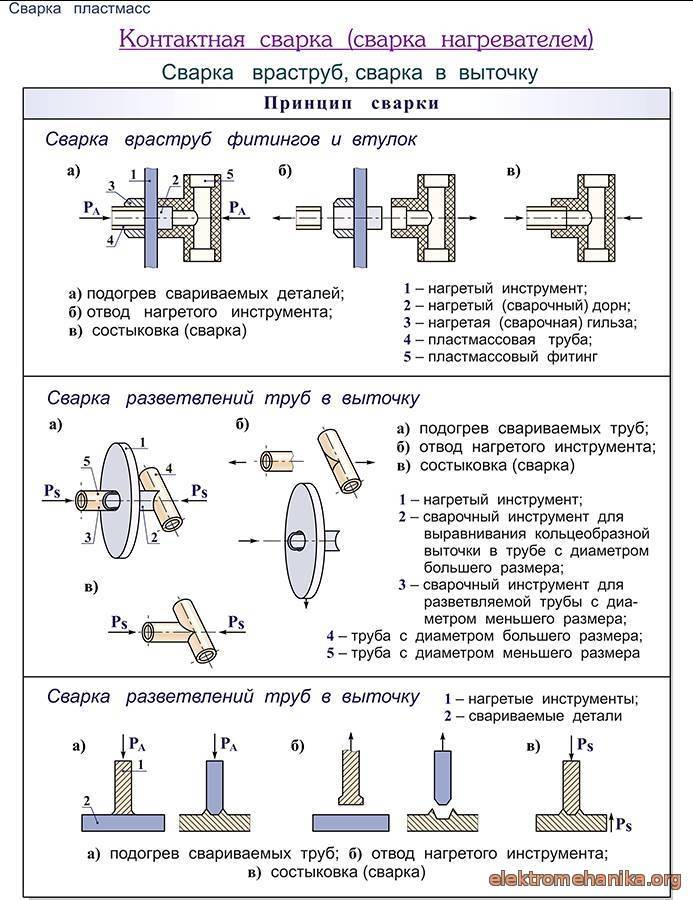
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.





Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо
важное значение, поскольку процесс протекает очень быстро и характер формирования
соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном
шве, как непровары, могут приводить различные факторы
Это и состояние поверхностей
деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров,
при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные
характеристики соединения, такие как прочность и герметичность. Наружные и внутренние
выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины
и раковины могут влиять, в основном, на герметичность и, в меньшей степени на
прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная
с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов,
проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной
сварке. Для этого применяется радиографический
метод контроля рентгеновскими лучами. С помощью этого метода
неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Разновидности оборудования для контактной сварки
Главной особенностью данной технологии является соединение заготовок по всей площади. Оптимальный нагрев производится за счет оплавления с помощью сварочной установки. Однако, в некоторых случаях прибегают к нагреву за счет сопротивления детали прохождению электрического тока.
Контактная точечная сварка может происходить как с расплавлением металла, так и без данной технологической особенности процесса. Контактной сваркой можно соединять металлические элементы, сечение которых находится в пределах от 1 до 19 мм, причем в большинстве случаев пользуются сваркой сопротивлением, так как расход электродного материала будет значительно ниже, а итоговое соединение получается значительно более прочным. Используется данная сварка при выполнении довольно точных работ, например, в процессе производства рельсов для создания железнодорожного полотна.
Обозначения точечной сварки на чертежах по ГОСТ
Чтение чертежа одно из главных умений сварщика, правильное его выполнение – залог безопасности многих людей, поэтому грамотным и точным должно быть и условное обозначение. Контактная сварка на чертежах ГОСТ указывается определенными знаками, направлениями, выносными линиями и, при необходимости, дополняется описанием. Основные обозначения на чертеже:
- Виды шва обозначаются чертой:
- видимый – сплошной;
- невидимый – пунктирной;
- многослойный – контуры с указанием числа (количества швов). Дополнительно, выносная стрелка точно указывает на место, где должна проводиться сварка.
- Тип сварного узла обозначен буквенными символами, каждый из которых дополняется данными, в зависимости от специфики.
Обозначение точечной сварки ГОСТ
Тип сварного угла | Буквенное обозначение | Дополнительные обязательные сведения |
| Стыковой | «С» | тип шва + тип сварки |
| Угловой | «У» | тип шва + катет угла + точка шва + тип сварки |
| Тавровой | «Е» | тип шва + катет угла + тип сварки |
| Внахлест | «Н» | диаметр св.точки; ширина роликовой сварки |
Правила приема точечной сварки
В стандартах определяются, в обязательном порядке, правила приемки точечной сварки металлов и деталей. Качество определяется после испытаний образцов на несколько видов разрушений:
- разрыв;
- скручивание;
- растяжение;
- ударом;
- сжатие.
Кроме того, стандарты предъявляют требования на технические условия проведения работ, соответствие материалов согласно ГОСТ, и обязательное обозначение контактной сварки на чертеже, по которому проводятся работы. В ГОСТах определяются допуски на различные виды работ, с точным указанием в процентном соотношении.
Документы приема сварщика на точечно–сварочные работы
Сварка — очень ответственная работа, от которой зависит безопасность людей.
Для проведения точечно–сварочных работ у сварщика должен быть необходимый пакет документов:
- Удостоверение сварщика – от последней аттестации не менее 2-5 лет (см. по образованию);
- Удостоверение по электробезопасности, начиная от 2 группы и выше не менее 1 года (см. по последней аттестации);
- Удостоверение о прохождении пожарно–технической безопасности – от последней аттестации не менее 1-3 лет (см. по категории).
Кроме этого, сварщик обязательно должен:
- Профессионально читать обозначение точечной сварки на чертеже ГОСТ;
- Проходить вводные и периодические проверки на знание техники безопасности на конкретном рабочем месте;
- Знать порядок оформления наряд–допуска на определенные виды работ;
- Знать виды работ, соответствующие разрядам и квалификации сварщика.
Заключение
Точечная сварка относится к самому распространенному – термомеханическому виду обработки металлов и используется в ответственных деталях, конструкциях, сложных узлах и агрегатах. В процессе работы возникает большое количество нюансов, отклонений от заданной нормы и непредвиденных ситуаций.





Сварка, кроме сварки машинами–автоматами, очень сильно зависит от человеческого фактора, поэтому к сварщику, выполняющему эти виды работ, предъявляются высокие требования к знаниям, умениям и ответственности
Это настолько важно, что создан единый реестр сварщиков по России – НАКС. Туда вносятся фамилии и данные об образовании, прохождении аттестации. Это является еще одним дополнением к общему образованию, и с помощью электронного каталога, намного проще найти работу
Это является еще одним дополнением к общему образованию, и с помощью электронного каталога, намного проще найти работу.
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
- не должно быть повреждений изоляции электрических кабелей, оголенных контактов;
- агрегат следует заземлить;
- при подсоединении к электросети оборудования контакты должны соответствовать номинальным значениям;
- необходимо использовать дифавтоматы;
- настройка и обслуживание аппарата в процессе эксплуатации осуществляется только после отсоединения от электросети.
Проведение сварочных работ связано с повышенной опасностью для сварщика.
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.
Сварка может выполняться в жестком или мягком режиме.
Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае — «5 мм», во втором — «2,5+2,5 мм», но значение этих параметров одинаковое.
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
Мощность сварочного аппарата — это одна из основных характеристик.
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется — синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера — только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Материалы электродов
Согласно ГОСТ 2601, критерием качества готового шва является его прочность на разрыв или сдвиг. Она зависит от интенсивности тепловой мощности в зоне электрического разряда, а потому связывается в первую очередь с теплофизическими характеристиками материала электродов.
Использование медных электродов малоэффективно по двум причинам. Во-первых, медь, являясь высокопластичным металлом, не обладает достаточной упругостью, чтобы в период между рабочими циклами полностью восстановить геометрическую форму электродов. Во-вторых, медь весьма дефицитна, а частая замена электродов обуславливает и высокие финансовые затраты.
Попытки использовать более твёрдую, упрочнённую медь успеха не имеют: для нагартованного материала параллельно с повышением твёрдости снижается температура рекристаллизации, поэтому с каждым рабочим циклом износ рабочего торца электрода для контактной сварки будет возрастать. Поэтому практическое применение получили медные сплавы с добавлением ряда других металлов. В частности, введение в медный сплав кадмия, бериллия, магния, цинка и алюминия мало изменяет показатель теплопроводности, зато улучшает твёрдость при нагреве. Стойкость электрода от динамических тепловых нагрузок увеличивают железо, никель, хром и кремний.
При подборе оптимального материала сварочных электродов для контактной сварки ориентируются на показатель удельной электропроводности сплава. Чем меньше он будет отличаться (в меньшую сторону) от электропроводности чистой меди – 0,0172 Ом·мм2/м, тем лучше.
Наиболее эффективную стойкость против износа и деформации показывают сплавы, в состав которых входят кадмий (0,9…1,2%), магний (0,1…0,9%) и бор (0,02…0,03%).
Выбор материала для электродов точечной сварки зависит также и от конкретных задач процесса. Можно выделить три группы:
- Электроды, предназначенные для проведения контактной сварки в жёстких условиях (непрерывное чередование циклов, поверхностные температуры до 450…500ºС). Их изготавливают из бронз, содержащих хром и цирконий (Бр.Х, Бр.ХЦр 0,6-0,05. В эту же группу включают никель- кремнистые бронзы (Бр.КН1-4), а также бронзы, дополнительно легированные титаном и бериллием (Бр.НТБ), используемые для точечной сварки нержавеющих и жаропрочных сталей и сплавов.
- Электроды, применяемые при контактных температурах на поверхности до 250…300ºС (сварка обычных углеродистых и низколегированных сталей, медных и алюминиевых изделий). Их производят из медных сплавов марок МС и МК.
- Электроды для относительно лёгких режимов эксплуатации (поверхностные температуры до 120…200ºС). В качестве материалов применяется кадмиевая бронза Бр.Кд1, хромистая бронза Бр.Х08, кремненикелевая бронза Бр.НК и др. Такие электроды могут использоваться также и для роликовой контактной электросварки.
Следует отметить, что по убыванию удельной электропроводности (по отношению к чистой меди) эти материалы располагаются в следующей последовательности: Бр.ХЦр 0,6-0,05→МС→МК→Бр.Х→Бр.Х08→Бр.НТБ→Бр.НК →Бр.Кд1→Бр.КН1-4. В частности, разогрев до требуемой температуры электрода, изготовленного из бронзы Бр.ХЦр 0,6-0,05 произойдёт примерно вдвое быстрее, чем полученного из бронзы Бр.КН1-4.
Стыковка
 , как и рельефная, предполагает предварительную обработку свариваемых краев (торцов).
, как и рельефная, предполагает предварительную обработку свариваемых краев (торцов).
Интересно, что существует целых три варианта стыкового метода — с сопротивлением, с непрерывным и с прерывающимся оплавлением. Сварка сопротивлением предполагает, что детали заранее стыкуются и сжимаются, после чего к ним подводят электричество, которое нагревает металл до пластичного состояния.
При двух последних способах детали сначала сильно нагревают, а потом соединяют. Разница же состоит в следующем. При непрерывном оплавлении металлоизделие стабильно нагревают в течение всей процедуры сварки, а при прерывистом – деталь то нагревают, то дают ей остыть.
Это делается в целях экономии ресурсов оборудования. Интересно, что под воздействием электродинамических сил жидкий металл, а также окислы и загрязнения выбрасываются из зоны стыка – в результате получается очень чистое соединение.
Дефекты ТС
При наличии знаний и опыта ТС получиться хорошего качества. Учитывая простоту работы с ней — освоить азы достаточно легко.
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
- центр в итоге огромный;
- центр в итоге очень маленький;
- центр смещен в право или лево от стыка.
Также когда интервал между точками большой, шов не получается сплошным. А в случае неверно подобранным параметров на агрегате детали сильно деформируются. Самый страшный брак — не проваренный центр, а и отсутствие такового.
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).


Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
- точку сваривания размещать посередине стыка;
- контролируйте размер литого центра;
- убедитесь в отсутствие шлака, трещин;
- не давайте большого напряжения.
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
- Подготовительные мероприятия. Поверхности соединяемых элементов конструкции очищаются от лакокрасочных покрытий, которые не пропускают ток.
- Сжимание деталей. Поверхности соединяемых заготовок берут клещами для образования участков проведения тока непосредственно между контактами.
- Прогрев заготовок электрическим импульсом (постоянным или переменным). Дольше нагреваются более толстые элементы.
- Ослабление давления на соединяемые детали (для автоматических сварочных агрегатов). Эта процедура предупреждает выдавливание расплавленного материала.
- Отключение тока при покраснении материала на участке размещения электродов.
- Завершающий этап – проковка (прижим) деталей в период остывания материала. Эта процедура выполняется для создания прочного шва.
Настройка оборудования осуществляется в зависимости от типа металла. Качество соединения деталей зависит от применяемой сварочной технологии, импульса и режимов сжимания элементов конструкции.
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.