Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Общие требования к заточке
Заточка ножовки должна выполняться на специальном станке, который позволяет надёжно зафиксировать полотно, сделать правильную форму зубьев и точно соблюсти угол заточки.
Заменить станок можно подручными инструментами: шлифмашиной, напильником, надфилем. В инвентаре мастера наверняка все они есть и поэтому делать лишних затрат не придётся.
Перед выполнением затачивания зубьев их нужно развести, так как в противном случае сделать правильный угол не получится. Толщина полотна является определяющей в формировании ширины среза.
Угол затачивания выбирается в диапазоне 300–600. Выбор зависит от типа полотна.
Требования к заточке пилы
Общие требования к заточке
Заточка ножовки должна выполняться на специальном станке, который позволяет надёжно зафиксировать полотно, сделать правильную форму зубьев и точно соблюсти угол заточки.
Заменить станок можно подручными инструментами: шлифмашиной, напильником, надфилем. В инвентаре мастера наверняка все они есть и поэтому делать лишних затрат не придётся.
Перед выполнением затачивания зубьев их нужно развести, так как в противном случае сделать правильный угол не получится. Толщина полотна является определяющей в формировании ширины среза.
Угол затачивания выбирается в диапазоне 30–60. Выбор зависит от типа полотна.
Требования к заточке пилы
Как сделать пилу одноручной?
Если нет возможности работать с инструментом вдвоем, можно сделать из двуручной пилы одноручную, немного изменив ее конструкцию. Эффективность приспособления снизится, поэтому самостоятельно распиливать толстые бревна вряд ли получится, но разрезать небольшие деревянные элементы будет вполне возможно. Для переоборудования пилы необходимо вытащить из крайних отверстий короткие рукоятки, а на их место установить длинные (до полуметра) округлые палки, наподобие держаков для лопаты.
Далее по центру между новыми длинными рукоятками вставить соответствующих размеров рейку, обеспечив небольшой распор. Рейку лучше прикрутить к держакам саморезами по дереву, в крайнем случае – прибить гвоздями. Верхние концы рукояток жестко связать веревкой. Чтобы надежно зафиксировать их и создать достаточную натяжку, веревку рекомендуется скрутить в виде жгута.
Вставленная в виде распорки рейка не даст полотну согнуться, а держаки будут жестко зафиксированы в одном положении, что исключит поломку конструкции даже при сильном давлении или заедании пилы в древесине.
Более подробно о том, как производить заточку ручных пил, вы узнаете из следующего видео.
Разводка зубьев
Начинается все с проверки расстояния между зубцами. Оно предназначена для того, чтобы пила не клинила в пропиле. Подгонять его следует под тот вид древесины, с которым чаще всего приходится работать. Если придется работать с твердыми породами дерева, зубцы разводятся на расстояние в 1,5-2 раза большее, чем толщина полотна. Для мягкой древесины следует развести зубья у ножовки на расстояние в 2-3 раза больше.
Одним из ключевых моментов при выполнении разводки является сохранение равномерности. Если зубья пилы будут отогнуты на разное расстояние от центра, это приведет к постоянным клинам и ухудшению качества среза и скорости распиловки древесины. Поэтому рекомендуется применять приспособление для развода зубьев, которое так и называется — «разводка». Благодаря упору с его помощью невозможно отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Зубцы делятся на две группы через один и загибаются последовательно по всей длине режущей стороны полотна. Сначала эта процедура проводится для одной группы, в которой разведенные зубья должны быть отогнуты в определенном направлении, потом она повторяется для противоположного направления.
Правила эксплуатации
Принцип работы с двуручной пилой основан на том, что каждый участник по очереди тянет инструмент на себя. Когда же производится обратный ход, то, наоборот, слегка подталкивает рукоять, помогая напарнику тянуть его сторону. На первый взгляд, процедура не представляет ничего сложного, но определенный навык должен быть. Иначе возникнуть такие осложнения:
- заедание пилы;
- изгибы полотна;
- разрыв пиломатериала.


Действия работников должны быть равномерны и последовательны. Распил нужно проводить с одинаковой силой нажима и давления в обратную сторону. Чтобы было удобнее, рекомендуется установить распиливаемый элемент на специальные козлики, на расстоянии около полуметра над землей. Причем один из участников должен немного возвышаться над другим, например, встать на поддон. Таким образом, благодаря образованному углу за один ход инструмента можно сделать более глубокий надпил. Если правильно и слажено производить все работы, то двуручной пилой можно не только распиливать бревна поперек их оси, но и распускать на продольные доски.

Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.
Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.
Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.

![Как правильно заточить пилу по дереву | [инструкция]](https://snabkz.ru/wp-content/uploads/4/4/6/446b07f161ce43d49b06ec57635a50aa.jpeg)




Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
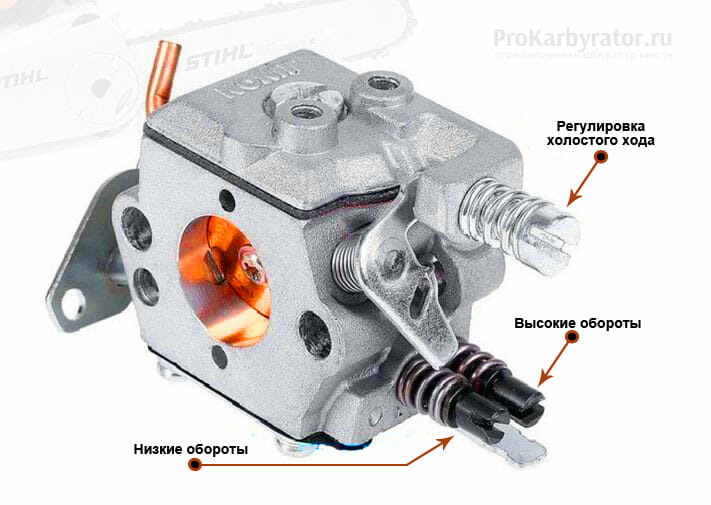
Профессиональная заточка цепи на ручном станке: пошаговая инструкция
Если вы основательно решили подойти к натачиванию режущей оснастки своего инструмента, и приобрести специальный ручной станок, фото которого представлено ниже, тогда вам понадобится помощь в том, как им правильно пользоваться.
Такие станки отличаются возможностью выполнения максимально-точной и качественной заточки. Особенно это актуально для новичков. Как наточить цепь бензопилы на ручном станке, рассмотрим с пошаговым описанием:
Для начала станок крепится к краю стола. Как вы понимаете, такой метод также не подходит для использования в полевых условиях.
После сборки станка, необходимо зафиксировать оснастку в специальной канавке тисков, и зафиксировать ее зажимом в виде рычага.
Теперь подбираем соответствующего диаметра напильник, и устанавливаем его в специальный зажим подвижной части станка.
Винтом (показан на фото ниже) выбирается горизонтальный угол заточки.
Выставляется вертикальный угол заточки, который регулируется соответствующим винтом на станке.
Еще одним винтом выставляется высота расположения напильника. Не забываем, что напильник должен возвышаться над верхней кромкой резца на 1/5.
Теперь можно осуществлять процесс заточки. Для этого находим зуб, который станет самым коротким после заточки (на него будут равняться остальные). Ведь увеличить его относительно других невозможно, а сделать другие зубья такими, как этот, вполне под силу, и особенно, при использовании такого оборудования.
Совершаем заточку, двигая напильником вперед с одновременным снятием стружки. В обратном направлении напильник перемещается на холостом ходу, то есть, без нажима.
После того, как первый зуб будет заточен до идеального состояния, мы будем считать его эталонным, и по нему будут затачиваться остальные звенья
Важно отметить, что при дальнейшей заточке нельзя изменять настройки станка.
При помощи указанного ниже на фото стопора с его регулировочным винтом осуществляется настройка величины упора в зуб, который подлежит заточке.
На фото ниже показан ролик с упирающейся в него поперечиной. Это индикатор, благодаря которому происходит приведение размеров всех зубьев к значениям первого эталонного звена.
Аналогичным образом осуществляется заточка всех звеньев с другой части, только для этого необходимо переместить напильник на противоположную сторону.
После окончания процедуры, понадобится отрегулировать глубину пропила
Для начала ее необходимо измерить, воспользовавшись щупами. Ее значение должно быть относительно верхней части режущего зуба в пределах 0,5-0,7 мм или среднее значение 0,65 мм. Если значение меньше указанной нормы, тогда приступаем к стачиванию зуба, отвечающего за глубину реза.
В конструкции станка предусмотрена возможность закрепления треугольного или плоского напильника, с помощью которого и снимается верхний слой металла со звена, отвечающего за глубину реза.
Ниже на фото показан винт, которым выставляется значение глубины пропила, которое необходимо в итоге достичь.
На этом процесс заточки режущей оснастки инструмента на специальном ручном станке завершен. На основании представленной инструкции можно сделать соответствующий вывод. При использовании такого оснащения, можно добиться максимальной точности не только заточки, но и получения зубьев одинакового размера, что положительно влияет на весь процесс пиления бензопилой. Добиться таких результатов невозможно ни при использовании электрических станков, ни при применении метода ручной заточки без дополнительных приспособлений.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами. Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей
Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики: Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи; Возможностью регулирования угла заточки, в пределах, указанных ранее; Наличие сменных шлифовальных дисков; Постоянным значением ширины реза. Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала. Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку. Безопасность проведения работ обеспечивается откидным предохранительным щитком.




Заточка зубьев пил
Основные операции по обработке древесины
Главная / Плотничные и стекольные работы / Основные операции по обработке древесины / Заточка зубьев пил
19 апреля 2011
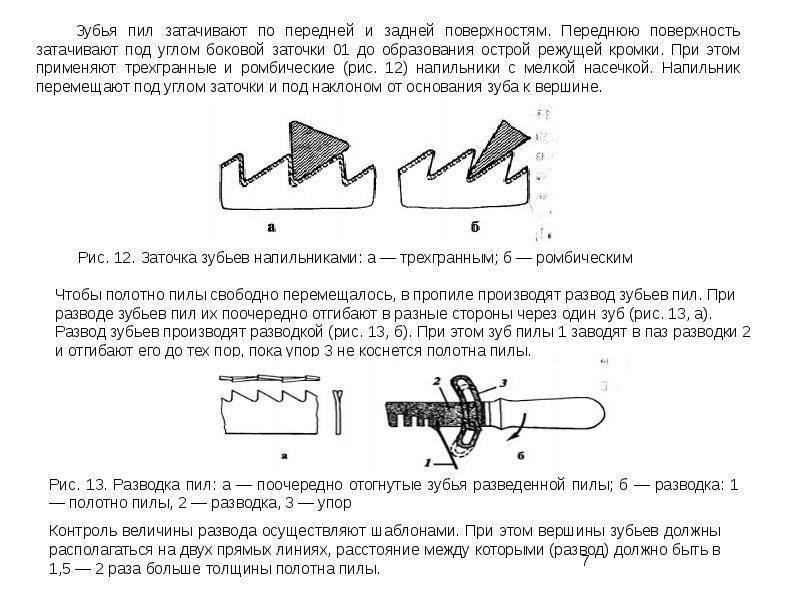
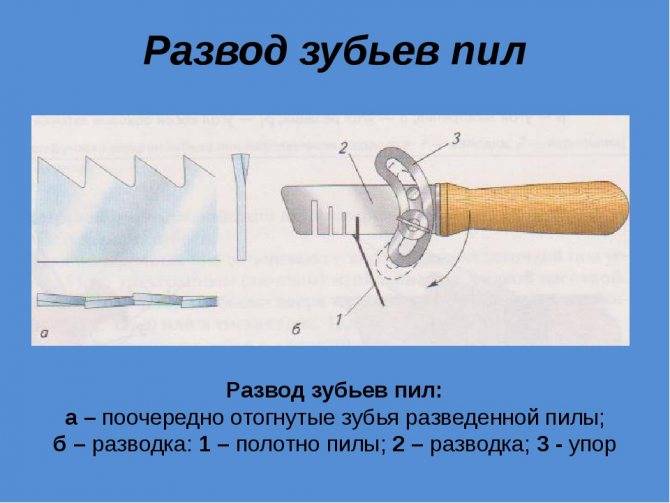
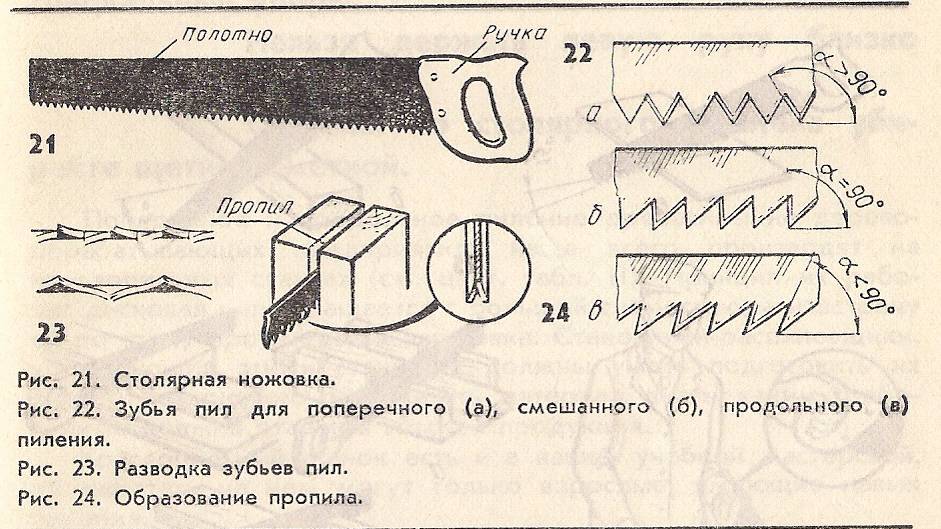
Для уменьшения трения и во избежание заедания полотна пилы в пропиле зубья разводят.
Полотно пилы зажимают в тиски, и вершины зубьев поочередно отгибают от основания примерно на 2/3 высоты: четные — в одну сторону, а нечетные — в другую. При распиловке древесины твердых пород зубья разводят на 0,25… 0,5 мм, а мягких пород — на 0,5…1 мм.
Разводят зубья с помощью обычной или универсальной разводок. Точность развода проверяют шаблоном. В нерабочем состоянии, во избежание растяжения тетивы, следует немного отпустить закрутку.
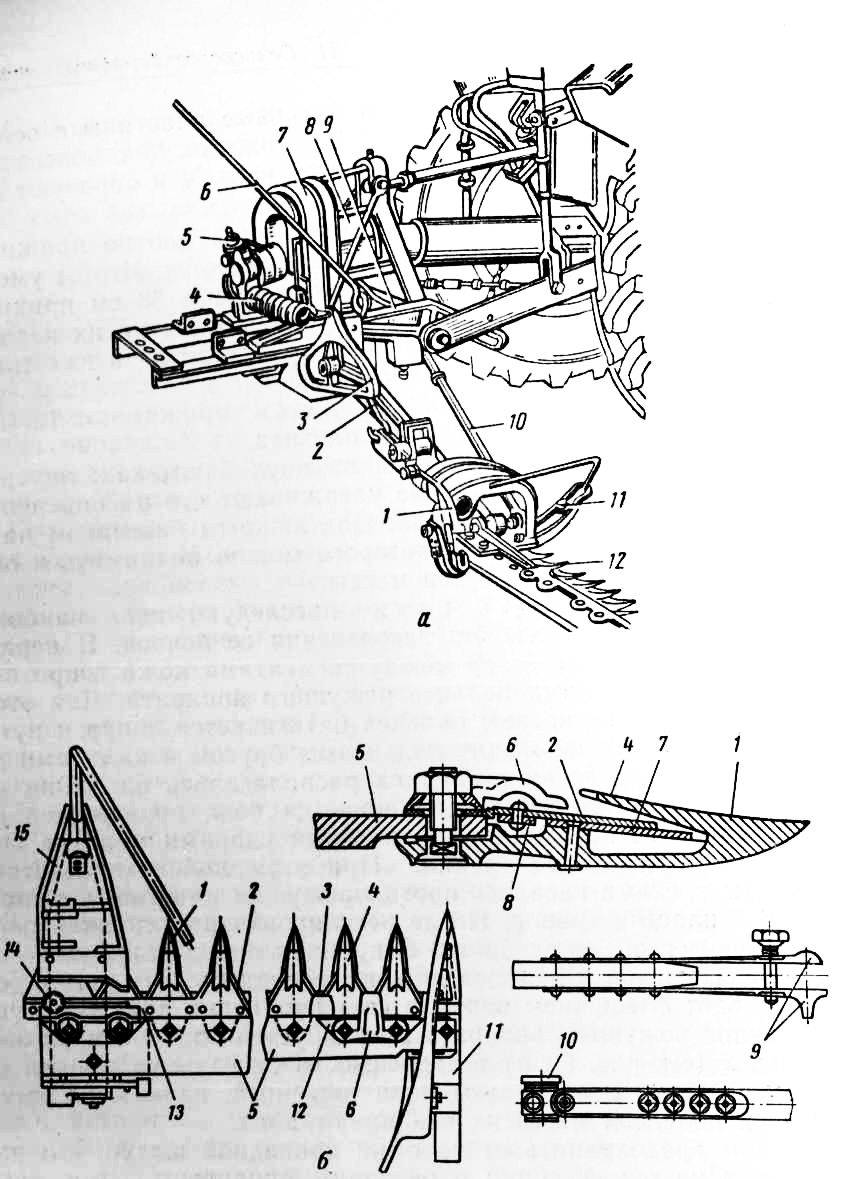
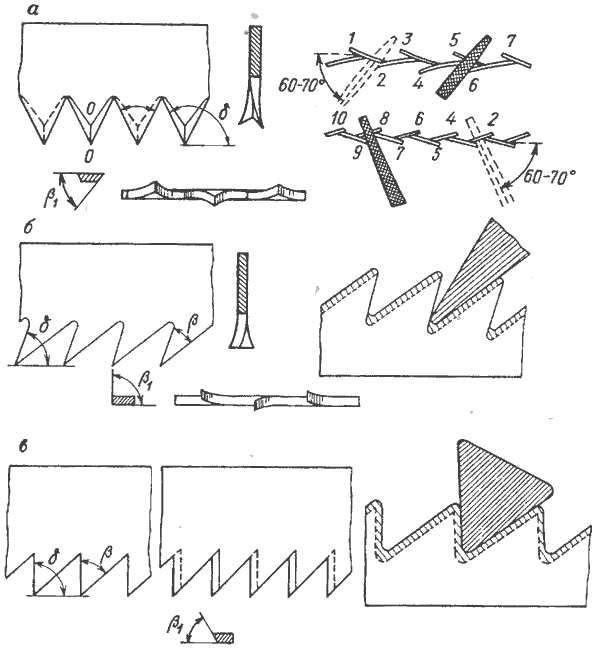
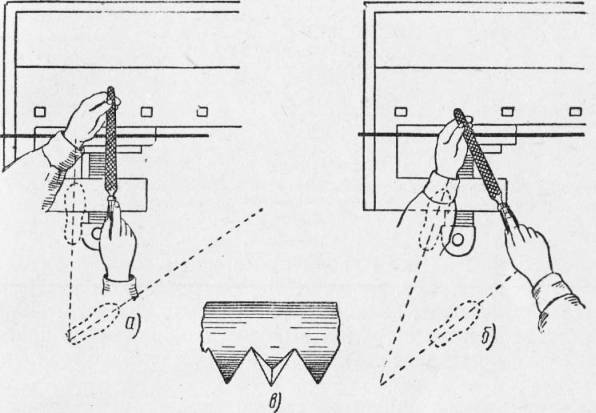
Заточка и фугование пил
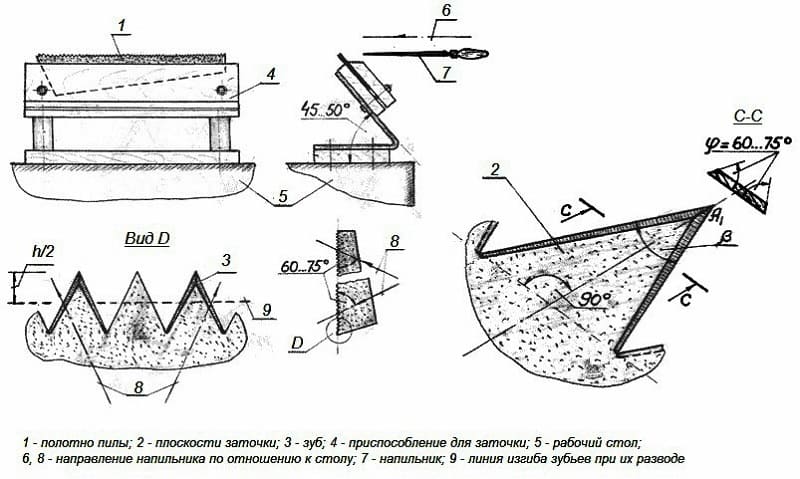
Заточка и фугование пил:
а — расположение пилоточа при прямой заточке, б — расположение пилоточа при косой заточке, в — заточка лучковой пилы, закрепленной в тисках, г — заточка лучковой пилы, уложенной в деревянную колодку, д — фугование пил;
1 — напильник, 2 — колодка, 3 — пила.
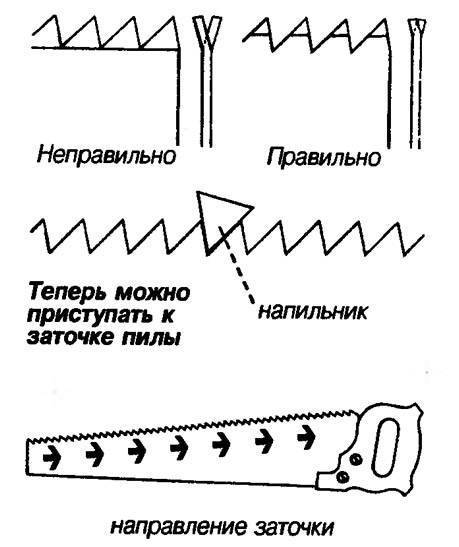
В процессе пиления зубья затупляются; чтобы восстановить режущую способность зубьев, их затачивают напильниками (ГОСТ 6476 — 80) (рис. 9, а…г).
Заточку нужно производить ровно, без сильных нажимов (так как это может вызвать перегрев пилы) так, чтобы не было заусенцев, засинений и др.
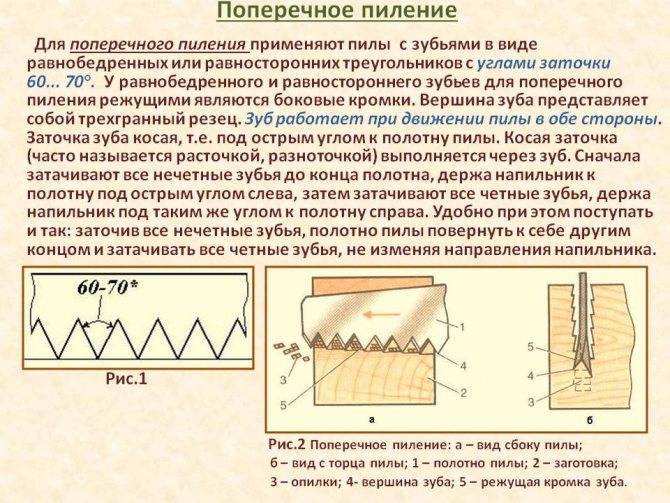
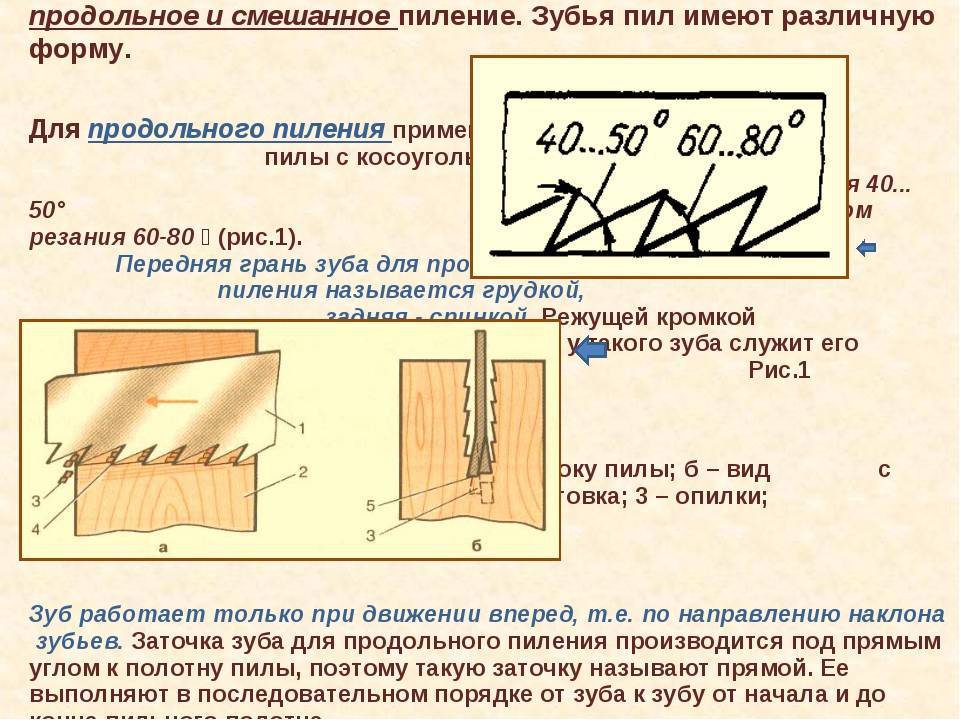
Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60…70°. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны.
Вершины затачиваемых зубьев должны находиться на одной высоте, поэтому до заточки зубья выравнивают по высоте фугованием следующим образом: в деревянную колодку 2 (рис. 9, д), имеющую прорезь, вставляют трехгранный напильник 1, после чего колодку с напильником надевают на пилу 3 и, двигая по полотну, выравнивают вершины зубьев.
Наточенные пилы не должны иметь заусенцев, засинений и других дефектов. Заусенцы снимают напильником с мелкой насечкой (бархатным).
«Плотничные и стекольные работы», Л.Н.Крейндлин
Работа рубанком и фуганком
При строгании рубанком слегка нажимают левой рукой на переднюю часть корпуса, правой — на заднюю часть, а перед окончанием строгания, т. е. в конце обрабатываемой заготовки, следует больше нажимать правой рукой, чтобы не «завалить» конец заготовки. Если заготовка имеет грубую и шероховатую поверхность, то ее сначала обрабатывают шерхебелем, затем рубанком с одним ножом, а для…
Рубанки с металлическим корпусом
Кроме деревянных для строгания древесины применяют рубанки с металлическим корпусом. В корпус 1 вставлен нож 4, закрепляемый винтом 3. Рог 2 и ручку 5 делают из древесины. Величину снимаемого слоя древесины (стружки) регулируют вылетом ножа. Для этого надо освободить винт 3 и переместить нож 4 вверх или вниз на нужную величину, а затем снова закрепить…
Механизированная обработка древесины
Механизированную обработку древесины производят ручным электрифицированным инструментом — электрорубанком ИЭ-5708, ИЭ-5701А, ИЭ-5707А. Электрорубанок ИЭ-5701А состоит из электродвигателя, приводящего во вращение через клиноременную передачу ножевой вал. Опорными поверхностями рубанка являются передняя подвижная и задняя неподвижная панели (лыжи). В ножевом валу крепятся два ножа. В рукоятке, с помощью которой рубанок передвигается по обрабатываемой поверхности, расположен курок. Глубину…
Приемы проверки качества строгания
После первого прохода (если нужно обработку вести повторно или на участке, находящемся рядом с обработанным) электродвигатель следует выключить и с выключенным электрорубанком возвратиться в исходное положение, после чего включить электродвигатель и начать обработку. При работе следят за тем, чтобы электродвигатель не перегревался. Перегрев электродвигателя вызывается сильным нажимом на электрорубанок. Качество фрезерования (строгания) по длине и…
Долбление и резание древесины
Для выборки гнезд, пазов, шипов и других работ применяют долота (ГОСТ 1185 — 80). Долота бывают плотничные и столярные. Рукоятки 2 долот изготовляют из древесины дуба, клена, бука, граба, белой акации, ясеня или ударопрочной пластмассы. Древесина рукоятки должна быть здоровой, без трещин, гнили и червоточины влажностью до 12%. Лезвия долот имеют одностороннюю заточку, завалы и…
Ножовки по дереву
Это нужный в хозяйстве инструмент. Ими можно подгонять плинтусы, делать бруски для хозяйственных нужд и т.д. Сейчас продавцы предлагают огромный выбор подобных инструментов, поэтому тяжело подобрать качественные пилы. Рассмотрим, как выбрать ножовку, которая будет долго держать заточку. На это влияют следующие характеристики:
Инструменты для заточки: круглый напильник со специальной державкой; плоский напильник; шаблон для стачивания ограничителя глубины.
- Размеры зубьев. Маленькие срезают материал медленно и аккуратно, однако требуют тщательной заточки. Большие зубья позволяют делать срез быстро и грубо, но требуют минимума усилий при затачивании, а сам процесс происходит достаточно быстро.
- Форма и материал полотна. Классическая форма зуба – треугольник, однако в последнее время широкое распространение получили каленые зубья трапециевидной формы. Материал для изготовления ножовок с треугольными зубьями – сталь твердостью от 40 до 55-58 баллов по шкале Роквелла. Для пил с трапециевидными элементами полотна – каленая сталь твердостью от 55 баллов по Роквеллу. Если треугольники достаточно просто наточить обычными инструментами, то современные каленые полотна пил заточить в домашних условиях очень сложно (практически невозможно), проще купить новые.
- Расстояние между зубьями. Чем больше интервал, тем легче производится заточка. Обычно интервал между зубьями связан с их размерами и формой. Так, у пил с маленькими зубьями интервал меньше, чем у пил с большими.
- Разводка. Этим словом называют расстояние отклонения зубца от полотна. Сделано это для того, чтобы в процессе работы отводились стружка и опалки. Это расстояние влияет на скорость и удобство заточки. Иногда для того, чтобы восстановить пилу, помимо заточки делают и новую разводку.
Обычно все описанные параметры указываются изготовителем на упаковке полотна (реже – на рукоятках). Так, ключевым показателем является значение TPI, которое может составлять от 1 до 9. В последнее время появились и большие значения у китайских производителей.
Разновидности зубьев пил: а, б – треугольные простые; в, г – треугольные разреженные и с волчьими зубами; д, е – прямоугольные, обращенные друг к другу гипотенузами и разреженные.
Если пила предназначена для грубой работы, например, для сада, валки деревьев в лесу, то значение TPI будет 3-6, а для ювелирной работы (при внутренней отделке помещений или по мебели) – 5-9.
Некоторые производители, китайские и польские, часто не следят за качеством и наличием заводской заточки, поэтому покупателю подобного товара придется делать это самому, иногда вместе с разводкой.
То, что ножовка должна быть острой, не вызывает ни у кого возражений. Тогда инструмент осуществляет пропил быстрее и с меньшими энергетическими затратами для рабочего.
Использовать тупую пилу в работе очень неудобно, поскольку даже один пропил отнимает много сил и энергии, человек быстро устает и после 2-3 пропилов не в состоянии продолжить работу.
Как заточить ножовку, рассмотрим ниже.
Как выполняется разводка пилы и что это такое
Заточка ножовки — это не сложная процедура, которая начинается с такого процесса, как разводка зубьев. Проводится эта процедура с одной простой целью — это предоставить свободный ход полотну при работе инструментом. Отсутствие разводки приводит к тому, что инструмент будет застревать в толще распиливаемой заготовки, что вызовет неудобство в работе.

Разводка зубьев ножовки — это процедура, которая предусматривает разгибание зубьев в разные стороны. При этом главное, чтобы каждый зуб был отогнут на одинаковую величину с предыдущим. Чем больше величина отклонения зуба от плоскости полотна, тем больше ширина пропила. Чем больше ширина пропила, тем выше процесс выведения стружки из пропила, а значит, и быстрее происходит выполнение полезной работы.






От ширины разводки зубьев зависит возможность заклинивания полотна. Чем больше ширина разводки, тем меньше шансов на то, что полотно заклинит внутри распиливаемой заготовки. Какой должна быть величина развода зубьев, знают далеко не многие. Однако этот параметр нужно учитывать, так как от него зависит качество работы инструмента. Величина разводки зубьев, прежде всего, зависит от толщины стали полотна. Этот параметр составляет обычно от 0,5 до 2 мм. Все зависит еще и от типа древесины (сухая или сырая), с которой планируется работать:
- Для сырой древесины величина разгиба должна быть в пределах от 0,5 до 1 мм. Чем толще полотно, тем больше должен быть разгиб
- Для сухой древесины величина разгиба составляет от 0,3 до 0,5 мм
Для выявления величины разводки, применяется специальное устройство — шаблон, которое можно изготовить самостоятельно из кусочка бруса. Фото такого приспособления на изображении ниже.
Под номером 1 показан шаблон, а 2 — это величина развода зубьев, и 3 — это полотно ножовки.
Когда известна величина, на которую нужно разводить зубья, можно приступать к делу. Для реализации действия применяются специальные приспособления. Пользоваться этими приспособлениями не обязательно, так как подойдет обычная отвертка с широким жалом. Недостаток специального приспособления для разводки зубьев ножовки в том, что цена такого прибора в виде клещей достаточно высокая.

Вместо специальных клещей, можно использовать разводные пластины. В конструкции этого инструмента имеется ручная настройка и упор. Процесс разгибания начинается с того, что полотно нужно зафиксировать в губках тисков, а затем приступать к делу. Сначала нужно пройти по одной стороне, а затем повторить процедуру с другой. Причем изгибать зубья нужно не за сам резец (основание или острая часть), а с середины.
Это интересно!Как только зубья будут разогнуты на одинаковом расстоянии, потребуется еще провести процедуру выравнивания высоты режущих частей. Чтобы выявить, какие зубцы имеют большую высоту по отношению к другим, следует прижать полотно режущей частью к листу бумаги. На листке бумаге отобразится отпечаток, по которому не трудно выявить, какие зубцы нуждаются в укорачивании. Для их укорачивания можно воспользоваться плоским напильником.

Особенности использования острой и тупой пилы
Ручная ножовка для распиливания дерева так же, как и другой любой инструмент имеет определенные характеристики. Одним из таких важных параметров для пилы является острота ее зубьев. Если они будут тупыми, тогда дерево невозможно или трудно пилить.
Необходимость в заточке возникает тогда, когда во время распиливания древесины пильщик прикладывает много усилий. Тупой пилой процесс осуществляется примерно в два или даже три раза дольше. Нельзя работать ножовкой, зубья которой сильно притупились, по нескольким причинам:
- Существенное уменьшение производительности. Ведь человек тратит много сил, а также времени.
- Значительное снижение точности распила. Тупая ножовка не позволит ровно разрезать деревянную заготовку. Ведь полотно с затупленными зубьями будет постоянно уходить в сторону от запланированного направления реза.
- Уменьшение уровня безопасности. Ведь пила с не острыми зубьями будет застревать в древесине и при ее резком выдергивании человек может пораниться.
При резком выдергивании застрявшей ножовки можно легко пораниться Источник timoelliott.com Хорошо заточенная ручная ножовка распиливает дерево быстро. Она моментально вгрызается в материал уже при первом движении. При этом пильщику даже не придется прижимать инструмент к пиломатериалу.
О необходимости заточки пилы также свидетельствует появление звенящего и приглушенного звука во время распиливания дерева. Точить инструмент также придется, если у зубьев изменилась форма. Ведь они должны быть в виде треугольников с острыми кромками. Когда концы зубьев закругляются, тогда пилить становится практически невозможно.
Острые и треугольные зубья ножовки Источник onlinetrade.ru
Причины затупления зубьев цепи инструмента
Существует множество причин, почему происходит притупление режущих элементов бензиновых и электрических пил. Главная из них заключается в естественном процессе. Пиление древесины, которая имеет более мягкую структуру, чем металл, все равно приводит к постепенному притуплению режущих кромок зубьев. Избежать этого попросту невозможно, но скорость снижения уровня заточки можно снизить, если использовать качественные цепи, выпущенные добросовестными производителями.
К другим причинам ускоренного притупления бензопильных цепей принадлежат следующие факторы:
неправильно выставленное натяжение цепи;
использование низкокачественного масла, которое не попадает в соединения между звеньями, и тем самым не осуществляет качественную смазку
Особенно категорически противопоказано использовать отработку в качестве смазки;
важно учитывать тип распиливаемой древесины, иначе цепь может очень быстро затупиться. Специально для работы с древесиной высокой твердости следует использовать цепи с победитовыми напайками на зубьях;
попадание под режущие части посторонних материалов, например, металл, камень, пластик, песок, стекло, земля
Незначительное попадание земли или песка на цепь инструмента ускоряет притупление кромок в 10 раз;
длительная эксплуатация инструмента без перерыва. В ходе пиления режущие части подвергаются такому негативному влиянию, как нагрев. Чем выше температура металла, тем быстрее происходит притупление зубьев, поэтому специалисты рекомендуют делать перерывы в работе инструментом (примерно через каждые 2 часа перерыв на 10-20 минут);
неправильный выбор цепи под технические параметры инструмента
Этому моменту также следует уделить особое внимание, иначе это приведет не только к быстрому притуплению звеньев инструмента, но и снижению ресурса двигателя.
Еще один немаловажный момент, которому неопытные пильщики не уделяют должного внимания: заточку цепи бензопилы следует выполнять только и исключительно после ее остывания.
Это интересно! Совет для начинающих пильщиков: перед тем, как работать бензопилой, рекомендуется дополнительно смазать цепь моторным маслом. Вы наверняка замечали, что новые изделия имеют некую смазку. В процессе смазка цепи осуществляется через специальный канал маслонасоса, но не будет лишним, если перед работой, вы дополнительно нанесете смазывающее вещество прямо из бутылки или со шприца.