Полимерная арматура – технология изготовления
На специальных технологических линиях, предназначенных для изготовления композитных прутков, изготавливается стеклоарматура для различных целей. Технология производства полностью автоматизирована. Предусматривает следующие этапы изготовления:
- Загрузку полимерной массы в подающий модуль.
- Подачу и выравнивание силы натяжения волокон в общем потоке.
- Температурную обработку, удаляющую маслянистые включения, пыль, влагу.
- Погружение волокнистых нитей в емкость с разогретыми связующими компонентами.
- Протяжку пропитанных волокон через формующую головку с выполнением навивки.
- Полимеризацию в специальной печи при повышенной температуре.
- Охлаждение, нарезку на заготовки необходимой длины и намотку в бухты.
Чем резать стеклопластиковую арматуру
Популярность вопроса о том, как наиболее правильно вязать стеклопластиковую арматуру для укрепления фундамента и других конструкций из бетона, обусловлена тем, что этот материал все активнее начинает использоваться как в капитальном, так и в частном строительстве. Многих из тех, кто собирается применять этот инновационный материал, также интересует вопрос и о том, насколько эффективно его использование для армирования стен строений, возводимых из блочных строительных элементов.
Армирующий каркас плитного фундамента – одна из сфер использования стеклопластиковой арматуры
История появления стеклопластиковой арматуры в строительстве
Стеклопластиковая арматура на самом деле не является новинкой на строительном рынке, она была разработана и начала производиться еще в 60-е годы прошлого столетия. Однако ее высокая стоимость на момент начала производства способствовала тому, что ее использовали для армирования только тех конструкций, в которых стальные укрепляющие элементы подвергались активной коррозии: бетонных конструкций, эксплуатирующихся в суровых климатических условиях, опор мостов и др.
Стеклопластиковая арматура будет лучшим решением при строительстве бетонных сооружений, контактирующих с морской водой
Активное развитие химической промышленности привело к тому, что со временем себестоимость производства стеклопластиковой арматуры значительно снизилась, что и позволило начать применять ее более активно. Широкому использованию данного материала способствовал и тот факт, что в 2012 году был утвержден государственный стандарт (31938-2012), согласно которому определяются требования не только к производству, но также к методам испытаний стеклопластиковой арматуры.
Согласно требованиям вышеуказанного нормативного документа, арматура из стеклопластиковых материалов может выпускаться в интервале диаметров от 4 до 32 мм. Но наибольшее применение, особенно в малоэтажном строительстве, приобрели изделия, диаметр которых составляет 6, 8 и 10 мм. В отличие от аналогичных изделий из стали, стеклопластиковая арматура отпускается заказчику не в виде отдельных прутков, а намотанной в бухты.
Арматура СП: удобная, лёгкая, устойчивая и упругая
В нормативном документе кроме технических характеристик стеклопластиковой арматуры оговорены требования к состоянию ее внешней поверхности. Согласно этим требованиям, на поверхности таких изделий не допускается наличие сколов, расслаиваний, вмятин и других дефектов.
Характеристики материала
Арматура, изготавливаемая из композитных материалов, в зависимости от используемого для ее изготовления непрерывного армирующего наполнителя, подразделяется на несколько категорий:
- стеклокомпозитная, которая обозначается аббревиатурой АСК;
- углекомпозитная, обозначаемая АУК;
- комбинированная или АКК;
- и ряд других категорий.
Физико-механические параметры полимерной арматуры различных видов
Выбирая композитную арматуру для укрепления фундамента или стен возводимых строительных конструкций, следует учитывать ее основные характеристики:
- предельная температура, при которой эта арматура может эффективно эксплуатироваться;
- предел прочности изделия, измеряемый при растяжении; данный параметр рассчитывается как отношение прилагаемой силы к площади поперечного сечения арматурного прутка, для изделий категории АСК он должен быть не меньше 800 МПа, а для арматуры АУК — не менее 1400 МПа;
- модуль упругости при растяжении; у углекомпозитной арматуры данный показатель превышает аналогичную характеристику стеклопластиковых изделий более чем в 2,5 раза;
- предел прочности изделия, измеряемый при его сжатии; для всех типов композитной арматуры данный показатель должен составлять не менее 300 МПа;
- предел прочности арматуры, измеряемый при поперечном срезе; для различных типов композитной арматуры данный показатель должен составлять: для арматуры АСК — 150 МПа и более; для АУК — более 350 МПа.
СВЯЗУЮЩЕЕ ВЕЩЕСТВО
Связующим веществом могут служить различные синтетические смолы горячего и холодного отвердевания, а также цемент. Смолы горячего отвердевания, кроме высокой температуры, требуют еще и большого давления на каждый квадратный сантиметр, а значит, и фасонный пуансон для прижатия пласта к внутренним стенкам матрицы (при помощи больших гидравлических прессов). Для технического моделирования в условиях школьных кружков, клубов, станций, общественных КБ пригодны синтетические смолы, которые хорошо затвердевают в условиях комнатной температуры (от 15— 18°С и выше) и не требуют больших давлений. К таким смолам относятся эпоксидные смолы ЭД-5, ЭД-6, мочевино-формальдегидные типа МФ-9 и полиэфирные типа ПН-3 и ПН-6. Учитывая некоторые химико-технические данные: вредность, прочность, вязкость, лучше пользоваться смолой типа ПН-3, которая более других отвечает всем основным требованиям технического моделирования.
Полиэфирная смола ПН-3 представляет из себя прозрачную жидкость янтарного цвета. По цвету и густоте она очень похожа на свежий мед. Смолу следует хранить в чистой оцинкованной или эмалированной посуде в темном и холодном месте При попадании ультрафиолетовых лучей и в тепле срок службы смолы резко сокращается. Для быстрого отвердевания в смолу последовательно вводятся два компонента: 8% нафтеиата кобальта, который является ускорителем полимеризации. После тщательного и непрерывного перемешивания в течение 10 мин. можно вводить 3% «инициатора», которым является гидроперекись изопропилбензола (гипериз). Вторичное перемешивание производить 8 мин. Вводить гипериз не ранее 10 мин. после начала перемешивания. Совместно хранить и перевозить все эти компоненты не следует. Поскольку гипериз несколько вреден, то рекомендуется пользоваться перекисью циклогексанона, которую вводят 0,75—1%, а нафтенат кобальта — 2-3%.
Готовая смола теряет текучесть через 40—50 мин., а через 3—4 часа отвердевает до отлипания. Заготовлять смолу следует на 20—30 мин. работы, так как после этого срока смола начинает желатинизироваться и плохо пропитывает стеклоткань.
Если предстоит покрывать смолой вертикальные поверхности, то для уменьшения текучести смолы с изделия надо в раствор ввести 10% двуокиси кремния (белая сажа) или древесной муки.
Для удаления образовавшихся на изделии раковин от пузырей (которых не следует допускать при формовании) необходимо изготовить специальную шпаклевку. Она состоит из смолы и цемента. Следует учесть, что раствор смолы, смешанный с цементом, отвердевает через несколько минут.
Все работы со смолами полагается вести в резиновых перчатках (толстых черных) и с марлевой повязкой, закрывающей рот и нос.
Окраску изделий из стеклопластика на основе полиэфирных смол лучше производить пентофталевыми или глифталевыми красителями, растворяемыми скипидаром.
Роль стеклоткани
Когда готовая стеклоткань будет помещаться на болванку, то нужно позаботиться о максимальном ее прилегании, исключив разнообразные складки. Но если вы что-то там недоглядели и они все же образовались, то мы аккуратно удаляем их кончиком ножа.
Примерно так же удаляются воздушные пузыри. Также стоит отметить, что зачастую одного слоя ткани не хватает, минимальное количество — три-четыре. Каждый слой мы укладываем по очереди, но без длительных задержек. В противном случае предыдущий слой может высохнуть.
Убираем болванку
Когда затвердеет смола (это примерно 3-4 суток), мы удаляем болванку. К слову, это крайне ответственный процесс и повреждение «скорлупы» в нем — нередкое явление. Если это произошло, не отчаивайтесь, ведь поврежденную поверхность можно подклеить посредством той же смолы.
В итоге хотелось бы добавить, что практически каждое изготовление детали тюнинга осуществляется по данной схеме. Но если будет несколько экземпляров, то процедура значительно усложнятся. «Скорлупу» при этом необходимо укрепить дополнительными слоями. Подобные матрицы можно неоднократно использовать, но все детали, вышедшие из нее, потребуют хорошей чистки.
А если необходимо сделать более прочный стеклопластик своими руками, то изделие на этапе затвердения помещают в вакуум (то есть, в полиэтиленовый мешочек с откачанным воздухом). Тогда все слои ткани уплотнятся и, соответственно, существенно уплотнится вся поверхность готового материала.
Видео урок — матрица из стеклопластика своими руками










 Стеклопластик – один из самых распространенных композитных материалов, предназначенных для производства простых деталей, используемых для бытовых нужд, и элементов сложных машин и механизмов. В частности, прочный и легкий материал служит для изготовления корпусов яхт, обвеса автомобилей и мотоциклов, обшивки летательных аппаратов.
Стеклопластик – один из самых распространенных композитных материалов, предназначенных для производства простых деталей, используемых для бытовых нужд, и элементов сложных машин и механизмов. В частности, прочный и легкий материал служит для изготовления корпусов яхт, обвеса автомобилей и мотоциклов, обшивки летательных аппаратов.
Стеклопластик состоит из армирующего элемента, стеклоткани, и заполнителя, полимерной смолы. Стеклоткань является совокупностью упорядоченных особым образом волокон, пропитанных эпоксидной смолой. В зависимости от толщины материал может иметь вес квадратного метра от 300 до 900 грамм.

Способы резки оргстекла
Оргстекло является одним из первых композитных материалов, оно хорошо сочетает в себе свойства пластического материала и стекла. Благодаря особым физико-механическим особенностям этого полимерного материала, среди которых можно выделить прочность и гибкость, получилось создать продукт, поддающийся разнообразным методам обработки.
Оргстекло, которое называют также акрилом или плексигласом, можно резать, пилить, вырезать, точить и совершать другие виды воздействия. Разные названия в большинстве случаев связаны с производителями и торговыми марками. Оно не только хорошо заменяет стекло, но и превосходит его по ряду показателей:
- имеет высокую механическую прочность по сравнению со стеклом;
- выдерживает большие нагрузки, что позволяет создавать из него большие емкости;
- благодаря простоте обработки используется для создания изящных элементов интерьера или других небольших вещей сложной формы.
Некоторые особенности использования промышленного оборудования
Прежде чем разрезать оргстекло циркулярной пилой или использовать фрезерный станок, следует принять некоторые меры предосторожности. Материал быстро нагревается и начинает не только плавиться, но и дымить
Требуется постоянно проводить охлаждение
Для этого используют сильный поток воздуха или обыкновенную воду. Достаточно одного литра воды, чтобы спокойно работать в течение часа
Требуется постоянно проводить охлаждение. Для этого используют сильный поток воздуха или обыкновенную воду. Достаточно одного литра воды, чтобы спокойно работать в течение часа.
Емкость устанавливается с одной из сторон, а вода поступает по пластиковому шлангу диаметром около 2,5 миллиметров. Это позволяет сделать прямой и ровный срез без оплавленных краев.
Резка оргстекла в домашних условиях с помощью фрезерного станка или лазерной установкой в большинстве случаев невозможна, так как это сложное техническое оборудование стоит немалых денег и занимает большое пространство. В тоже время цеха с такими станками появляются во многих городах все в больших количествах, что позволяет воспользоваться услугами профессионалов.
Способы резки своими руками
Но чем разрезать оргстекло в домашних условиях, какой инструмент будет предпочтительней? Во многом это зависит от выбранного вида и толщины материала.
Некоторые умельцы предпочитают использовать резак или нож-резак, который продается в строительных магазинах. Понадобится ровная поверхность и металлическая линейка. После замера надо несколько раз сильно провести по кромке резаком.
Линейка выступит в качестве ограничителя. Если лист был прорезан больше чем на половину, то остается только отломить материал по линии разреза. После этого необходимо приступить к зачистке краев и использовать столярный фуганок.
Если его под рукой нет, то вполне подойдет надфиль или наждачная бумага.
Неплохо зарекомендовала себя нихромовая нить, которая способна сделать не просто отрез, а создать определенную выемку или сложную фигурную форму. Для ее работы обычно используется самый простой трансформатор на 24 Вольта. При разогреве нити оргстекло начинает плавиться, и даже сложный узор получится сделать за считанные минуты.
Нельзя забывать о самом простом и доступном методе. Резка стекла своими руками в домашних или гаражных условиях обычно предполагает использование такого инструмента как ножовка по металлу. Конечно, срез будет несколько шероховат, но это несложно исправить при помощи надфиля, напильника или мелкой наждачной бумаги.
Шпицевая отвертка тоже способна помочь в тупиковой ситуации. Ее лезвие достаточно прогреть паяльником мощностью больше 25 Вт, а затем прижать торцевую часть к оргстеклу и провести прямую линию. Органическое стекло начинает плавиться и появляется канавка. Операция не займет много времени, а стальная линейка послужит направляющей.
В качестве итогов
Работа с оргстеклом в домашних условиях в большинстве случаев не представляет особой сложности и требует использования самого простого набора инструментов. Несмотря на простоту, при выборе определенного способа резки его стоит сначала опробовать на небольшой части материала, а после своеобразной «тренировки» приступать к чистовой работе.
Использование дисковой пилы, фрезерного или лазерного станка, лучше доверить специалистам, тем более что количество мастерских, которые предлагают эти услуги, постоянно растет. Зачастую там же можно подобрать нужный вид оргстекла.
Извлечение из формы и окончательная обработка
Извлечение изделия из матрицы необходимо производить после набора материалом прочности во избежание его деформации и расслоения. В обычных условиях время высыхания стеклопластика составляет от 12 до 24 часов. Сократить это время можно путем прогрева матрицы инфракрасным излучателем, или поместив ее в сушильную камеру.
Окончательная обработка включает в себя обрезку и шлифовку краев изделия.
В случае необходимости, изделие может быть окрашено в нужный цвет краской на полиуретановой основе. Готовые материалы могут быть склеены друг с другом при помощи полимерных клеевых составов.
Чем можно разрезать композитную арматуру
Одним из основных достоинств композитной арматуры считается простота ее нарезки. Резка стеклопластиковой арматуры осуществляется непосредственно на месте производства работ, что значительно сокращает сроки строительства. Чтобы нарезать пруты по размеру, используют следующие инструменты:
- топор;
- болторез;
- ножовку по металлу;
- углошлифовальную машинку.
Рассмотрим преимущества и недостатки каждого инструмента.
Углошлифовальная машинка
Когда возникает вопрос, чем резать стеклопластиковую арматуру для фундамента (подробнее про сам материал мы уже писали здесь), строители в первую очередь вспоминают о болгарке. Этот инструмент позволяет качественно, быстро и с минимальным усилием нарезать большое количество материала.
К плюсам использования углошлифовальной машинки относят:
- высокую скорость работы;
- с помощью болгарки можно нарезать сразу пучок прутков;
- механизированная резка не требует большой мышечной силы;
- возможность применения дисков с любой режущей кромкой (для металла или камня).
Перед тем, как резать стеклопластиковую арматуру болгаркой, нужно учесть и минусы работы этим инструментом:
- порезать стеклопластик болгаркой без пыли не получится. Высокая скорость вращения диска приводит к распылению в воздухе мелких частиц стеклопластика. Нагнетатель воздуха для охлаждения двигателя инструмента способствует еще большему распространению композитной пыли. Поэтому при работе с углошлифовальной машинкой нужно использовать средства защиты глаз и органов дыхания, особенно, если предстоит пилить арматуру в помещении;
- для работы болгаркой необходимо иметь точку подключения к электричеству.
В общем, минусы довольно тривиальные.

Ножовка по металлу
Если предстоит выполнить всего несколько разрезов, можно использовать обычную ножовку по металлу.
Применение ручного инструмента дает следующие плюсы:
- ножовка по металлу найдется у каждого хозяина. Это самый простой и дешевый способ нарезать небольшое количество прутков для связки арматурного каркаса;
- отсутствие распыления мелких частиц, как в случае с УШМ.
Отрицательные моменты применения ножовки по металлу для резки композитной арматуры:
- низкая скорость работы;
- высокая нагрузка на работника, если необходимо выполнить большой объем работы;
- возможность использования только в индивидуальном строительстве при малых объемах работ.










Болторез
Перед тем, как резать композитную арматуру с помощью болтореза, также следует изучить плюсы и минусы работы с этим инструментом. Нужно понимать, что болторез выполняет не резку композитного прутка, а скорее его перекусывание, что сказывается на технических характеристиках материала.
Преимущества использования болтореза:
- не требуется подключение к электросети;
- при работе болторезом не образуется большого количества мелких частиц, поэтому готовить прутки по размеру можно внутри помещения;
- с болторезом в руках можно перемещаться и работать в любом месте (нет проводов).
Недостатки применения болтореза:
- с помощью болтореза нельзя разрезать одновременно более 3 прутков;
- при работе с этим инструментом необходимо задействовать значительные мышечные усилия;
- болторез редко находится в списке домашних инструментов. Для работы его придется брать в аренду или покупать, что экономически нецелесообразно;
- применение болтореза вызывает деформацию материала в месте разреза (на конце прута появляются крошки материала и продольные трещинки). Такая деформация снижает несущую способность арматуры, и сокращает срок ее службы.
https://youtube.com/watch?v=mrT3RKjLiAY
Топор
При ограниченности в средствах, для подготовки арматуры может использоваться и топор. Он, как и болторез, перерубает пруток, что сказывается на состоянии арматуры в месте переруба.
Положительные моменты:
- топор есть у любого хозяина. Не требуется отдельно приобретать инструмент;
- скорость. При подготовке основания для рубки арматуры, выполнить работы можно довольно быстро.
Отрицательные моменты:
- неточность разреза. Не каждый мастер может точно и сильно попасть топором в нужное место, чтобы разрубить композитный пруток;
- деформация кончика прута. При эксплуатации в продольные трещины может попасть вода, цемент, щелочь, что приведет к нарушению технических характеристик стеклопластика и ослаблению всей конструкции. При изменениях температуры, расщепленная арматура внутри изделия будет изменяться в объеме, что приведет к разрушению бетона.
МАТРИЦЫ
Прежде всего на макет нужно наложить разделительный слой. Слишком толстый слой класть не следует. После 2—3 часов сушки наносите второй тонкий слой и после полного высыхания ставите на пластилине разделительные гребни (покрытые также разделителем) для изготовления фланцев соединения матриц болтами (рис. 6). Теперь разведите смолу и между двумя гребнями кистью нанесите первый слой. Когда смола начнет желатинизироваться (станет студнеобразной), наложите первый слой подготовленной стеклоткани, хорошо прикатайте валиками.
Разведите новую порцию смолы и кистью хорошо пропитайте первый слой, потом второй, третий… Внимательно следите за пузырьками воздуха, выгоняйте их, как можно крепче прикатывайте и прижимайте слой к слою. На 1 кг стеклоткани у вас должно уходить 1,3 кг смолы.
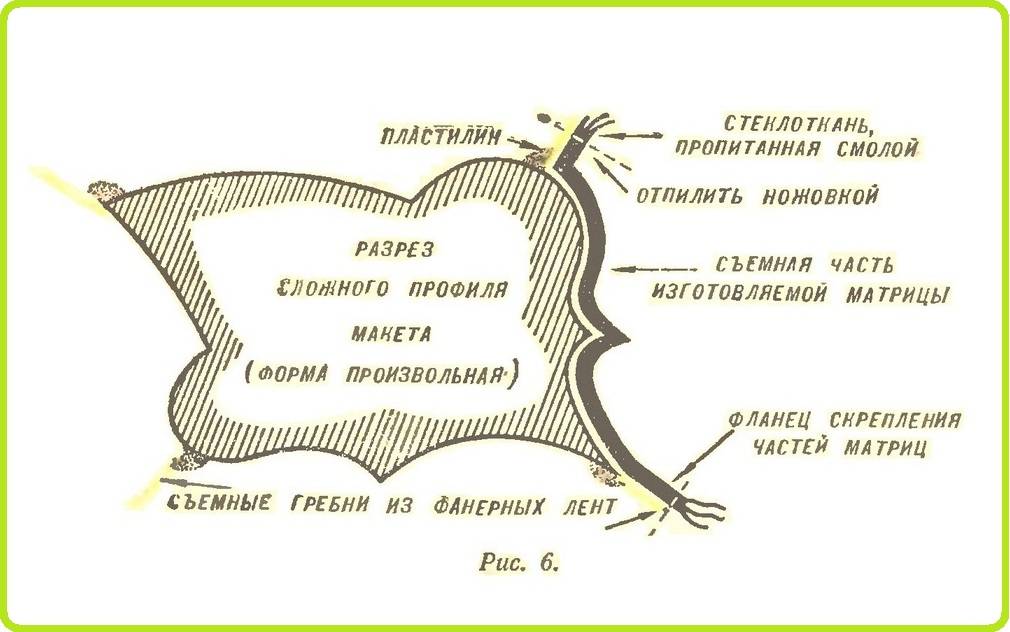
Через сутки или двое (в зависимости от температуры и влажности помещения) ножовочным полотном спиливаются излишки стеклоткани и снимаются два первых гребня, отделяющихся от фланцев. Фланцы покрываются разделительным слоем и между каждым из них и следующим гребнем снова закладываются слои стеклоткани со смолой, то есть эти процессы повторяются до тех пор, пока все изделие не покроется слоями стеклоткани. Теперь, насверлив отверстий под болты,” которые снова соединят матрицу в единое целое, мы приступаем к съему матриц.
Стекломатериалы для машины
Это нужно для того, чтобы стекловолокно не прилипло к макету. Если требуется отделяемая матрица, то можно соорудить невысокие перегородки, которые будут разделять макет на несколько частей. Для получения стеклопластика эпоксидную смолу следует размешать с отвердителем.
Соотношение указывается на инструкции состава.
Если деталь не получается идеально гладкой, ее следует вощить до тех пор, пока не сформируется нужная степень ровности.
Последний этап – нанесение гелькоута.
Ford Escort › Бортжурнал › Капот из стекловолокна -БЕЗ МАТРИЦЫ (колхоз тюнинг)
У меня ушло почти два кило шпатли.— После высыхания шпаклёвки СНИМАЕМ полученное изделие с родного капота и кладём шпатлёванной стороной вниз на полуспущенный надувной матрац.ВНИМАНИЕ ДАЛЕЕ работем с внутренней стороной капота (метод оклейки здесь совершенно противоположный. Если на верхнюю часть мы клали стекломат и пропитывали, то здесь всё наоборот : — сначала мажем поверхность смолой а потом кладём стекломат и пропитываем почти сухой кисточкой
)Продолжим.— Снимаем полиэтилен с внутреннёй стороны капота и шкурим внутреннюю поверхность грубым 60-м зерном.— проклеиваем внутреннюю поверхность по периметру обрезками стекломата шириной 4-5 см в 3-4 слоя (для дополнительной прочности периметра).— Если на капоте есть изогнутые поверхности — то эти изогнутости тоже проклеиваем в 3-4 слоя обрезками(для дополнительной прочности изгибов).
Эпоксидная смола для объемной заливки
Существуют определенные правила, следование которым приведет к положительному результату. Перед тем, как приступить к изготовлению объемных вещей, стоит ознакомиться со следующими рекомендациями:
- Любое готовое объемное изделия не должно иметь пузырьков. Затвердевать материал должен равномерно по всей толщине. Если предположительная толщина готового изделия превышает 2 миллиметра, то смола наносится слоями. При этом последующий слой наносится после того, как закончится первичная полимеризация предшествующего слоя.
- Эпоксидку можно заливать и в изготовленные заранее формы. Чтобы после полного застывания изделие свободно извлекалась и формы, последнюю предварительно смазывают техническим вазелином. Для придания вещи красивого цвета, применяют порошковый краситель.
- После завершения всех работ готовое изделие помещается в такое место, где температура немного превышает комнатную, и оно хранится там около 3-4 часов. Как только закончилось первичное застывание, деталь помещается в жарочный шкаф на 6 часов для ускорения процесса полимеризации. Если оставить изделие в комнате, то ждать его полного высыхания придется целую неделю.
- Окончательный этап – механическая обработка детали, которая включает в себя шлифование и резку.
Укладка стеклоткани и пропитка смолой
После достижения необходимой консистенции покрывного слоя производится укладка раскроя стеклоткани в форму матрицы. Первый слой стеклоткани является наиболее тонким (300 г/м2), что обеспечивает максимально гладкую поверхность изделия.
Стеклоткань должна в точности повторять все изгибы формы матрицы без отслоений и образования воздушных пазух.
После укладки на стеклоткань наносят слой полимерной смолы, и образовавшуюся форму укатывают специальным валиком с целью более качественной пропитки и выдавливания пузырьков воздуха. Следующий слой стеклоткани укладывают, не дожидаясь высыхания смолы. Затем повторяется процесс приготовления и нанесения полимерного состава.
В зависимости от толщины и необходимой прочности изделия формуется различное количество слоев стеклоткани и пропитки. В качестве последнего слоя применяется стекловойлок или тонкая отделочная стеклоткань.

Какая арматура лучше металлическая или стеклопластиковая?
Один из главных аргументов, приводимых в пользу стеклопластиковой при сравнении с металлической арматурой, – более низкая цена. Однако, заглянув в ценники металлобаз, вы увидите, что это не так. Стоимость металла в среднем на 20-25% ниже композита.
Причина путаницы состоит в том, что продавцы пластика берут в расчет так называемый «эквивалент» диаметра. Логика здесь такая: неметаллическая арматура на разрыв прочнее строительной стали. Поэтому полимерный стержень меньшего диаметра выдержит такую же нагрузку, как и более толстая стальная арматура. На основании этого делается вывод: для армирования конструкции пластика нужно меньше, чем металла. Отсюда и появляется более «низкая» цена.
Для аргументированного сравнения композита с металлом необходим нормативный документ. Сегодня такое руководство уже имеется. Это приложение «Л» к приказу Минстроя России № 493/пр от 08.07. 2016 г.
В пункте Л.2.3. малопонятном для рядовых застройщиков, но весьма интересном для профессионалов содержатся два понижающих коэффициента для всех видов композитной арматуры.









Для примера рассмотрим самую распространенную стеклопластиковую (АСК):
- При действии продолжительной нагрузки предел ее прочности на растяжение должен умножаться на 0,3. То есть, вместо 800 МПа мы получаем 240 МПа (800х0,3=240).
- Если конструкция работает на открытом воздухе, то полученный результат нужно умножить еще на 0,7 (240 МПа х 0,7 = 168 МПа).
Таблица с понижающим коэффициентом для композитной арматуры
Таблица с коэффициентами, учитывающими условия эксплуатации
Далее, как требует норматив, полученные 168 МПа нужно разделить на коэффициент надежности (запас прочности), равный 1,5. В итоге мы получим 112 МПа.
Теперь можно корректно сравнивать прочность пластиковой арматуры с металлической. Для примера возьмем строительную сталь марки А500. У нее предельное сопротивление растяжению с учетом запаса прочности составляет 378 МПа. У стеклопластикового композита мы получили всего 112 МПа.
Наше маленькое исследование наглядно иллюстрирует таблица реальной, а не теоретической равнопрочной замены стальной арматуры на композитную. Ей можно пользоваться при выборе и покупке.
Просмотрев данную таблицу, нетрудно заметить, что пластика для равноценной замены металла требуется не меньше, а больше металла. Только самый дорогой углеродоволоконный материал (АУК) превосходит сталь равного с ним диаметра.
Это интересно: Описание создания крючка для вязки арматуры своими руками: познаем суть