Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
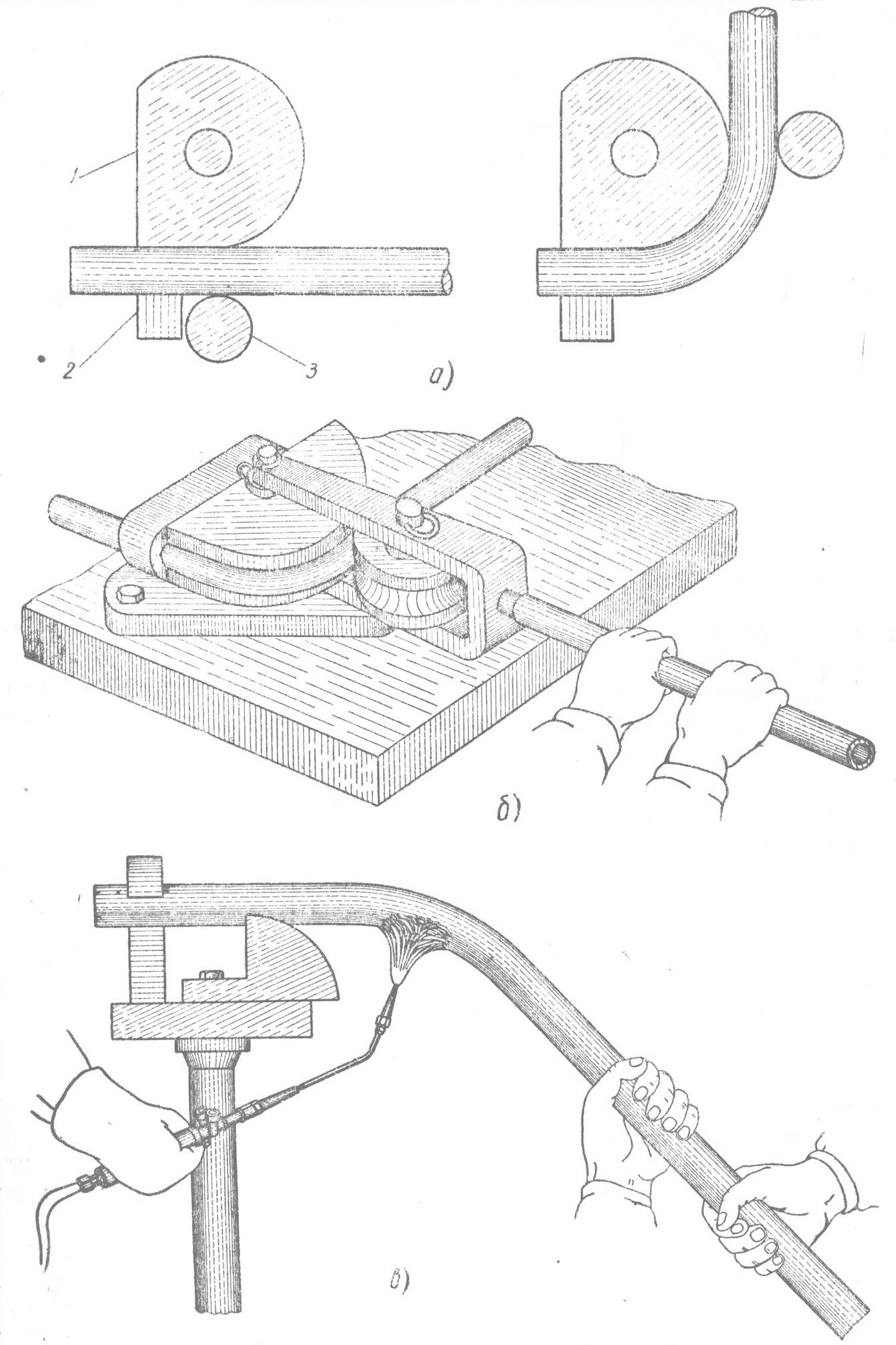
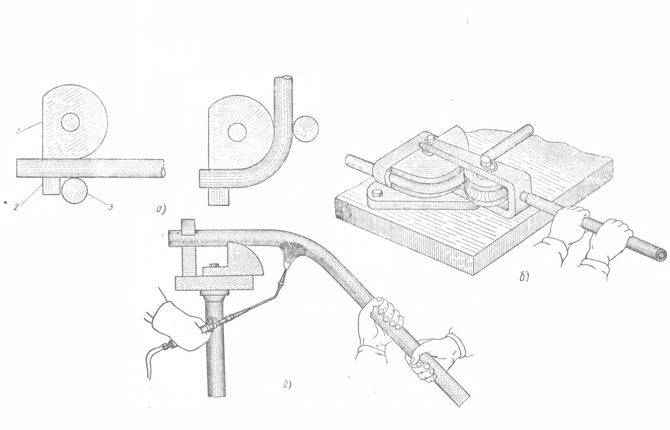
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Методы
 Методы гнутья
Методы гнутья
Сгибаниетруб осуществляется различными способами. Некоторые мужчины, сильные в руках, даже делают это с трубами небольшого диаметра вручную. Однако такая методика ненадежна – велик риск поломки трубы. Ввиду этого лучше использовать подручные материалы или специальное оборудование для этих целей, что, среди прочего, облегчит гнутье в разы.
Плоскопараллельная пластина

Если вам очень нужно согнуть трубу, а покупка специального оборудования в этой ситуации нерентабельна, то для этого можно использовать изогнутую пластину с пазом. С ее помощью можно согнуть металлические/металлопластиковые трубы, диаметром до 45 мм.
Для того чтобы согнуть трубу, ее следует вставить в специальный хомут на пластине, затем зажать и согнуть по пазу. Эта методика довольно-таки примитивна, но как показывает практика – достаточно эффективна.
 Сгибание тонкостенной стальной трубы
Сгибание тонкостенной стальной трубы
На схеме вверху показана простая плоскопараллельная пластина, где под номером 1 обозначена плита, под номером 2 – пластина, соответственно 3 – хомут, а 4 – труба, которую предстоит согнуть. Такое устройство вполне можно смастерить самому.
Стальная пружина

Трубы из мягких цветных металлов тонкостенные, поэтому это довольно податливый материал. Это и объясняет тот факт, что сгибание труб из него, зачастую приводит к их повреждению. Во избежание этой неприятности при сгибании трубы из цветных металлов используется стальная пружина, имеющая среднюю жесткость.
Диаметр таковой пружины должен быть немного меньше внутреннего диметра трубы. Это обусловлено тем, что ее нужно будет ввести в трубу до места сгиба. После этого трубу можно будет согнуть, например, на колене или предварительно закрепив ее в тиски. Стальная пружина удерживает стенки трубы из цветного металла, не давая им сплющиваться.
 Народный метод
Народный метод
Один из народных способов заключается в изготовлении гибочного приспособления. Для этого на длинную трубу меньшего диаметра нужно приварить небольшой кусок трубы большего диаметра. Таким образом, в приспособление одевается труба, подлежащая сгибанию и проводится ее формирование под нужным углом.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.

При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения
Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки

Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.









Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.

С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.

Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.

С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.

Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.








Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Приспособления для сгибания
Как согнуть профильную трубу при помощи трубогиба, вы можете узнать из предложенного видео:
В этом случае очень важно использовать ролики и башмаки для труб профильного, а не круглого сечения. В противном случае вы рискуете деформировать изделие или получите много трещин
Если у вас нет трубогиба, то согнуть профильную трубу можно при помощи гибочного станка, изготовленного своими руками. Конструкция приспособления зависит от размеров сечения трубы:
- Если диаметр изделия не более 20 мм, то можно изготовить устройство из металлических штырей, которые закреплены на бетонной или стальной плите. Если трубчатый элемент уложить между штырями, то его можно легко согнуть до нужных размеров. Чтобы можно было регулировать величину изгиба, в плите делается много отверстий, в которые можно переставлять штыри. Таким образом, вы сможете в домашних условиях получить нужную конфигурацию и радиус изгиба заготовки. Однако у этого приспособления есть два недостатка:
- порой очень сложно добиться идеального изгиба в одной плоскости;
- это устройство не подходит для сгибания коротких труб своими руками, поскольку вам просто не хватит физических сил.
- Чтобы аккуратно изогнуть элемент в домашних условиях, лучше изготовить своими руками станок в виде вертикально установленной плоскопараллельной пластины, состоящей из двух частей. Эта пластина должна иметь такую же кривизну, как желаемый радиус изгиба.
- Для сгибания своими руками труб диаметром больше 20 мм изготавливается более сложный станок. Для этого вам понадобится пара роликов с пазом, размер которого совпадает с габаритами сечения прокатной заготовки. Ролики фиксируются на прочном основании. Диаметр ролика должен совпадать с желаемым радиусом изгиба. Для гнутья в домашних условиях труба устанавливается между роликами. Один её конец фиксируется. Второй конец прикрепляется к лебёдке. Затем изделие при помощи лебёдки протаскивают через ролики до тех пор, пока не получат нужный радиус изгиба.
Также чтобы правильно согнуть профильную трубу, вы можете изготовить трубогиб своими руками. Процесс изготовления трубогиба в домашних условиях можно разделить на несколько этапов:
- Изготавливаем валы, на которых потом фиксируем подшипники и шестерни. При этом последний элемент крепится через шпонку. Подшипники рекомендуется покупать в комплекте с опорными элементами.
- Основание для станка можно сварить из подходящих стальных деталей. Затем к основанию необходимо прикрутить прижимной вал.
- После этого приваривают пружинные гайки, а также площадку под них.
- В нижней части прикручиваются опорные валы.
- Устанавливается натяжная цепь.
- Завершающим этапом станет изготовление и крепление рукоятки к валу. Для этих целей лучше использовать вращающуюся ручку, поскольку она облегчит процесс сгибания.
Способы сгибания металлической трубы под углом 90°
Металл – материал достаточно прочный, однако при особом воздействии довольно легко поддается изгибанию. На сегодня существует несколько методов сгибания металлической трубы своими руками.
Использование колышков. При выгибании именно таким способом есть большая вероятность повреждения самой трубы или ее поломки. Избежать этого можно путем заполнения пустоты сухим мелким песком, установив после этого с обоих концов заглушки. Теперь можно переходить непосредственно к процессу сгибания. Для этого вкопайте в землю одну или несколько других заготовок и, используя метод рычага, постарайтесь согнуть ее. Если вы не совсем уверенны в своих силах, потренируйтесь на ненужных кусках с похожим стройматериалом. Данный прием можно применять для конструкций диаметром 16-20 мм. При необходимости и для трубоконструкций большего диаметра. Однако это очень сложный процесс. Также стоит учитывать ее материал. Для оцинкованных лучше использовать другие способы согнуть трубу без трубогиба.
- Нагрев металлоконструкции. Данный метод можно применять с целью изменения алюминиевого и стального трубопровода. Для проведения процедуры ее необходимо надежно закрепить в тисках, предварительно заполнив и путем применения газовой горелки нагревать до определенной температуры именно то место, в какое планируется дальнейший изгиб. Нужную температуру нагрева определить достаточно легко: при приближении листка бумаги к месту нагрева, она должна начинать дымиться. В случае нагрева стальной заготовки, дождитесь ярко выраженной красноты материала. В целях безопасности используйте перчатки.
- Использование плоскопараллельной пластины. Технология проведения процедуры требует от вас ее фиксирования в зажиме, после чего проводится искривление, причем делать это нужно вдоль пластины. Данный прием считается наиболее простым и экономным, однако неизменяющаяся кривизна пластины делает выполнение этого метода довольно непопулярным. Для качественного результата рекомендуется использование нескольких пластин с разной кривизной. Главным условием также является применение исключительно стальной трубы, причем длина этой конструкции должна быть достаточно велика.
Употребление металлической пружины. Прием можно использовать для придания нужной форме заготовкам из цветных металлов с хорошей пластичностью. Пружина нужна для предотвращения возможной деформации стройматериала во время процесса сгибания. Для обеспечения хорошего результата рекомендуется учитывать размер пружины, он должен полностью соответствовать внутреннему диаметру металлической конструкции, поскольку ее необходимо вставить в полость. После этого можно производить сгиб, предварительно привязав саму пружину проволокой для облегчения дальнейшего процесса ее извлечения.
- Применение воды в качестве наполнителя для полости. Вместо песка можно с легкостью использовать обыкновенную воду без примесей. Заполнив полость трубы, и закрыв отверстия заглушками, воду заморозьте. После чего требуется нагреть материал. Однако такой метод нельзя ни в коем случае применять для оцинкованных заготовок.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.
Рекомендуем ознакомиться: Спирально-навивные конструкции воздуховодов
Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Вариант второй – использование противодавления
Неудачи при обычной гибке труб часто связаны с наличием неуравновешенного напряженно-деформируемого состояния заготовки, когда внешнее давление от рабочего инструмента не уравновешивается внутренним противодавлением (самого сопротивления металла в данном случае недостаточно, поскольку оно заведомо ниже предела пластичности).
Такое противодавление можно обеспечить нагнетанием внутрь газа, жидкости, либо иной несжимаемой рабочей среды, которая характеризуется высокой сложностью. Газ и жидкость исключаются, ведь в домашних условиях выполнить стабильную герметизацию открытых торцов трубчатой заготовки очень трудно. Зато всегда доступны песок или мелкий шлак – они однородны, нетоксичны и просты в обращении.
Рассмотрим последовательность гибки круглого трубчатого профиля с приложением противодавления:
 Последующая гибка разогретого участка
Последующая гибка разогретого участка
- Предварительно необходимо установить заглушку на один из торцов заготовки, для чего можно воспользоваться обычным болтом (см. рис. 5). Стержень болта должен плотно входить во внутреннее отверстие.
- Готовим заполнитель, он должен быть однородным и мелким, чтобы не создавать внутренних пустот. Для периодического уплотнения песка/шлака в качестве поршня используется любой подходящий по диаметру штырь (см. рис. 6). Вся трубчатая заготовка должна быть полностью заполнена наполнителем (см. рис. 7).
- Заготовка устанавливается в слесарные тиски и изгибается. Поскольку предел прочности песка или шлака всегда ниже, чем аналогичный показатель для материала детали, то разрыва или образования трещин не произойдёт. После гибки необходимо тщательно очистить внутренний просвет трубы от остатков заполнителя.
Сгибаем металлопластиковые трубы
Стоит отметить, что при изгибе металлопластиковых труб по неаккуратности можно повредить изделие. Диаметр трубы уменьшается. Существует самый простой способ сгибания трубы в домашних условиях. Нужно заполнить полость трубы песком до отказа, а потом зафиксировать его высыпание с боков заглушками. Самый лучший вариант использовать небольшой деревянный черенок. Нужно очень аккуратно вставлять его в трубу, чтобы не повредить ее.

Далее вся работа выполняется вручную. Если металл мягкий, то изделие можно согнуть в руках. Но если труба довольно жесткая, то можно вставить ее в закопанную трубу большего диаметра и по средствам рычага постепенно выполнять изгиб. Зимой можно прибегнуть к другому способу. Заливается в трубу вода, и ожидают, пока та замерзнет. Далее можно гнуть изделие. Когда изгиб будет выполнен, то лед размораживается и вода вытекает.
Для того чтобы изгибать металлические трубы, то без газовой горелки или паяльной лампы не обойтись. Перед тем как гнуть трубу, нужно наполнить ее песком. Далее один конец крепится в тисках. Начинаем нагревать изделие. Если труба стальная, то ее красный цвет при нагревании является знаком того, что трубу можно изгибать. Алюминий не покраснеет. Потому проверяем степень нагревания с помощью листа бумаги. Если он начнет дымить, значит греть больше трубу не нужно. Чтобы не обжечься, необходимо работать в перчатках.
Совсем иная ситуация складывается с оцинкованными трубами. Для того чтобы согнуть их, запрещается использовать лампу или другой инструмент для прогревания.
Если труба имеет квадратное сечение, то ее можно сгибать без нагревания. Достаточно заполнить ее песком или заморозить водой. Дополнительно используется резиновая киянка. Труба устанавливается на опору краями, а после киянкой выполняется нужная степень изгиба. В том случае, когда изгибается труба большого диаметра, можно нагреть ее в месте изгиба.
При этом нужно оставить прежнюю форму трубы. Здесь используется прочная пружина. Ее помещают в трубу на место изгиба, предварительно привязав пружину веревкой, чтобы потом можно было легко вытащить с трубы. Теперь можно начинать сгибать изделие.
Металлопластиковые трубы нужно сгибать во многих местах при оборудовании теплого пола. Это необходимо для того, чтобы максимально заполнить трубами пространство на полу. Конечно же, можно сгибать трубы вручную, но не более чем на 15 градусов на каждые два сантиметра. Но для того чтобы достичь большего изгиба, нужно заполнить трубу проволокой, которая не даст изделию сломаться в месте изгиба.
Чаще всего металлопластиковые трубы находятся на виду. Это значит, что их вид должен быть эстетичным. Изгиб получится ровным тогда, когда в трубу засыпать песок, закрыть ее края заглушками. Один конец вставляется в тиски, в месте изгиба выполняется нагревание. После можно плавно гнуть изделие.
Как сделать трубогиб самостоятельно
В некоторых случаях можно обойтись без приобретения ручного профилегиба. Данное устройство можно смастерить самостоятельно. Оно подойдет для обработки трубных изделий малых диаметров, например, для каркаса беседок или теплиц.
бетонного блокастальных штыков
Для трубных конструкций диаметром свыше 2,5 см необходимо создать профилегиб с применением роликов. Их закрепляют на основании бетона. Величина радиуса боковых граней роликов должна быть равна радиусу изгибаемой трубы. Профтруба, размещенная между колесиками, закрепляется на одном конце. Другим концом ее прикрепляют к лебедке, которая приводится в действие и придает трубе необходимый изгиб.









При создании самодельных трубогибов для профильной трубы необходимо учитывать следующие параметры:
- Расстояние от трубы до ведущего колеса профилегиба зависит от размеров трубы: для изделия с радиусом в 2,5 см необходим зазор в 6 мм, для более крупных трубных конструкций эта цифра варьируется от 6 до 12 мм.
- Слишком малое расстояние между колесом и трубой приведет к тому, что нужно будет приложить намного больше физических усилий для сгиба трубной конструкции.
- Слишком большой зазор повлечет за собой неравномерность изгиба и нарушение целостности конструкции.
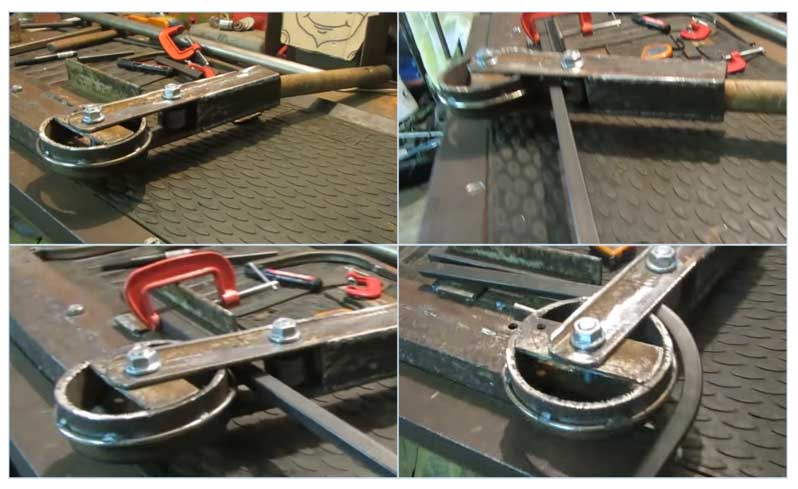
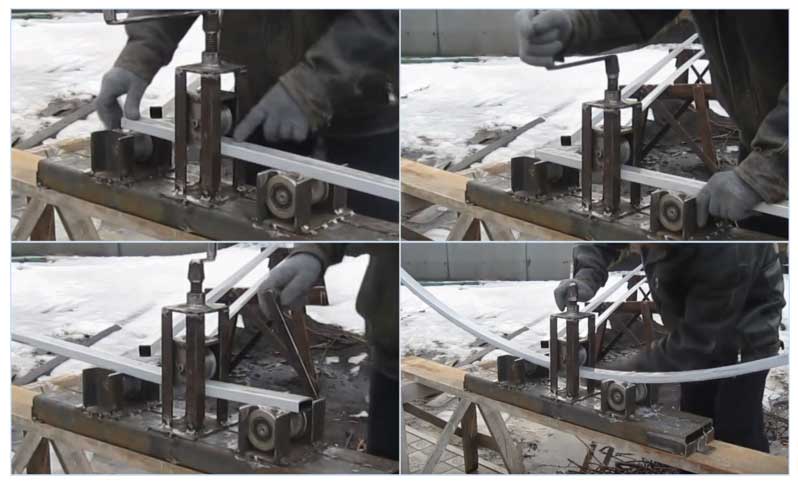
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего. Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно. Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности. Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной. Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты
Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности