Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
Разновидности
На современном рынке можно встретить спиралевидные сверла, плоские и центровые модели:
- спиралевидные элементы, согласно своему названию, отличаются спиральной формой кромок;
- плоские изделия предназначены для проделки глубоких отверстий больших диаметров;
- центровые сверла используются для центрования элементов.
Все представленные разновидности сверл со временем затупляются. Снижение остроты режущего элемента мешает проведению строительных работ. А это значит, что изделие необходимо отреставрировать.
На сегодняшний день разработано 5 видов заточки сверл. Каждый отдельный метод соответствует типу материала режущего элемента и специфике его работы.
- «Н» – эта разновидность заточки является универсальной. Однако используется при реставрации сверл с максимальным диаметром 12 мм.
- «НП» – в данном случае производится заточка коротких поперечин.
- «НПЛ» – разновидность заточки предполагает удлинение поперечной кромки и ширины ленты.
- «ДП» – в профессиональной сфере данная разновидность заточки называется «двойная». Помимо поперечной кромки, происходит формирование еще 4-х кромок в форме ломаных линий.
- «ДПЛ» – описание аналогично 4-му способу заточки, добавляется лишь подтачивание ленты.
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
Способы заточки
В специализированных столярных мастерских используют особые заточные станки для сверл. Это высокоточное оборудование, которое позволяет быстро восстановить первоначальный вид режущей кромки. Для домашнего использования этот вариант не подходит, поскольку стоимость этих станков достаточно высокая.
В домашних условиях для этой цели можно использовать специальную насадку на дрель, болгарку или точильный круг. Каждый способ имеет свои особенности, поэтому их следует рассмотреть детальнее.
На точильном круге
Наждачный станок с точильным кругом считается универсальным устройством, а при наличии навыков процесс заточки займет всего несколько минут (рисунок 2).
Процесс заточки выглядит следующим образом:
Сверло располагают под углом в 60 градусов относительности плоскости точильного круга
При этом важно, чтобы режущая кромка должна занять горизонтальное положение.
Если приходится точить крупное и сильно изношенное сверло, лучше сначала воспользоваться грубым, а потом мягким точилом по металлу. Во всех остальных случаях можно воспользоваться только одним кругом (для мягкой заточки).
Левую руку, удерживающую инструмент, кладут на подручник
Сверло фиксируют большим пальцем, а правой рукой берутся за хвостовик.
После включения наждака сверло слегка подвигают, а режущую кромку плотно прижимают к поверхности точильного круга. Кончик сверла начинают плавно двигать вверх. В дальнейшем выполняют скользящие действия, сохраняя оптимальный градус наклона.
Далее сверло поворачивают на 180 градусов и повторяют процедуру. Крайне важно, чтобы режущая кромка была одинаково заточена с двух сторон.
 Рисунок 2. Самый простой способ заточки — использовать наждачный круг
Рисунок 2. Самый простой способ заточки — использовать наждачный круг
На болгарке
Заточка сверла на болгарке — далеко не лучший способ заточки, ведь использование этого инструмента чревато получением травм.
Чтобы избежать травм, инструмент желательно вставить в тиски или закрепить неподвижно любым другим способом.
Инструкция по заточке сверла на болгарке выглядит достаточно просто. Сверло ставят под нужным углом относительно диска. Сначала стачивают заднюю поверхность одного зуба, а потом второго. Далее корректируют длину режущих кромок и затачивают перемычку. Но на самом деле такая заточка требует навыков и повышенной внимательности при выполнении.
Насадкой на дрель
Также в домашних условиях можно использовать специальную насадку на дрель. Внешне этот приспособление напоминает патрон. Внутри расположен наждачный камень с предустановленным углом в 118 градусов (рисунок 3).
 Рисунок 3. Использование специальной насадки для дрели упрощает заточку сверла
Рисунок 3. Использование специальной насадки для дрели упрощает заточку сверла
В самой насадке расположено несколько отверстий разного диаметра для различных типов сверл. При включении дрели камень начинает вращаться и затачивает инструмент. Как правило, процедура занимает не более 30 секунд.
Как понять, что пора заточить сверло

Не стоит допускать, чтобы сверло затупливалось слишком сильно. Из-за этого инструмент теряет эксплуатационные характеристики, а сама бита гораздо быстрее нагревается (рисунок 1).
В будущем это может привести к поломке инструмента или порче деталей. Кроме того, при сверлении тупым сверлом осколки начинают разлетаться в разные стороны и случайно могут травмировать работника.
Определить износ несущих кромок можно по следующим признакам:
- сверло очень быстро нагревается;
- в процессе сверления появляется характерный неприятный скрипящий звук;
- стандартное время сверления сильно увеличивается;
- на режущих поверхностях появляются острые края и сколы.
 Рисунок 1. Определить тупое сверло можно по внешнему виду или на ощупь
Рисунок 1. Определить тупое сверло можно по внешнему виду или на ощупь
Кроме того, тупую режущую кромку легко определить на ощупь. Такое сверло становится идеально гладким и округлым.
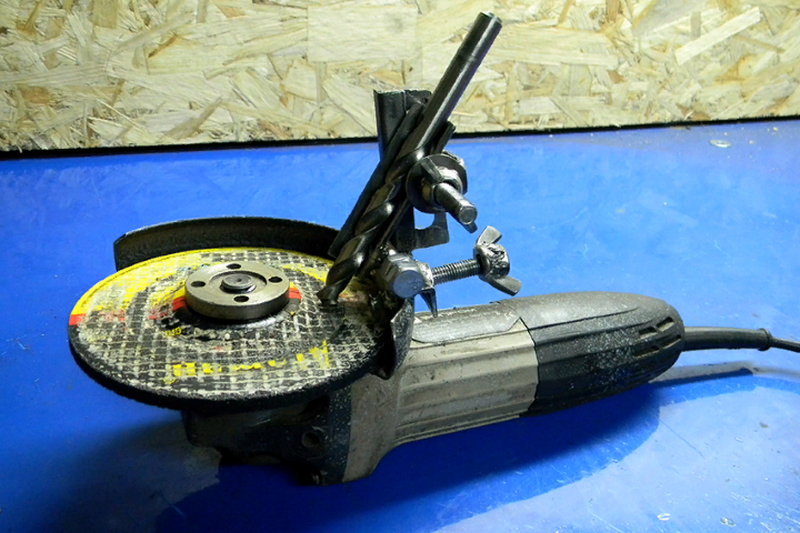
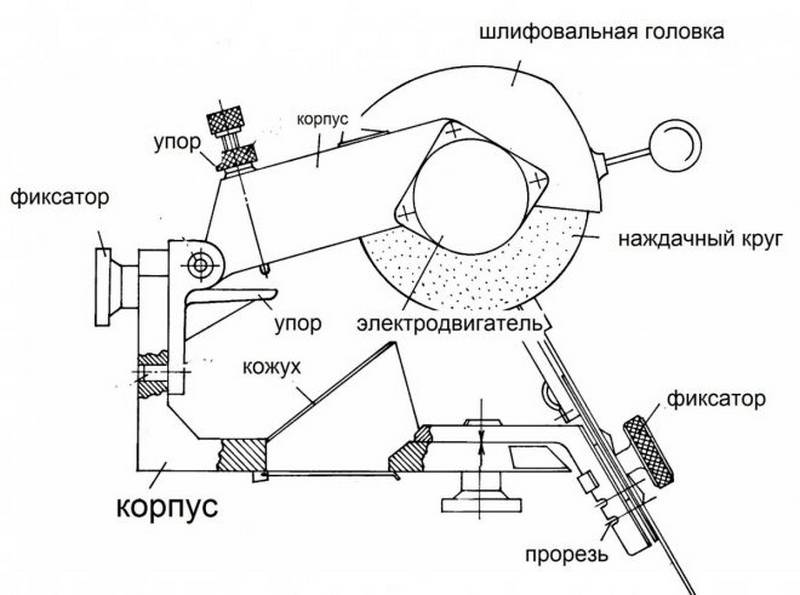
Нет заточного станка – болгарка на все случаи жизни
Если у вас нет заточного станка, но при этом срочно понадобилось заточить сверло, можно воспользоваться болгаркой (УШМ). Но имейте в виду, что шлифмашинка – это один из самых опасных ручных электроинструментов. Нарушение техники безопасности при работе с ним приводит к серьезным увечьям, а иногда и летальному исходу. Поэтому если опыта работы с УШМ у вас нет, лучше не пытаться сэкономить, а купить новую насадку.
Если вы все же приняли решение точить сверла болгаркой, используйте для этих целей исключительно торцевой лепестковый круг. Кроме того, желательно, чтобы сама болгарка была небольшой, т.е. маломощной. Процесс заточки выглядит следующим образом:
- Болгарка кладется на горизонтальную плоскость диском вверх, чтобы диск тоже располагался горизонтально. Инструмент нужно крепко удерживать левой рукой, этой же рукой следует контролировать и кнопку питания.
- Затем сверло надо поднести к диску и заточить, стараясь соблюдать заводские углы. Шлифмашинку при этом следует включать на минимальных оборотах.
Недостаток такого метода заключается в том, что заточка осуществляется «на глаз», поэтому если раньше сверла по металлу вы не затачивали, лучше от такого способа отказаться. Неумелыми действиями можно еще больше испортить инструмент.
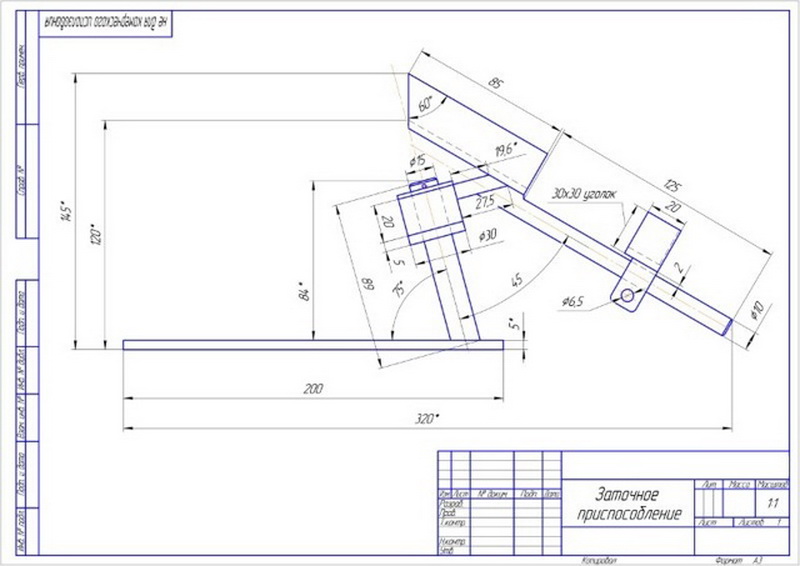
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.









Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.

Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Критерии выбора свёрл
В продаже имеется достаточно много типов режущих оснасток
При выборе следует обратить внимание на цвет металла:
- Чёрный. Изделие с антикоррозионной оксидной плёнкой, которая дополнительно предотвращает перегрев. Устойчивы к износу, подходят для высоких нагрузок.
- Серый. Низкокачественные модели для малых нагрузок.
- Золотистый. Такой цвет обусловлен наличием титана в сплаве, что повышает прочность.
- Тёмно-золотистый. Также сплав с титаном, но без внутреннего напряжения в стержне. Самые высококачественные свёрла для значительных нагрузок.
По типу конструкции выделяют такие виды свёрл:
- Традиционные спиральные. Подходят для большинства бытовых задач.
- Левосторонние. Для высверливания сломанных крепёжных элементов.
- Высокоточные. Для тонких работ, где недопустимо отклонение от проекта.
Заточка напильником или надфилем
Заострить сверло как надо напильником или надфилем невозможно, поэтому от такой затеи лучше сразу отказаться. Для этого есть 2 весомые причины:
Даже самое простое и «мягкое» сверло напильником не взять, так как оно слишком твёрдое. Скорее вы сотрёте напильник, чем заточите инструмент. Не поможет надфиль и для заточки сверл, которые отпустило.
Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно удерживать идеально ровный угол стирания металла. Этому трудно научиться даже при использовании точильного станка, а вручную – практически невозможно.
Схема заточки сверла по металлу на обдирочно-заточном станке (точиле)
Для заточки спиральных сверл по металлу чаще всего используют бытовые обдирочно-заточные станки, которые иначе называют точилом. Для работы потребуется абразивный круг прямого профиля марки 14А (А) или 25А (WA). Они подходят для шлифования изделий и инструментов из углеродистых, легированных, быстрорежущих и нержавеющих сталей.

Станок для заточки сверл по металлу с оснасткой
Рабочая поверхность абразивного круга должна быть ровной, без выбоин и впадин. Если обнаружите на поверхности дефекты, перед работой устраните их правилом. В ходе правки шлифовальный круг должен приобрести необходимую плоскую форму. Для правки шлифовальных кругов используют алмазные и эльборовые карандаши, алмазные правящие гребенки, реже — шарошки и подручные материалы.
На станке должен быть установлен подручник, он необходим для качественной заточки сверла по металлу. Подручник представляет собой металлическую регулируемую платформу, которая устанавливается перед диском и используется как опора и направляющая при работе с наждаком.
Подручник выставляют горизонтально, чтобы его верхняя плоскость находилась на одном уровне с осью вращения абразивного круга. Зазор между кругом и подручником делают минимальным, достаточно 1 мм.
В качестве примера рассмотрим коническую одинарную заточку с подрезанием перемычки, поскольку она относится к наиболее распространенным и используется для восстановления остроты сверл диаметром 3 мм и более.
Важно!
По технике безопасности за обдирочно-заточным станком запрещено работать в перчатках, так как вращающие части создают угрозу наматывания материала и затягивания частей тела.
Ход работы
- Проверьте, что на точиле установлен абразивный круг, а подручник находится на одном уровне с осью вращения абразивного круга, на расстоянии 1 мм от его поверхности.
- Проработайте все действия с выключенным станком. Нарисуйте на подручнике линию под углом 60° к плоскости торца наждачного круга. Это позволит вывести угол при вершине в 120°.

Рисуем на подручнике линию под углом 60°
- Возьмите сверло двумя руками: одной зафиксируйте рабочую часть, второй — хвостовик. Затем положите сверло на подручник таким образом, чтобы боковая грань при взгляде сверху совпадала с линией на подручнике.

Берем сверло в руки и кладем на подручник
- Положите между подручником и сверлом указательный палец, он будет выполнять роль качели при конической заточке. Когда сверло ложится на палец, между ним и наждачным кругом получается угол, равный 7–12°. Это значение необходимо выдерживать на режущей кромке.
- Отработайте движения, которыми будете проводить коническую заточку. Слегка придавите переднюю кромку к наждаку, следя за тем, чтобы кромка находилась в горизонтальной плоскости. Медленно опускайте хвостовик, не ослабляя прижим, пока на плоскости круга не окажется задняя часть задней поверхности. Круг при этом должен повернуться.
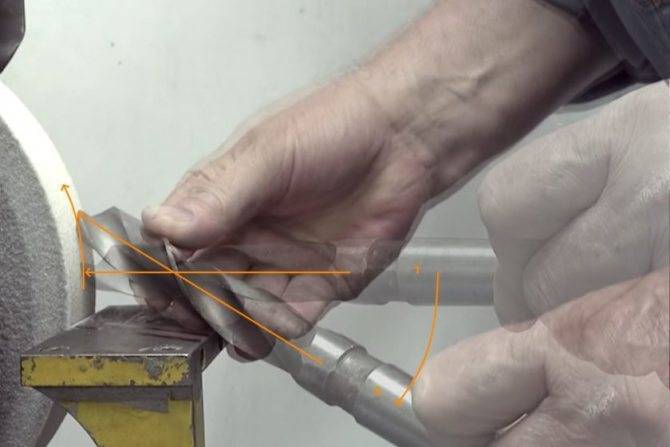
Отрабатываем движения для заточки на выключенном точиле
- Отведите сверло назад от круга, переверните его другой режущей кромкой вперед и снова приложите к кругу в аналогичном положении. Повторите колебательное движение хвостовиком так, чтобы наждак снова повернулся. Отработайте это движение с поворотом наждака несколько раз, чтобы выполнять заточку сверла по металлу автоматически.
- Включите точило и приступайте к заточке. Придерживайтесь той же последовательности:
- выровняйте сверло по отметке на подручнике;
- приложите к точилу переднюю кромку, следя, чтобы она сохраняла горизонтальное положение;
- опустите хвостовик, чтобы полностью обработать заднюю грань;
- отведите и переверните хвостовик на 180° вокруг оси;
- повторите весь процесс.
Особенности заточки рассматриваемого инструмента
Сложность конструкции сверла определяет то, что при заточке может возникнуть просто огромное количество нюансов. К особенностям проводимой работы можно отнести нижеприведенные моменты:
- Необходимость в заточке многие замечают при возникновении проблем на момент проведения работы по сверлению. Стоит учитывать, что проблемы могут возникать не только по причине затупления режущей кромки, но и поломки или износа всего инструмента.
- Первым признаком того, что следует провести заточку сверла является существенное увеличение продолжительности работы. Другими словами, на получение отверстия уходит намного больше времени.
- Тупое сверло намного быстрее греется. Стоит учитывать, что повышенная температура становится причиной деформации металла. Высокая температура приводит к повышению пластичности металла.
- При отсутствии требуемого опыта следует провести тренировку на изношенных сверлах. Это позволит исключить вероятность повреждения режущего инструмента. При неправильном проведении работы в дальнейшем сверло нельзя будет использовать для проведения работы.
Читать также: Шароточка для токарного станка своими руками

Разновидности сверл по дереву.
Важным моментом назовем то, что сверло по дереву изготавливается из менее прочного материала. Сверла, предназначенные для сверления металла, изготавливают из более износоустойчивого материала.










Как правильно точить сверла по металлу на наждаке. Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки ;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности , находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки ;
- две спинки , образующие внешнюю поверхность сверла;
- две ленточки , находящиеся на спинках.

Основные части спирального сверла по металлу
Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
Угол при вершине . Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
Угол между режущей кромкой и осью . Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок
Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
Форма и длина режущих кромок
Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
Задний угол резания . Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
Преимущества использования специальных приспособлений
Огромным преимуществом использования шлифовальных станков, снаряженных особыми устройствами, будет то, что движение обрабатываемого на их инструмента обеспечивается приводом, присоединенным к электродвигателю. Структурная схема такового поводу включая подшипниковый узел и вал. В конце последнего закрепляется сверло, которое нужно заточить.
До процедуры инструмент закрепляют на устройстве под необходимыми углами заточки. После того, как сверло по металлу закреплено на подвижном колонке крепления, он сам встает к вращающемуся шлифовального круга. Таким макаром, все углы, которые нужно сформировать на стороне режущей части, автоматом поддерживаются в процессе заточки. Посреди главных недочетов такового станка для заточки сверла обычно отмечаются его огромные габариты.
Станок для заточки сверла
Если вы ищете ответ на вопрос, как верно заточить сверло для металла, не выполняя сложных манипуляций с инвентарем, который обрабатывается, можно посоветовать более малогабаритные устройства. Одним из таких устройств является упаковочная машина. Он устанавливается на шпинделе обыкновенной электронной дрели, с которой во вращение приводится главный рабочий элемент, шлифовальный круг. Один конец такового устройства обустроен специальной муфтой, соединяющей устройство с вращающимся шпинделем электронной дрели, а 2-ой. Крышкой с отверстиями различного поперечника, в которую вставляются рабочие части заточенных железных сверл.
Сверло для заточки сверл «Спарта»
Обучить кого-либо воспользоваться этим инвентарем до боли просто, что позволяет стремительно затачивать сверло в домашних критериях. В то же время, вы сможете даже не демонстрировать таковой процесс в прямом эфире либо в прямом эфире, все понятно и без демонстрации. Чтоб заточить сверло для металла при помощи такового устройства, довольно воткнуть инструмент в отверстие соответственного поперечника до того времени, пока он не остановится, и включить электронную дрель, которая будет крутить шлифовальный круг. Инструмент, заточенный таким обычным устройством, имеет все нужные геометрические характеристики.
Казалось бы, можно заточить сверло при помощи хоть какого устройства, которое может крутить шлифовальный круг. Меж тем, без использования крепежных инструментов для закрепления инструмента в процессе заточки такую процедуру нереально выполнить отлично. Не считая того, может произойти суровая травма. Вы сможете обратиться к этому самому обычному методу заточки, только если для вас необходимо заточить сверла малого поперечника, которые просто держать в руках во время обработки.
При заточке вручную угол, закрепленный на опоре, поможет поддерживать нужные характеристики
После того, как вы заточили сверло для металла, нужно выполнить такую технологическую операцию, как отладки. Это необходимо для того, чтоб довести качество режущей части отремонтированного инструмента до требуемых значений. Обшивка осуществляется при помощи шлифовальных кругов с маленьким размером зерна. При всем этом все выпуклости устраняются с режущей части сверла, ему предоставляется плавность. Сверла без шероховатости на рабочей части делают меньше трения в процессе бурения, меньше греются, что значит, что они могут продолжаться подольше. Шлифовальные круги из карбида кремния употребляют для выполнения отделочных работ как в производстве, так и в домашних критериях.
Принципиальным условием высококачественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых вооружена припоями из твердого сплава, также могут быть заточены, но следует учесть ряд аспектов. Карбидные вставки очень критичны к перегреву, потому такие сверла для металла можно отменно затачивать только при низких скоростях вращения шлифовального круга. Не считая того, при заточке следует позаботиться о том, чтоб инструмент не перегревался. В неприятном случае твердосплавные вставки будут лопаться либо даже отрываться в месте пайки.
Для обострения твердосплавных вставок можно придерживаться технологии обработки обыденных режущих инструментов. Необходимо также учесть, что алмазные шлифовальные круги используются для обострения сверл с твердосплавными вставками, так как только они могут отлично совладать с обработкой такового твердого материала.
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.

В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.

Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.

Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.









Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.