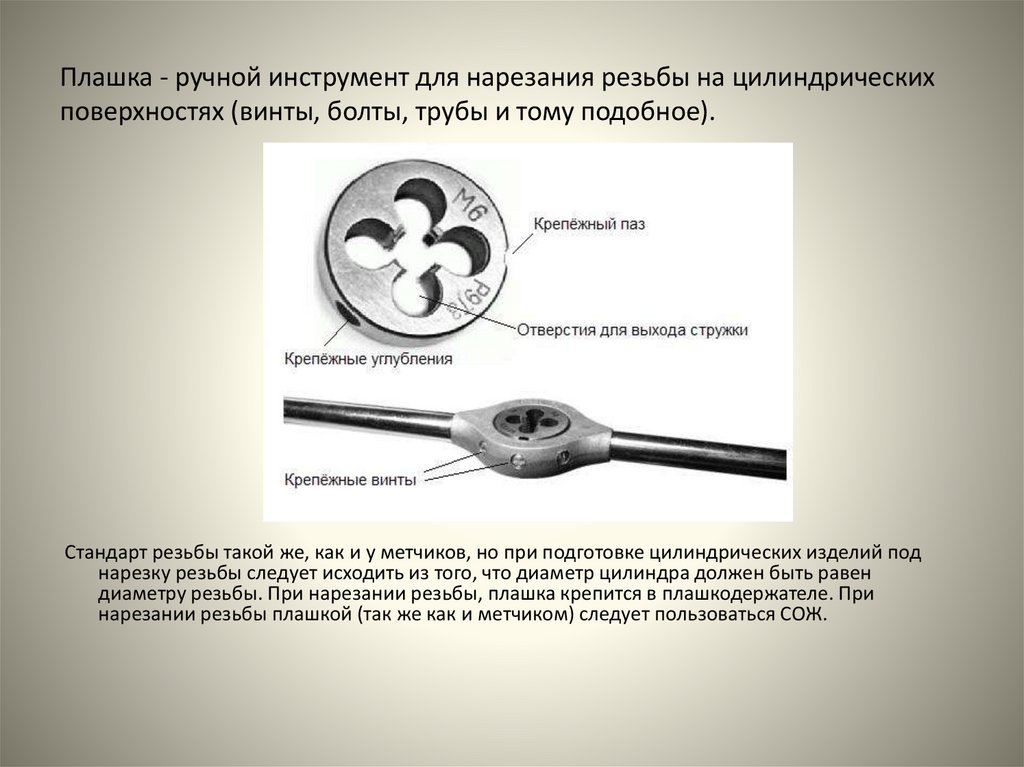
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам
Некоторые специалисты могут определить параметры изделия «на глаз».
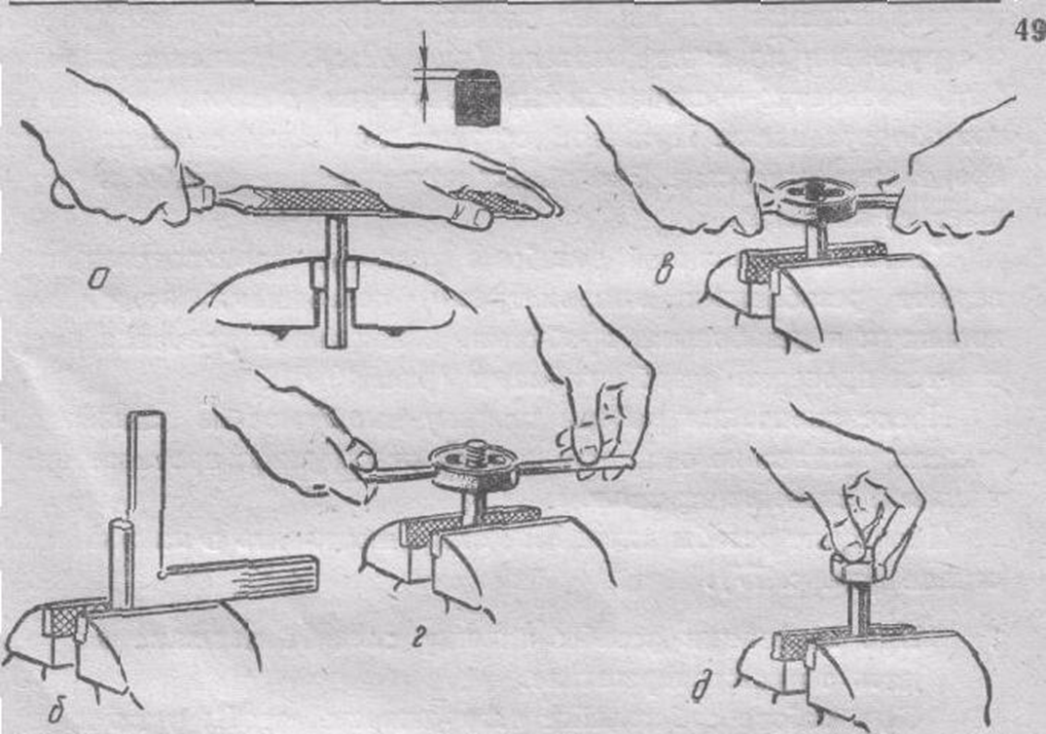
Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.
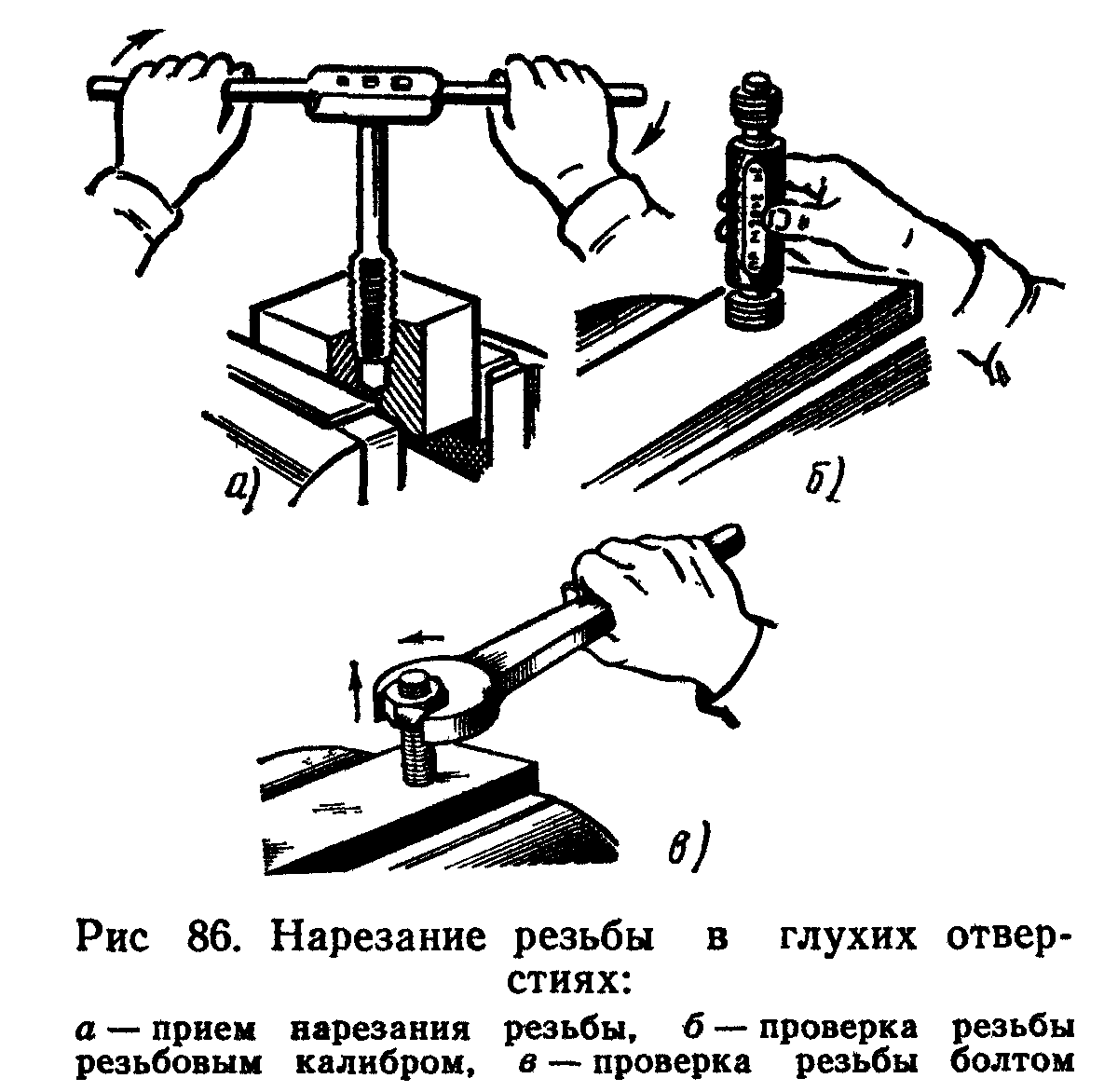
Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Устройства и приспособления
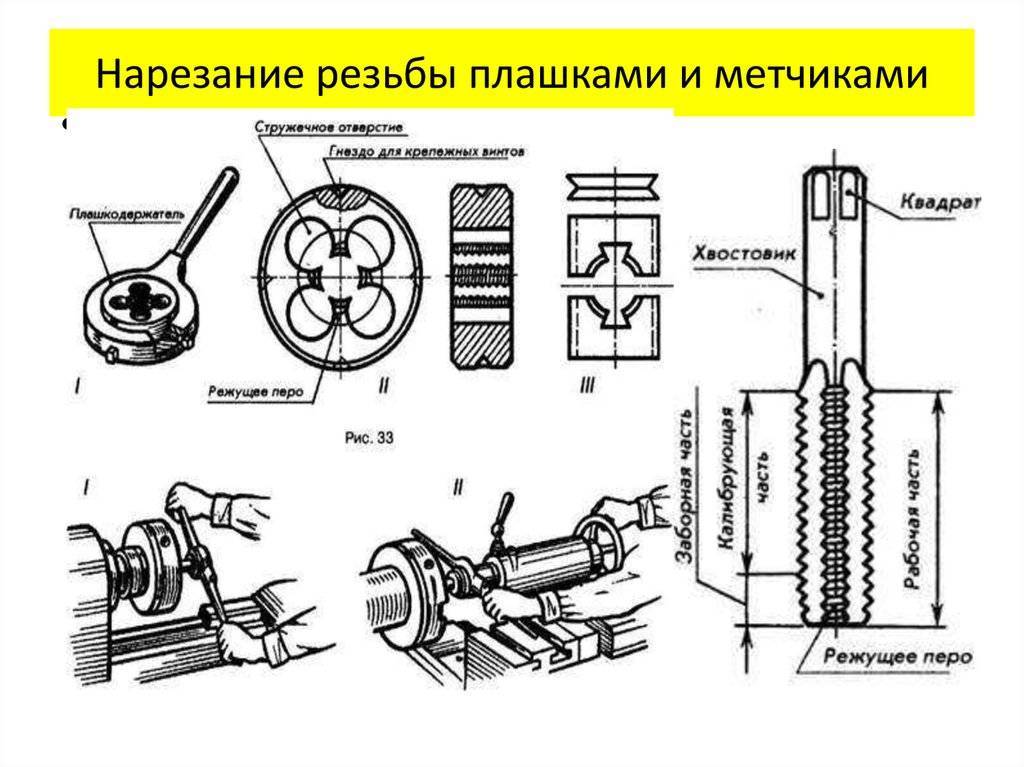
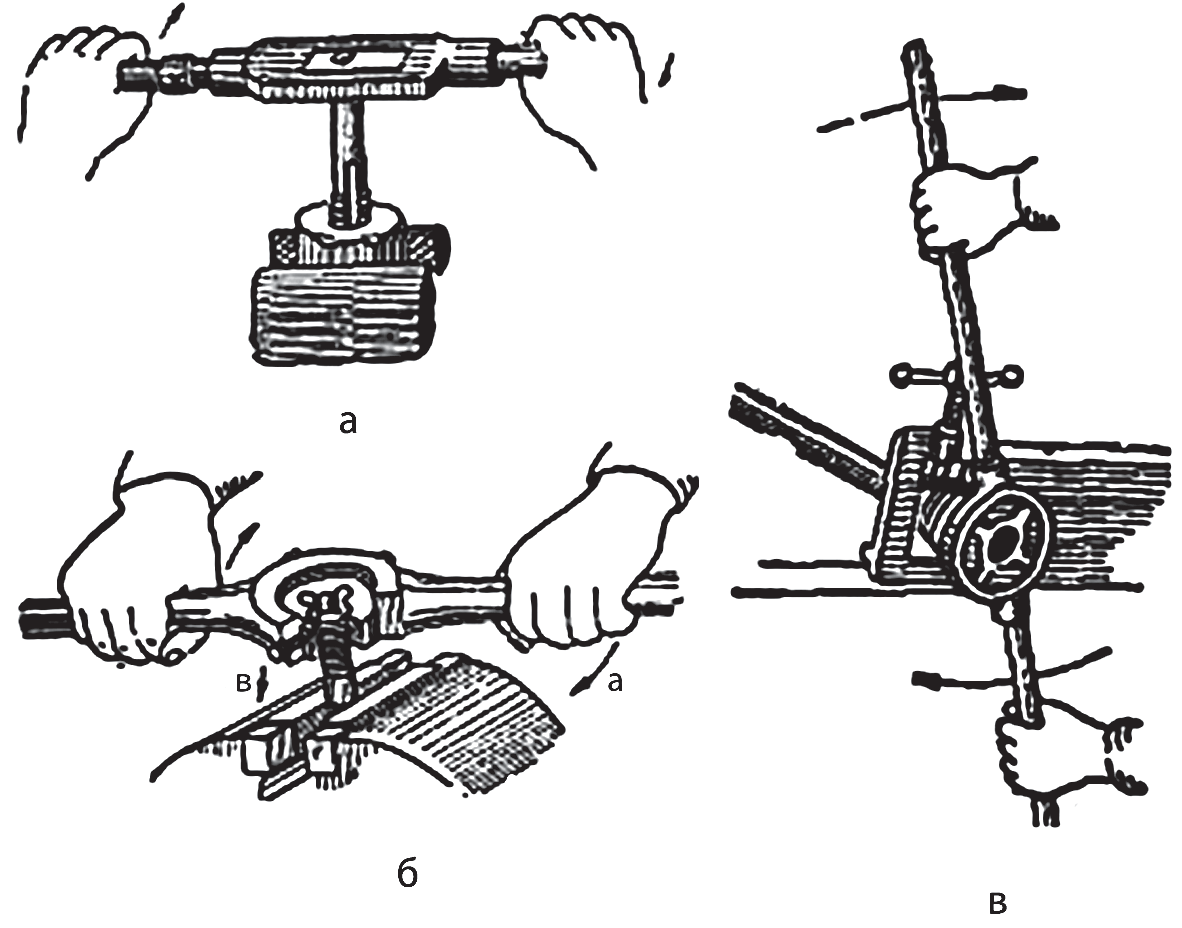
Нарезание резьбы производится путем вращения и поступательного движения соответствующего инструмента. Чтобы выполнить работу плашками и метчиками, требуется их закрепить, направить в нужном направлении, а также обеспечить их одновременное вращение и медленное поступательное движение. Для этих целей используются специальные устройства или приспособления.
Нарезание наружной резьбы плашками производится с помощью плашкодержателя (воротка). Такое устройство представляет собой втулку с ручками в обе стороны. Во втулке просверлено 4-6 отверстий с резьбой, в которых вкручены винты (болты) для закрепления плашки внутри втулки плашкодержателя. Для нарезки резьбы плашка вставляется во втулку и прочно закрепляется винтами. При закреплении производится центровка плашки относительно оси держателя. Ручки позволяют создать вращательный момент вручную.
При нарезании внутренней резьбы метчиками используются воротки. Такое устройство имеет квадратное гнездо в центре, в которое вставляется концевая часть хвостовика метчика, а также две ручки для вращения его вручную. Фиксирующие винты позволяют надежно закрепить метчик в устройстве.
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
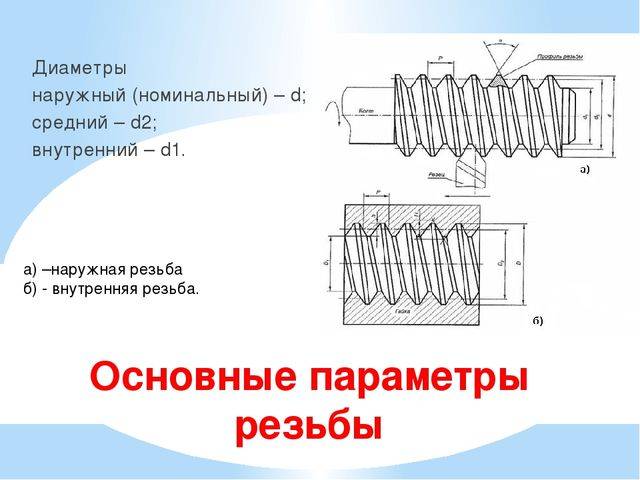
У резьбы выделяют такие параметры:
- Расположение. Резьба может находиться на внутренней и наружной поверхности.
- Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено.
- Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки.
- Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки.
- Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
- Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные.
- Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки. Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.
- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.
В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.
- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
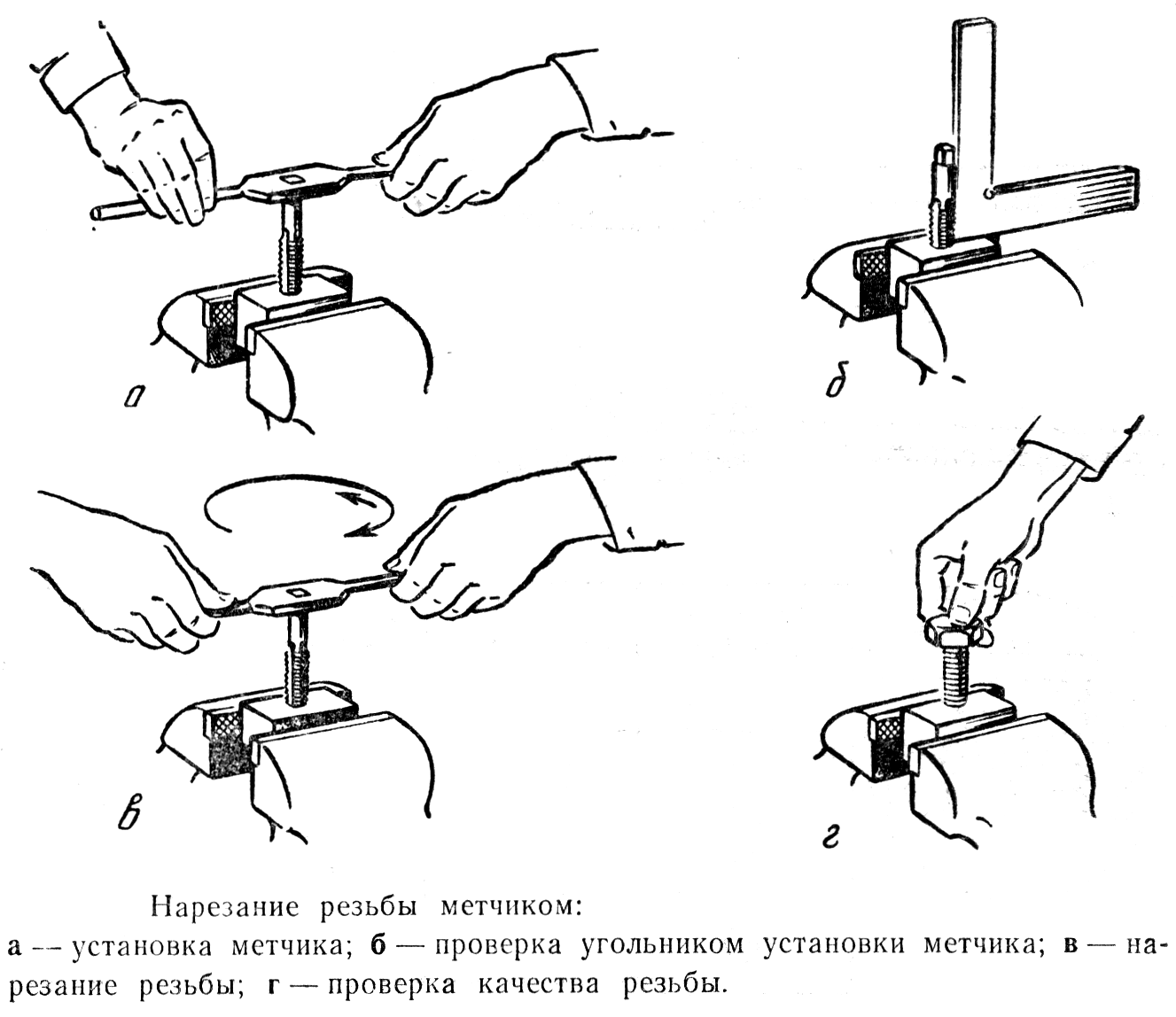
Нарезание резьбы метчиками
Нарезание внутренней резьбы метчиком во многом аналогично нарезанию резьбы плашкой, но при работе с метчиком не следует рассчитывать на самозатягивание инструмента. Весь процесс должен происходить с принудительной подачей метчика в продольном направлении. Работы следует начинать с закрепления метчика в воротке. Затем наверху отверстия, в котором нарезается резьба, выполняется фаска.
Метчик строго вертикально вводится в отверстие, и путем вращения воротка при одновременном давлении вниз формируются первые витки резьбы.
При нарезке метчиком необходимо обеспечить постоянное удаление металлической стружки, чтобы не повреждать зубья. Качественное нарезание метчиком требует выполнения четырех важных условий: использование острого и качественного метчика; в процессе нарезки необходимо охлаждение инструмента керосином или маслом; строгое соответствие выбранного метчика необходимому диаметру; постоянное удаление стружки.
При нарезании метчиками и плашками необходимо иметь следующий инструмент:
- тиски;
- вороток;
- плашкодержатель;
- набор метчиков;
- набор плашек;
- плоскогубцы;
- круг шлифовальный;
- напильник;
- молоток;
- штангенциркуль;
- микрометр;
- отвертка;
- ключи гаечные.
Нарезание резьбы метчиками и плашками достаточно простое дело. Необходимо только аккуратное отношение и определенный навык.





Рекомендации по работе
Перед тем, как нарезать резьбу – следует знать определенные правила работы с инструментом.
Если их не соблюдать, то виток может получиться некачественной, а резьбонарезной инструмент не прослужит долго или даже повредится при нарезке. Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
- работа всегда должна выполняться только с помощью исправного и достаточно острого инструмента;
- перед началом работ металлическая труба предварительно подготавливается – с места нарезки удаляется старая краска, ржавчина и грязь. Поверхность очищается до “голого” металла;
- с помощью напильника или болгарки на торце трубы делается наружная фаска;
- при создании витков необходимо проводить периодическую смазку резцов и рабочей поверхность трубы. С этой целью применяется смазка или специальный состав. Наносятся они как перед началом работ, так и во время процесса.
Порядок работы
Лерка позволяет быстро и достаточно качественно выполнить формирование витков на любой разновидности трубы. Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
Трубу следует надежно зажать с помощью тисков или другого приспособления. С уже подготовленной и зачищенной трубы необходимо снять наружную фаску. Вставить в держатель лерку с заранее определенным диаметром. Тщательно смазать трубу и резьбонарезной инструмент смазкой. Лерка таким образом присоединяется к трубе, чтобы ее положение было перпендикулярно оси изделия. Если резьбонарезной инструмент буде установлен даже с незначительным перекосом, то может произойти срыв витков или изменение значения ее диаметра. Держатель инструмента необходимо вращать по направлению часовой стрелки
Это обеспечит создание правой нарезки на изделии. После изготовления 3-5 витков устройство раскручивают в обратном направлении, в процессе металлическая стружка будет удаляться. Крутить инструмент нужно очень плавно, и не совершая резких рывков
Важно помнить о периодической смазке резцов и внутренней поверхности соединения смазкой. После того, как последний виток будет создан, лерка возвращается к верху, а потом проходиться по уже готовым виткам еще раз
Следует учитывать, что показатель длины соединения не должен быть больше 10 мм. Это расстояние является стандартным для подавляющего большинства бытовых трубопроводных систем.
Метчик что это такое. Конструкция виды и как им пользоваться
Отличие плашечных метчиков от гаечных заключается в наличии в первом заборного конуса большого размера и своим предназначением нарезать резьбу за один проход в плашках. Ну, а последний тип, маточные, применяют, обычно, чтобы зачистить резьбу в плашках после того, как она была нарезана плашечным метчиком, и для аналогичного процесса с резьбой в рабочих плашках. Канавки маточных метчиков делаются со спиралью в правую сторону.
От обычных машинных инструментов бесканавочные мечники отличаются, как это видно из названия, полным отсутствием продольных канавок, а приемный конус на них значительно короче. На кончике резьбовой части расположена пара малых канавок, с наклоном оси к центру инструмента. Бесканавочные метчики на порядок прочнее других, редко ломаются, не делают брака. Так как у них более длинная резьбовая часть, их можно много раз перетачивать, поэтому срок их службы более продолжителен.

Главным достоинством бесканавочных метчиков является, несомненно, их высокая производительность во время нарезания резьбы, особенно, учитывая их применение в сквозных и глухих отверстиях, а не только в одном. Комбинированные метчики представлены двумя частями и разделяющей их шейкой, и подразделяются они на бесканавочные, двухступенчатые и сверло-метчики. Применение их очень экономит время, ведь здесь нужно пользоваться только одним инструментом, а не целым комплектом.
Типы и свойства резцов
Классификация
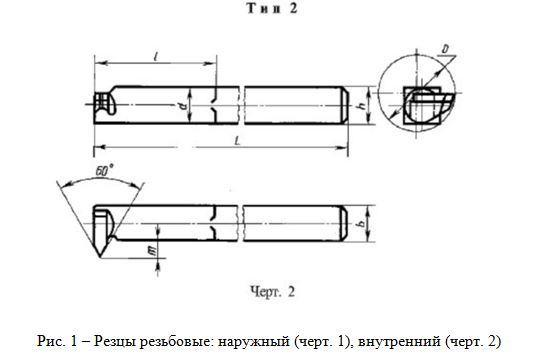
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
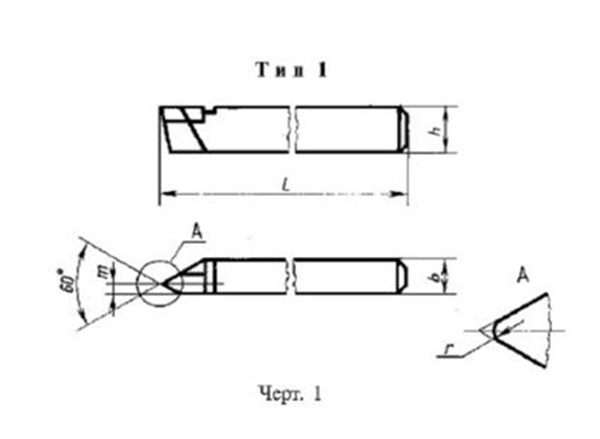
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
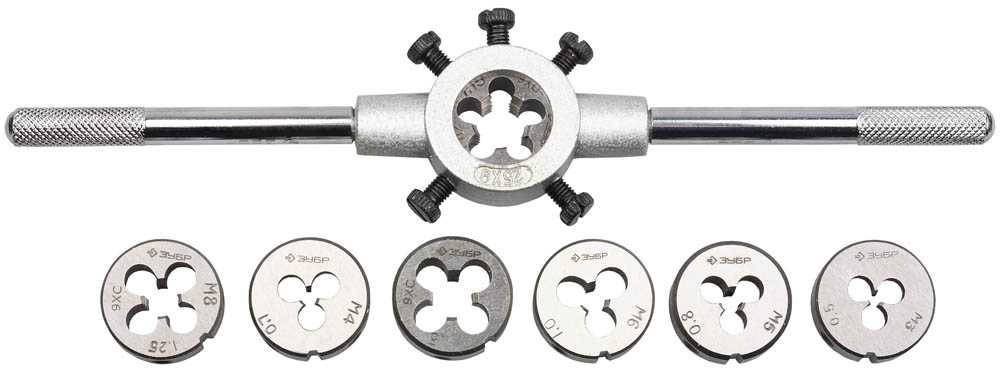
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
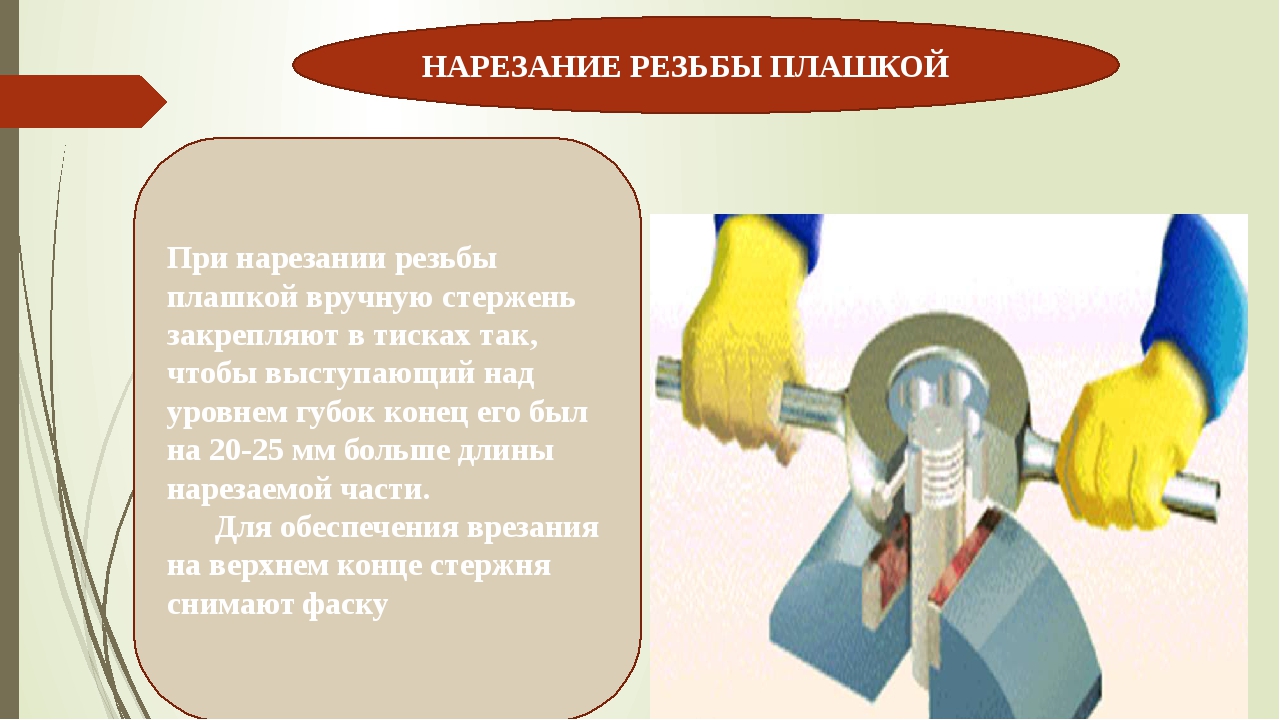
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.

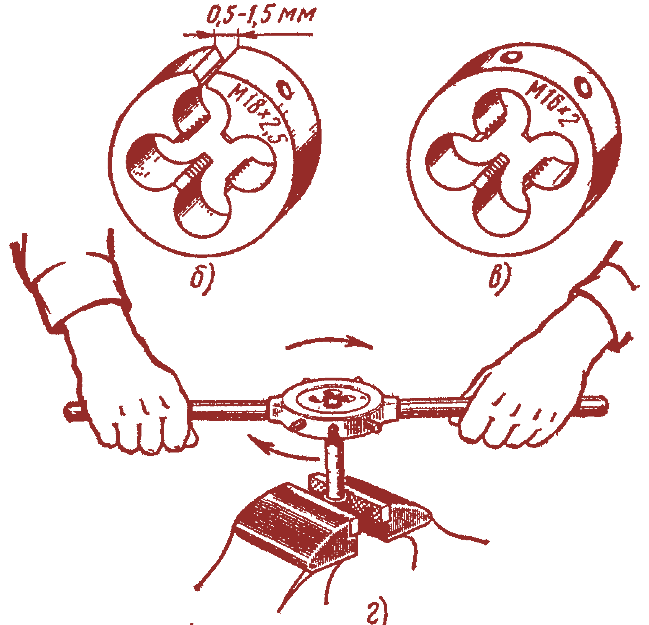
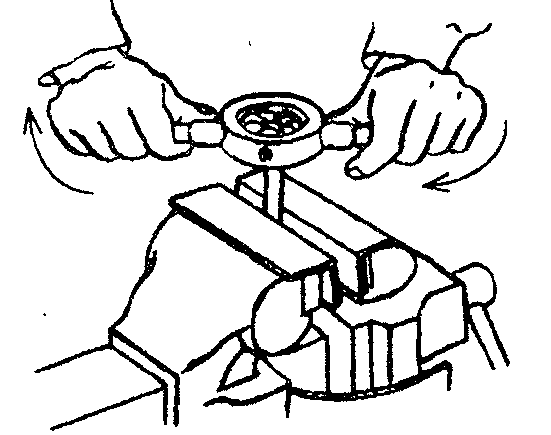
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).

Левая плашка и различные специализированные модели
Кроме традиционных плашек очень часто в руках профессионалов можно увидеть специальные приспособления, при помощи которых можно добиться максимально точной резьбы. Они встречаются нескольких видов:
- Трубные;
- Левые;
- Метрические;
- Трубные канонические и многие другие.
Левые плашки используются в тех случаях, когда требуется левая резьба, что вполне логично. Работы такие встречаются достаточно редко, однако несмотря на это, специализированные инструменты все же существуют и даже пользуются спросом, что неудивительно, ведь в целом нарезание резьбы метчиками и плашками с каждым годом все больше набирает популярность среди профессионалов своего дела.

![§ 61. нарезание наружной резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://snabkz.ru/wp-content/uploads/1/7/0/170a7c9937121f1843199b880ad6b2eb.webp)


Освоит ли новичок резьбу плашкой с первого раза сложно сказать, поскольку здесь все зависит от его первоначальных навыков. Стоит иметь в виду, что для плашек различного типа, есть свои нюансы в работе.
Конечно у всех схожий принцип, поэтому освоив один из инструментов, вполне вероятно, что на работу с любым другим придется затратить намного меньше времени, а результат будет исключительно высокого качества.
Правила процедуры
При работе с трубами важно запастись плашками с трубным прижимом и воротком. Подбирается плашка с учетом типа требуемой резьбы
Определить это можно сверкой с клеймом либо осмотром. Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент.

На большинстве труб требуется цилиндрическая резьба. Также перед работой нужно определить ее направление: правая или левая. Для этого на плашках изображается буквенный указатель: «Л» — левая, а «П» — правая. Также на плашке указывается, к какой марке стали она относится, это дает возможность правильно подобрать инструмент для нарезки на трубах из нержавейки.
Правила нарезки достаточны просты:
1). Подготовить трубу к нарезке. Для этого напильником снимается фаска, а зона обрабатывается масляным раствором.
2). Вставить плашку в держатель, закрепив винтами.
3). Поднести к изделию плашку и сделать несколько круговых вращений в требуемую сторону резьбы.
4). Слегка придавить плашку для ее врезки в материал.
Алгоритм прокручивания:
- 2-3 оборота в одну сторону;
- пол оборота – в другую.

И так до момента окончания нарезки
При этом очень важно держать трубу и плашку строго перпендикулярно. Иначе резьба будет «гулять», что скажется на качестве соединения
Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата. Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение.
Также для выбора плашек важно учитывать, какая резьба будет делаться, наружная или внутренняя. Качественно выполненная работа позволит сделать герметичное резьбовое соединение даже в напорных трубах водопровода

Подводим
Как видно, сделать самостоятельно резьбу с использованием плашек совсем нетрудно. Для этого достаточно правильно подобрать инструмент, приложить немного усилий и аккуратности. Наверное, многие представители мужской половины человечества помнят, как подобные задачи решались на уроках труда в школе. Поэтому для большинства потребуется лишь вспомнить приобретенные навыки, применить их уже во взрослой жизни. Это как с ездой на велосипеде: достаточно один раз научиться, чтобы даже после длительного перерыва уверенно себя чувствовать в седле.
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
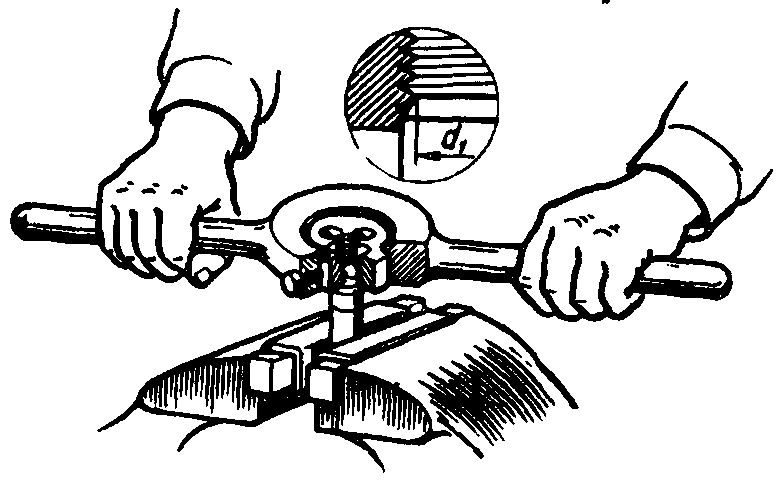
Подготовка к нарезанию резьбы плашкой
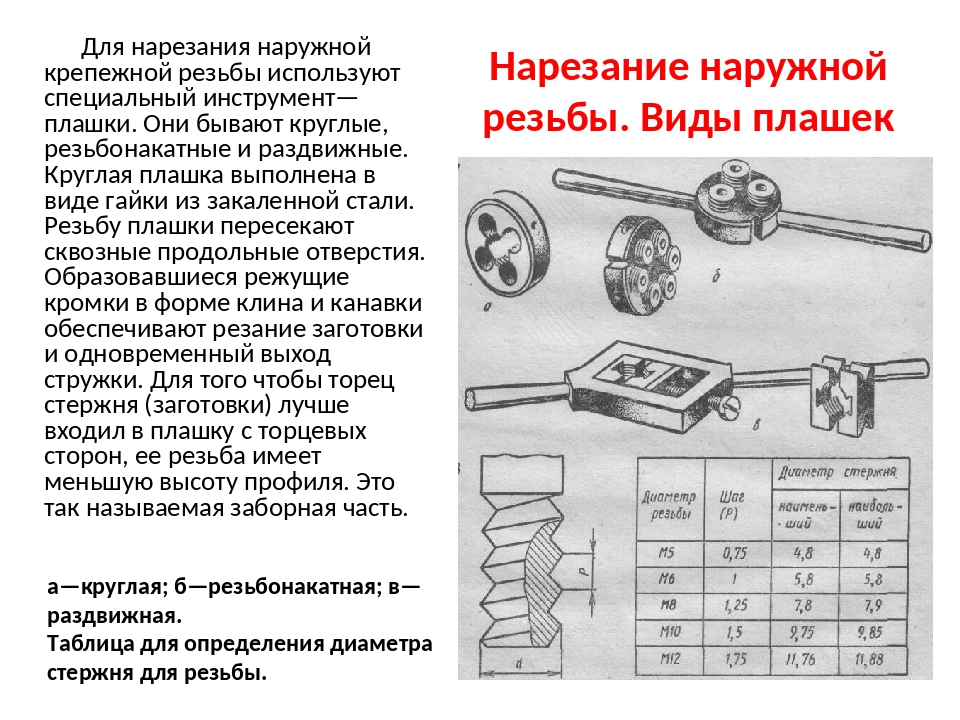
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму. В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
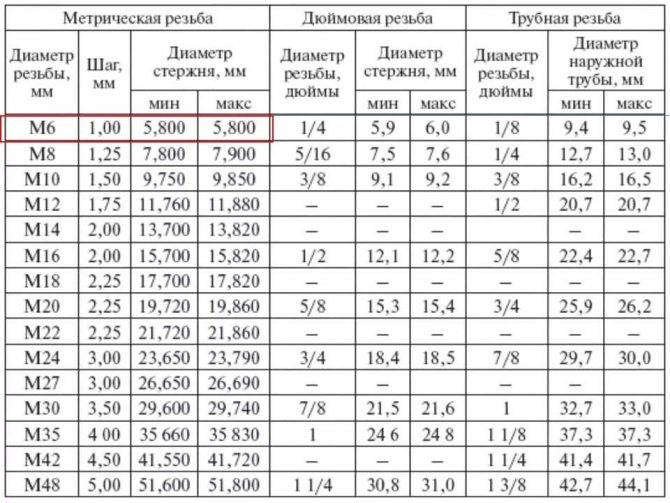
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.






Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
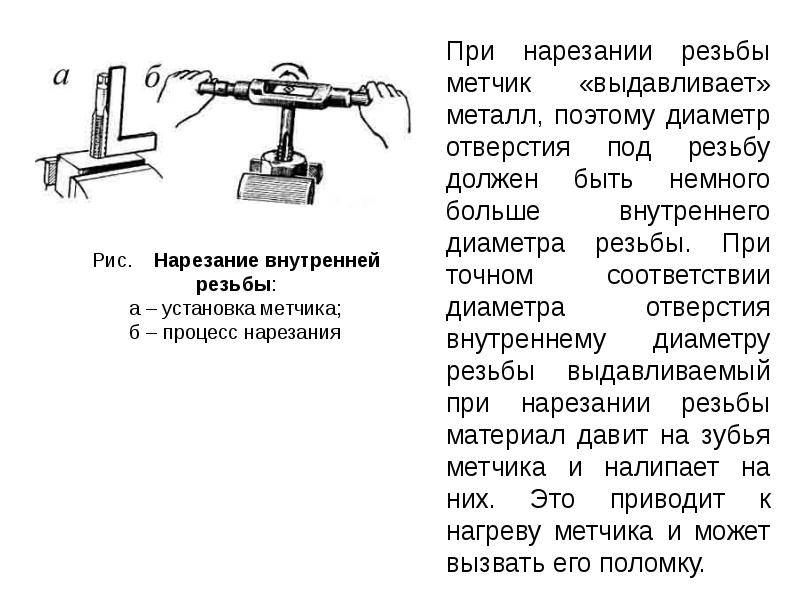
Нарезание внутренней резьбы
Первый шаг в том, как нарезать резьбу метчиком – сверление отверстия. Данный этап является по сути самым главным, поскольку если ошибиться с выбором диаметра, то болт будет либо болтаться, либо метчик может попросту сломаться от перегрузки. Диаметр отверстий лучше всего подбирать по таблицам, однако можно сделать грубую оценку: диаметр отверстия должен равняться разнице диаметра резьбы и ее шага. Например, при внешнем диаметре 20 мм и шаге 1 мм, необходимо просверлить отверстие диаметром 19 мм.
Внимание! При сверлении следите за тем, чтобы отверстие было строго перпендикулярно плоскости. Любые отклонения могут привести к браку.. Просверлив отверстие сверлом подходящего диаметра, приступаем непосредственно к нарезанию резьбы метчиком
Чтобы зафиксировать метчик рекомендуется использовать «вороток», показанный на рисунке ниже. В случае отсутствия воротка используется обычный разводной ключ
Просверлив отверстие сверлом подходящего диаметра, приступаем непосредственно к нарезанию резьбы метчиком. Чтобы зафиксировать метчик рекомендуется использовать «вороток», показанный на рисунке ниже. В случае отсутствия воротка используется обычный разводной ключ.

Рисунок 5 – Вороток для метчика
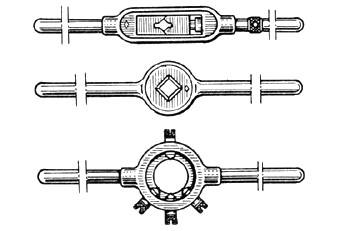
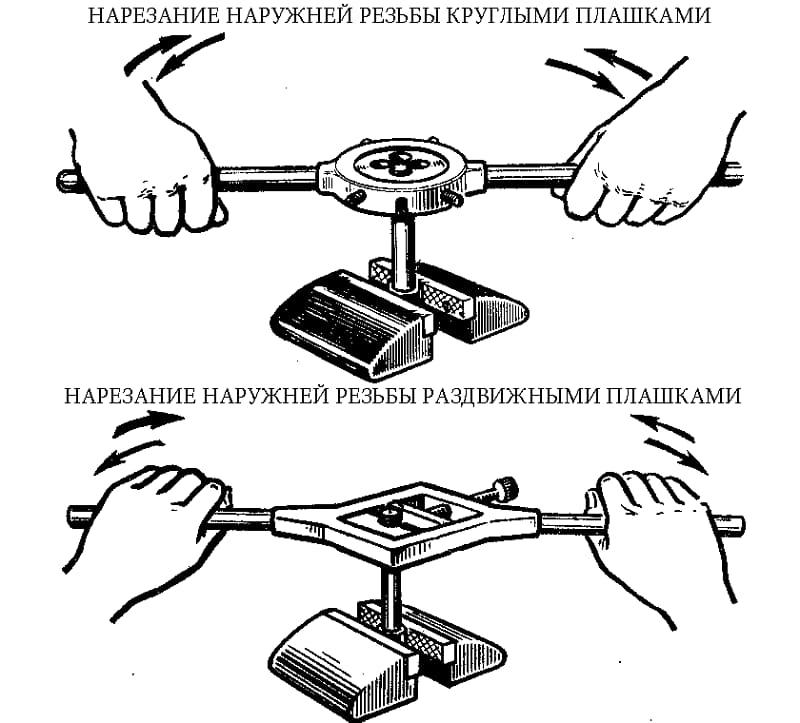
Рисунок 6 – Воротки для метчиков и круглых плашек
Закрепляем деталь в тиски, добавляем в отверстие немного смазки. Далее чтобы нарезать резьбу метчиком вручную, выполняем возвратно-поступательные движения: два поворота по часовой стрелки, один или пол оборота – обратно. Повороты в обратную сторону необходимы, чтобы удалить стружку, образующуюся при нарезании резьбы. Пройдя отверстие черновым метчиком, выполняем описанные выше шаги, вторым метчиком.
Стоит отметить, что зачастую возникают ситуации, когда требуется сделать резьбу в достаточно тонкой пластине из мягкого металла, толщиной порядка 3-4 мм. В таком случае можно механизировать процесс, используя для этого шуруповерт или дрель. При этом вместо крепления метчика в вороток, зажимаем его в шуруповерт.
Правила нарезания внутренней резьбы с помощью метчика:
1. Если отверстие, в котором нарезается резьба достаточно глубокое, тогда следует периодически выворачивать метчик из отверстия. Следование данному правилу необходимо, чтобы очищать канавки, иначе метчик может легко перекосить. Это относится в большей степени к мягким металлам, таким как медь, алюминий.
2. Используйте последовательно все метчики из набора: сначала черновой, затем средний и, наконец, чистовой. Иначе резьба может получиться некачественной, а метчики из-за хрупкости могут лопнуть.

Рисунок 6 – Набор метчиков
3. В случае если необходимо нарезать резьбу в глухом отверстии, то глубина отверстия должна быть несколько больше, чем планируемая длина резьбы.
4. При обработке глубоких отверстий важную роль играет смазка. Специалисты рекомендуют использовать не машинное масло, а эмульсию, керосин или льняное масло.
Советы по выбору инструмента
Плашка для нарезания может прослужить в течение длительного периода. При ее изготовлении, как правило, применяется инструментальная сталь, которая характеризуется высокой износостойкостью.
Инструмент подбирается по следующим параметрам:
- Наружному диаметру заготовки.
- Классу точности.
- Шагу и другим параметрам резьбы.
- По виду обрабатываемого материала.
Наиболее качественная и точная нарезка, как правило, проводится при применении разрезного варианта исполнения. Конструкция характеризуется наличием стопорного кольца. Кроме этого, в продажу поступает просто огромное количество различных наборов, которые представлены изделиями с различным диаметром и параметрами. Всю необходимую информацию можно определить проведя расшифровку маркировку. Все обозначения, как правило, наносятся на корпус изделия.