
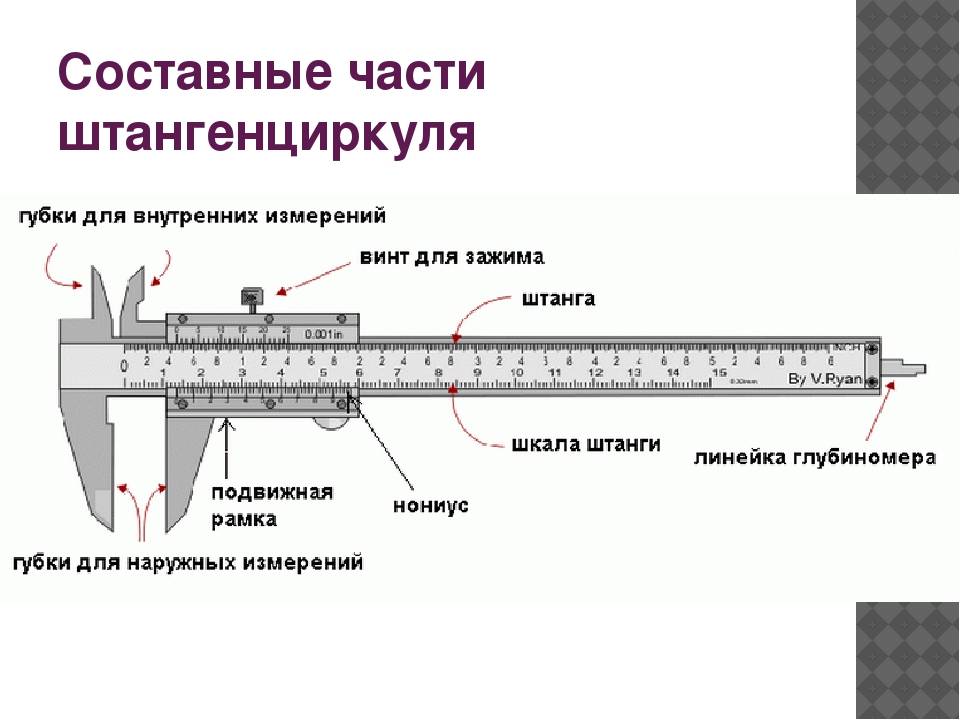
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
https://youtube.com/watch?v=82yPc4p9wfs
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
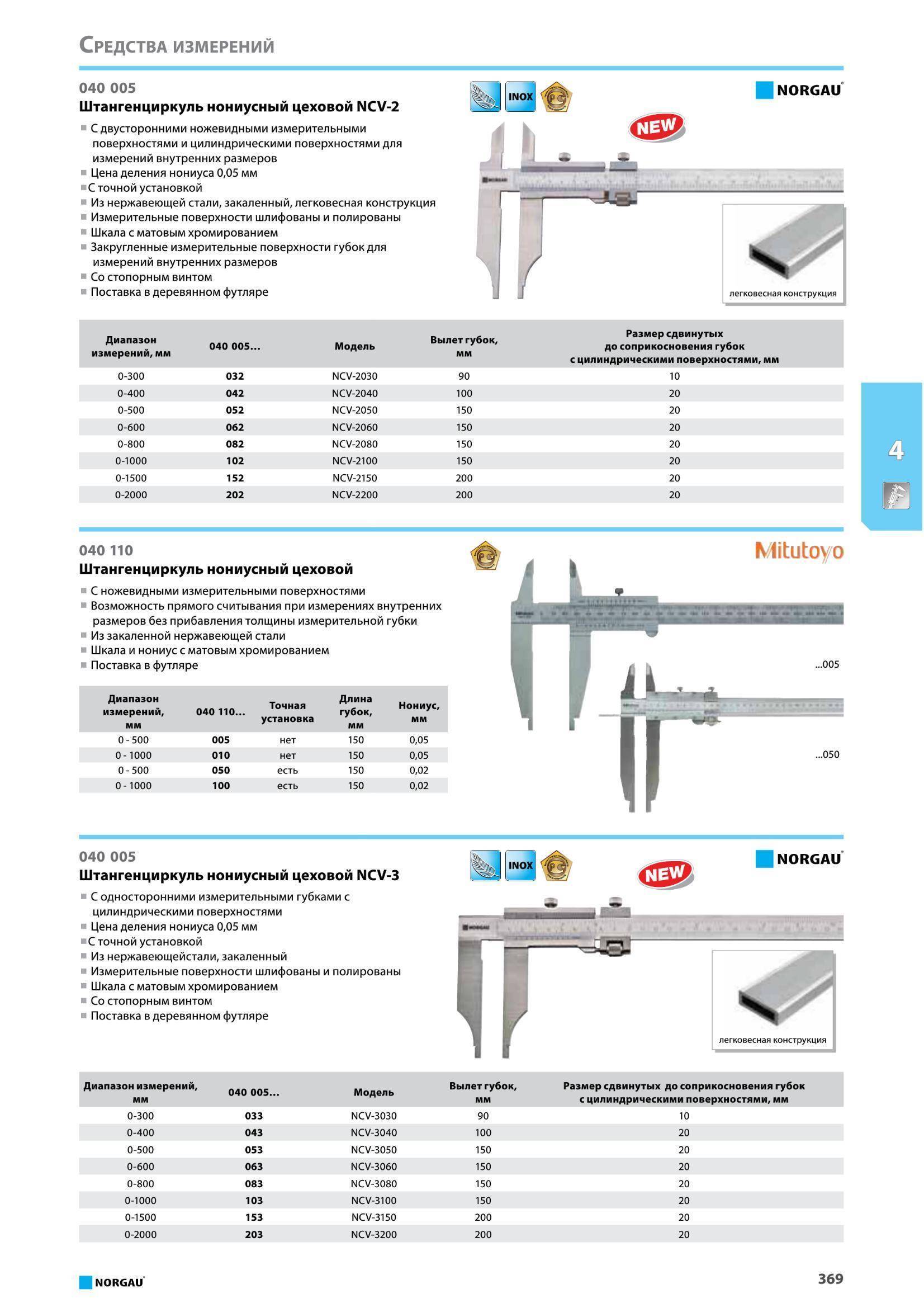
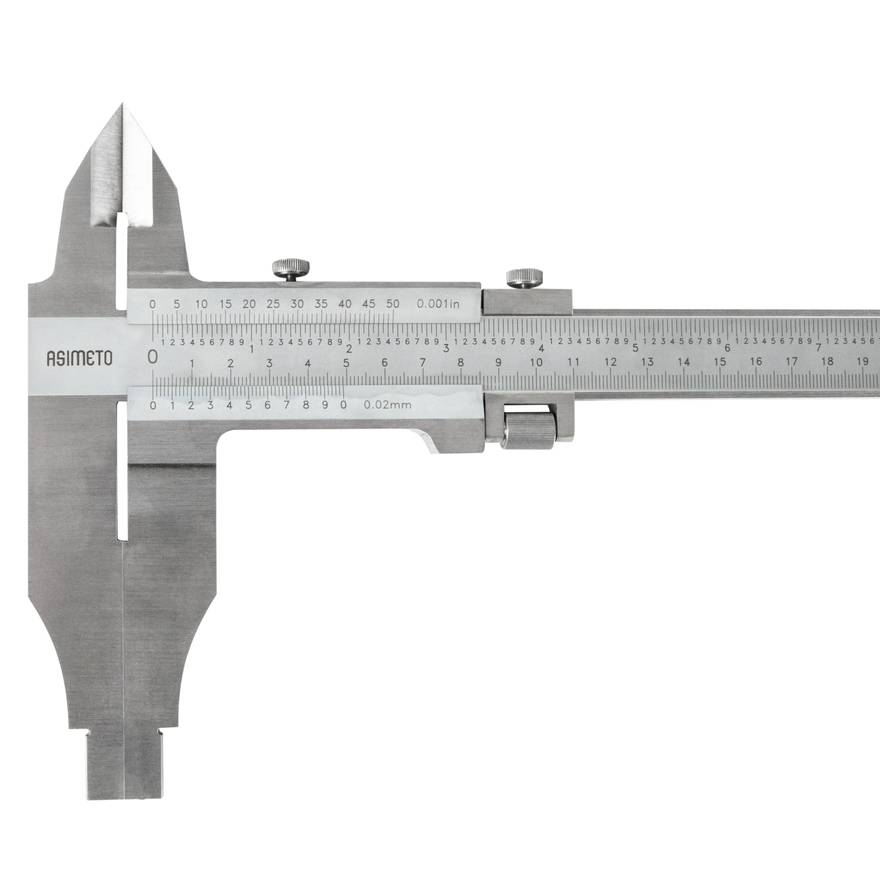
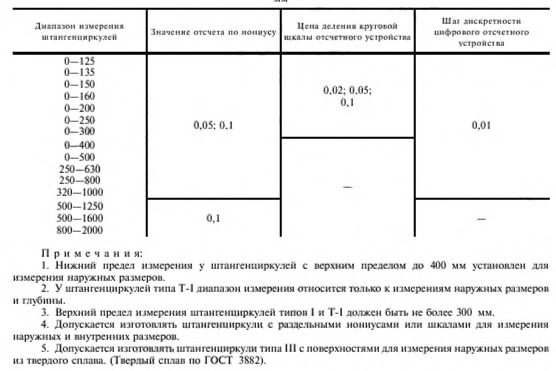
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
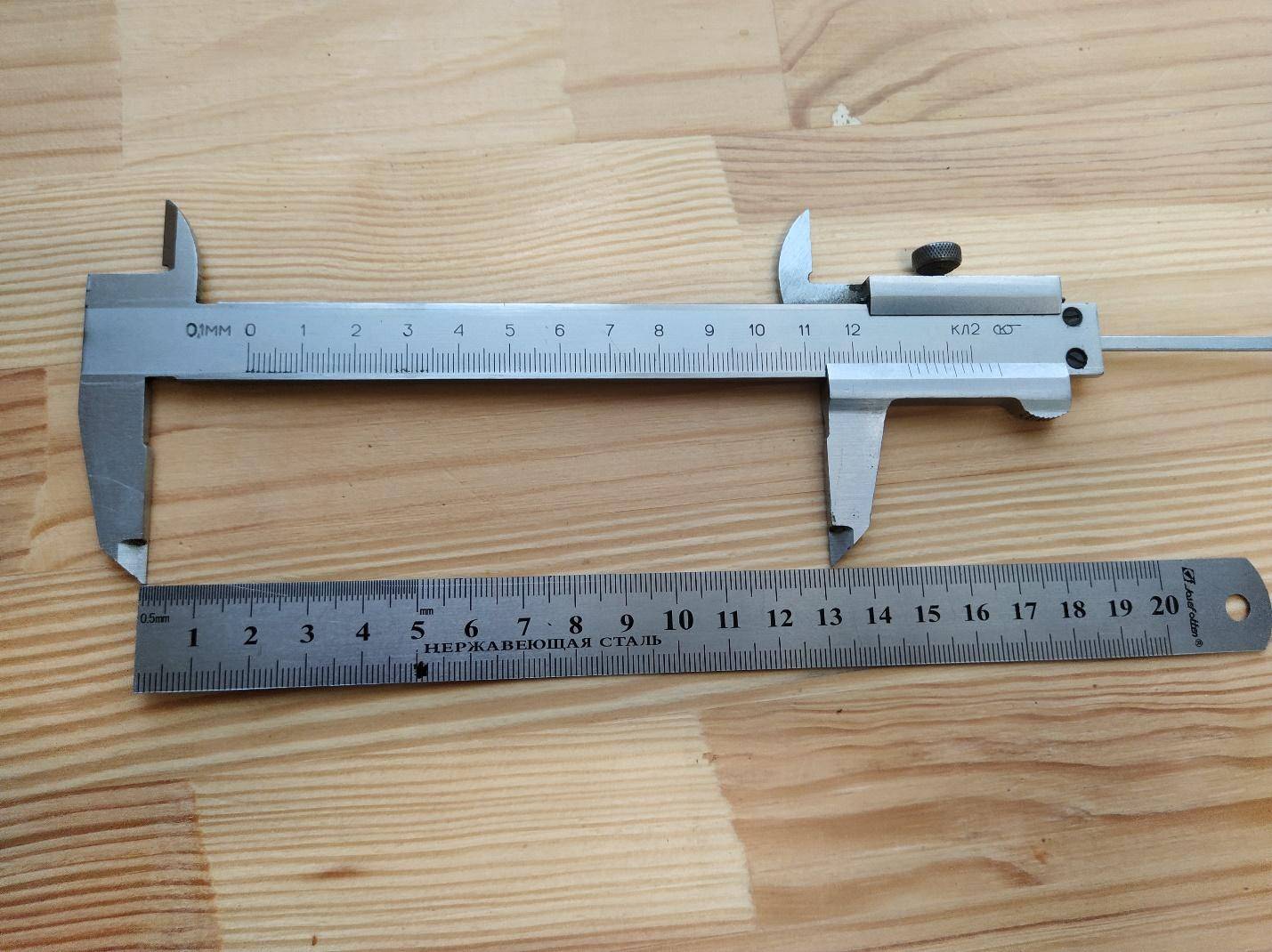

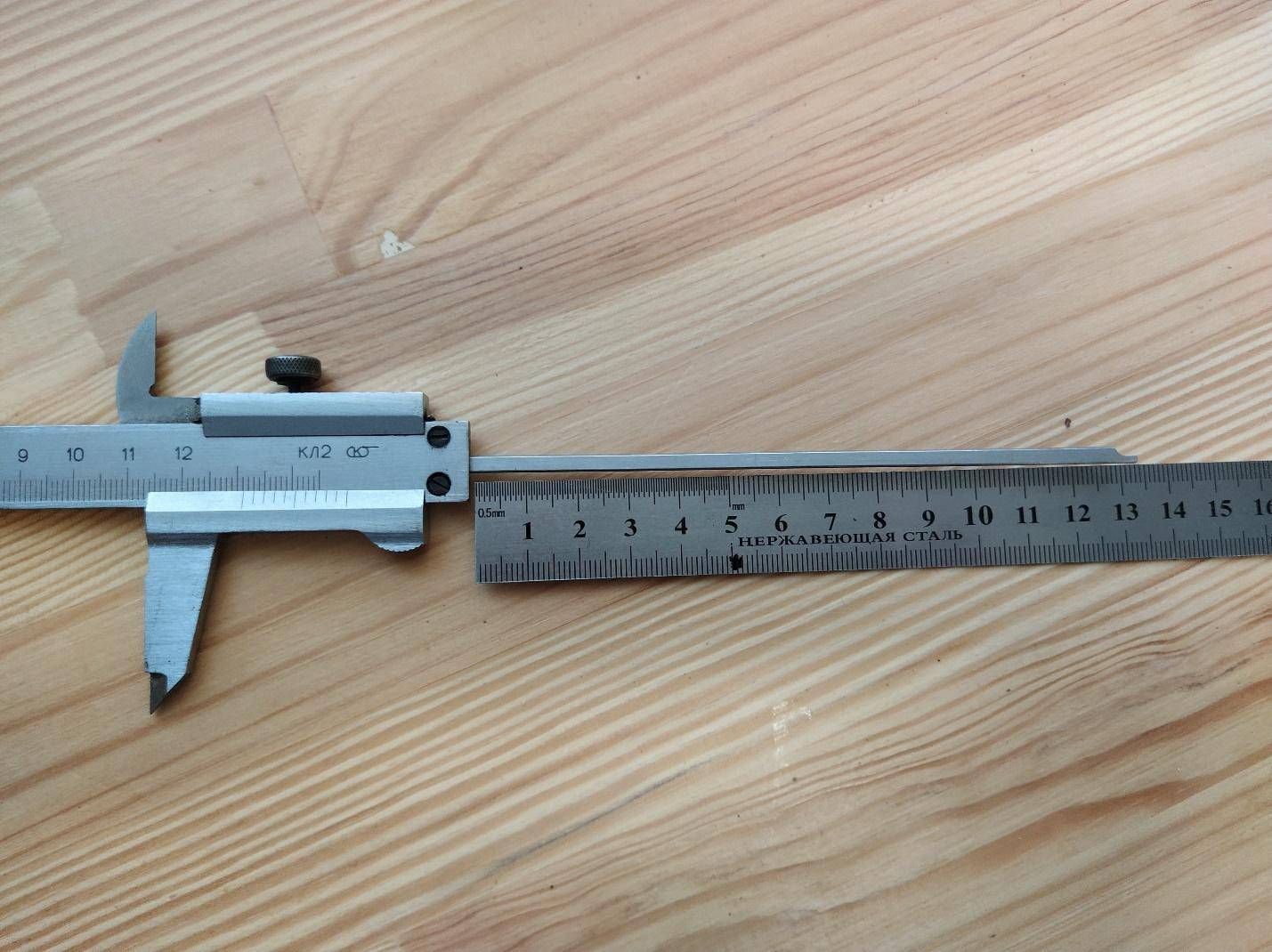
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.

Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
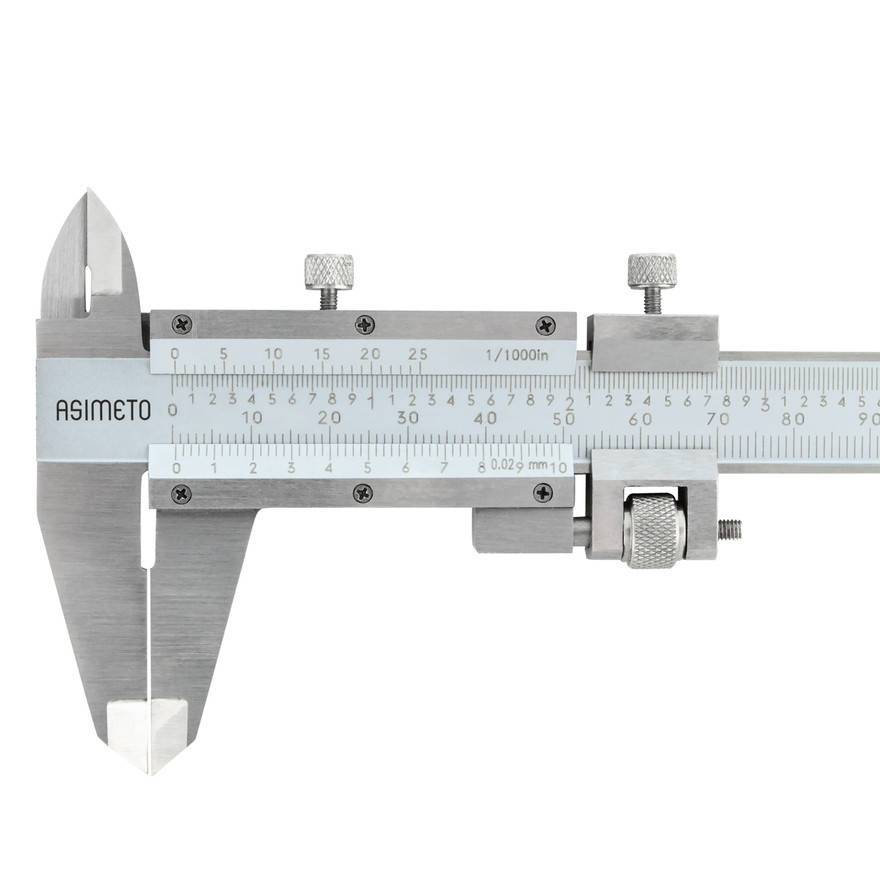
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.

Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
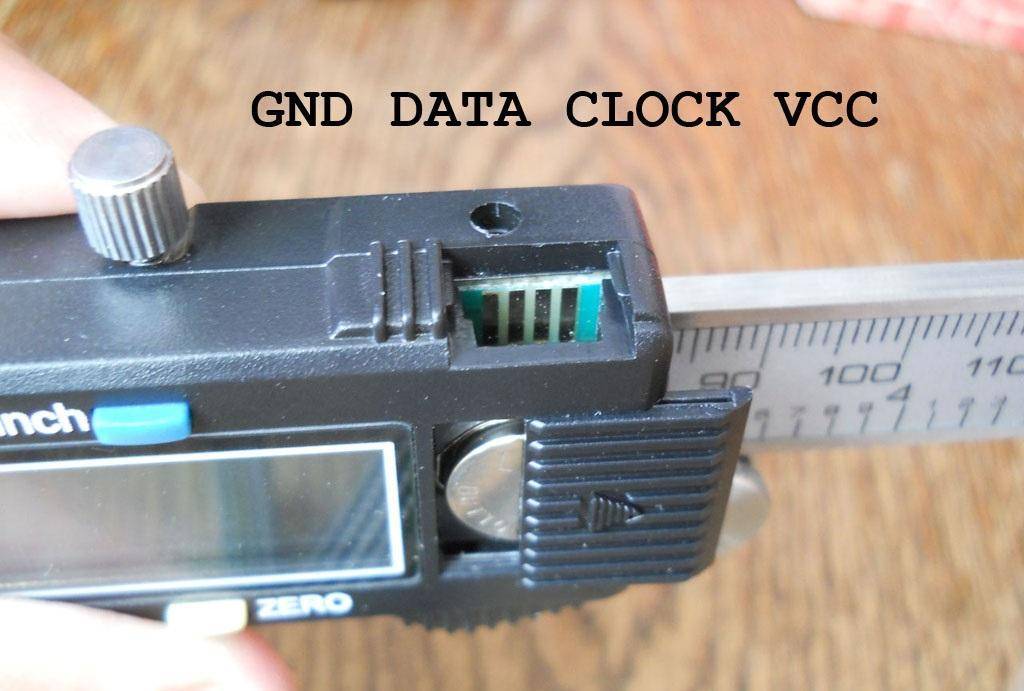
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
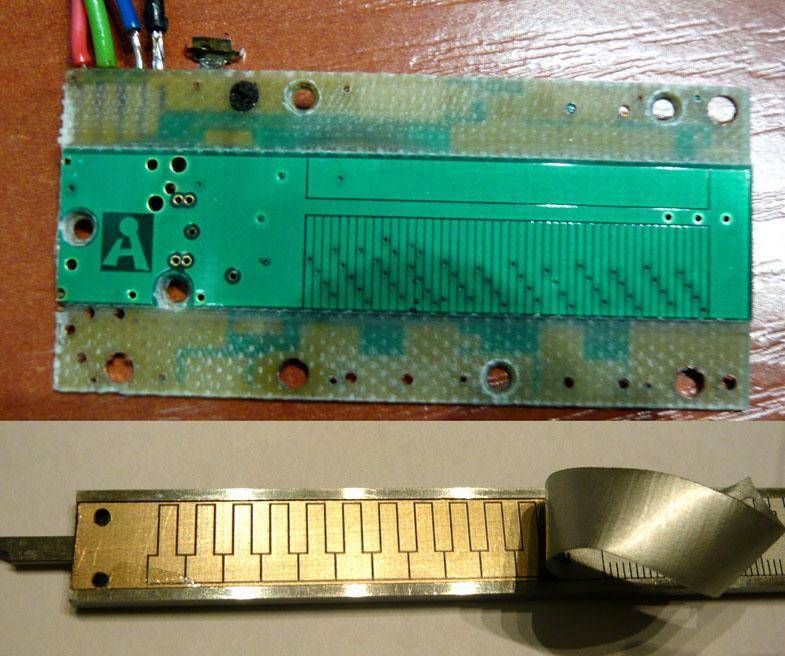
(Нижнее фото представлено в сильном увеличении)
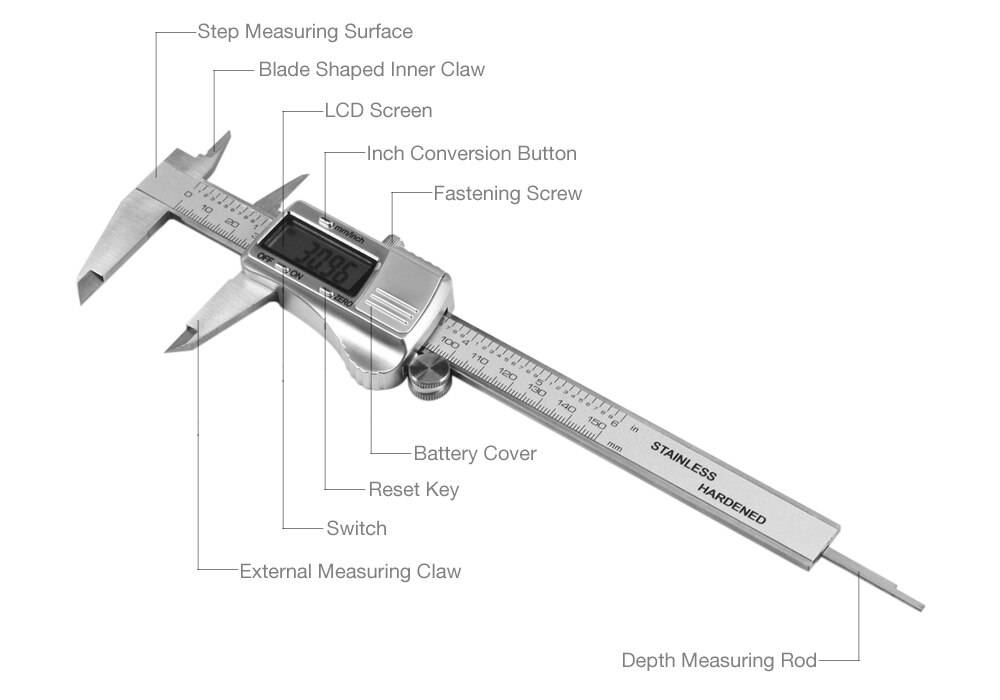
Вот так выглядит вблизи основная часть электронного устройства.

Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.

На этом фото представлена модель ШЦРТИ 200 — 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
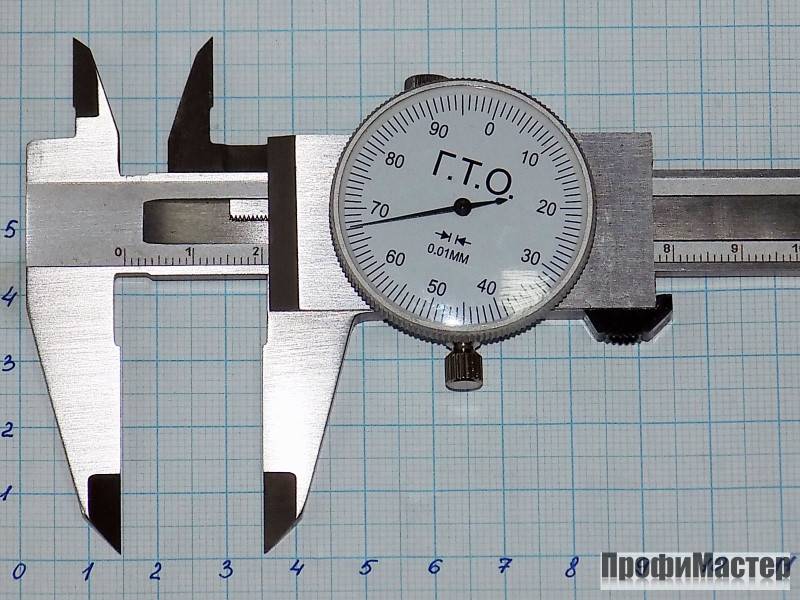
Модель ШЦКТ-I- 150 — 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.

Модель ШЦР 150 — 0,1 с циркульной системой разведения губок.

Цифровой инструмент ШЦЦРТ 300 — 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.

Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:
Между головкой и противоположным торцом стержня имеется плоскость или деталь/плита, размеры которой не позволяют ввести измерительные губки штангенциркуля. В этом случае, используя основную измерительную шкалу и глубиномер (иногда именуемый «колумбиком»), определяют последовательно высоту головки, толщину шайбы (если есть), толщину промежуточного элемента и высоту выступающей с противоположной стороны соединения части детали. Полученный результат складывают, а затем по таблицам соответствия длин стержня и размеров «под ключ», которыми обладает болт, устанавливают типоразмер крепёжной детали.
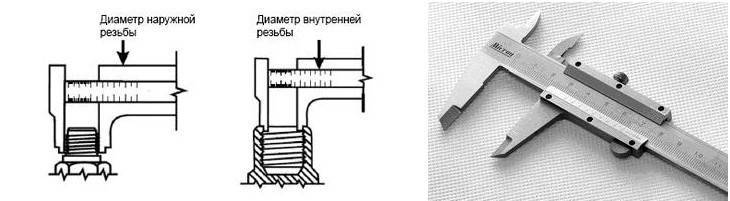
Неизвестен диаметр резьбы на болте. Перед замерами стоит вспомнить, что для стержневых деталей диаметр внешней резьбы определяется диаметром её выступов, а не впадин. Поэтому, установив по внешней шкале штангенциркуля требуемый размер, можно легко выяснить искомое значение измеряемой резьбы. Оно должно быть равным одному из стандартных значений первого (в крайнем случае – второго) ряда предпочтительных чисел. Точность существенно повысится, если замеряемый участок тщательно очистить от загрязнений и смазки. Если результат по каким-то причинам не вписывается в стандарт, глубиномером устанавливают глубину резьбы. Отняв удвоенное значение параметра от общего значения, можно проверить, не был ли применён б/у болт со срезанной частью профиля резьбы. Такое изделие следует заменить.
Измеряемый болт полностью «утоплен» в гайку, а разъединение конструкции нежелательно. Следует, используя внешнюю шкалу штангенциркуля, установить размеры головки – «под ключ» и диаметр окружности выступов. После чего, пользуясь измерительными таблицами определять типоразмер крепежа. Таким же образом производятся измерения и других крепёжных стандартизованных деталей – шпилек, винтов и т.д. Исключение составляют гайки. Здесь придётся воспользоваться внутренними губками. В некоторых инструментах при этом необходимо к полученному результату прибавить толщину самих губок (она указывается на штанге).
- Как измерить шаг резьбы штангенциркулем? Для этого болт придётся вывернуть. Вначале глубиномером устанавливается высота стержня, а затем подсчитывается количество витков резьбы на нём. Разница даст значение тангенса угла наклона резьбы, т.е., отношение неизвестного шага к внешнему диаметру. Последний уже известен, так что выяснение шага резьбы сложностей уже не составляет. Можно определить шаг резьбы и прямым измерением расстояния между смежными вершинами, но это будет достаточно точно лишь для крепежа, полностью очищенного от загрязнений.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить точность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, незакрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Как правильно хранить инструмент
Чтобы продлить срок эксплуатации штангенциркуля, его необходимо правильно хранить. Для этого следует использовать специальный футляр. Рекомендуется периодически мягкой тряпочкой протирать поверхность устройства, чтобы убрать загрязнение. При частом применении ему не нужно дополнительных защитных мер. Если же пользоваться им редко, то нужно обрабатывать его машинным маслом. Необходимо избегать воздействия влаги и солнечных лучей и механических повреждений — ударов, царапин и др.
Хранение штангенциркуля
Штангенциркуль — инструмент, который часто требуется как профессиональным мастерам так и любителям. Если необходимо часто производить измерения, то потребуется приобрести такое устройство. Выбирая нужную модель, пользователю следует руководствоваться особенностями работы, учитывая особенности конструкции и стоимость таких инструментов.
Что это такое?
Название инструмента происходит от немецкого Stangenzirkel. Измерительный прибор считается универсальным, относится к группе штангенинструментов – то есть приборов для замеров, основанных на использовании измерительной штанги (массивной рейки с делениями). К этой группе также относят штангенрейсмусы, штангенглубиномеры и прочие.
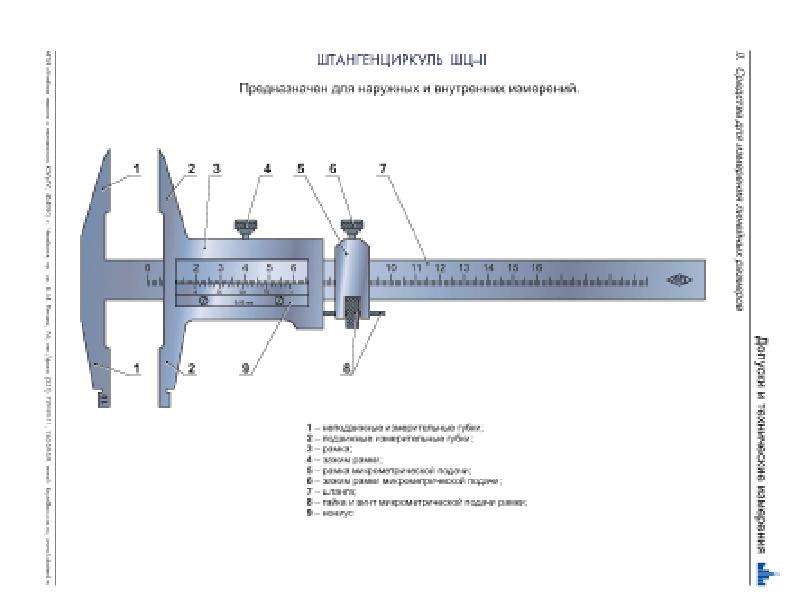
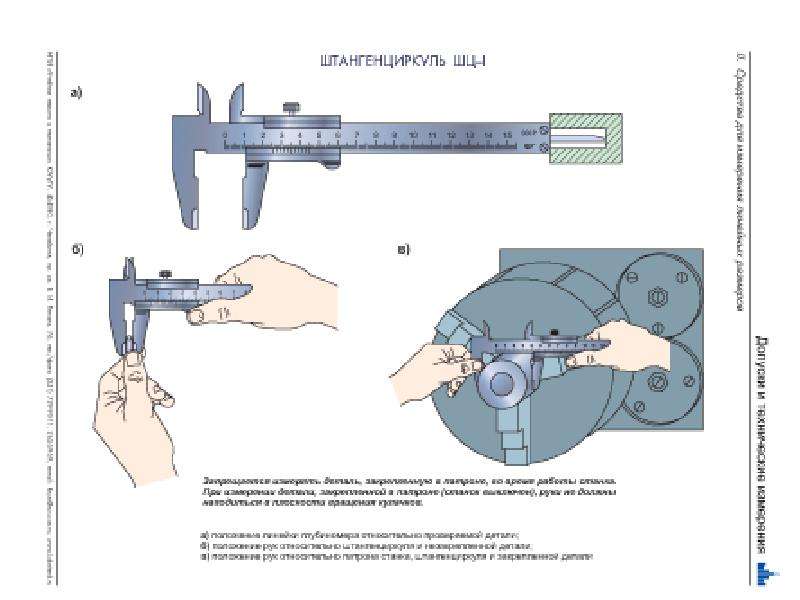
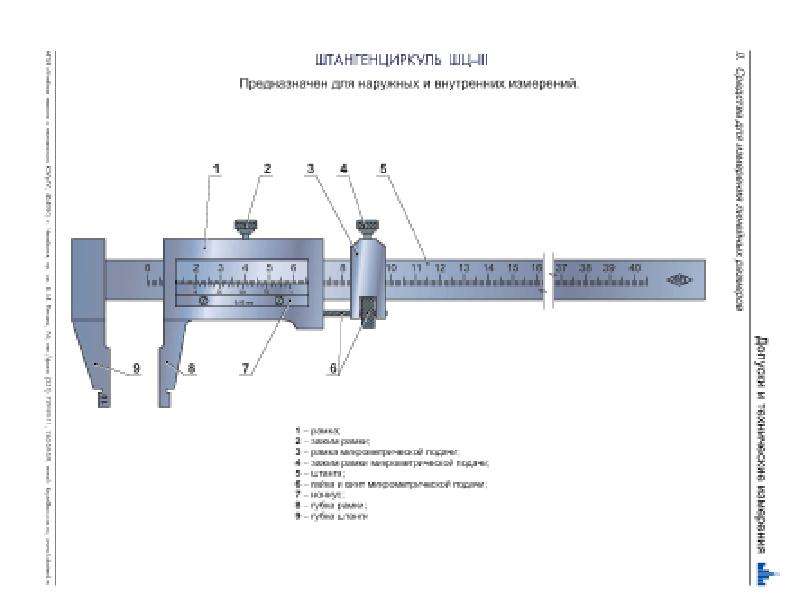
Сам инструмент имеет три разновидности – ШЦ-1 (двусторонний штангенциркуль с глубиномером), ШЦ-2 (двусторонний) и ШЦ-3 (односторонний).
Как понятно из определений и рисунка, первая разновидность имеет возможность замеров внешних и внутренних размеров, а также глубины отверстий.
Вторая – только внешних и внутренних размеров.
Третья – только внешних размеров.
Есть также разновидность одностороннего штангенциркуля с твердосплавными губками, так называемый Т-1.
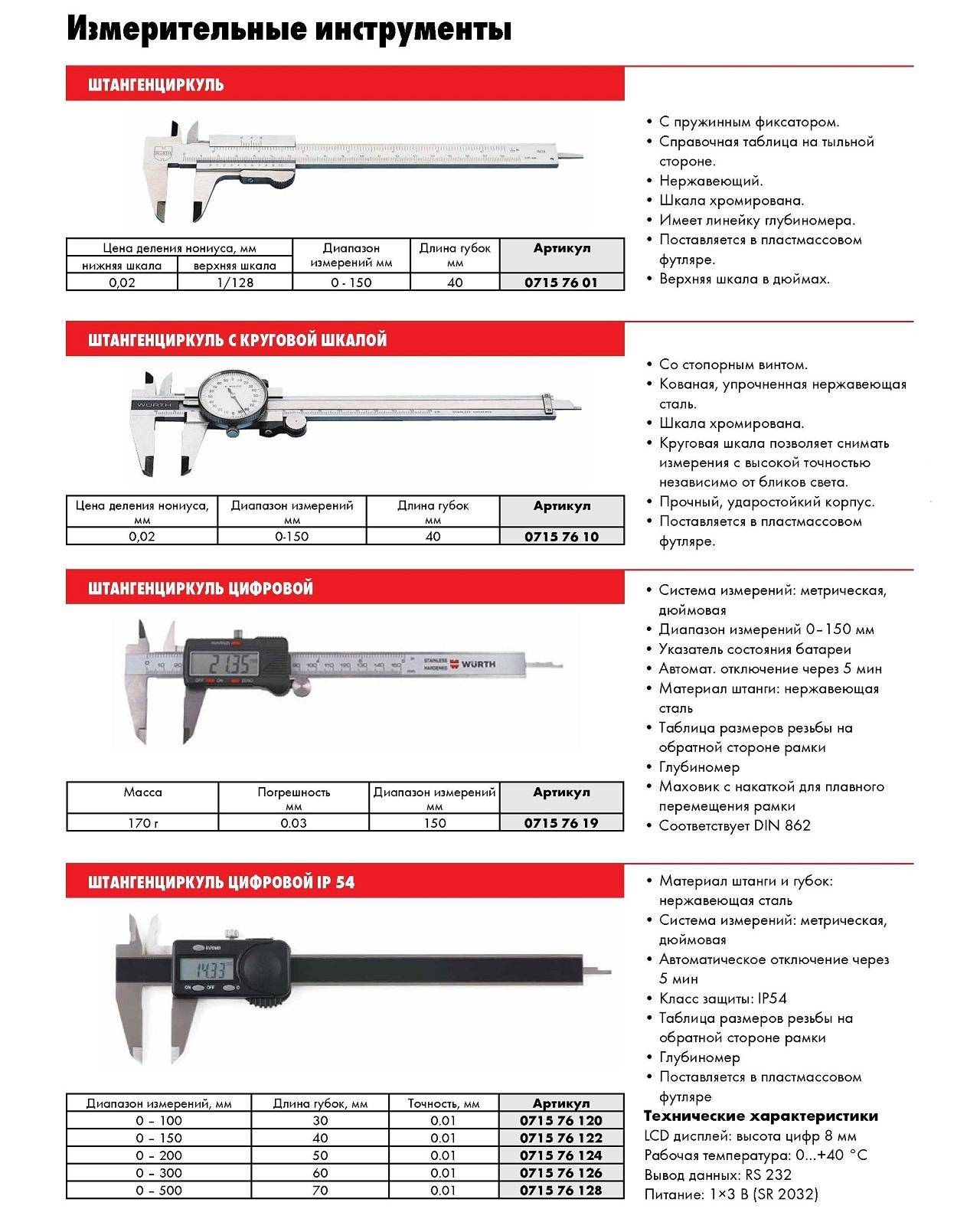
Качество изготовления и точность приборов нормируются ГОСТ 166-89. При этом, согласно стандарту, жестко нормируется точность прибора – шаг дискретности, цена деления шкалы или нониуса.
Как измерить радиус штангенциркулем
Измерение штангенциркулем
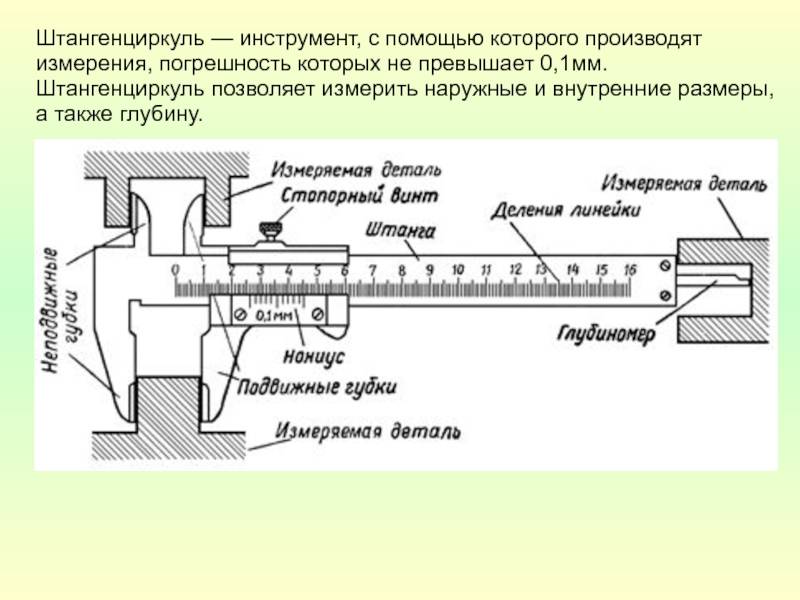
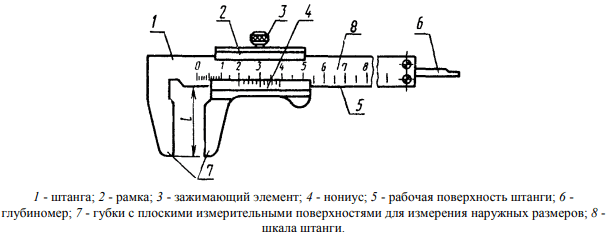
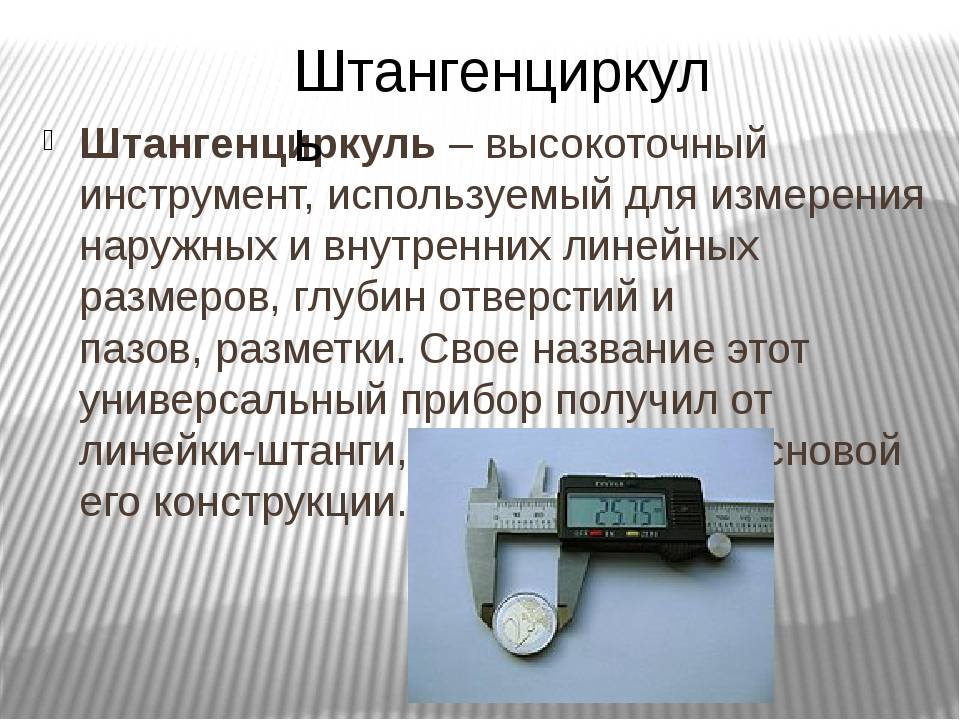
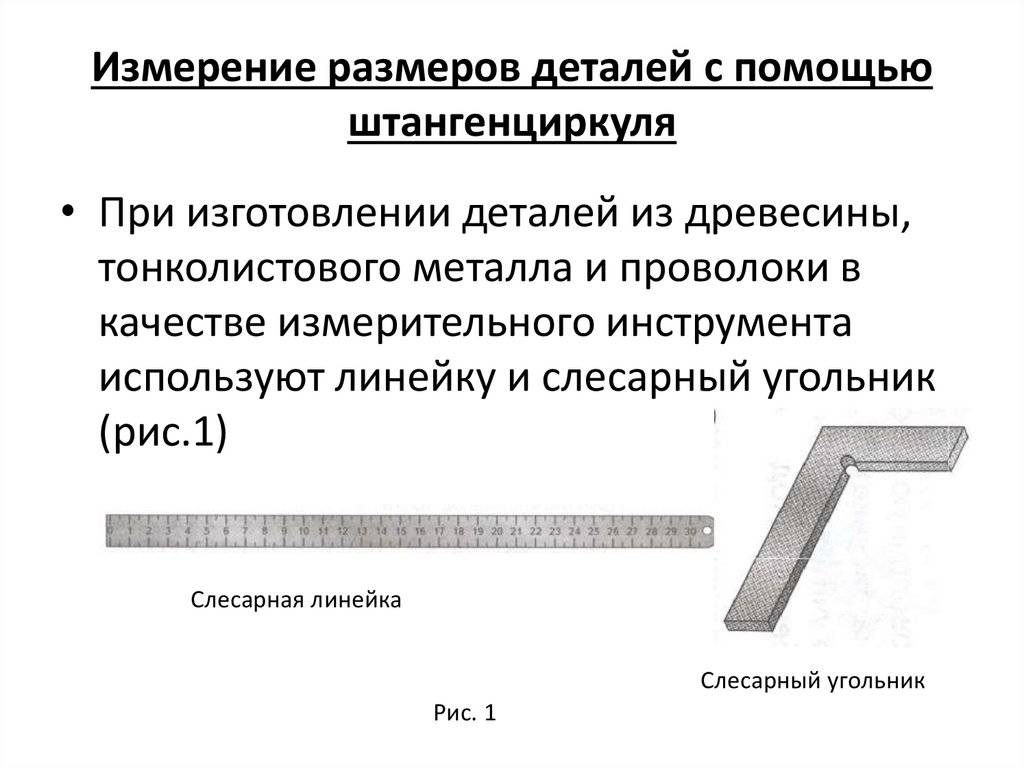
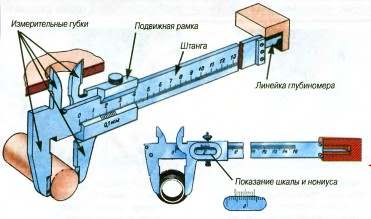
При разметке и обработке деталей широко используется контрольно-измерительный инструмент. С простейшим из них — измерительной линейкой вы уже знакомы. Она позволяет определить размеры деталей с точностью до 1 мм. Для измерения с большей точностью (до 0,1 мм) применяют штангенциркуль. Это универсальный измерительный инструмент. С его помощью можно измерять наружные и внутренние размеры деталей и глубину отверстия.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка». Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой. В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер»
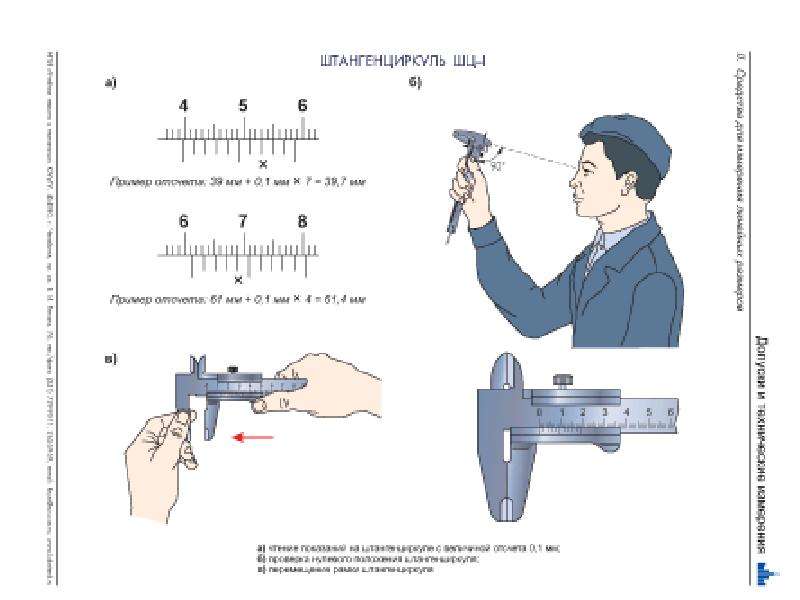
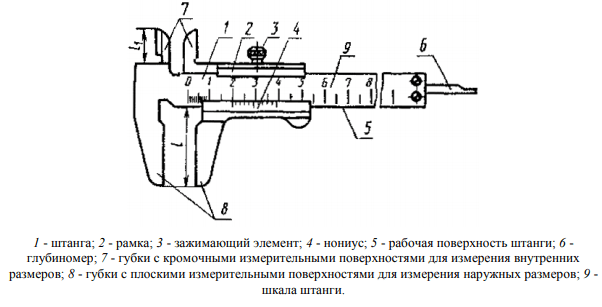
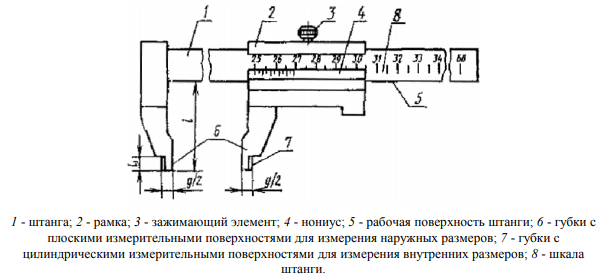
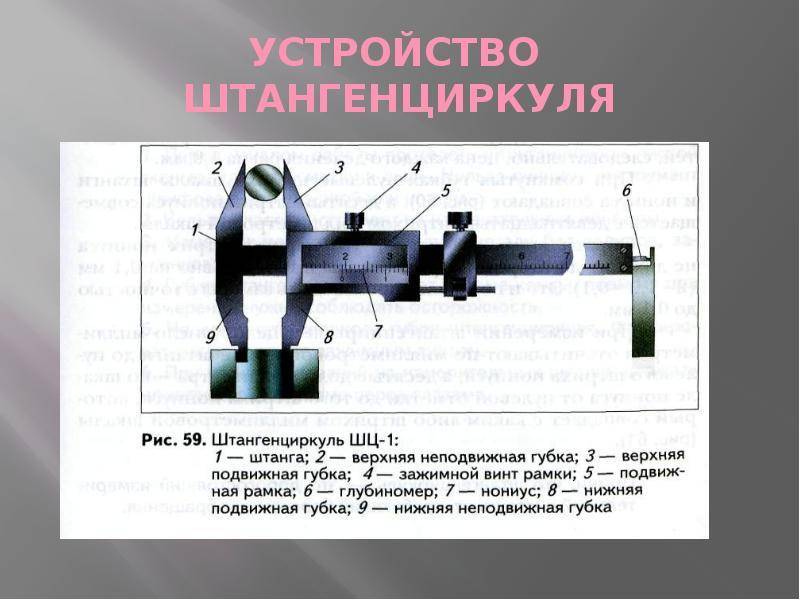
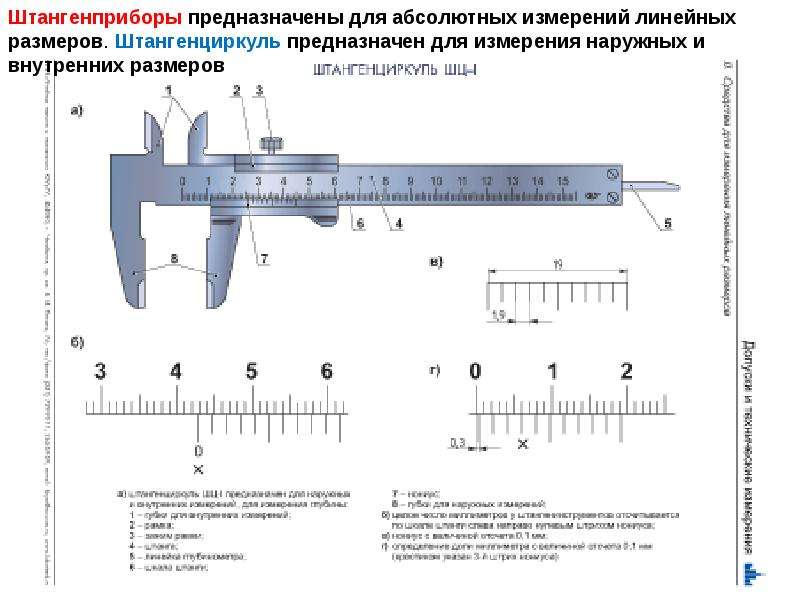
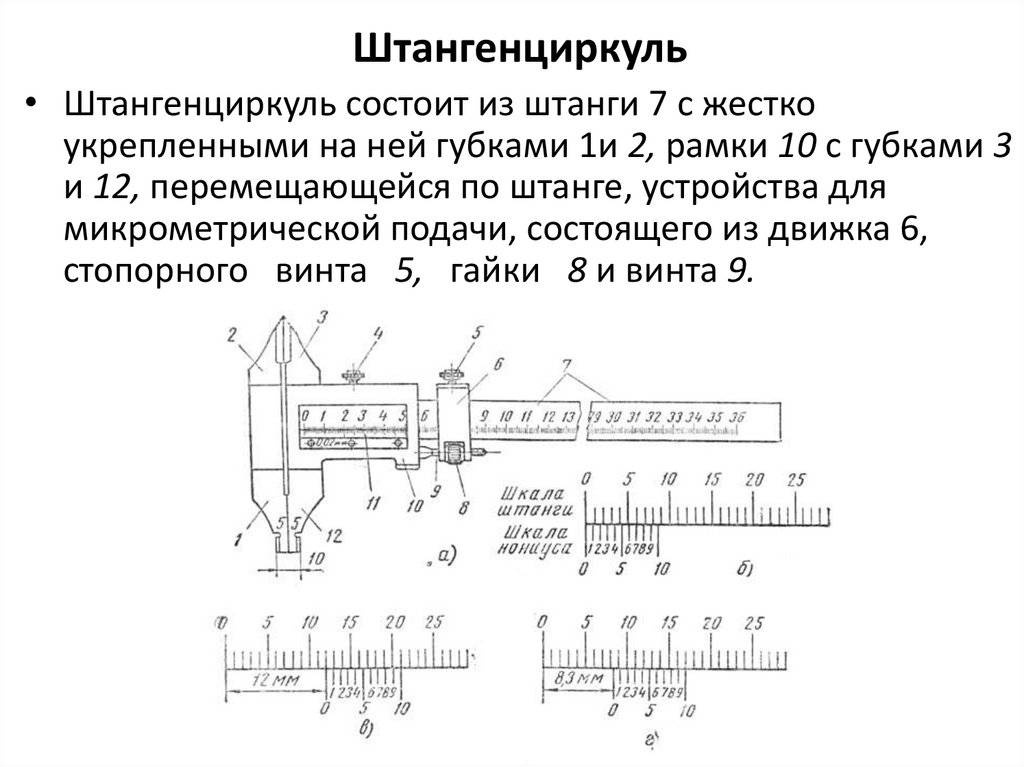
Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке справа показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.

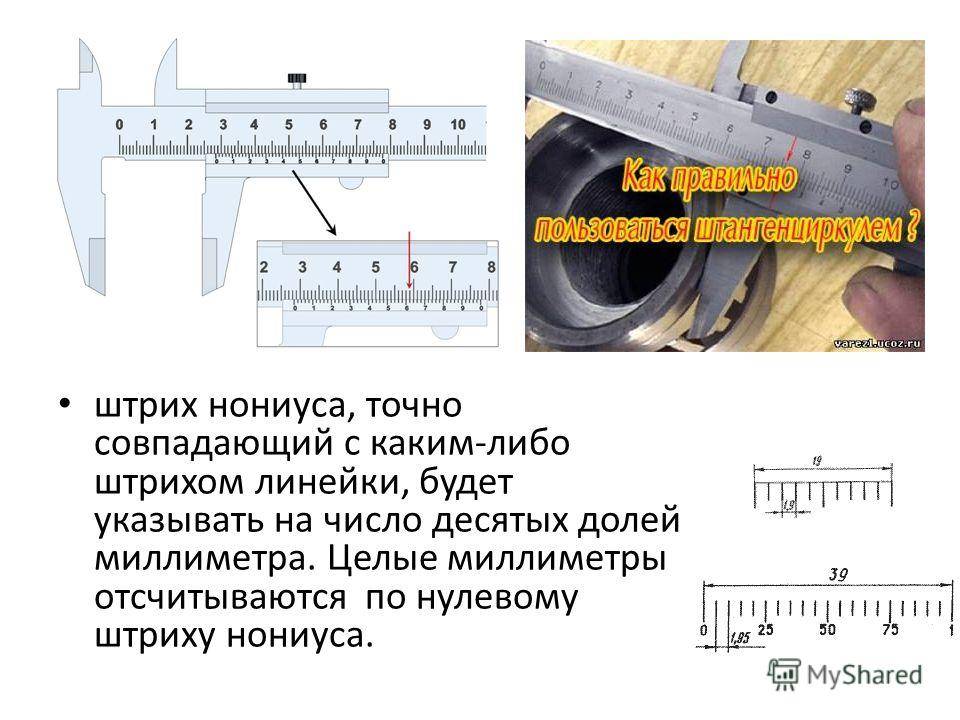

На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. слева). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
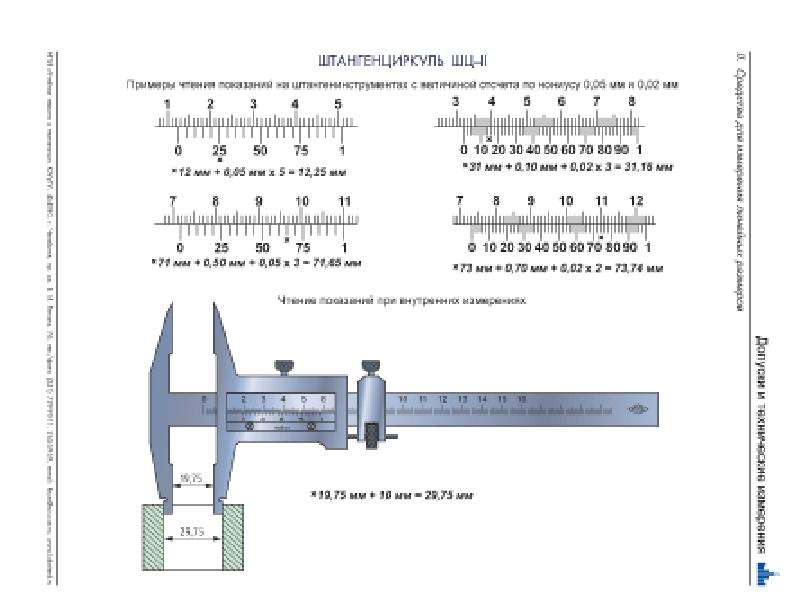
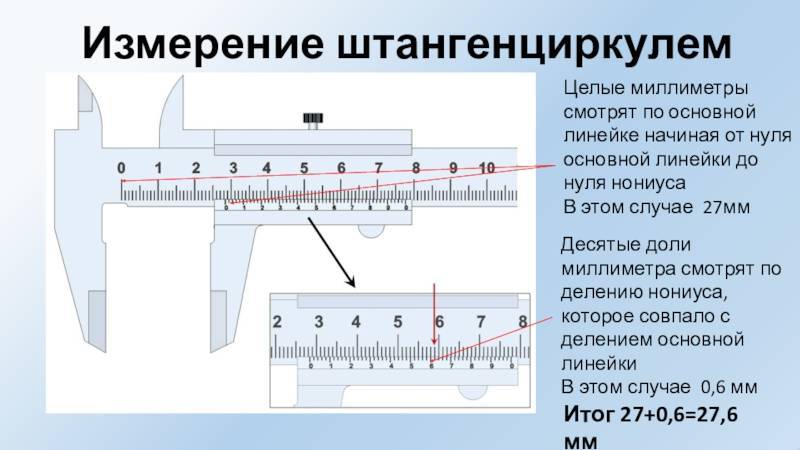
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм.
Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть. Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы.
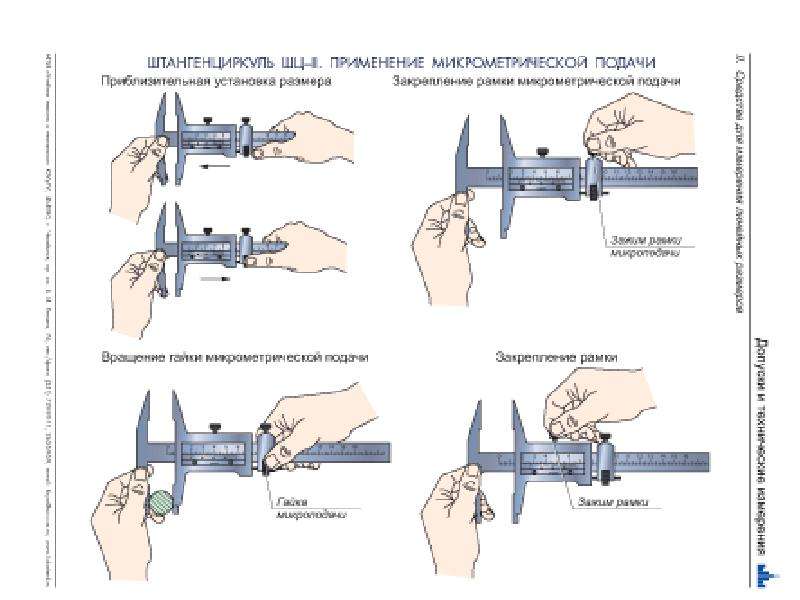
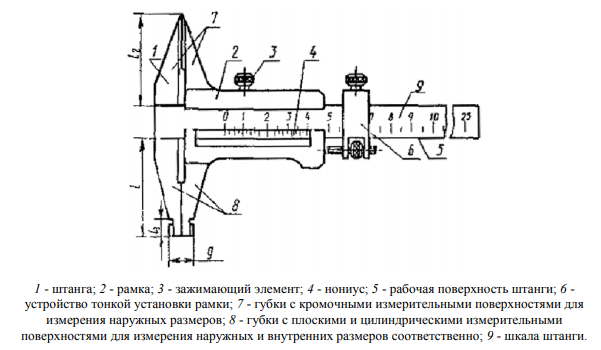
Штангенциркуль ШЦ-II (см. рис. слева) можно применять не только для измерения, но и для разметки. С его помощью наносят прямые риски от строго прямолинейных базовых кромок или поверхностей заготовок, делают засечки, проводят окружности.
Штангенциркуль является дорогостоящим и точным инструментом, поэтому бережное обращение с ним должно быть основным правилом работы. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Нельзя очищать инструмент шлифовальной шкуркой или ножом. Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля
Положение их обязательно фиксируется стопорным винтом.Читая показания штангенциркуля, надо держать его прямо перед глазами.Губки штангенциркуля имеют острые концы, поэтому при пользовании им соблюдайте осторожность.Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки.После работы штангенциркуль надо протереть чистой ветошью. Ниже вы можете проверить свои умения пользования штангенциркулем
Ниже вы можете проверить свои умения пользования штангенциркулем.
1.Выбираете заготовку
2.Находите на шкалах штангенциркуля(справа) размер.
3.Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
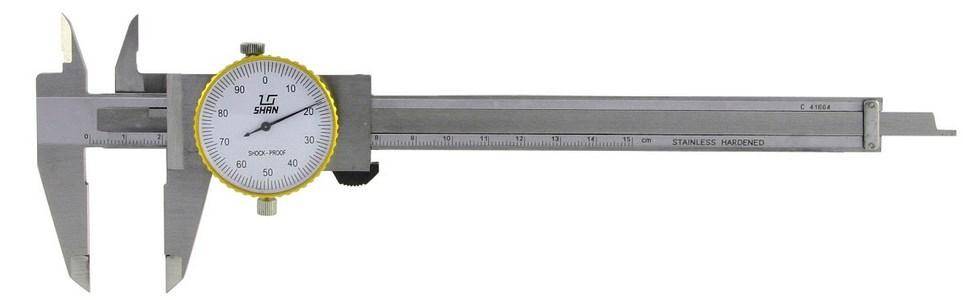
ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее, чем чтение отсчёта по нониусу.
ШЦЦ — с цифровой индикацией (электронный) может измерять с точностью до сотых долей миллиметра.
Устройство и использование штангенциркуля
У каждого изделия имеется:
- Штанга, напоминающая линейку со множеством делений. Именно на этот компонент крепятся все остальные детали.
- Две губки, предназначенных для измерения внутренних поверхностей (например, диаметра отверстия).
- Две губки, использующихся при измерении наружных поверхностей (к примеру, длины гвоздя).
- Ползунок — деталь разметочного штангенциркуля, которая отвечает за показания измерений.
- Глубиномер (присутствует не во всех моделях). Как понятно из названия, он используется для замеров глубины.
- Винт, который закрепляет положение губок.
- Кнопка для обнуления (имеется только в электронных изделиях) — предназначена для сброса показаний.
Пожалуй, наиболее важный компонент в любом разметочном штангенциркуле — это губки. Устройство сделано таким образом, что одна из половинок губки остаётся на месте, а другая перемещается на заданное расстояние. При любом замере придётся использовать эти детали, поэтому их производят из твёрдых сплавов, чтобы гарантировать устойчивость к износам.
Губки штангенциркуля разметочного фиксируются закрепляющим винтом. Это относитсяк внутренним и внешним губкам. Таким образом, можно узнать расстояние между ними в удобном для себя положении. Для использования механического штангенциркуля, необходимо знание шкалы нониуса (её можно без труда найти в интернете). Совсем иной подход реализован в электронных устройствах.
Здесь от пользователя не потребуется определённых знаний — все полученные значения указаны на электронном дисплее.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед началом использования необходимо подготовить прибор и измеряемую деталь: очистить поверхность от грязи для обеспечения максимальной точности. Губки должны быть плотно соединены, и следует оценить размер пространства между ними. Если дизайн в порядке, он будет минимальным.
Кроме того, подвижную раму необходимо сдвинуть так, чтобы ее первый риск точно совпал с нулевой отметкой на шкале балансира
Если это не принять во внимание и не выполнить, результаты не будут точными. Если сравнить эти отметки невозможно, значит, такой датчик неисправен и использовать его не рекомендуется
Только убедившись, что конструкция полностью подготовлена, можно приступать к работе.
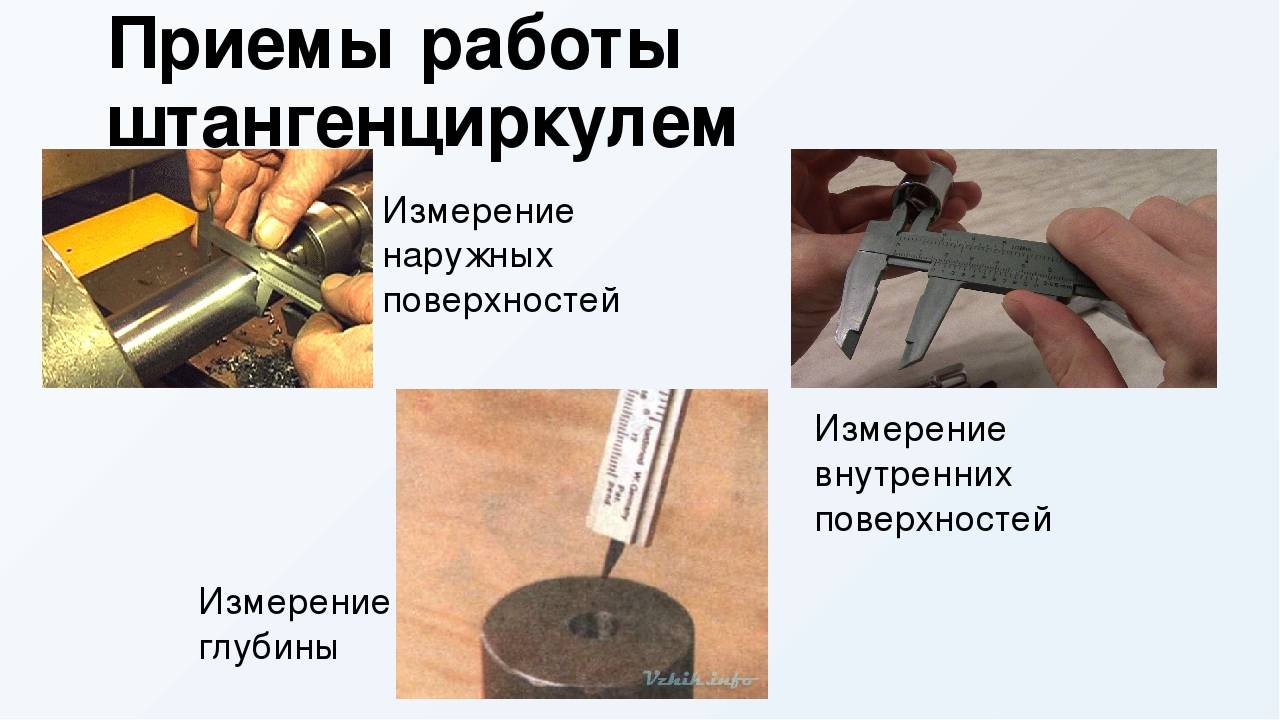
Измерение наружных поверхностей
Когда необходимо измерить линейный размер или внешний диаметр, последовательность использования инструмента следующая. В первую очередь нужно развести губки, передвигая рамку. Затем плотно прижмите их к противоположным поверхностям детали, которую вы хотите измерить, и зафиксируйте положение рамы винтом. Если измеряется внешний диаметр цилиндрической детали, ее ось должна быть точно перпендикулярна плоскости каркаса. Если измеряется длина детали или изделия, его продольная ось должна располагаться точно параллельно стержню. Эти условия необходимо соблюдать с помощью штангенциркуля, в противном случае нельзя будет получить точные результаты.




Измерение внешних поверхностей штангенциркулем
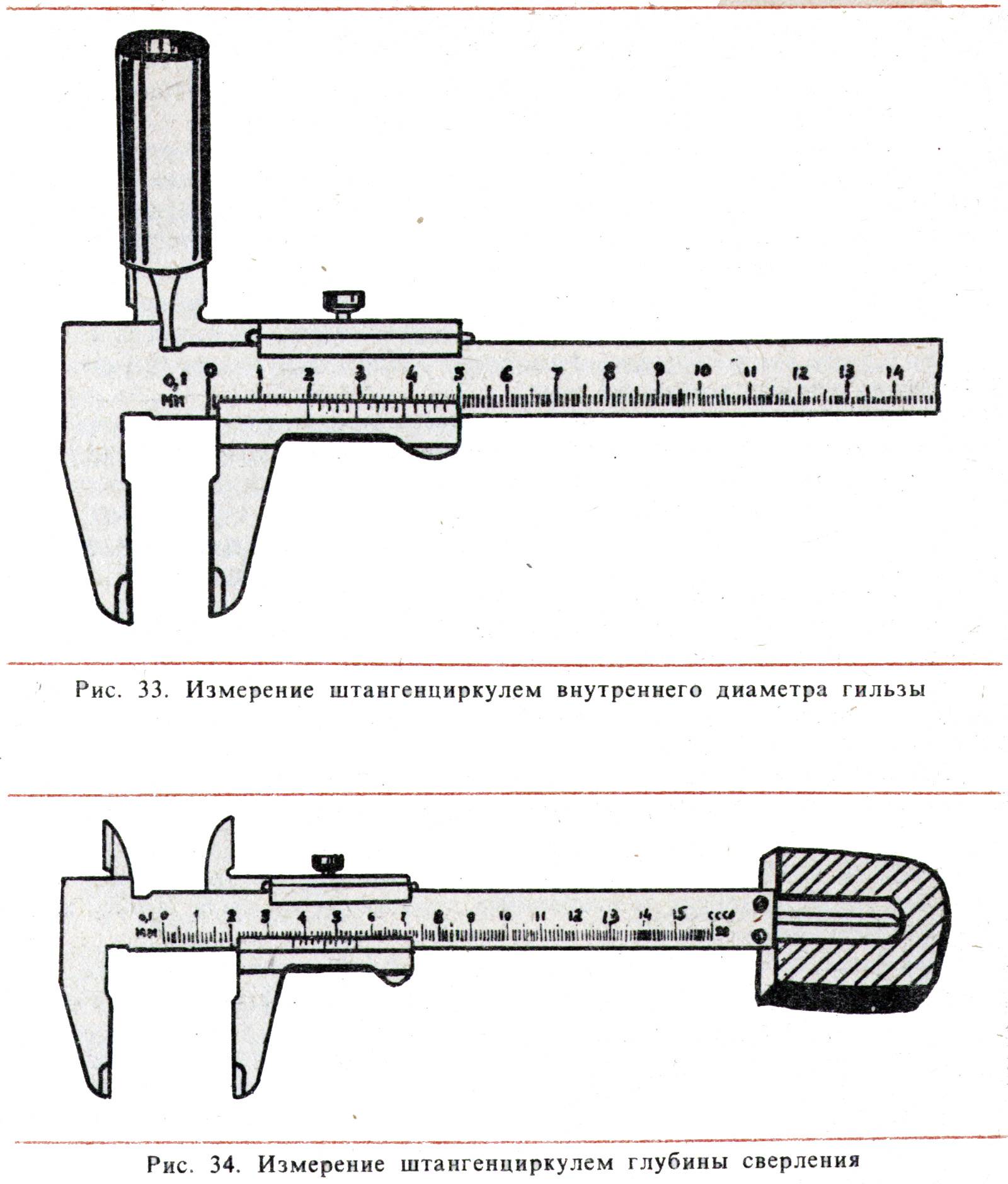
Измерение внутренних поверхностей
Если вы хотите измерить диаметр отверстия, внешние губки должны быть установлены на ноль. Их необходимо вставить в измеряемое отверстие. Держать нониус необходимо ровно. Далее губки нужно развести полностью, чтобы они плотно прижались к внутренним стенкам детали. Зафиксируйте их положение стопорным винтом. Затем снимаются показания и производятся необходимые расчеты, если использовался штангенциркуль.
Измерение внутренних поверхностей штангенциркулем
Определение глубины
Чтобы измерить глубину отверстия, вам нужно будет переместить раму и выдвинуть ограничитель глубины. Затем вставьте его полностью в отверстие так, чтобы конец касался дна. Он должен располагаться точно перпендикулярно поверхности измеряемой детали. Прижмите к стене. Также переместите планку до конца до упора. Зафиксируйте положение стопорным винтом и снимите устройство.
Измерение глубины штангенциркулем
Замер резьбовых соединений
Калибр можно использовать для измерения резьбовых соединений – винтов, болтов и т.д. Диаметр резьбы определяется выступами. Для этого измеряемый винт или болт необходимо расположить вертикально и зафиксировать губками. После этого можно определить желаемые показатели.
Если вам нужно измерить шаг резьбы штангенциркулем, это делается в следующей последовательности. Сначала измеряется высота планки и внешний диаметр детали. Затем подсчитывается количество потоков. Разделив длину стержня на количество витков, можно получить показатель шага резьбы.
Измерение резьбовых соединений нониусом
Как пользоваться стуслом
Для получения прямого или угла 45º без разметки, удобно использовать приспособление, которое называется стусло. С помощью стусла удобно пилить в размер под углом наличники для дверей, багет, и многое другое. Распил получается с требуемым углом автоматически.
Достаточно отмерять длину, вложить полоску материала между вертикальными стенками стусла и удерживая рукой выполнить распил. Для получения качественного торца доски следует использовать пилу с мелкими зубцами. Хорошо подходит ножовка по металлу. Удается распиливать даже лакированные доски без сколов лака.
Угол 45 при пилении с использования стусла, получается также легко, как и прямой. Благодаря высоким направляющим стенок стусла можно распиливать доски разной толщины.
Стусло можно купить готовое, но его не сложно сделать самостоятельно из подручного материала. Достаточно взять три доски из дерева или фанеры подходящего размера, и к боковым торцам одной из них саморезами прикрутить две другие. Сделать направляющие пропилы под требуемыми углами и приспособление стусло готово.





