Советы по эксплуатации трубогиба с гидравлическим приводом
Одной из самых частых проблем, возникающих при эксплуатации гидравлического оборудования, считается попадание воздуха в систему. При этом в конструкции происходит снижение развиваемого усилия, в результате чего рукоятка трубогиба начинает пружинить.
Ремонт гидравлических трубогибов в таком случае производится довольно просто. Для исправления этой проблемы советуют завинтить винт трубогиба до упора и вынуть ось, которая стыкует ручку с плунжером. Затем нужно вынуть плунжер и залить масло в специальное отверстие втулки. Далее конструкция собирается обратно и прокачивается ручка. Для прокачки достаточно 10 движений.
Довольно распространённая проблема при использовании гидравлических трубогибов — статичность штокового элемента. Если он не двигается в процессе работы устройства, то тогда нужно проверить, исправен ли всасывающий обратный клапан. Ремонт рекомендуется выполнять так: закрутить винт и приподнять рукоятку устройства до упора. Далее нужно ударить по ней, чтобы она опустилась. В случае необходимости можно повторить эту процедуру несколько раз.
И, наконец, очень часто возникают поломки электропривода в электрических трубогибах. В этом случае рекомендуется вызвать мастера, который разбирается в таких вопросах и сможет произвести качественный и грамотный ремонт гибочного устройства.

Для изготовления трубогиба своими руками подойдет обычный гидравлический домкрат
Как правильно выбрать трубогиб: советы и рекомендации
Очень важно совершить правильный выбор при покупке трубогиба. Специально для этого мы собрали несколько советов для вас
Придерживаясь их, вы сможете совершить правильный выбор и не попасться на удочку мошенников:
определитесь с целью покупки. Если трубогиб нужен вам для бытовых нужд, то предпочтение можно отдать приборам в пределах цен до 10.000–15.000 рублей. Для работы в цехах, на заводах или крупных предприятиях следует выбрать механизм подороже;
уточните вес модели и визуально оцените его габариты. От этого действительно многое зависит (в том числе способ транспортировки и перемещения инструмента);
одним из самых важных показателей при выборе трубогиба является то, каким диаметром может обладать сгибаемая труба
Обязательно обратите на это внимание;
перед покупкой обязательно осмотрите товар на присутствие механических дефектов. Если на приборе есть царапины или потёртости, то лучше купите другую модель.
Голосование за лучший трубогиб
Какой бы вы выбрали трубогиб или посоветовали?
STALEX MPB-25S
Сохраните результаты голосования, чтобы не забыть!
Чтобы увидеть результаты, вам необходимо проголосовать
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Основные преимущества гидравлических ручных трубогибов
Трубогиб гидравлического типа осуществляет гибку труб благодаря воздействию большого давления в одну (ручные аппараты) или несколько точек (электрические модели). Наиболее распространённый тип устройства – гидравлический арбалетный трубогиб.
Гидравлические ручные аппараты имеют множество преимуществ, в сравнении с другими разновидностями. К их основным преимуществам относят:
- компактность;
- дешевизна;
- надёжность;
- простота использования;
- мобильность;
- точность;
- высокая скорость гибки;
- отсутствие дополнительных расходов электроэнергии.
Трубогибы с гидравлическим приводом в отличие от обычных ручных устройств обладают более высоким КПД и могут выполнять довольно большие объёмы работы. Кроме этого, они не относятся к стационарным, что позволяет эксплуатировать их в нужном месте. Из-за того, что конструкция такого устройства гораздо проще, чем у электрических аналогов, они гораздо реже ломаются. Это тоже является огромным плюсом.
Делаем арбалетный трубогиб
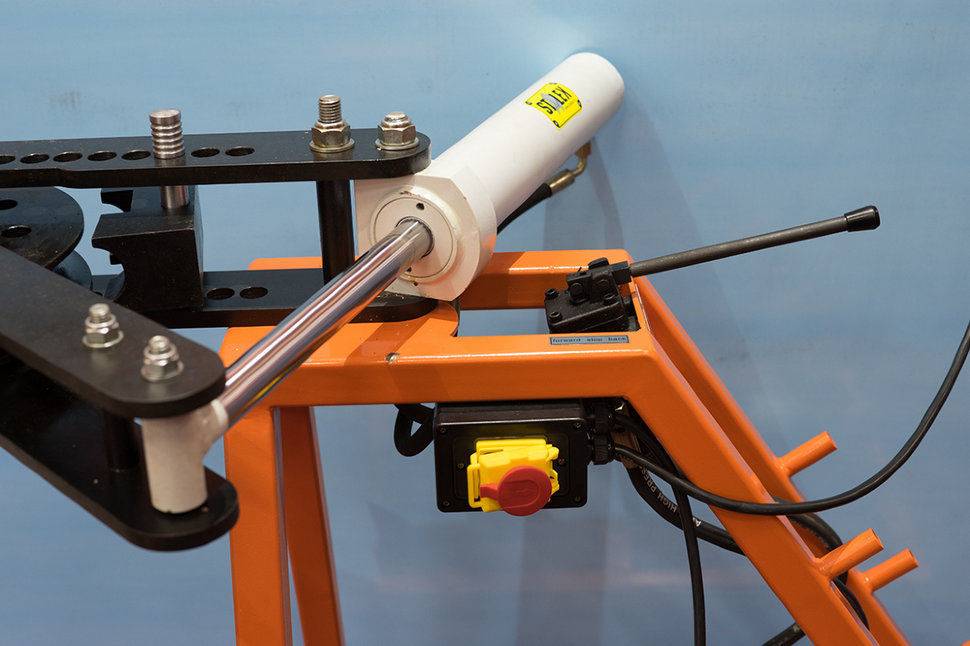
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.
Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Смазка для гидравлических устройств
Каждое приспособление, в состав которого входят подвижные элементы, нуждается в смазке. Для осуществления рабочего процесса гидравлического трубогиба нужно специальное масло. Такое масло должно обладать следующими характеристиками:
- Чистота масла при перепадах температур. Оно должно обладать достаточной прозрачностью и не иметь тенденции к образованию осадка при низких и высоких температурах.
- Гидролитическая стабильность. При попадании на гидравлический трубогиб воды, масло должно обеспечивать работоспособность механизма и оберегать его от ржавления.
- Фильтрационные качества. Масло должно иметь не слишком густую консистенцию, чтобы свободно проходить через очистительные фильтры.

Для обслуживания трубогиба нужно применять качественные средства
Соответствие вышеперечисленным требованиям позволяет защитить гидравлическое оборудование и продлить срок его эксплуатации. Гидравлическая смазка является необходимой частью любого подвижного механизма. Без него эксплуатация такого оборудования попросту невозможна. Кроме защитных свойств, смазка позволяет уменьшить физическую нагрузку при сгибании труб.
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.









Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Профильный трубогиб
Важно знать:
- Тип применения: профильные трубы, трубогибы этого вида наиболее мягко действуют при производстве загиба, происходит минимальная и наиболее качественная деформация трубы;
- Материалы: метал, домкрат;
Фото:
Чертежи:
Чертеж 1. Трубогиба для профиля ручной.Чертеж 2. Трубогиб для профиля с домкратом. 1 – основание платформа; 2 – ножки основания; 3 – основание; 4 – ролики; 5 – шарнир; 6 – домкрат;
Чертеж 1. Трубогиб своими руками для профиля:
- Трубогиб своими руками ручной для профиля собирать стоит из метала заранее приготовив ролики, метал и сварочный аппарат. Главное это чертеж на рисунке приведен примерный, так как у каждых своих нужды и вам все равно придется поработать с чертежом чтобы сделать станок для гибки труб с опциями которые нужны именно вам.
- Работает он следующим образом труба ложится на нижние ролики, и прижимается верхним роликом. Затем осуществляется прокатка всей трубы через механизм трубы, в результате чего труба сгибается в дугу;
Чертеж 2. Трубогиб своими руками для профиля:
- Это примерная схема станка для гибки труб профильного с домкратом собранная своими руками, берите его за основу и конструируйте свой. Вам понадобится домкрат, столешница и ролики.
- Работает следующим образом, кладете профиль на два нижних ролика, верхний ролик находится над профилем и будет выполнять роль упора. Поднимаем домкрат, до нужной нам величины, и прогоняем профиль сквозь трубогиб крутя ручку.
Трубогибы ручные
Чем хороши ручные трубогибы? Они очень дешевы и их легко носить с собой. Но на сколько ручной трубогиб дешев, на столько же у него много и ограничений. Вот основные из них:
- большие физические нагрузки (ручной трубогиб вам подойдет, только если трубы приходится гнуть от случая к случаю)
- процесс одной гибки отнимает до нескольких минут (в зависимости от вашего опыта и твердости металла)
- возможно применения только на трубах из «мягких» металлов и на тонких трубах из стали
- крайне неудобно осуществлять более одного изгиба на куске трубы
- невозможно точно контролировать радиус изгиба
Резюмируя вышесказанное получаем, что ручной трубогиб — это непрофессиональное решение для применения дома, в гараже, в автосервисе и других местах, где гибку приходится осуществлять редко и с невысокой точностью.
Этот ролик демонстрирует работу простейшего ручного трубогиба стоимостью всего 1000-3000 руб. (см. также цены на ручные трубогибы).
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.









Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
5 Как проще всего самостоятельно сделать трубогиб?
Все, что вам понадобится для получения нужного радиуса – это деревянный, плавно изгибающийся шаблон, для чего достаточно сколотить щит из толстых досок и опилить его, придав нужную округлость кромке. Расположите щит горизонтально или вертикально, как вам удобно, и жестко закрепите. В начале изгиба приделайте фиксатор, это может быть накидная скоба, крючок или брус с отверстием нужного диаметра. Под изгибающейся частью, к противоположной ей кромке щита приделайте лебедку. Теперь достаточно зацепить трубу тросом и начать накручивать его на ворот, чтобы профиль начал медленно изгибаться по шаблону.
 Самостоятельное изготовление трубогиба
Самостоятельное изготовление трубогиба
Еще 1 универсальный вариант может работать при помощи жестко зафиксированного возле вертикальной поверхности домкрата. На плоскость, не выше самой нижней точки опущенной грузонесущей рейки, прикрепите свободно вращающийся шкив с желобом, соответствующим нужному диаметру трубы. Сбоку, не выше оси шкива, на расстоянии, соответствующем диаметру или стенке профиля, жестко закрепите упор.
Технология трубогибов
Трубогиб аналогичен листогибу. В случае чистого изгиба, если внешний диаметр равен D, толщина стенки равна T, когда труба изгибается под действием внешнего крутящего момента M, внешняя боковая стенка трубы нейтрального слоя находится под растягивающим напряжением σ1, и стенка трубы становится равной тоньше. Внутренняя стенка нейтрального слоя испытывает растягивающее напряжение σ1, и стенка становится толстой.
А форма поперечного сечения превращается в приблизительный эллипс из-за результирующей силы F1 и F2, когда деформация слишком велика, внешняя сторона стены будет давать трещины, внутренняя стенка трубы будет казаться морщинистой.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины T / D, чем меньше значение R / D и T / D, тем больше степень деформации.
Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации должна контролироваться в допустимом диапазоне, а предел изгиба трубы зависит не только от механических свойств и методов изгиба материала, но также и от требований трубы. арматура.
Конструкция трубогиба
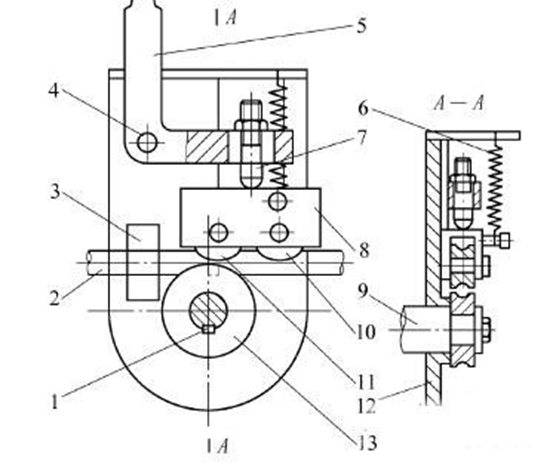
- Ключ
- Стальная труба
- Зажим для стальных труб
- Ось штифта
- Ручка
- Весна
- Регулировочные винты
- Роликовое сиденье
- Шпиндель
- Направляющий шкив
- Роликовое прикатывающее колесо
- Проигрыватель
- Модуль гибки труб
(1) ГИБНАЯ ПЛАСТИНА
Монтаж:
- снимите гайку, фиксирующую гибочную матрицу, против часовой стрелки.
- вставьте гибочную матрицу, а затем зафиксируйте гайку гибочной матрицы.
(2) ЗАЖИМНАЯ МАТРИЦА
Монтаж:
- потянуть за зажимную плашку для фиксации центрирующего вала.
- вставьте зажимную матрицу, затем вставьте неподвижную оправку.
Корректирование:
A. Зафиксируйте и расслабьте зажимное гнездо, затем установите панель управления в ручной режим, нажмите кнопку зажима до конца зажимного пути. (На этом этапе между зажимной матрицей колеса должен быть зазор, который можно отрегулировать с помощью зажимного седла для регулировочного винта).
B. Отрегулируйте зажимное гнездо для регулировки винта так, чтобы зажимная матрица и гибочная матрица были полностью герметизированы.
C. Нажмите кнопку возврата, чтобы вернуть зажимную матрицу, а затем отрегулируйте зажимной винт по часовой стрелке на 1 / 2-1 / 4 круга.
D. и затем заблокируйте гайку фиксированного зажимного седла.









(3) Давление DIE
Монтаж:
A, выверните фиксированный винт на пресс-матрице и затем вставьте пресс-матрицу.
B, зафиксируйте винты направляющей формы.
Корректирование:
A, зафиксируйте и расслабьте зажимное гнездо, затем установите панель управления в ручной режим, нажмите кнопку зажима до конца зажимного пути. (На этом этапе между зажимной матрицей колеса должен быть зазор, который можно отрегулировать с помощью зажимного седла для регулировки винта).
B, отрегулируйте зажимное гнездо для регулировочного винта так, чтобы зажимная матрица и гибочная матрица были полностью герметизированы.
C, нажмите кнопку возврата, чтобы вернуть зажимную матрицу, а затем поверните зажимной винт по часовой стрелке примерно на 1/2-1 / 4 круга.
D, а затем зафиксируйте гайку фиксированной зажимного седла.
(4) оправка
Монтаж:
A. вставьте оправку в стержневой стержень по часовой стрелке.
Б. затем закрепите винтами оправку.
(Обратите внимание, что оправка должна быть в направлении изгиба)
Безопасность при работе
Трубогиб является достаточно опасным инструментом. При неправильном обращении с ним присутствует возможность получить травму. Чтобы этого избежать дадим несколько советов по использованию прибора:
- Ни в коем случае нельзя подходить на близкое расстояние к трубе с той стороны, где она гнётся (при работе на стационарных станках). В некоторых случаях заготовка может просто соскользнуть – сталь с высокой скоростью ударит по телу.
- Во время сгибания стали также нельзя прикасаться и удерживать саму металлоконструкцию – это можно делать только после прекращения деформации.
- Не включайте трубогиб на максимальную скорость работы. При быстрых деформациях есть возможность сломать трубу. При этом осколки от неё могут разлететься в различные стороны, что также очень опасно.