
Торцевые — конструкция и применение
Посредством торцевых (или торцовых) фрез выполняется обработка плоских поверхностей. Применяются устройства на фрезерных станках вертикального и горизонтального типа. Изготавливается оснастка из таких материалов, как углеродистая, легированная и быстрорежущая сталь. Свое название оснастка получила за счет конструктивных особенностей. Режущие части на ней находятся на торце и сбоку, что позволяет одновременно выполнять обработку в двух перпендикулярным плоскости направлениях.

Лезвие торцевой фрезы состоит из трех частей — вспомогательного, переходного и вспомогательного. Для снижения вибрации при обработке детали, а также с целью повышения качества проводимых работ, оснастка оснащена большим количеством зубьев. Применяются устройства непосредственно для работы с плоскими и ступенчатыми поверхностями металлических заготовок.
https://youtube.com/watch?v=CzoxoPzo1Gg%3F
Устройства торцевого типа отличаются массивными габаритами, что позволяет осуществлять не только точную, но еще и быструю обработку. Наиболее популярной моделью торцевых фрез является «кукуруза». Применяются оснастки этого вида в автомобилестроении, где с их помощью осуществляется вытачивание картеров коробок передач.
Это интересно! Торцевая фреза позволяет настраивать резцы с минимальной точностью, что в итоге положительно отражается положительно на качестве обработки.
Безопасность при работе
- После каждого этапа работы проверяйте фиксацию, или просто подтягивайте патрон с помощью ключа.
- Дрель не оснащена защитным экраном (в отличие от ручного фрезера), поэтому работать следует в защитных очках и перчатках. Одежда со свободным рукавом недопустима.
- Поскольку обороты небольшие, вибрации несбалансированной фрезы не сильно мешают. Однако при заточке кромок желательно выдерживать идеальную окружность. Ни один зуб не должен быть длиннее.
- Дисковые фрезы с большой глубиной погружения на дрели использовать нельзя. При подклинивании инструмент просто вырвется из рук. Виноваты снова низкие обороты.
Устройство, виды и характеристики
Конструктивно фрезерное сверло состоит их хвостовика, фрезерной части и сверлильной. Изделия с двумя рабочими поверхностями принято классифицировать по таким признакам:
- материалу (высоколегированная инструментальная быстрорежущая сталь, твердые сплавы);
- конструкции хвостовой части (цилиндрическая, шестигранная);
- длине хвостовика (короткий, удлиненный, длинный);
- обрабатываемому материалу (для металла, дерева, универсальные);
- способу изготовления (цельные, составные);
- диаметру (от 3 до 12 мм);
- общей длине;
- длине рабочих частей;
- твердости (61÷68 HRC).
Сверло-фреза, работающее по металлу, является универсальным режущим инструментом. Им выполняют операции по изготовлению фигурных отверстий в любом тонкостенном материале. К преимуществам изделия, во-первых, относят тот факт, что с помощью одного инструмента возможно выполнение двух операций, что сокращает время на изготовление отверстия необходимой конфигурации. Этот факт повышает производительность труда, что на производстве является решающим фактором. Во-вторых, для вращения фрезерного сверла можно задействовать любой инструмент, в котором имеется соответствующее зажимное устройство
Это важно для домашних умельцев и в небольших мастерских. Они могут задействовать перфоратор, дрель или станки сверлильные или фрезерные настольного типа
В-третьих, изделие подлежит переточке, т. е. угол заточки сверла можно восстановить в случае его затупления.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром
Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
Отрезные — виды и назначение
Отрезные фрезы являются подвидом дисковых насадок. Их главное назначение заключается в названии — резка или разделение целой заготовки пополам или на части. Острые кромки на отрезной фрезе по металлу расположены по периферии, то есть по краям диска. В зависимости от размера режущих зубьев, рассматриваемый вид оснастки классифицируют на три вида:
- С большими зубьями
- Со средними зубцами
- С малым зубом
Насадка с большим зубом применяется для резки металлов, относящихся к категории легких и мягких. Большой зуб при контакте с мягким металлом не отламывается, а осуществляет его резку. Для фрезерного распила чугуна и прочих видов прочных сталей используются устройства с малым и средним зубом. Чем выше прочность обрабатываемой заготовки, тем меньший размер зуба должна иметь борфреза. Для производства отрезных устройств используются стали следующих марок — Р6М5, Р12, Р18.
Это интересно! Для чего нужны отрезные борфрезы, когда для резки металла имеются абразивные диски? Диск служит исключительно для обрезания металлических заготовок, а отрезной фрезой можно не только выполнять работы с высокой точностью, но еще и проделывать разного размера углубления в деталях.
https://youtube.com/watch?v=HLFUYDwB5II%3F
Конструкция и принцип работы
В основе работы станка лежит вращательно-поступательное движение. Фрезы в рамках обработки на небольшой скорости продвигаются вперед, активно вращаясь вокруг своей оси. В итоге обрабатываемая деталь приобретает требуемую поверхность. Она может быть гладкой или с пазами, канавками или др., в зависимости от типа прямолинейных движений в конкретном случае. Полученная форма будет определяться видом используемого инструмента, его расположением и типом движений.
Любая фреза по металлу имеет собственный корпус, на котором закрепляются специальные зубья. В нем выделяются зоны:
- шейка (переходная);
- рабочая;
- хвостовая.
Хвостовая фреза
Для различной обработки исходной заготовки и работы в самых сложных и труднодоступных ее участках, существует широкий выбор фрез. В каждом случае, ориентируясь на металл и его свойства, для желаемого результата выбирается оптимальный тип инструмента, вариант его подачи.
Вертикальный фрез изготовление своими руками
Работать дрелью, в патроне которой установлена такая насадка, достаточно сложно, а получить чистовой результат практически невозможно. Если под рукой отсутствует фрезерный станок, но при этом необходимо воспользоваться фрезерной насадкой для выполнения черновых работ, то подойдет обычная дрель. Для этого ее рекомендуется зафиксировать в вертикальном положении, и надежно закрепить.
Это интересно! Чтобы иметь возможность регулировать обороты вращения патрона инструмента, рекомендуется воспользоваться регулятором напряжения.

Фрезерный самодельный станок
Для того чтобы произвести черновую обработку древесины, понадобится соответствующий набор фрез по дереву, а также самодельный станок из дрели, который можно сделать своими руками. Изготовление установки не требует никаких навыков и знаний, и в каждом индивидуальном случае конструкция может отличаться. Главное правило такой установки — это надежное закрепление инструмента.








Чтобы изготовить самодельный фрезерный станок из дрели своими руками, понадобится произвести ряд следующих действий:
- Изготавливается стол, для чего понадобится древесина. Количество необходимой древесины для изготовления стола зависит от размеров будущего устройства
- Создание площадки с ограничителем. В этой площадке будет фиксироваться дрель, и перемещаться при помощи соответствующих направляющих. Для изготовления площадки можно использовать ДСП и стальные трубки
- Установка инструмента на площадку. Для закрепления инструмента нужно использовать стальные пластины и резьбовые соединители в виде болтов и гаек
- Изготовление ручки, посредством которой происходит перемещение инструмента по вертикали вверх и вниз

Станок самодельный для фрезерования древесины
Станок фрезеровочный из дрели готов к работе. Можно устанавливать соответствующие фрезы в патрон, и приступать к его испытанию
Не забывайте, что производить работы нужно с особой осторожностью, так как малейшее неверное движение, и инструмент может вырвать с конструкции установки
Если сооруженное устройство своими руками пройдет первое испытание, то можно изготовить к нему пульт управления для облегчения работы. Такой инструмент имеет одно существенное преимущество — его можно использовать как для фрезерования, так и для сверления. В любой момент дрель можно извлечь, и воспользоваться ею вне конструкции. Не забывайте о негативном влиянии на дрель при работе насадками, что очень снижает срок службы инструмента.
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
https://youtube.com/watch?v=w_YyLNXzenE
Фреза по металлу: особенности, типы, конструкция, принцип работы

Основной инструментальной единицей, используемой на современных металлообрабатывающих станках, считается фреза, обладающая расширенными возможностями по обработке заготовок произвольной формы.
Благодаря этому универсальному инструменту удается получить рез любой степени сложности, подготовленный в соответствии с требованиями технического задания.
На российском рынке представлено множество фрез по металлам, что позволяет без труда подобрать оптимальный вариант.
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
Без фрезерных операций трудно обойтись и в таких важных отраслях, как судостроение и изготовление медицинских приборов.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ.
Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев.
Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им. Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки
Добавим, что по конструкции его принято делить на цельный и разборный
Добавим, что по конструкции его принято делить на цельный и разборный
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.










Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Классификация
Классифицировать известные типы фрезерной оснастки можно по следующим характерным признакам:
- Порядок расположения отдельных зубцов (резцов).
- Тип исполнения, определяемый ее конструкцией.
- Метод крепления режущих насадок, а также материал, используемый при их изготовлении.
По всей совокупности рассмотренных признаков инструменты данного класса делятся на червячные, цилиндрические и торцевые. Кроме того, они могут быть как отрезными, так и дисковыми; причем этим перечислением набор возможных типов не исчерпывается.
Рассмотрим каждую из указанных разновидностей более подробно.
Указанные в названии раздела изделия относятся к основным видам оснастки, востребованным при обработке особо сложных деталей и заготовок. Они предполагают два исполнения, отличающихся формой своих зубьев (последние бывают либо прямыми, либо винтообразными). Каждую из этих модификаций также следует рассмотреть отдельно.
С прямыми зубьями
Инструмент, в качестве режущих частей которого используются прямые зубья, востребован при обработке хорошо доступных участков в пределах заготовки, располагающейся параллельно линии размещения оснастки. Этот тип встречается крайне редко. Чаще всего предпочтение отдается образцам с винтовыми зубьями, отличающимся большей функциональностью.
С винтовыми зубьями
Зубья у оснастки этого типа располагаются по винтовой линии, имеющей заданный угол наклона. Указанный инструмент подходит больше для выборки материала на узких участках исходных заготовок.
Для уменьшения величины осевых нагрузок подходят фрезы, зубья которых выбраны под различными углами наклона рабочих граней.
Торцовые
Торцевые инструменты широко распространены наряду с цилиндрическими модификациями. Их характерный признак – вертикально ориентированная ось вращения, что определяет область их применения. Такая оснастка в основном востребована при обработке протяженных плоских поверхностей, с которых удаляется слой материала заданной толщины.
Конструкция и принцип работы
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ. Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев. Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
К особенностям их конструкции следует отнести наличие рабочих граней, представляющих собой отдельный твердосплавный резец.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им. Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки
Добавим, что по конструкции его принято делить на цельный и разборный
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Правила хранения и эксплуатации
Перед началом работы нужно подобрать и сложить рядом с рабочим местом все фрезы, которые применяются для обработки деталей. Под них нужно выделить специальную тумбочку или стеллаж. После работы весь инструмент следует очистить от грязи, проверить на износ кромок, смазать маслом или солидолом для защиты от влаги. Хранить надо на специальных стеллажах.
Фрезы и сверла для дрелей и фрезеров укладываются в специальные коробки вертикально, хвостовиком вниз.
Фрезерование производится соответствующим для данной операции инструментом. Выполнять грубую фрезеровку отверстий следует сверлом. Чистовую дисковую фрезу и зенкер используют, когда припуск на сторону составляет несколько десятков.
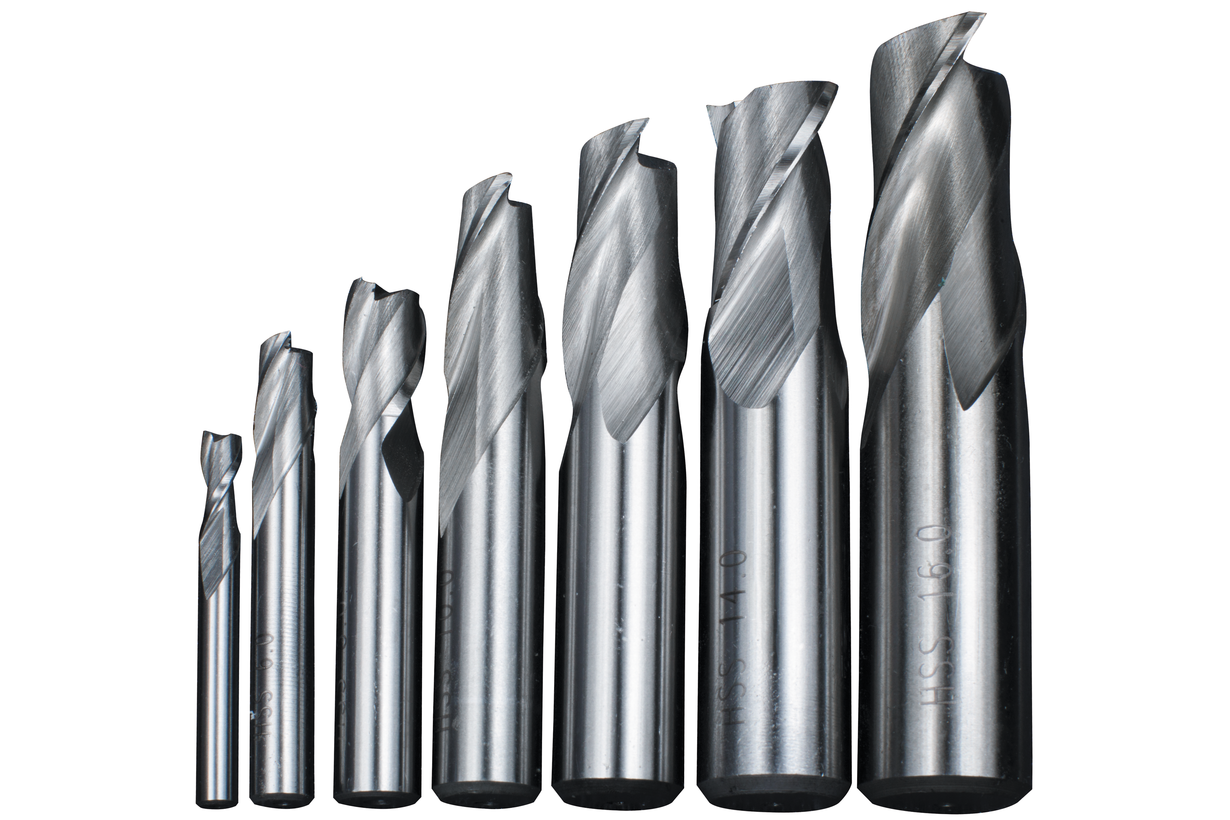
Конструкция инструментов
Каждый из типов фрез по металлу для дрели, описанных выше, отличается особенностями конструктивного исполнения. Большим разнообразием с этой точки зрения обладают фрезы концевого типа, однако инструменты других категорий тоже выпускаются с режущими зубьями различной формы и конструкции.
Режущие зубья
Это основные элементы конструкции фрезы по металлу, за счет характеристик которых и обеспечивается ее способность выполнять обработку металлических изделий. По конфигурации режущих зубьев фрезы могут быть остроконечными и затылованными. Фрезы, зубья которых сформированы плоскими передней и задней поверхностями (остроконечные), имеют один большой недостаток: их переточка выполняется по задней поверхности, что приводит к изменению геометрических параметров зуба. По этой причине фрезы с остроконечными зубьями не могут часто подвергаться такой процедуре.
Слева фрезы с крупными зубьями для грубой обработки мягких металлов. Справа фрезы с мелкой насечкой для тонкого снятия заусенцев с твердых металлических поверхностей
У фрез затылованного типа плоской является только передняя поверхность режущих зубьев, по которой и выполняется переточка. Благодаря такой конструктивной особенности фрезы данного типа можно перетачивать неоднократно, не переживая за то, что их геометрические параметры изменятся в процессе выполнения такой процедуры.
Цельные и сборные инструменты
Фрезы по металлу, используемые для комплектации электрической дрели, могут производиться в цельном или сборном варианте. В первом случае их делают из одной металлической заготовки. Соответственно, их тело и режущая часть выполнены из стали одной марки. Такой подход к изготовлению фрез позволяет снизить их себестоимость, но отражается на их эксплуатационных характеристиках.
На стержни этих фрез можно закрепить шаровидные или сферические головки
Тело сборной фрезы выполняется из недорогих марок стали, а в качестве режущих элементов используются твердосплавные пластины, которые фиксируются на корпусе при помощи пайки. Несмотря на то, что стоимость сборных фрез выше, чем цельных, их приобретение является оправданным шагом во многих ситуациях, так как они отличаются более длительным эксплуатационным сроком и позволяют выполнять обработку с более высокой производительностью и точностью.
Самостоятельная заточка фрез
Отечественные и зарубежные производители выпускают сотни тысяч фрез, классифицирующихся по типу резки и формам. Сложная технология изготовления вносит немало неудобств в самостоятельную заточку фрез по металлу. Рассмотрим разные способы заточки.










 Заточка фрез
Заточка фрез
В зависимости от материала, из которого изготавливается объект заточки, подбирается круг из эльбора, зеленого кремния, алмаза или электрокорунда. Алмазные и кремневые круги применяются для заточки резцов из твердых сплавов. Электрокорундовые способы обработки применяются к фрезам по дереву и металлу. Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Использование абразивных кругов требует охлаждения рабочей поверхности станка и самого материала. Поэтому под рукой всегда должно стоять ведро с холодной водой. Накал до 1000 градусов уменьшает эффективность заточки в 3 раза. Дальнейшее накаливание приводит к ухудшению качества обработки детали в геометрической прогрессии. Добавьте немного мыла в воду, чтобы холодная жидкость не провоцировала развитие коррозии и ржавчины.
 Заточка инструмента с применением наждачного-тарельчатого круга
Заточка инструмента с применением наждачного-тарельчатого круга
Свою первую заточку делать рекомендуется под присмотром опытного мастера. В противном случае следует отказаться от затеи самостоятельно наточить инструмент. Если же вы решились на заточку своими руками, то вам необходимо усвоить несколько правил:
- Окружная скорость круга должна быть около 10–18 м/с. Это означает, что станок для заточки должен развивать мощность до 1500–2500 об/мин. Стоит отметить, что заточка инструмента из мягких сплавов производится на заниженных оборотах. Этим советом также рекомендуется воспользоваться и при
заточке инструмента из твердосплавных материалов. Высокие обороты могут привести к образованию микротрещин и выцветанию режущих кромок, что значительно ускорит скорость изнашивания круга;
- Для заточки рекомендуется использовать обычный фрезерный станок. Что же касается техники обработки, то для цилиндрической поверхности рекомендуется соблюдать чашечную или тарельчатую форму. Для переднего угла – плоскую или тарельчатую.
Лучшим решением для заточки инструмента по металлу будет специализированный станок. Рассмотрим модель E-90 DAREX. Фреза устанавливается в станок исходным положением, при котором игла располагается возле хвостовика
На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой
 DAREX E-90
DAREX E-90
Станок включается в электрическую сеть и вводится в эксплуатацию. Оператор должен медленно подвигать фрез к рабочей поверхности станка. Дальше регулируется уровень снимаемого металла, обычно, этот параметр составляет 25–50 мкм.
Каждый зуб рекомендуется протянуть по металлу от начала до конца, пока он полностью не спрыгнет с иглы. Оператор не должен забывать следить за тем, чтобы инструмент во время заточки находился на игле в нужном месте. Обработанный инструмент очищается от опилок и охлаждается в воде.





